
An Intelligent Logic-Based Mold Breakout Prediction System Algorithm for the Continuous Casting Process of Steel: A Novel Study

 , ,
, ,  , , , , , and
, , , , , and
Abstract
:1. Introduction
2. A Review of the Literature
3. Process Description
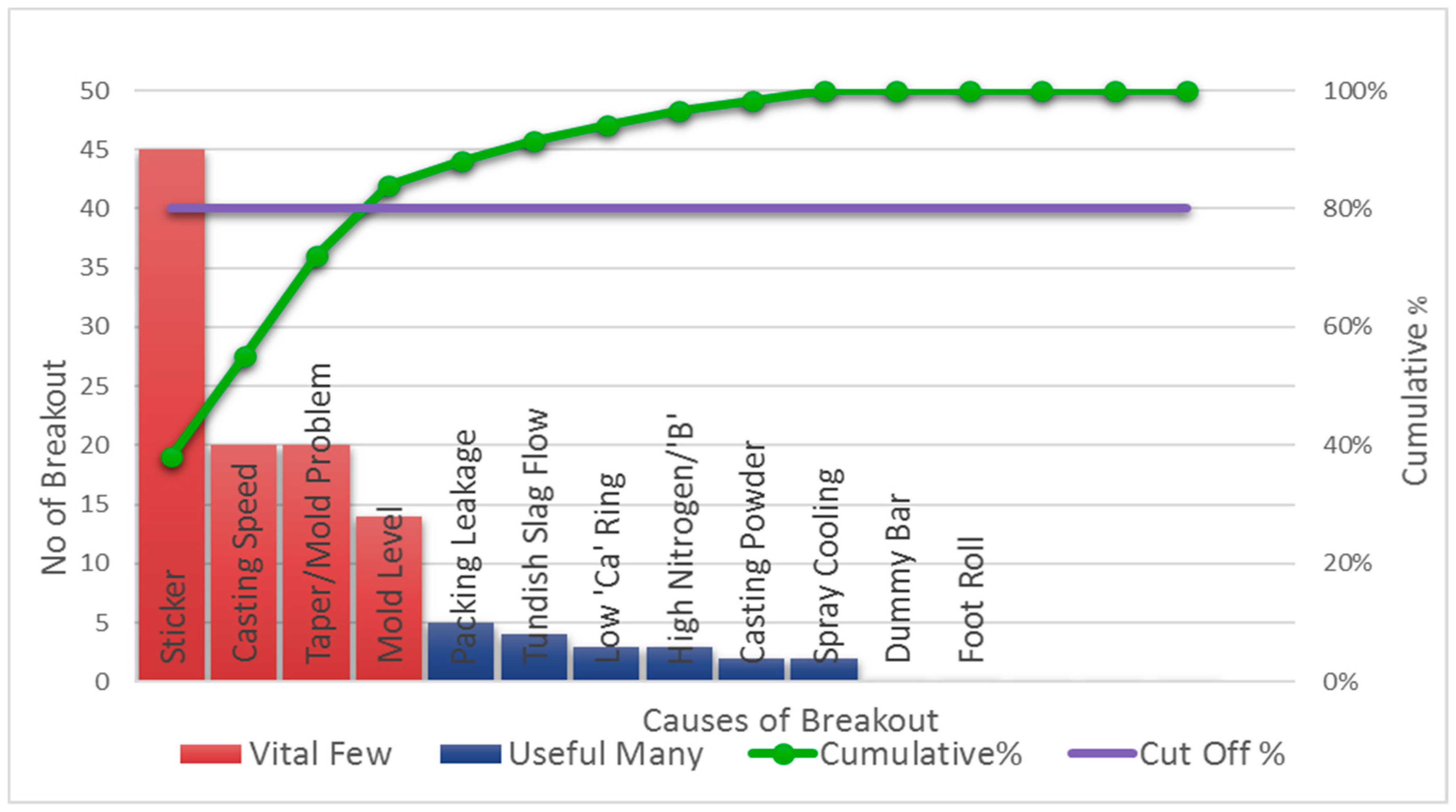
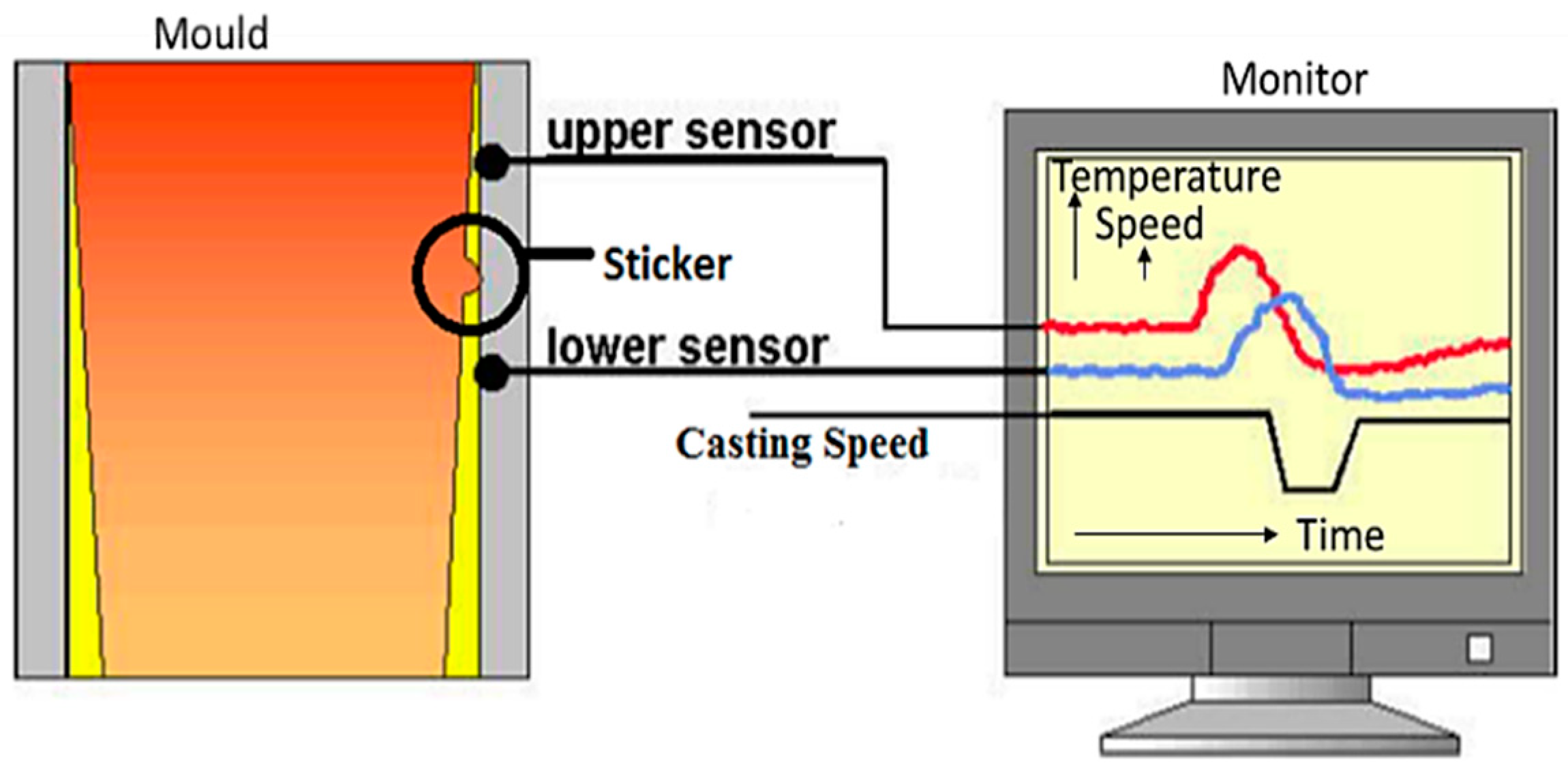
3.1. Sticker Breakout Identification
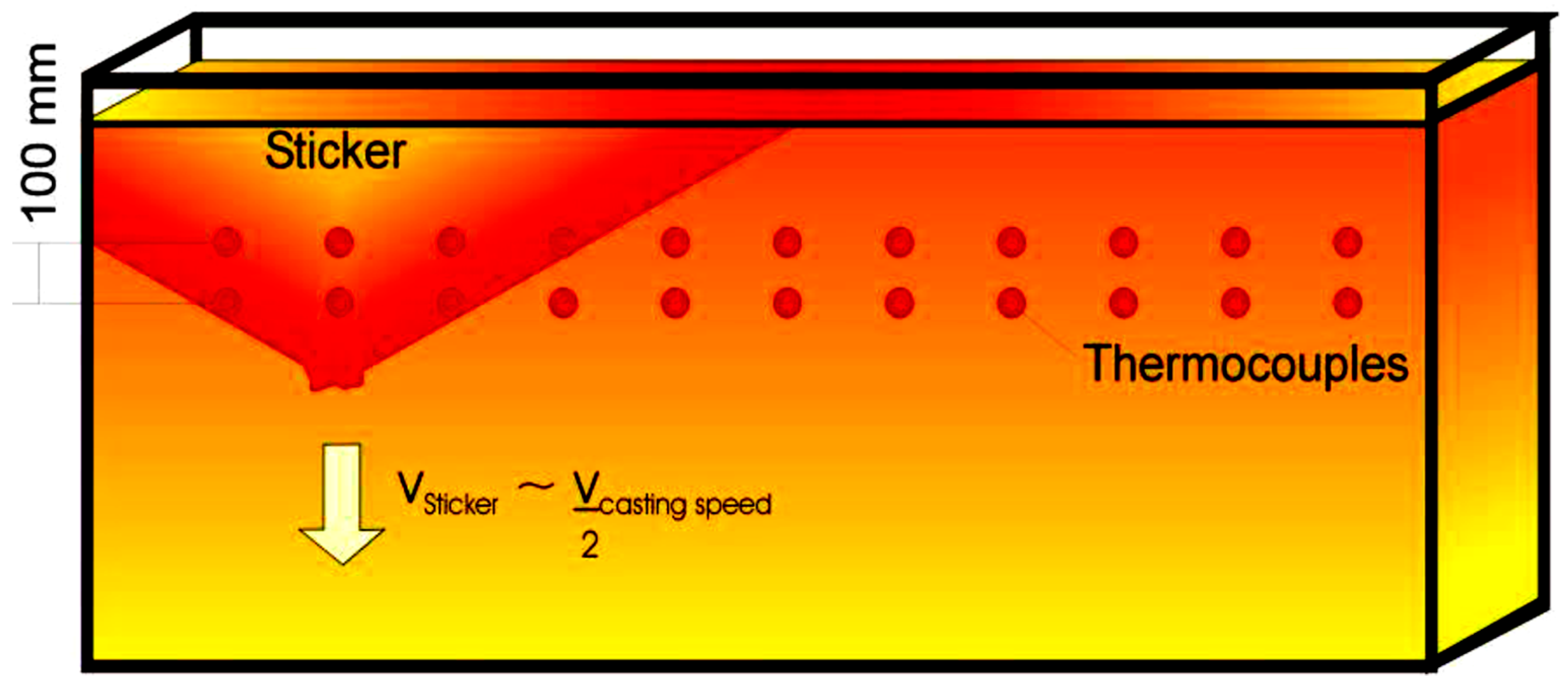
3.2. Sticker Development
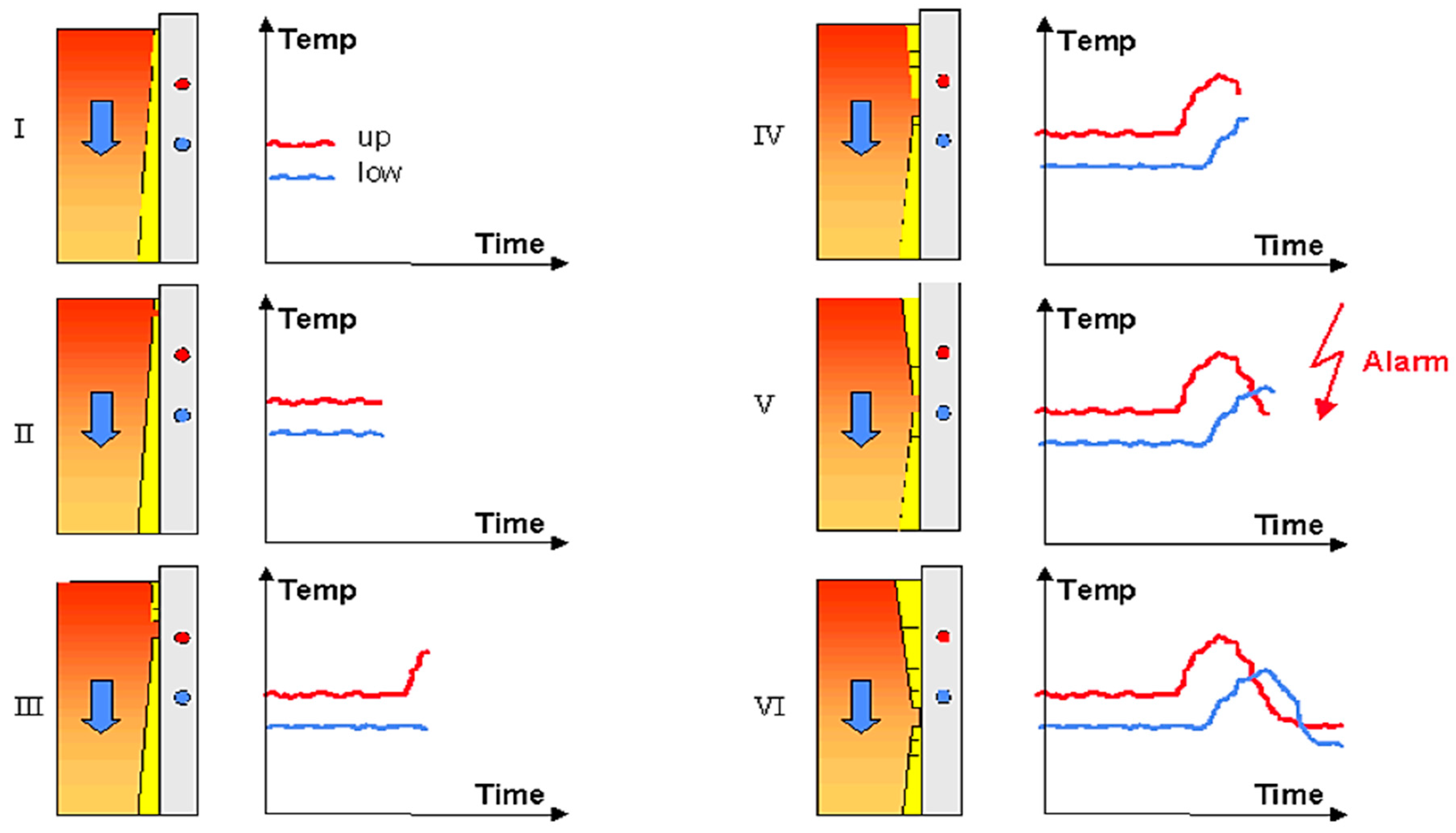
3.3. Sticker Detection Logic
3.4. The Copper Mold
4. Method: Research Methodology
4.1. Development of Logic-Judgment-Based BOP
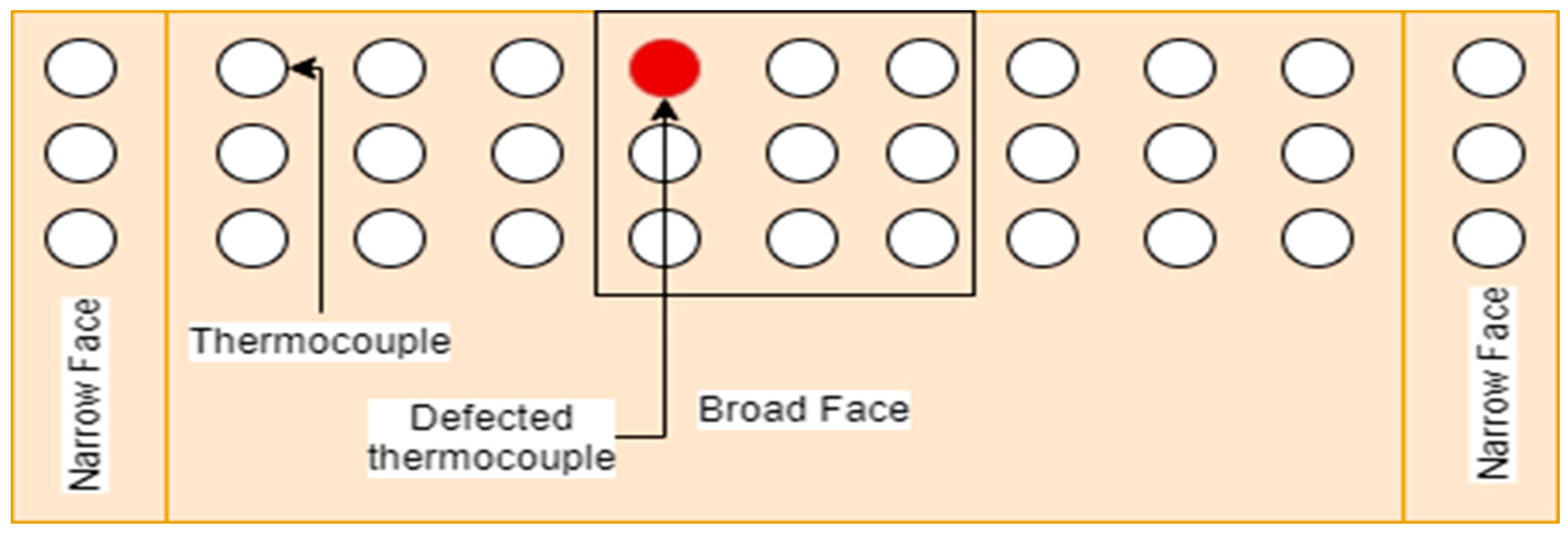
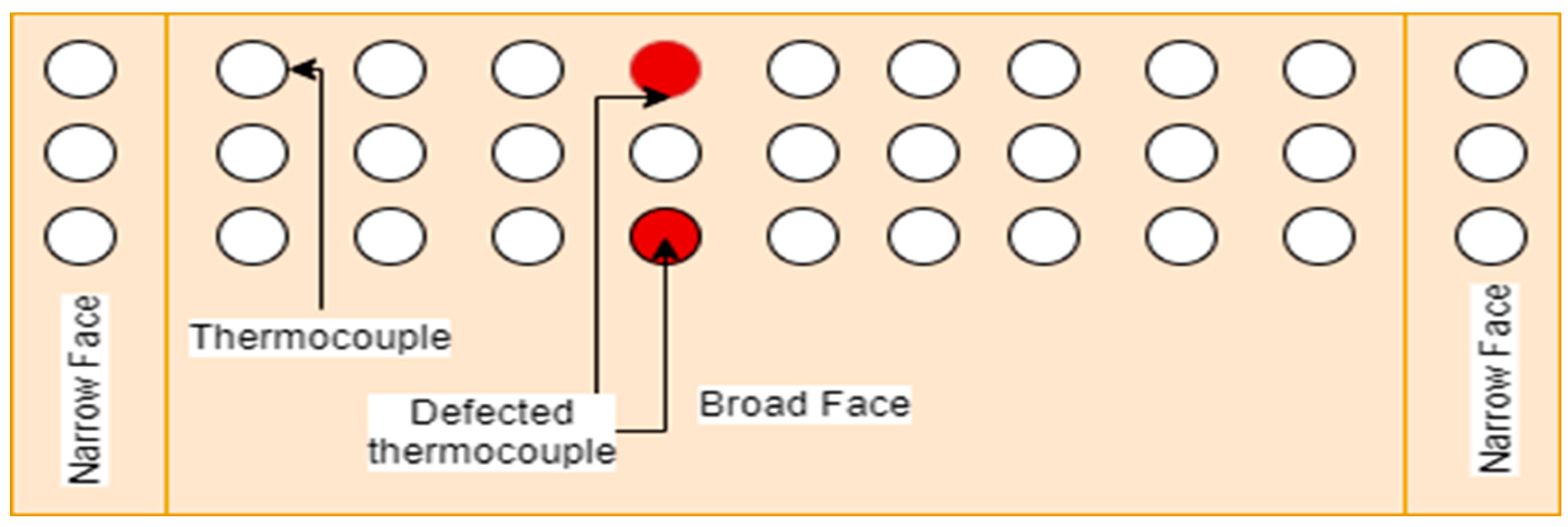
4.1.1. Data Preprocessing
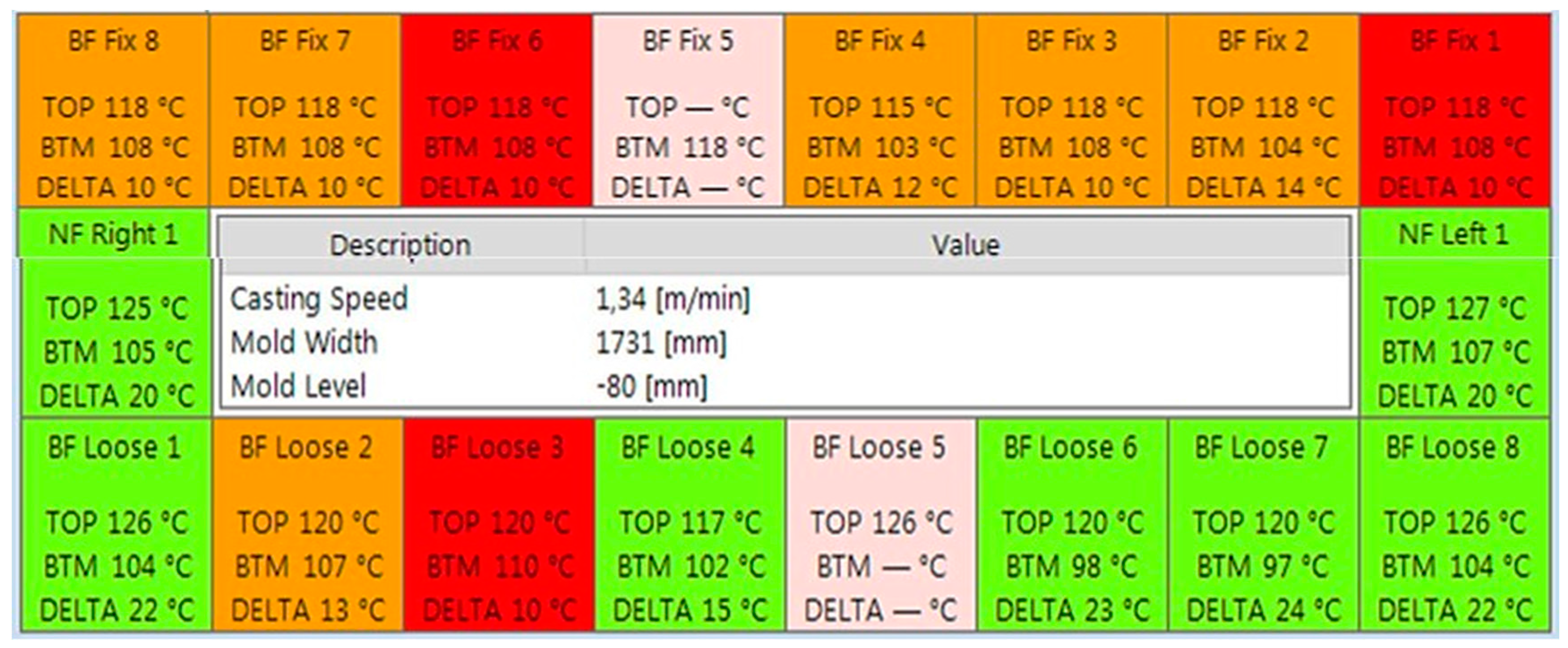
