
A Polymeric Piezoelectric Tactile Sensor Fabricated by 3D Printing and Laser Micromachining for Hardness Differentiation during Palpation
Abstract
:1. Introduction
2. Design and Fabrication of the Tactile Sensor
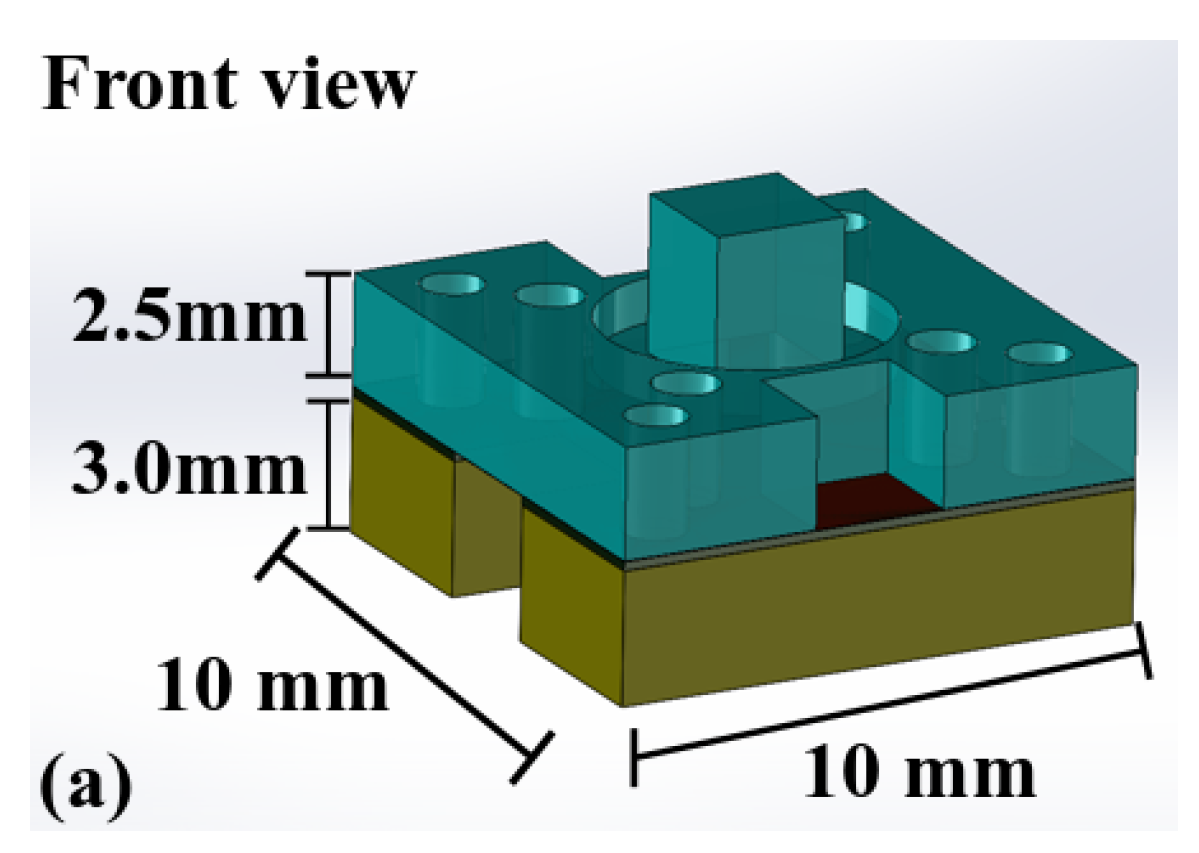
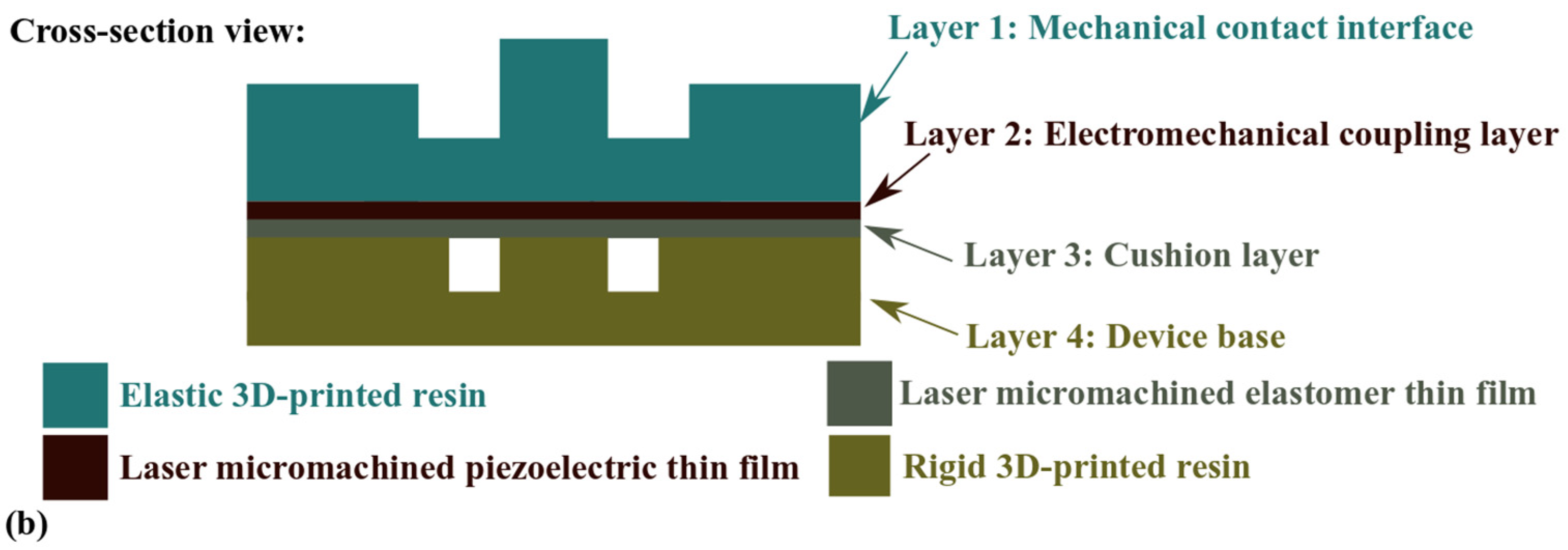
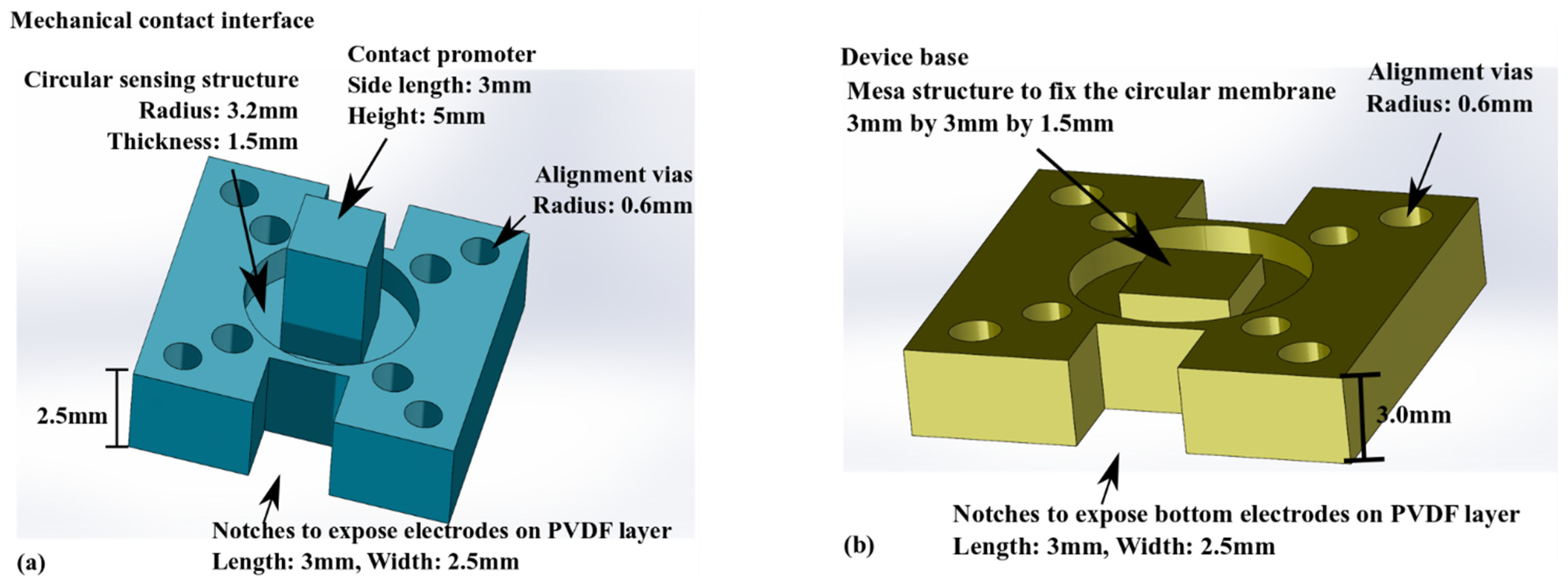
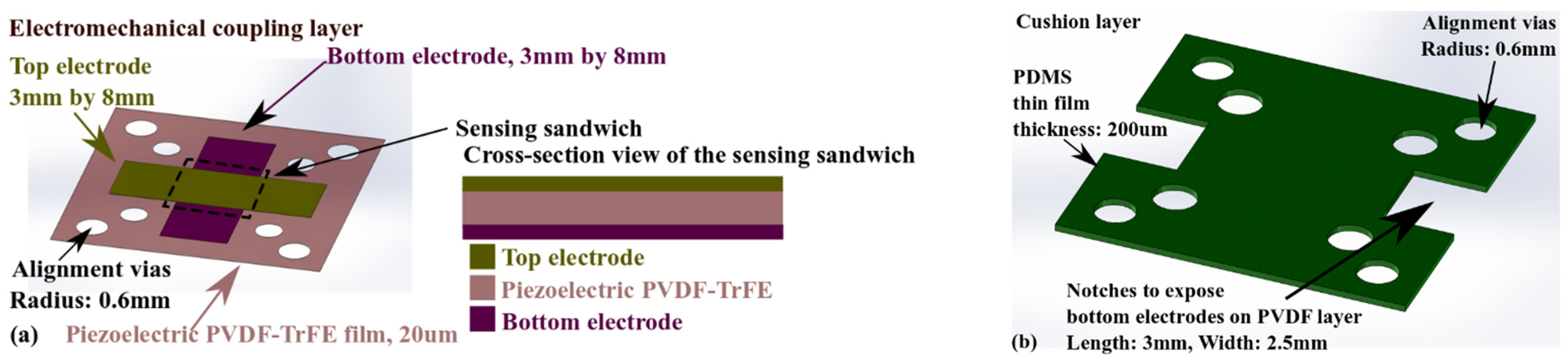
2.1. Structure Design
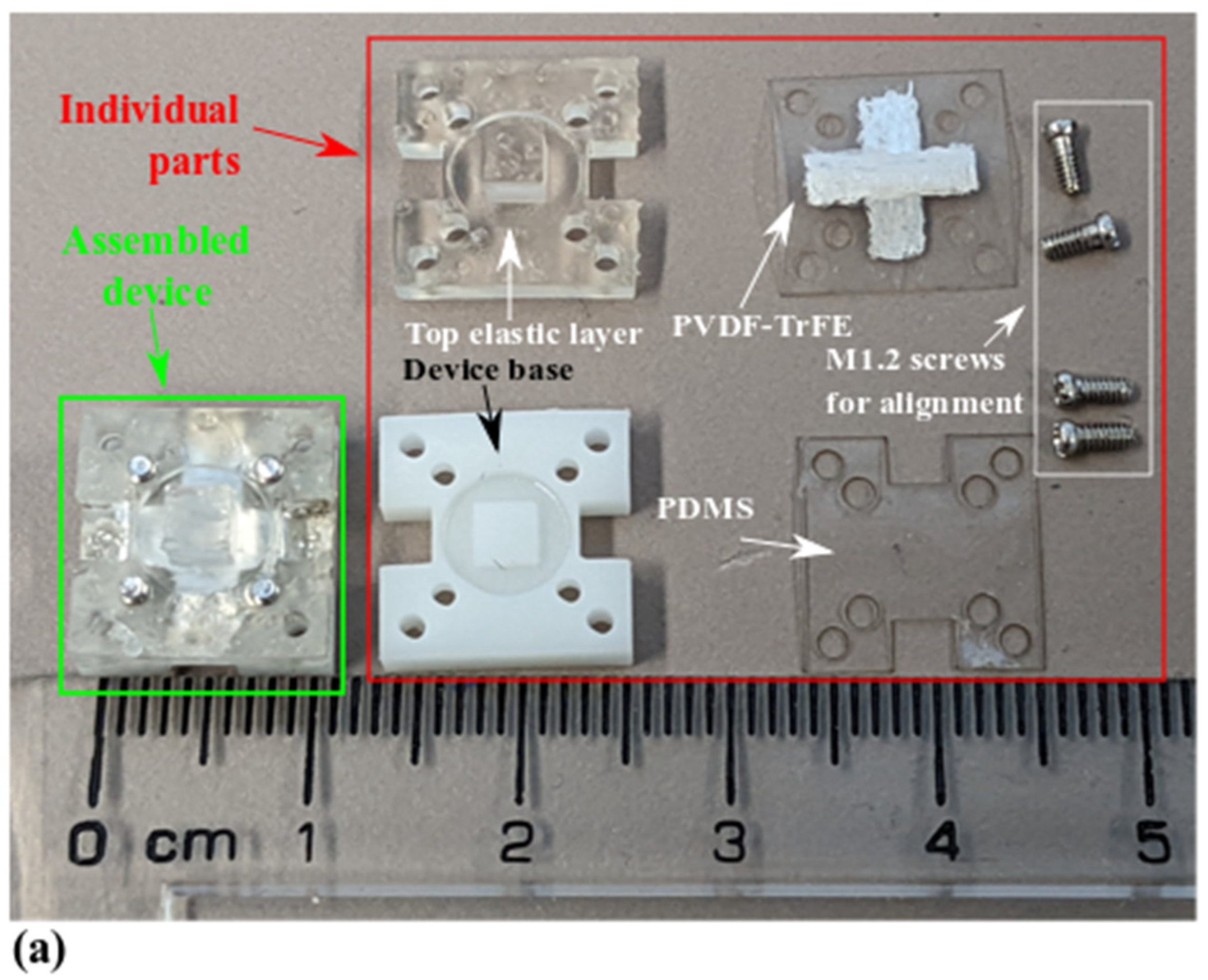
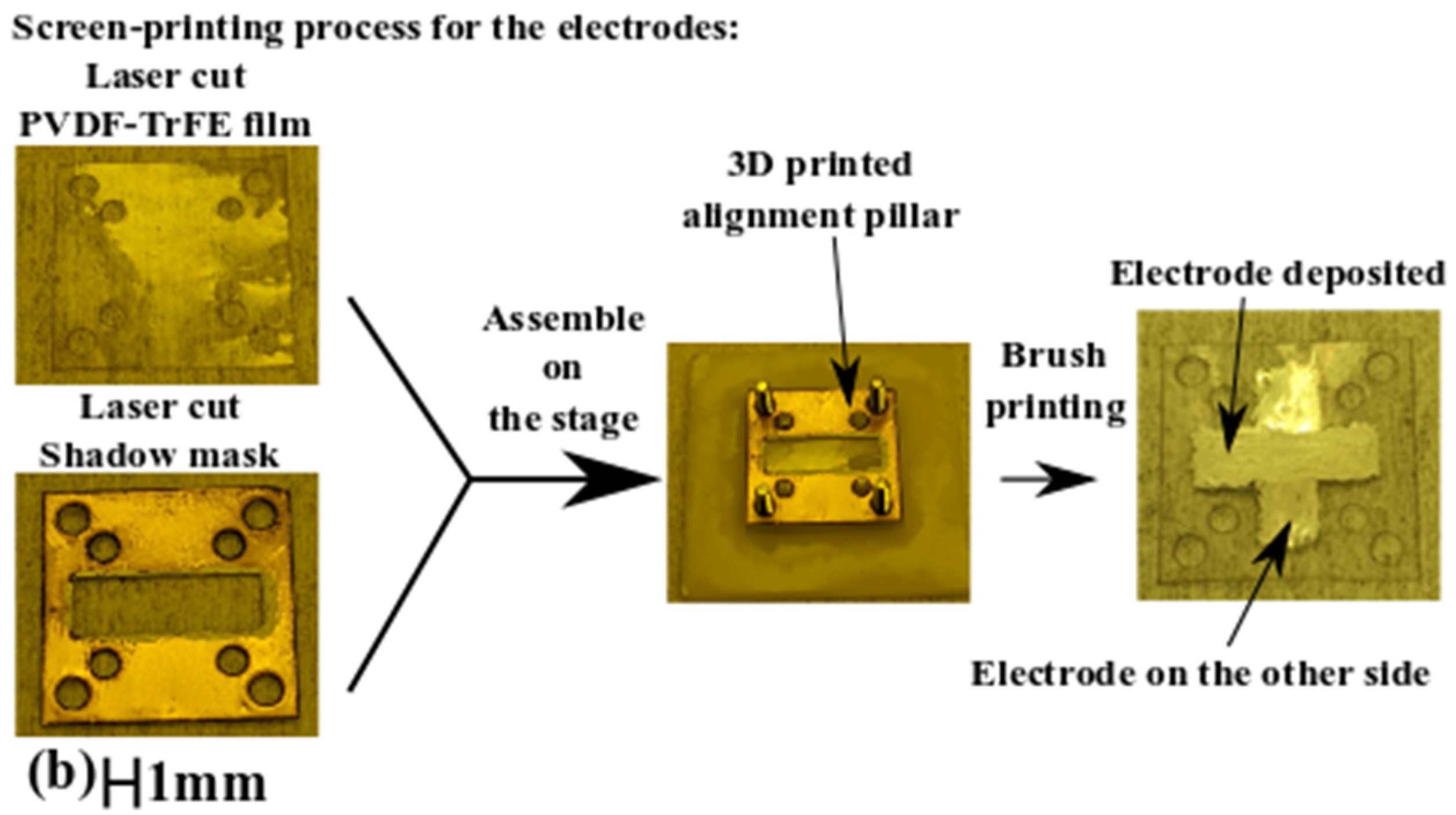
2.2. Device Fabrication
3. Characterizations of the 3D Printed Tactile Sensor
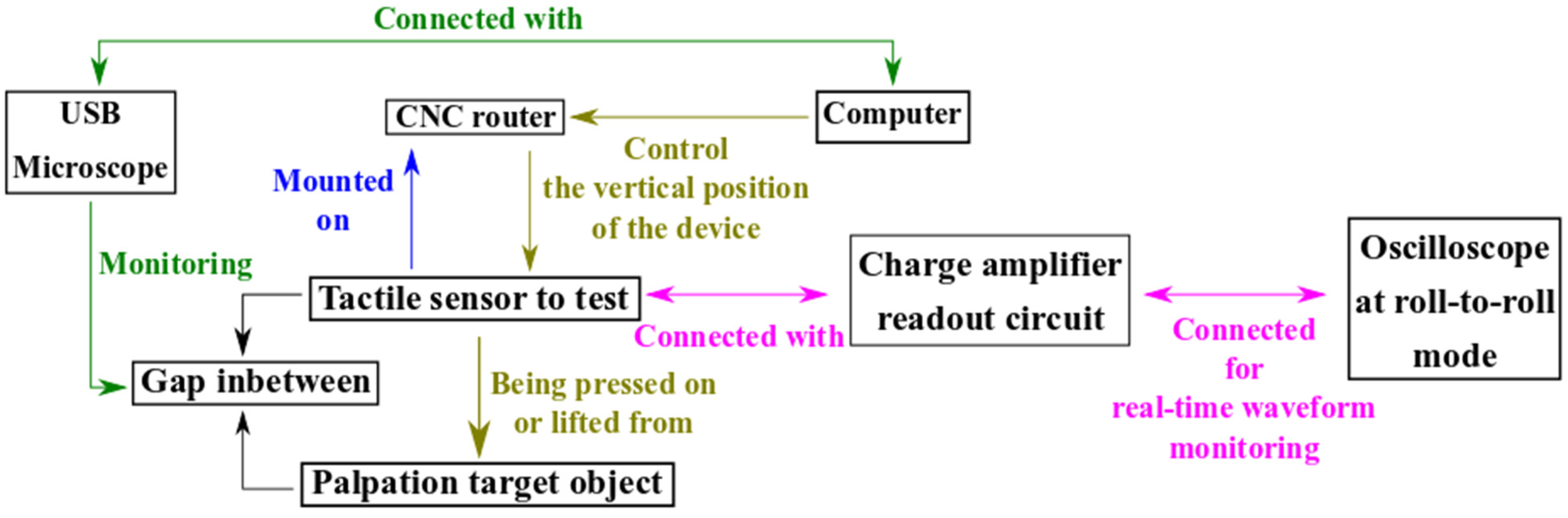
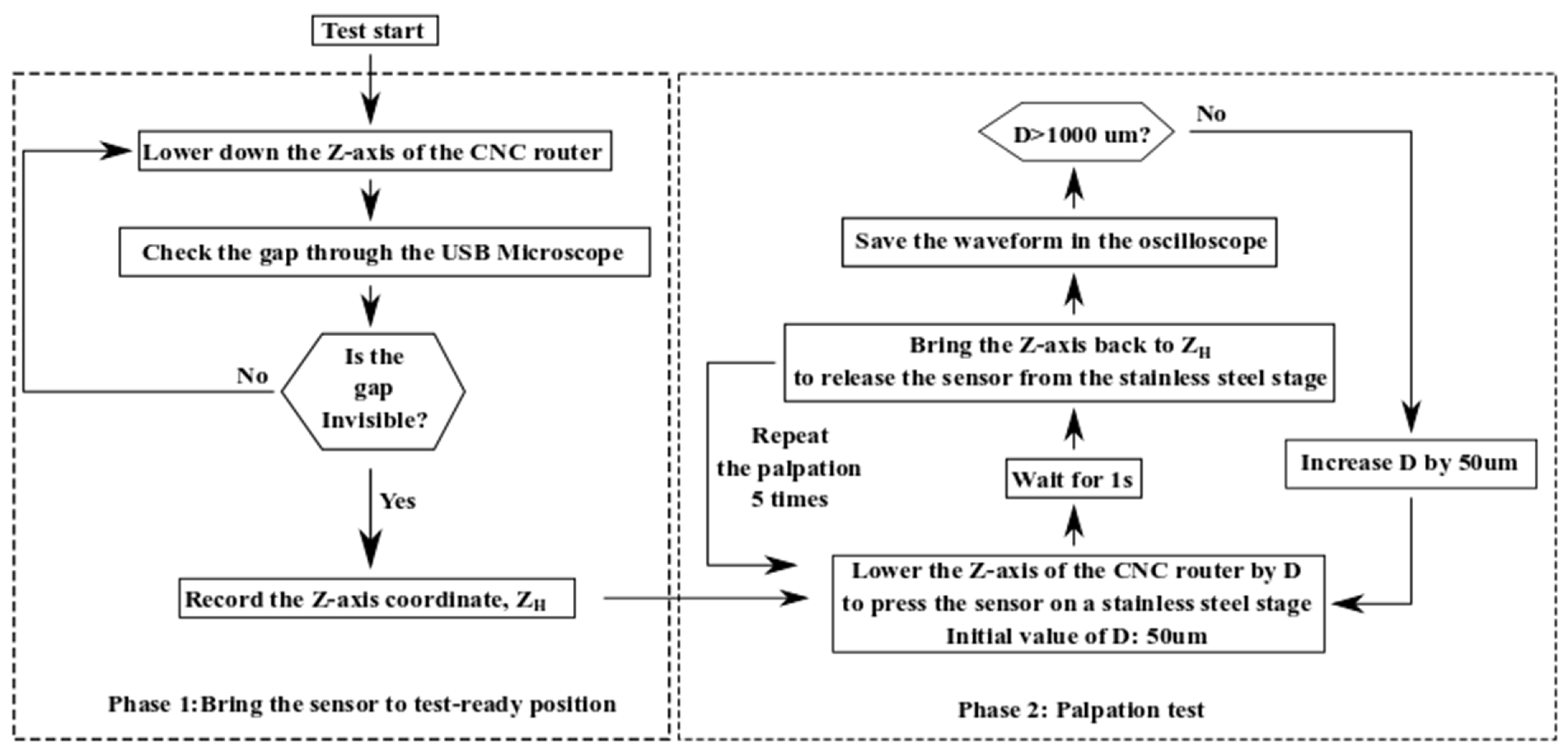
3.1. Experiment Setup
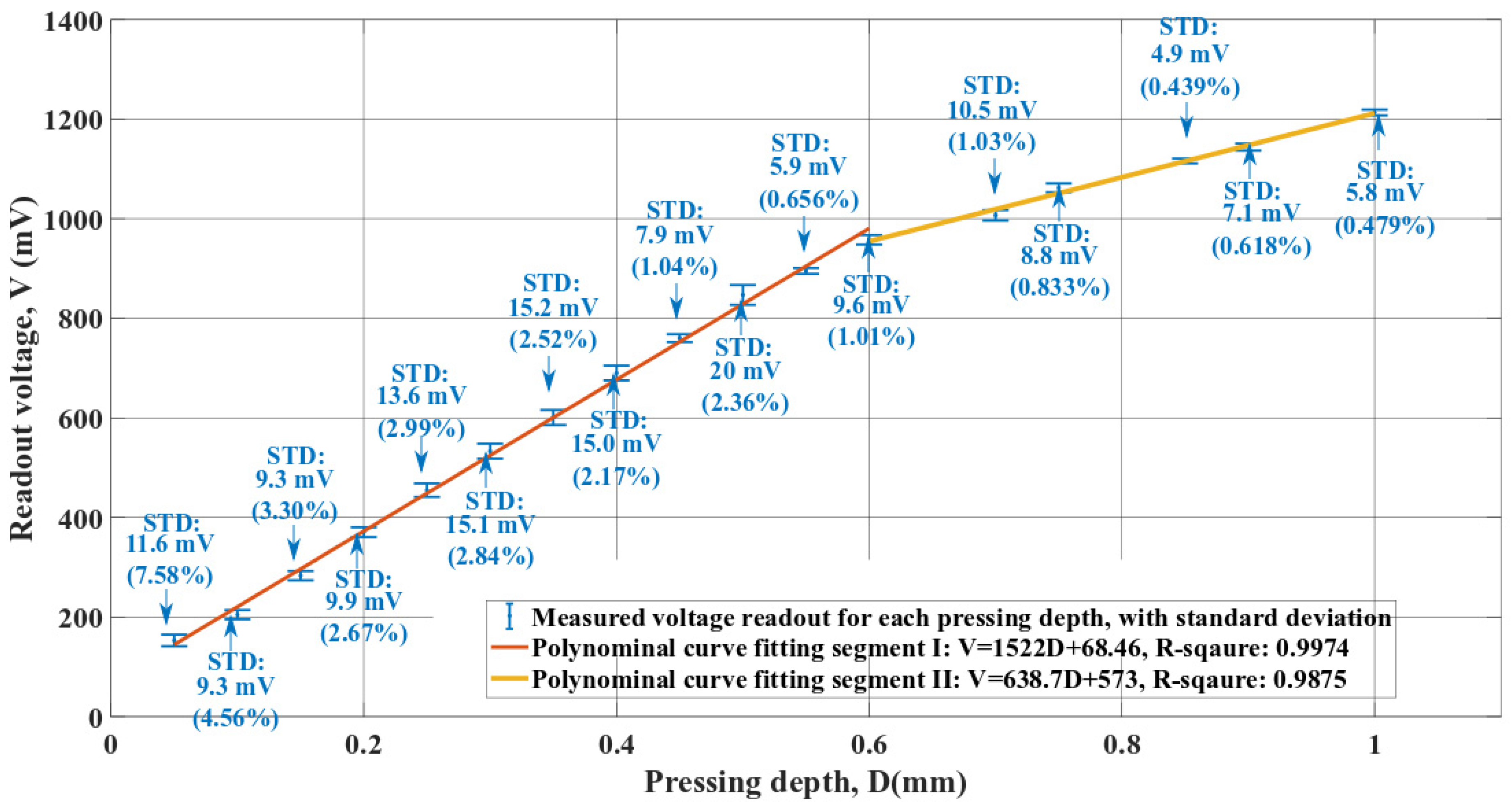
3.2. Sensitivity to Pressing Depth during Palpation
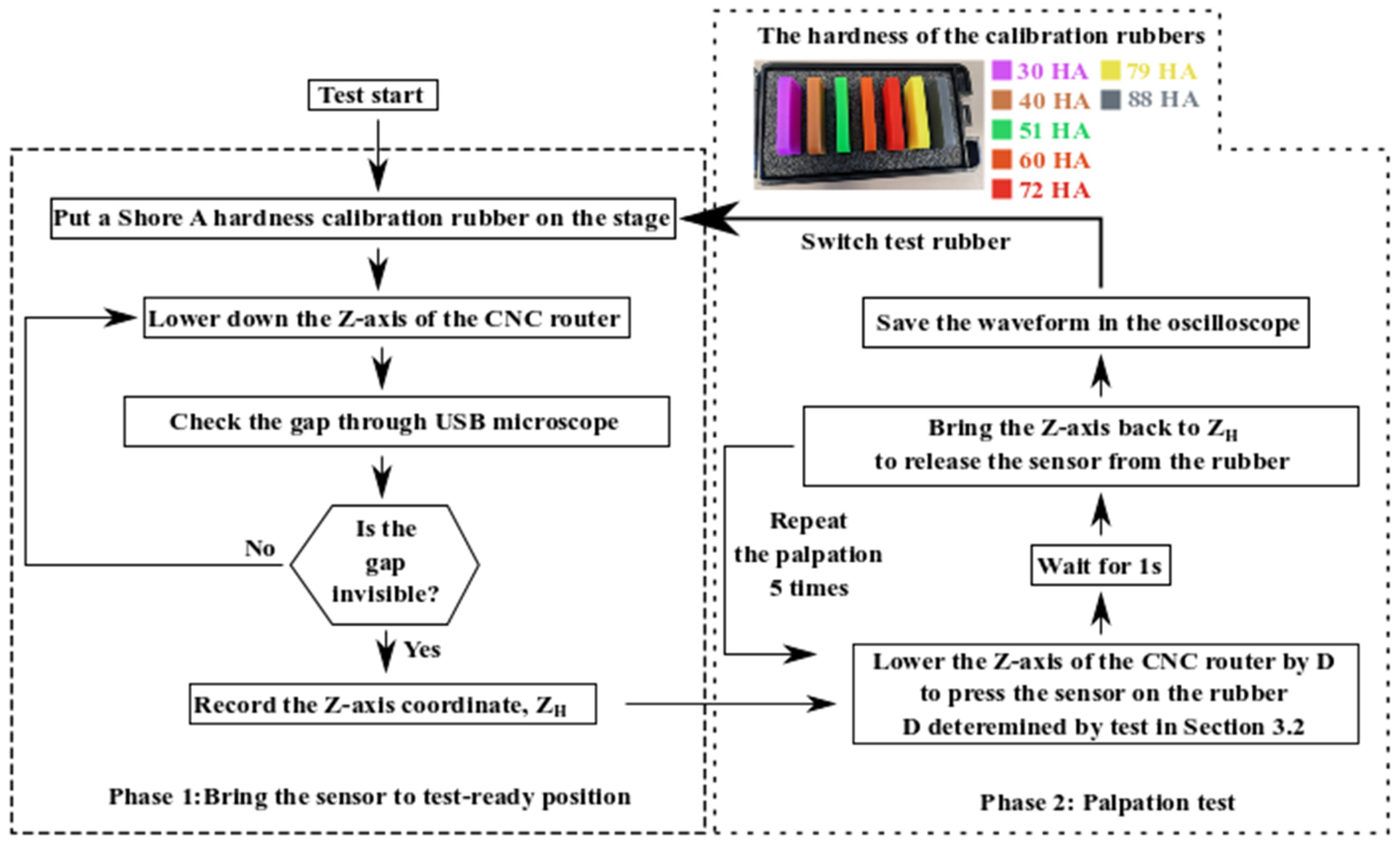
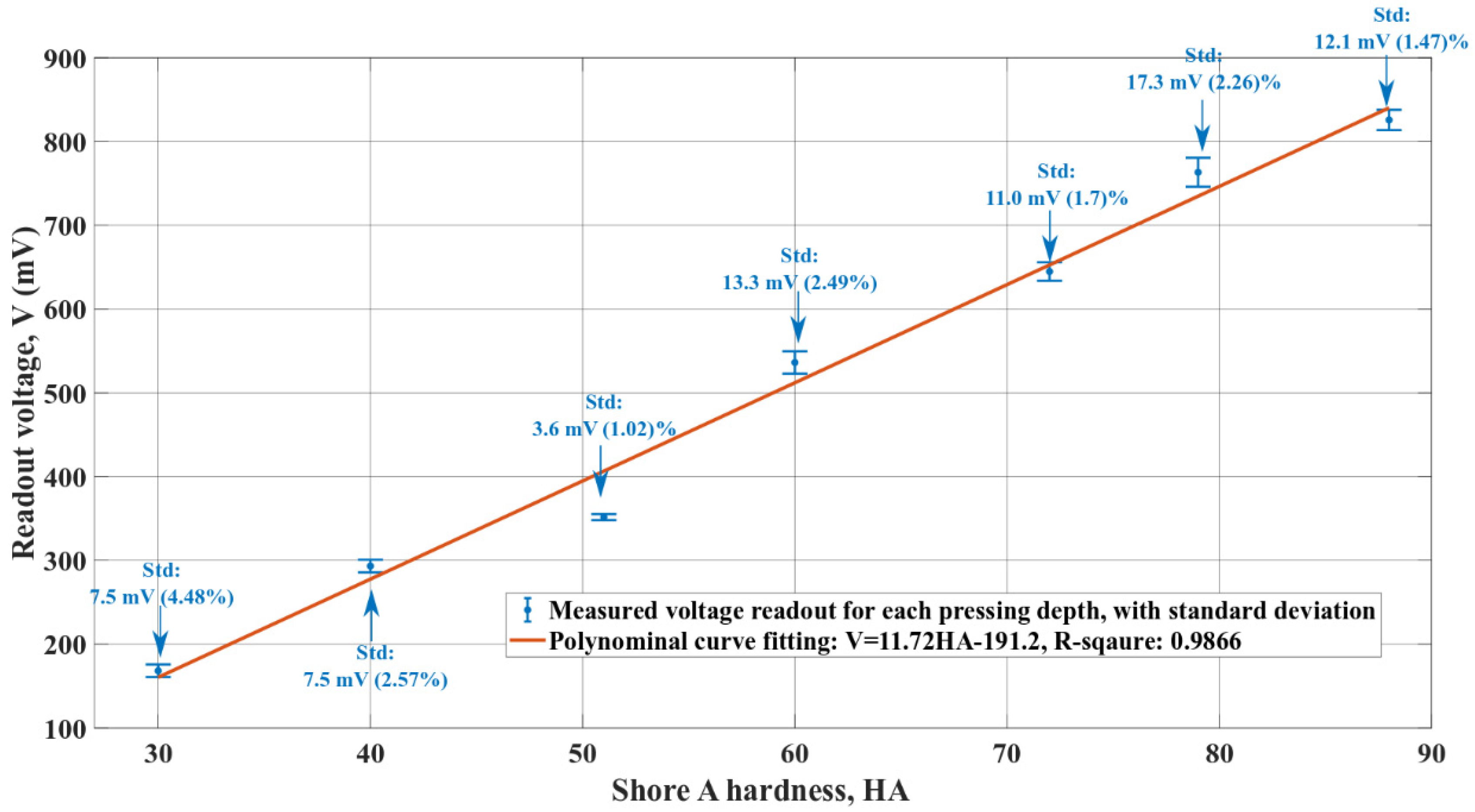
3.3. Sensitivity to Material Hardness
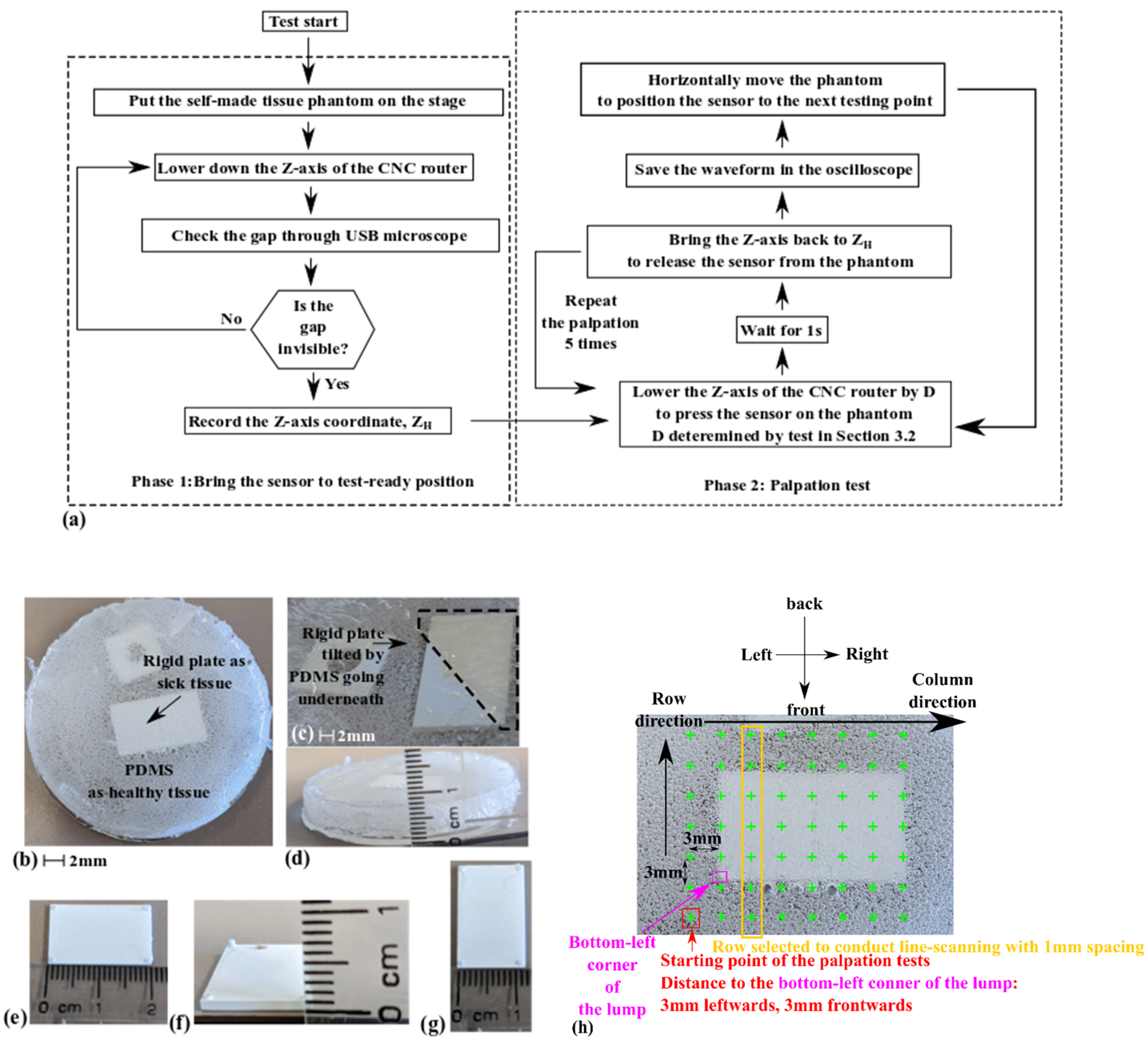
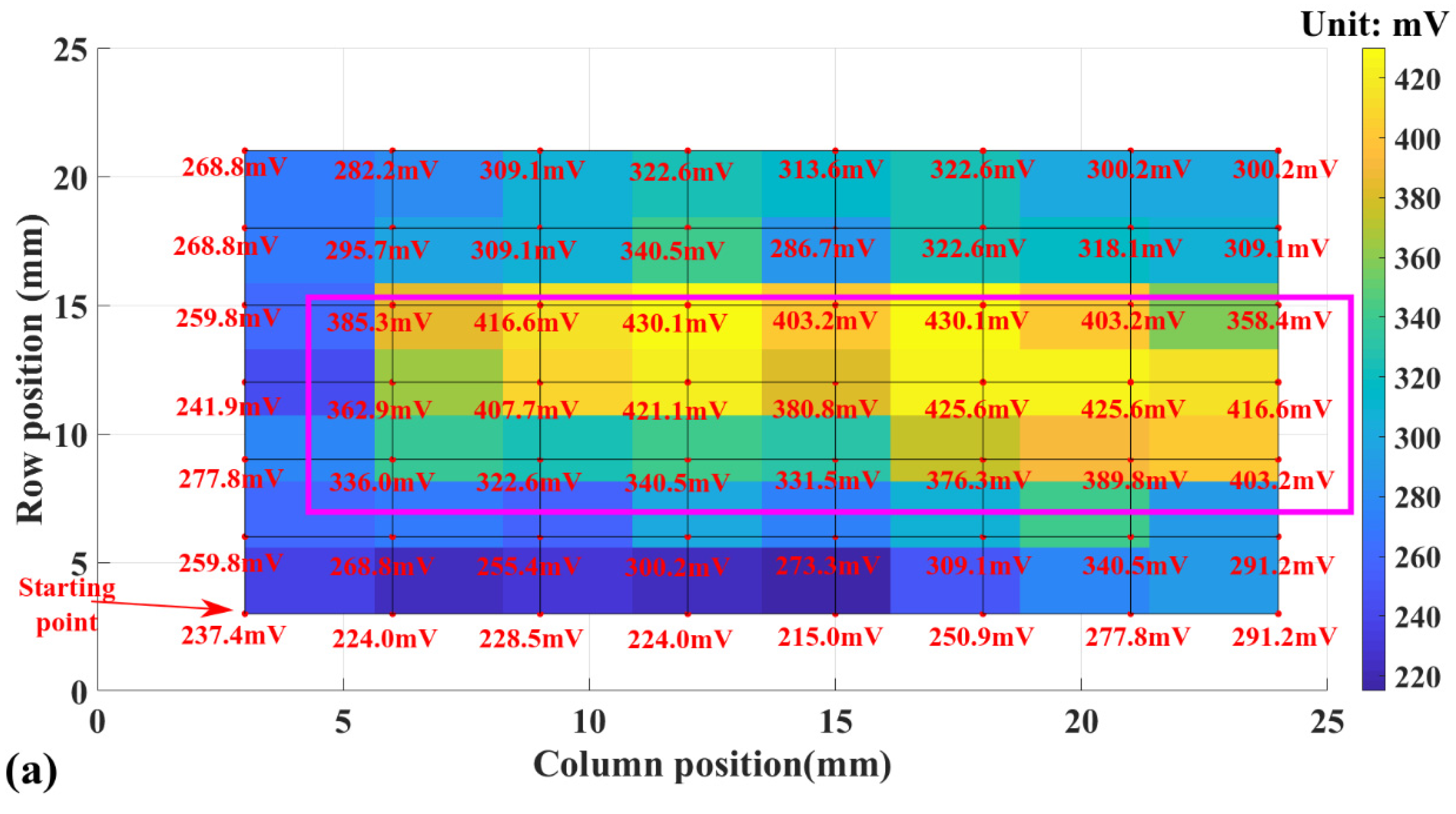
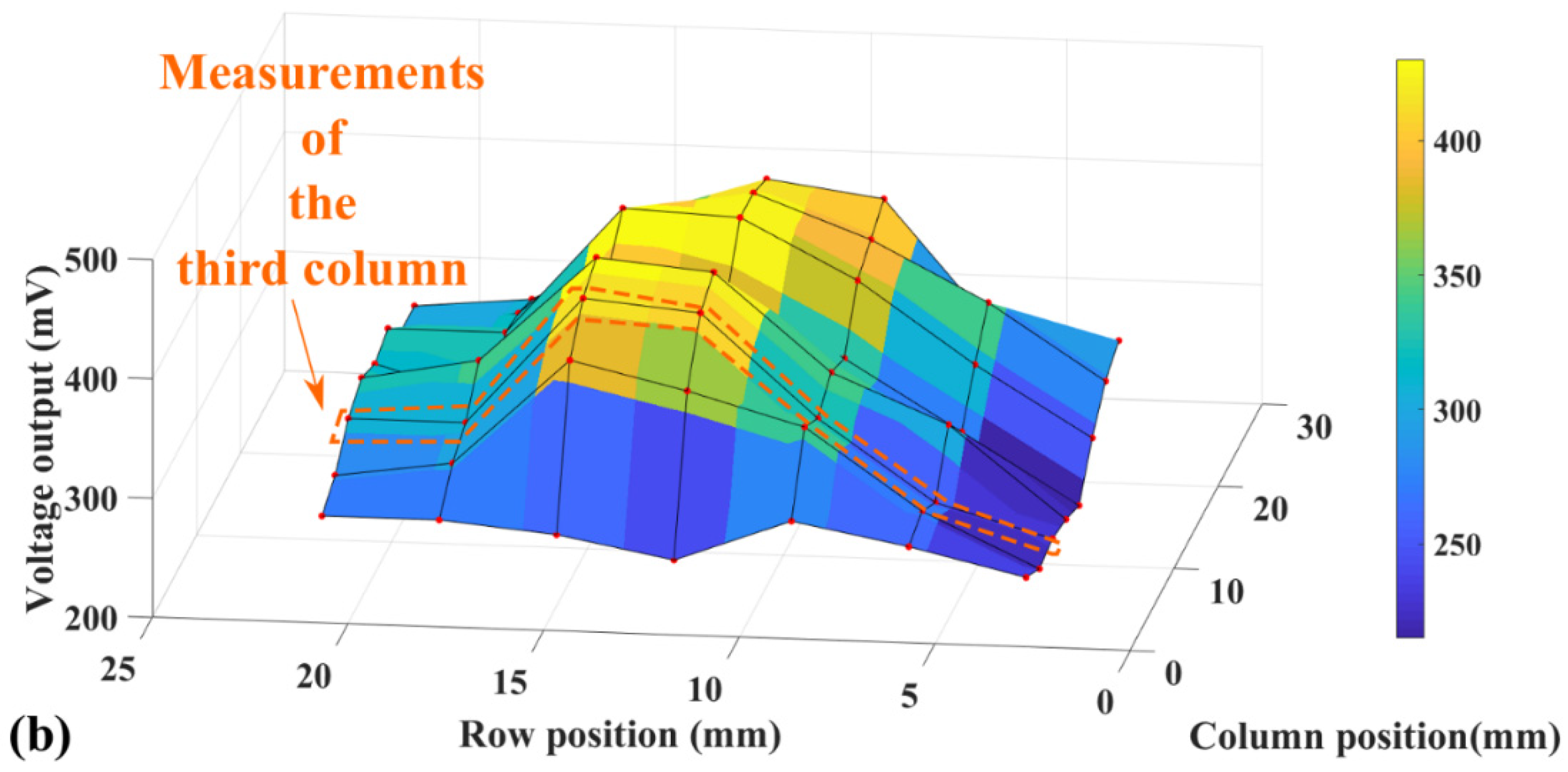
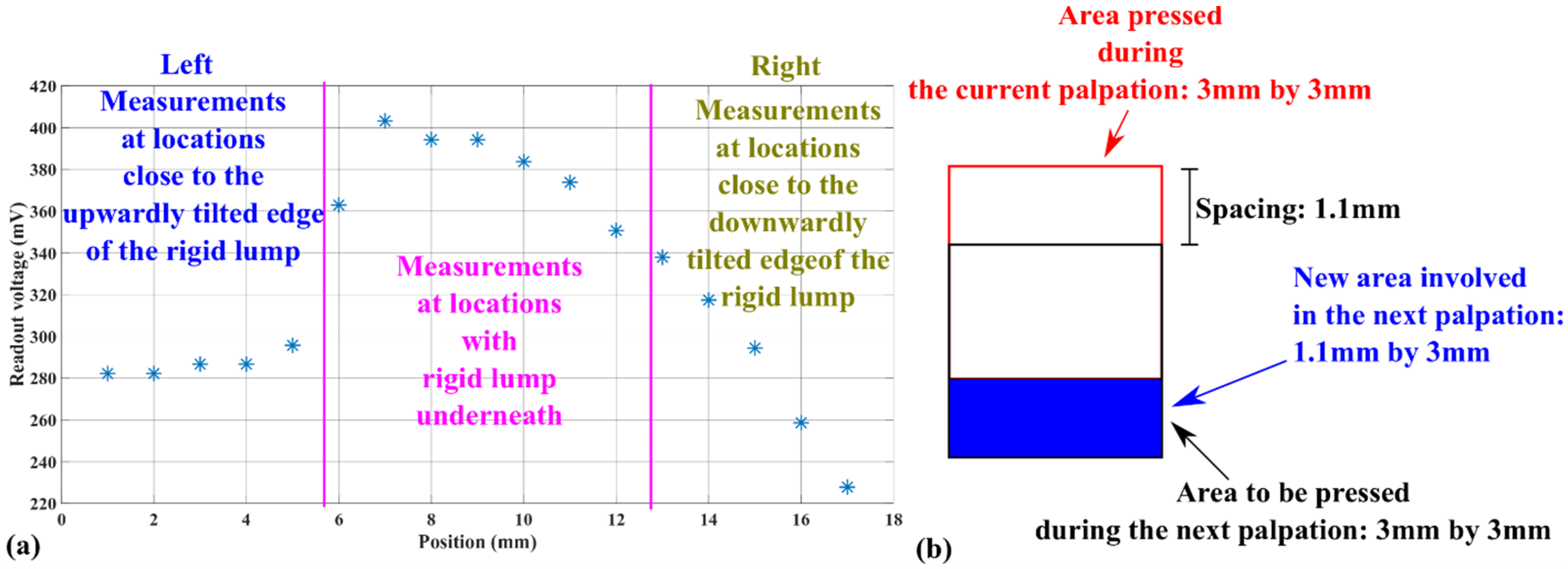
3.4. Capability to Detect Buried Rigid Objects
4. Testing Results and Discussion
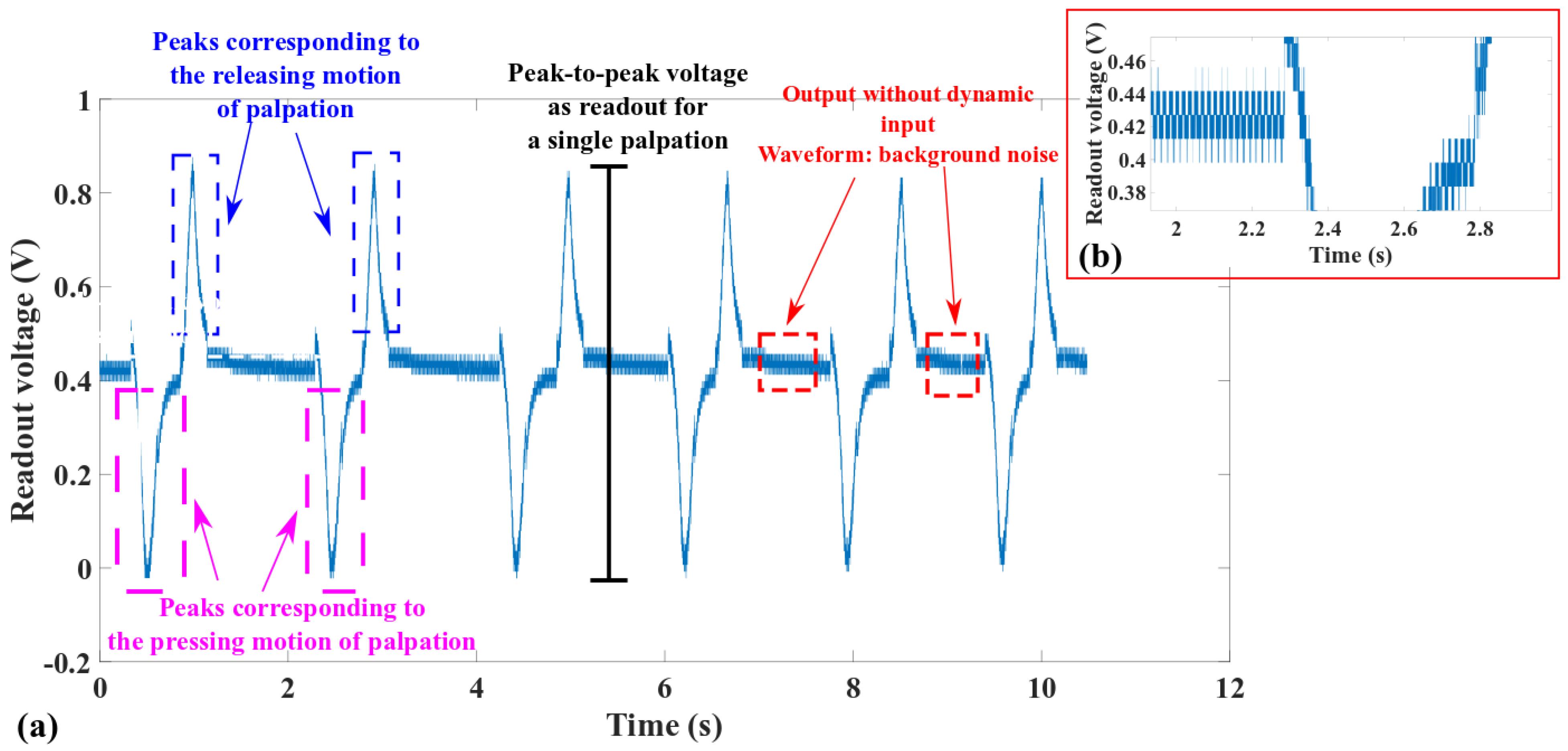
4.1. General Characteristics in the Voltage Readout for Palpation
4.2. Sensitivity to Pressing Depth during Palpation
4.3. Sensitivity to the Hardness of Palpation Target
4.4. Capability to Detect the Lump Buried in Soft Material
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Calmbach, W.L.; Hutchens, M. Evaluation of patients presenting with knee pain: Part I. History, physical examination, radiographs, and laboratory tests. Am. Fam. Physician 2003, 68, 907–912. [Google Scholar]