Thermocouple Temperature Rule
Mold Replacement Is Not Mandatory
Recommended Mold Replacement
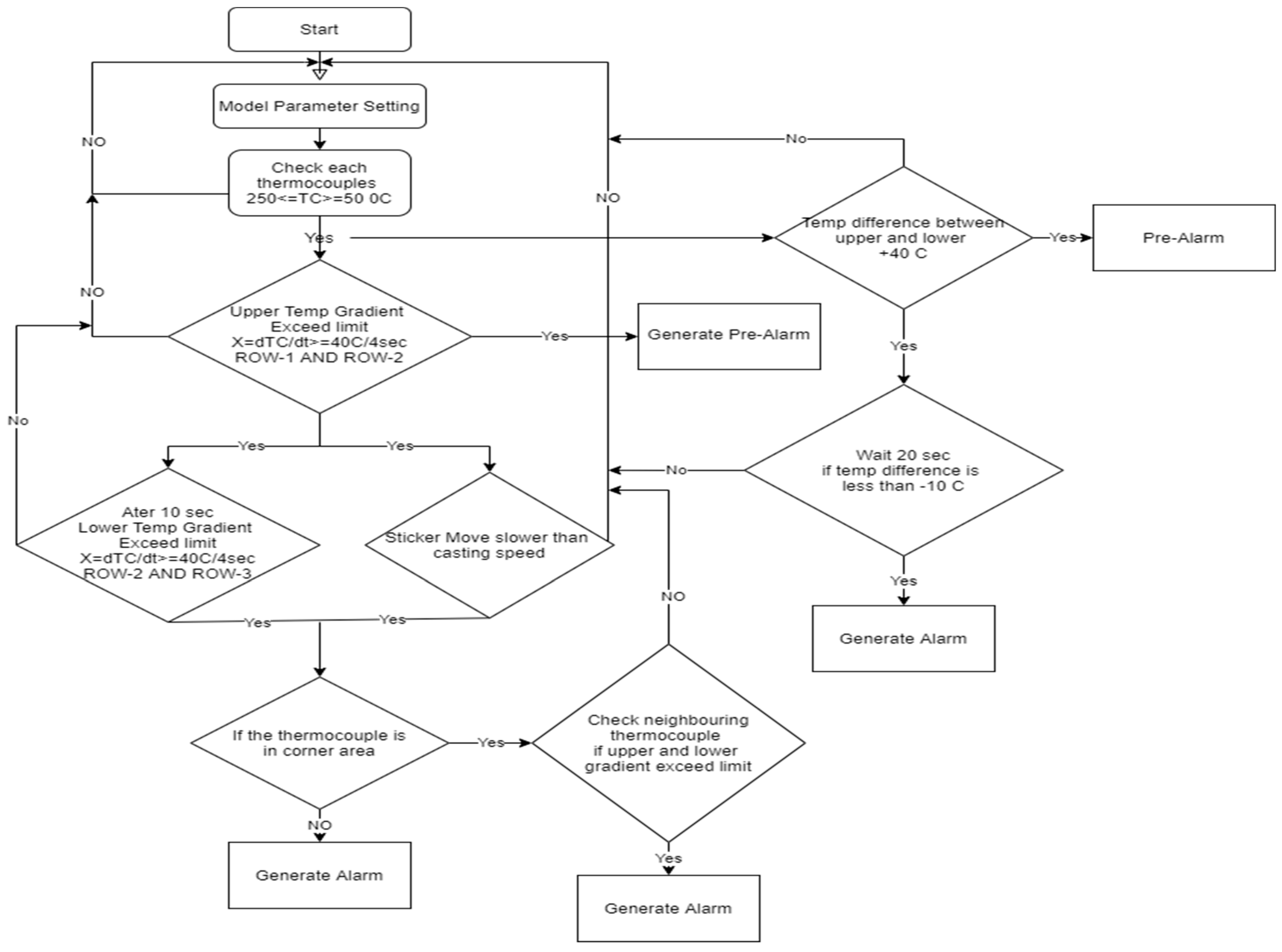
4.2. Thermocouple Temperature Gradient Rule
4.3. Casting Speed Rule
4.4. Mold Level
4.4.1. Speed of Sticker in the Vertical Direction Rule
4.4.2. Breakout Detection Algorithms
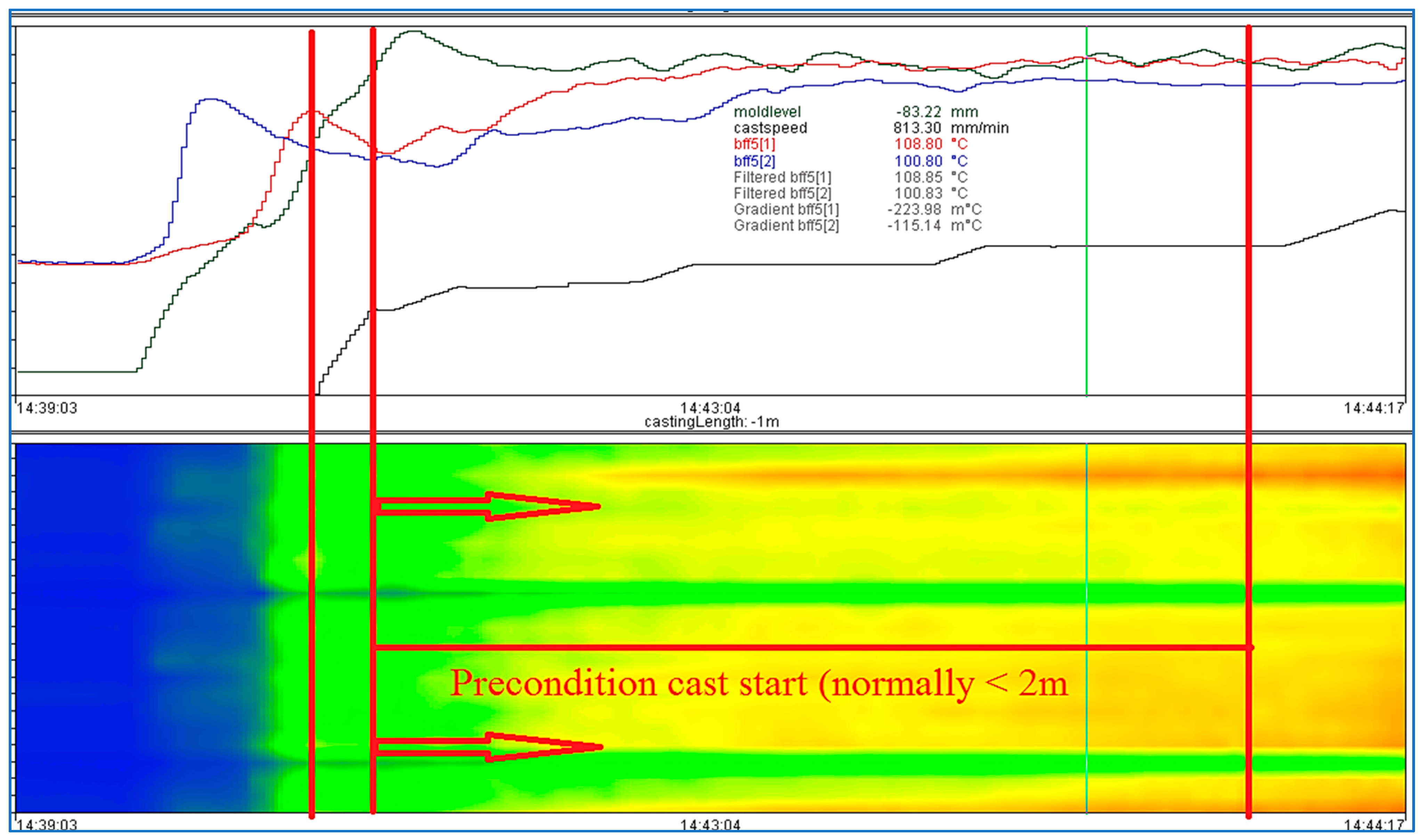
- Cast length after the start of the casting is less than 2 m.
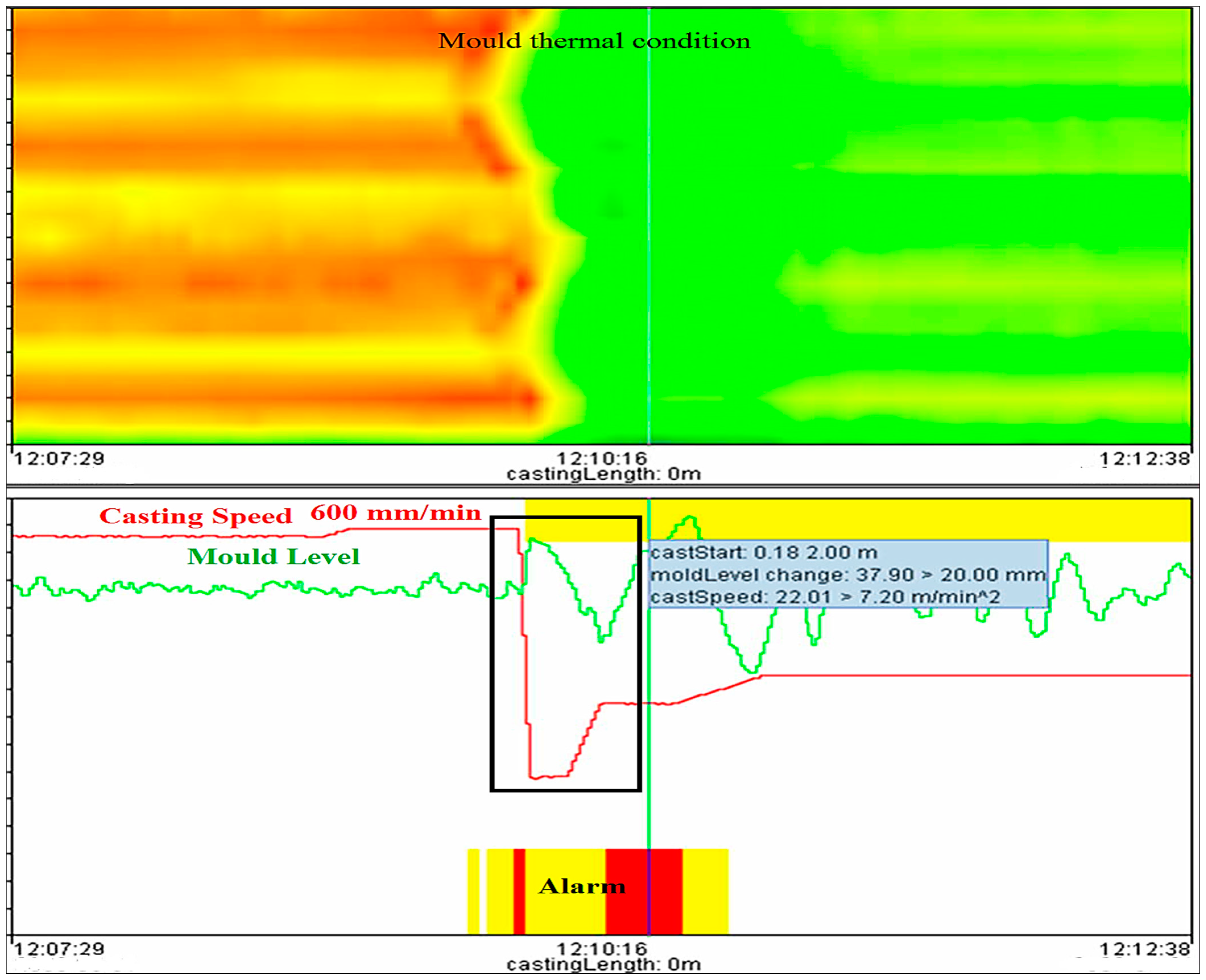
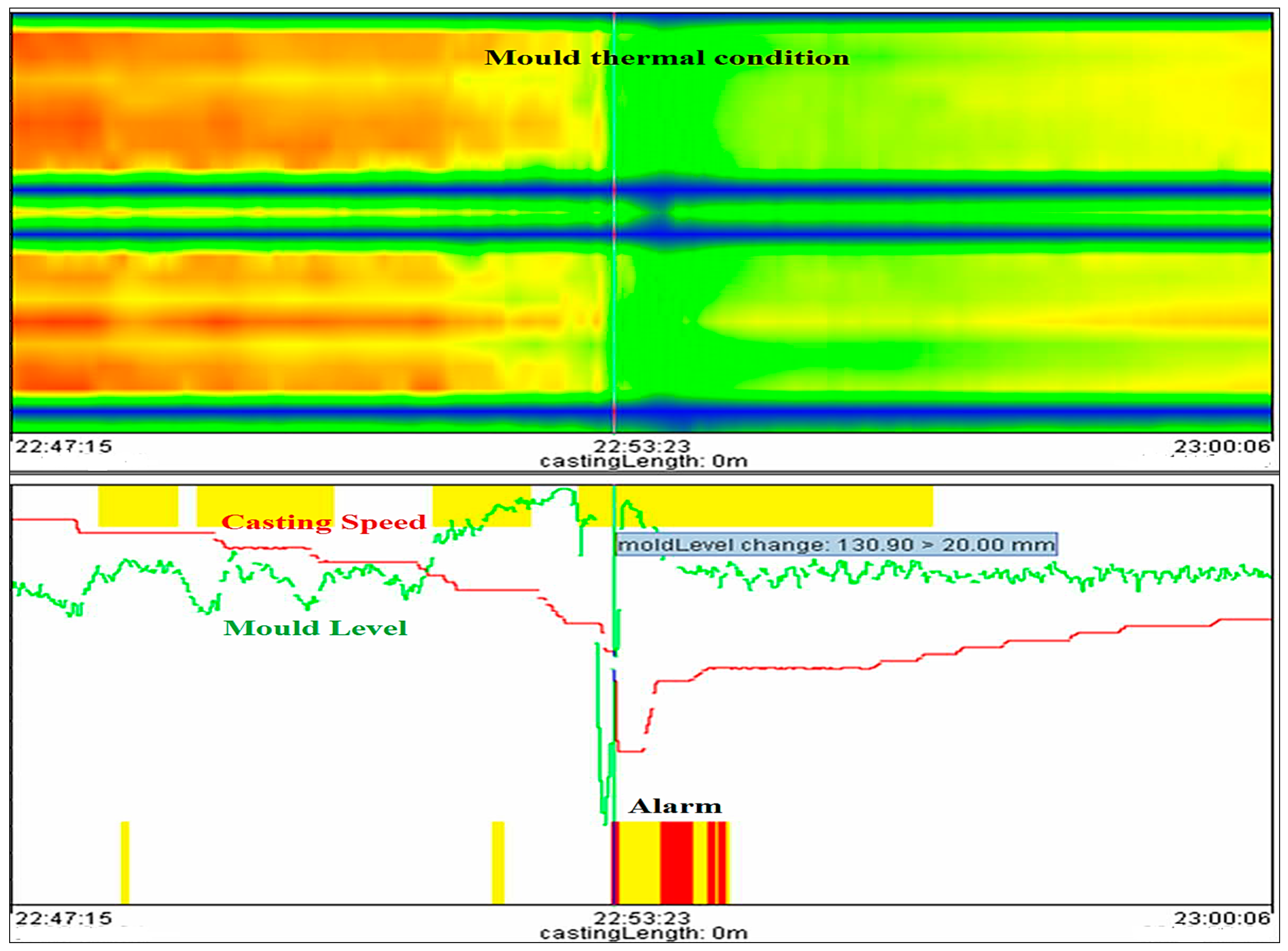
- Mold level changes by more than 20 mm within the last 60 s.
- Casting speed is <0.2 or >10 m/min within the last 60 s or casting speed change is larger than 7.2 m/min² within the last 60 s.
5. Results and Discussions
5.1. Simulated Experiment
5.1.1. Alarms during Stable Casting Conditions
5.1.2. Alarms during Unstable Casting Conditions
- Breakout due to start cast during unstable casting condition
- Breakout due to casting speed change during unstable casting condition
- Breakout due to mold level change during unstable casting condition
5.2. Breakout during Start Cast
5.2.1. Breakout during Casting Speed Change
5.2.2. Breakout during Mold Level Fluctuation
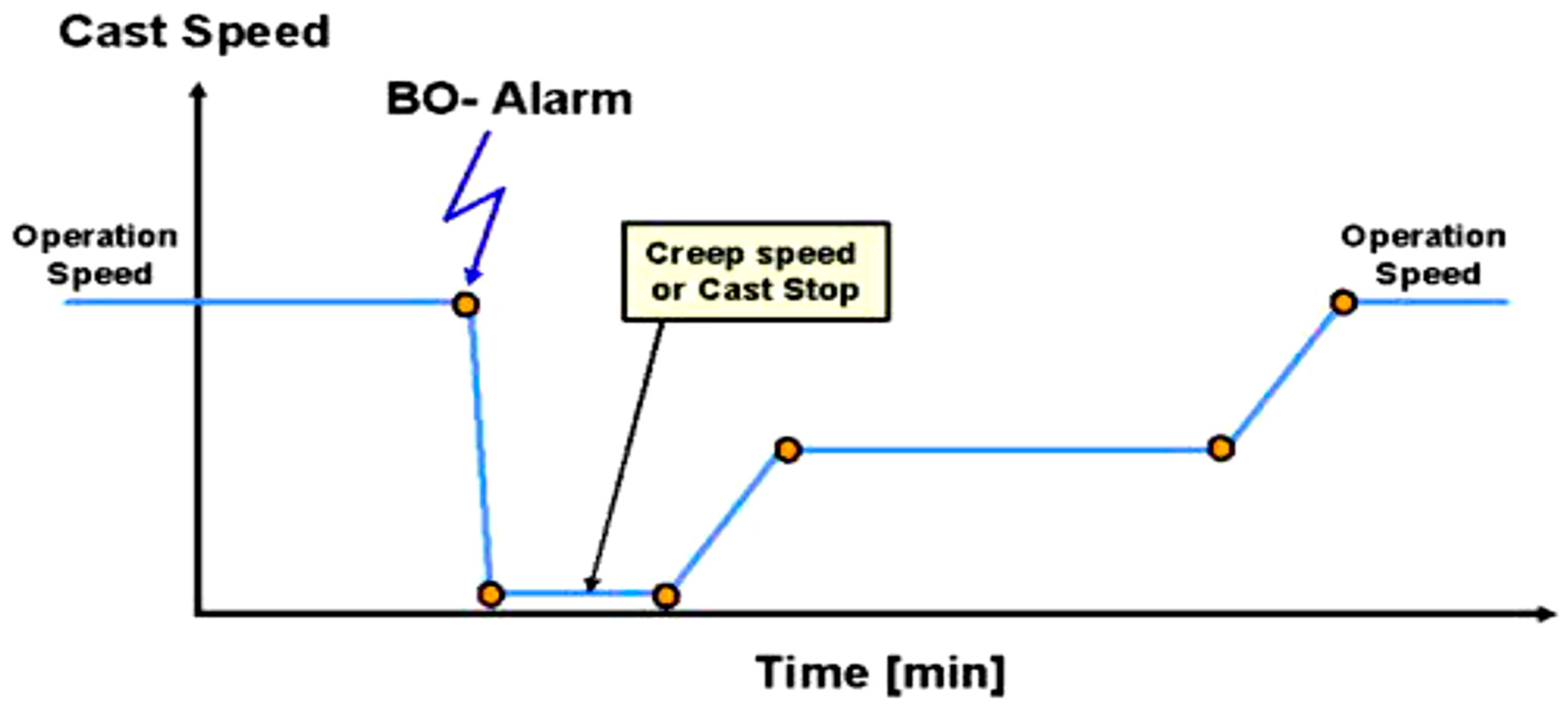
5.2.3. Breakout Prevention Modes
5.3. Field Test
6. Conclusions
- The mold temperature change with time at each thermocouple, casting speed, mold level, tundish temperature, and tundish sliding gate were all used in this model.