- Myburgh, C.; Larsen, A.H.; Hartvigsen, J. A Systematic, Critical Review of Manual Palpation for Identifying Myofascial Trigger Points: Evidence and Clinical Significance. Arch. Phys. Med. Rehabil. 2008, 89, 1169–1176. [Google Scholar] [CrossRef]
- Tokar, B.; Ozkan, R.; Ozel, A.; Koku, N. Giant rectosigmoid lithobezoar in a child: Four significant clues obtained from history, abdominal palpation, rectal examination and plain abdominal X-ray. Eur. J. Radiol. Extra 2004, 49, 23–24. [Google Scholar] [CrossRef]
- Randolph, G.W.; Kobler, J.B.; Wilkins, J. Recurrent Laryngeal Nerve Identification and Assessment during Thyroid Surgery: Laryngeal Palpation. World J. Surg. 2004, 28, 755–760. [Google Scholar] [CrossRef]
- Gomes, P. Medical Robotics: Minimally Invasive Surgery; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Wang, Q.; Khanicheh, A.; Leiner, D.; Shafer, D.; Zobel, J. Endoscope field of view measurement. Biomed. Opt. Express 2017, 8, 1441–1454. [Google Scholar] [CrossRef] [Green Version]
- Ge, C.; Cretu, E. Bionic MEMS for Touching and Hearing Sensations: Recent Progress, Challenges, and Solutions. J. Bionic Eng. 2022, 19, 590–615. [Google Scholar] [CrossRef]
- Scimeca, L.; Maiolino, P.; Bray, E.; Iida, F. Structuring of tactile sensory information for category formation in robotics palpation. Auton. Robot. 2020, 44, 1377–1393. [Google Scholar] [CrossRef]
- Ju, F.; Wang, Y.; Zhang, Z.; Wang, Y.; Yun, Y.; Guo, H.; Chen, B. A miniature piezoelectric spiral tactile sensor for tissue hardness palpation with catheter robot in minimally invasive surgery. Smart Mater. Struct. 2019, 28, 025033. [Google Scholar] [CrossRef]