- This model has new algorithms for detecting diverse sticker behaviors. With multiple algorithms operating, each algorithm becomes increasingly specialized in the various sticker behaviors.
- To test the correctness and performance of the proposed model, historical data with a genuine breakout was used to replicate the offered methods. The simulation results demonstrate that every breakout caused by sticker, casting speed, mold level, and taper/mold could be properly recognized while keeping the number of false alarms minimal.
- Field application findings of the proposed model in an actual steel factory demonstrated that it could timely identify all 13 breakouts with a detection ratio of 100% and a false alarm frequency of less than 0.056% times/heat.
- Our future research work will focus on mold oscillation (mold friction), heat flux, mold level, etc. that will further improve the mold expert system and also reduce the frequency of false alarm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, W.; Zhu, C.; Zhou, L. Initial Solidification and Its Related Heat Transfer Phenomena in the Continuous Casting Mold. Steel Res. Int. 2017, 88, 1600488. [Google Scholar] [CrossRef]
- Louhenkilpi, S. Continuous casting of steel. In Treatise on Process Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 373–434. [Google Scholar]
- Hore, S.; Das, S.K.; Humane, M.M.; Peethala, A.K. Neural Network Modelling to Characterize Steel Continuous Casting Process Parameters and Prediction of Casting Defects. Trans. Indian Inst. Met. 2019, 72, 3015–3025. [Google Scholar] [CrossRef]