- Shaikh, M.O.; Lin, C.-M.; Lee, D.-H.; Chiang, W.-F.; Chen, I.H.; Chuang, C.-H. Portable Pen-Like Device with Miniaturized Tactile Sensor for Quantitative Tissue Palpation in Oral Cancer Screening. IEEE Sens. J. 2020, 20, 9610–9617. [Google Scholar] [CrossRef]
- Naidu, A.S.; Patel, R.V.; Naish, M.D. Low-Cost Disposable Tactile Sensors for Palpation in Minimally Invasive Surgery. IEEE/ASME Trans. Mechatron. 2017, 22, 127–137. [Google Scholar] [CrossRef]
- Tang, Z.; Wang, S.; Li, M.; Shi, C. Development of a Distal Tri-Axial Force Sensor for Minimally Invasive Surgical Palpation. IEEE Trans. Med. Robot. Bionics 2022, 4, 145–155. [Google Scholar] [CrossRef]
- Ge, C.; Cretu, E. Simple and Robust Microfabrication of Polymeric Piezoelectric Resonating MEMS Mass Sensors. Sensors 2022, 22, 2994. [Google Scholar]
- Blachowicz, T.; Ehrmann, A. 3D printed MEMS technology—Recent developments and applications. Micromachines 2020, 11, 434. [Google Scholar]
- Ge, C.; Cretu, E. MEMS transducers low-cost fabrication using SU-8 in a sacrificial layer-free process. J. Micromech. Microeng. 2017, 27, 045002. [Google Scholar]
- Ge, C.; Cretu, E. Design and fabrication of SU-8 CMUT arrays through grayscale lithography. Sens. Actuators A Phys. 2018, 280, 368–375. [Google Scholar]
- Ge, C.; Cretu, E. A sacrificial-layer-free fabrication technology for MEMS transducer on flexible substrate. Sens. Actuators A Phys. 2019, 286, 202–210. [Google Scholar]
- Enciu, C.C.; Pârvu, G.M.; Ghiculescu, L.D.; Opran, C.G. Application of Micro Electrical Discharge Machining and Electrochemical Machining in Manufacturing of Micro-Electromechanical Systems: A Review. Macromol. Symp. 2022, 404, 2100449. [Google Scholar]
- Faisal, N.; Zindani, D.; Kumar, K.; Bhowmik, S. Laser micromachining of engineering materials—A review. In Micro and Nano Machining of Engineering Materials; Springer: Cham, Switzerland, 2019; pp. 121–136. [Google Scholar] [CrossRef]
- Zhang, Y.; Wei, X.; Yue, W.; Zhu, C.; Ju, F. A dual-mode tactile hardness sensor for intraoperative tumor detection and tactile imaging in robot-assisted minimally invasive surgery. Smart Mater. Struct. 2021, 30, 085041. [Google Scholar] [CrossRef]
- Ducrot, P.-H.; Dufour, I.; Ayela, C. Optimization of PVDF-TrFE Processing Conditions for the Fabrication of Organic MEMS Resonators. Sci. Rep. 2016, 6, 19426. [Google Scholar] [CrossRef] [Green Version]
- Yoon, Y.C.; Lee, J.S.; Park, S.U.; Kwon, J.H.; Hong, T.H.; Kim, D.G. Quantitative assessment of liver fibrosis using shore durometer. Ann. Surg. Treat. Res. 2017, 93, 300–304. [Google Scholar] [CrossRef] [Green Version]
- Chuang, C.-H.; Hsueh, Y.-H.; Du, Y.-C.; Shaikh, M.O.; Lin, C.-M.; Ou, C.-Y. Development of handheld scope with tactile perception feedback for oral palpation. In Proceedings of the 11th International Conference on Sensing Technology, ICST 2017, Sydney, Australia, 4–6 December 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Ju, F.; Yun, Y.; Zhang, Z.; Wang, Y.; Wang, Y.; Zhang, L.; Chen, B. A variable-impedance piezoelectric tactile sensor with tunable sensing performance for tissue hardness sensing in robotic tumor palpation. Smart Mater. Struct. 2018, 27, 115039. [Google Scholar] [CrossRef]
- Drimus, A.; Kootstra, G.; Bilberg, A.; Kragic, D. Classification of rigid and deformable objects using a novel tactile sensor. In Proceedings of the IEEE 15th International Conference on Advanced Robotics: New Boundaries for Robotics, ICAR 2011, Tallinn, Estonia, 20–23 June 2011; pp. 427–434. [Google Scholar] [CrossRef] [Green Version]
- Drimus, A.; Kootstra, G.; Bilberg, A.; Kragic, D. Design of a flexible tactile sensor for classification of rigid and deformable objects. Robot. Auton. Syst. 2014, 62, 3–15. [Google Scholar] [CrossRef]
- Fu, Y.-M.; Chou, M.-C.; Cheng, Y.-T.; Secor, E.B.; Hersam, M.C. An inkjet printed piezoresistive back-to-back graphene tactile sensor for endosurgical palpation applications. In Proceedings of the 30th IEEE International Conference on Micro Electro Mechanical Systems, MEMS 2017, Las Vegas, NV, USA, 22–26 January 2017; pp. 612–615. [Google Scholar] [CrossRef]
- Meic, T.; Kern, T.A.; Sindlinger, S.; Werthschutzky, R. HapCath: Highly miniaturized piezoresistive force sensors for interior palpation of vessels during angioplasty. In Proceedings of the World Congress on Medical Physics and Biomedical Engineering—Surgery, Minimal Invasive Interventions, Endoscopy and Image Guided Therapy, Munich, Germany, 7–12 September 2009; pp. 228–331. [Google Scholar] [CrossRef]
- Peng, C.; Luo, Y.; Wang, G.; Jiang, F.; Li, P.; Shen, Y. A cost-effective, high-performance, and bio-inspired pulse sensor for quantitative assessment of arterial stiffness. In Proceedings of the 2019 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, AIM 2019, Hong Kong, China, 8–12 July 2019; pp. 720–725. [Google Scholar] [CrossRef]
- Kim, U.; Kim, Y.B.; Seok, D.-Y.; So, J.; Choi, H.R. A surgical palpation probe with 6-axis force/torque sensing capability for minimally invasive surgery. IEEE Trans. Ind. Electron. 2018, 65, 2755–2765. [Google Scholar] [CrossRef]
- Nagatomo, T.; Miki, N. Three-axis capacitive force sensor with liquid metal electrodes for endoscopic palpation. Micro Nano Lett. 2017, 12, 564–568. [Google Scholar] [CrossRef]
- Boparai, J.; Popović, M. Heterogeneous Skin Phantoms for Experimental Validation of Microwave-Based Diagnostic Tools. Sensors 2022, 22, 1955. [Google Scholar]
- Zhou, J.; Meng, Y.; Wang, M.; Memon, M.S.; Yang, X. Surface roughness estimation by optimal tactile features for fruits and vegetables. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417721866. [Google Scholar] [CrossRef]
- Li, T.; Luo, H.; Qin, L.; Wang, X.; Xiong, Z.; Ding, H.; Gu, Y.; Liu, Z.; Zhang, T. Flexible capacitive tactile sensor based on micropatterned dielectric layer. Small 2016, 12, 5042–5048. [Google Scholar]
- Mei, T.; Ge, Y.; Zhao, Z.; Li, M.; Zhao, J. Optimal design and experiments of a wearable silicone strain sensor. In Proceedings of the ICIRA 2017: Intelligent Robotics and Applications, 10th International Conference on Intelligent Robotics and Applications, Wuhan, China, 16–18 August 2017; Springer: Cham, Switzerland, 2017; pp. 130–137. [Google Scholar]
- Chen, X.; Shao, J.; Tian, H.; Li, X.; Tian, Y.; Wang, C. Flexible three-axial tactile sensors with microstructure-enhanced piezoelectric effect and specially-arranged piezoelectric arrays. Smart Mater. Struct. 2018, 27, 025018. [Google Scholar]
- Zhang, J.; Li, S.; Zhao, Z.; Gao, Y.; Liu, D.; Wang, J.; Wang, Z.L. Highly sensitive three-dimensional scanning triboelectric sensor for digital twin applications. Nano Energy 2022, 97, 107198. [Google Scholar] [CrossRef]
- Zhou, N.; Ao, H.; Chen, X.; Jiang, H. A wearable piezoelectro-triboelectric sensor with nanocomposite electrodes for human physiological detection. Nano Energy 2022, 96, 107127. [Google Scholar] [CrossRef]
- Johnston, I.D.; McCluskey, D.K.; Tan, C.K.L.; Tracey, M.C. Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. J. Micromech. Microeng. 2014, 24, 035017. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Material | Material Vendor | Processing Method | Equipment | Service Provider |
|---|---|---|---|---|---|
| Top elastic layer | Flexible 80 | Formlabs, USA | Stereolithography 3D printing | Formlabs®3L 3D printer | 3D Shop Canada |
| Piezoelectric layer | PVDF-TrFE thin film | Poly-K, USA | Laser micromachining | Oxford®laser micromachining system | The authors’ lab |
| Electrodes | Silver-based conductive ink | Circuit Scribe, USA | Shadow-mask-based screen printing | Manual operation | The authors’ lab |
| Shadow mask | Copper-polyimide composite | Dupont, USA | Shadow-mask-based screen printing | Oxford®laser micromachining system | The author’s lab |
| Bottom elastic layer | PDMS thin film | HNXCK, China | Laser micromachining | Oxford®laser micromachining system | The authors’ lab |
| Device base | Rigid 4K | Formlabs, USA | Stereolithography 3D printing | Formlabs®3L 3D printer | 3D Shop Canada |
| Equipment | Module |
|---|---|
| CNC router | Genmistu®3018-Pro |
| Charge amplifier readout circuit | Analog Device®CN0350 piezoelectric sensor evaluation board |
| Oscilloscope | Siglent®SDS1200X-E oscilloscope (Bandwidth: 200 MHz, Sampling rate: 1 kSa/s) |
| USB Microscope | Bysameyee®HD 2K 2MP USB Microscope, 40X to 1000X Magnification Digital Microscope Camera Inspection Endoscope |
| DC power supply | Protek®PL-3003S DC regulated power supply |
| Palpation Tests Using a Pressing Depth of 500 µm on Rubbers with Different Hardness (Figure 11) | Palpation Tests on a Stainless Steel Stage with Different Pressing Depth Values (Figure 10) | ||
|---|---|---|---|
| Rubber Hardness (HA) | Readout Voltage (mV) | Palpation Depth Values (µm) | Readout Voltage (mV) |
| 30 | 168.2 | 50 | 153.2 |
| 40 | 293.2 | 150 | 283.3 |
| 51 | 351.6 | 200 | 307.7 |
| 60 | 536.2 | 300 | 533.4 |
| 72 | 644.8 | 350 | 600.9 |
| 79 | 763.2 | 450 | 760.2 |
| 88 | 825.7 | 500 | 847.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, C.; Cretu, E. A Polymeric Piezoelectric Tactile Sensor Fabricated by 3D Printing and Laser Micromachining for Hardness Differentiation during Palpation. Micromachines 2022, 13, 2164. https://doi.org/10.3390/mi13122164
Ge C, Cretu E. A Polymeric Piezoelectric Tactile Sensor Fabricated by 3D Printing and Laser Micromachining for Hardness Differentiation during Palpation. Micromachines. 2022; 13(12):2164. https://doi.org/10.3390/mi13122164
Chicago/Turabian StyleGe, Chang, and Edmond Cretu. 2022. "A Polymeric Piezoelectric Tactile Sensor Fabricated by 3D Printing and Laser Micromachining for Hardness Differentiation during Palpation" Micromachines 13, no. 12: 2164. https://doi.org/10.3390/mi13122164