- Duan, H.; Wang, X.; Bai, Y.; Yao, M.; Liu, Y.; Guo, Q. Modeling of breakout prediction approach integrating feature dimension reduction with K-means clustering for slab continuous casting. Int. J. Adv. Manuf. Technol. 2020, 109, 2707–2718. [Google Scholar] [CrossRef]
- He, F.; Zhang, L. Mold breakout prediction in slab continuous casting based on combined method of GA-BP neural network and logic rules. Int. J. Adv. Manuf. Technol. 2018, 95, 4081–4089. [Google Scholar] [CrossRef]
- Salah, B.; Zoheir, M.; Slimane, Z.; Jurgen, B. Inferential sensor-based adaptive principal components analysis of mold bath level for breakout defect detection and evaluation in continuous casting. Appl. Soft Comput. 2015, 34, 120–128. [Google Scholar] [CrossRef]
- Luk’Yanov, S.I.; Suspitsyn, E.S.; Krasilnikov, S.S.; Shvidchenko, D.V. Intelligent system for prediction of liquid metal breakouts under a mold of slab continuous casting machines. Int. J. Adv. Manuf. Technol. 2015, 79, 1861–1868. [Google Scholar] [CrossRef]
- He, F.; Zhou, L.; Deng, Z.-H. Novel mold breakout prediction and control technology in slab continuous casting. J. Process Control 2015, 29, 1–10. [Google Scholar] [CrossRef]
- Ansari, M.O.; Chattopadhyaya, S.; Ghose, J.; Sharma, S.; Kozak, D.; Li, C.; Wojciechowski, S.; Dwivedi, S.P.; Kilinc, H.C.; Królczyk, J.B. Productivity Enhancement by Prediction of Liquid Steel Breakout during Continuous Casting Process in Manufacturing of Steel Slabs in Steel Plant Using Artificial Neural Network with Backpropagation Algorithms. Materials 2022, 15, 670. [Google Scholar] [CrossRef]
- Qian, H.; He, F.; Xie, X.; Zhu, Z.; Zhang, L.; Zhang, L.; Shi, J. Recovery mechanism of the sticking-type breakout during continuous casting of steel. Ironmak. Steelmak. 2019, 46, 259–268. [Google Scholar] [CrossRef]
- Ansari, O.; Ghose, J.; Kumar, R. Neural Network Based Breakout Predicting System for All Four Strands of Caster in a Continuous Casting Shop—A Case Study. In Advances in Computational Intelligence; Springer: Singapore, 2017; pp. 89–99. [Google Scholar]
- Liu, Y.; Wang, X.; Du, F.; Yao, M.; Gao, Y.; Wang, F.; Wang, J. Computer vision detection of mold breakout in slab continuous casting using an optimized neural network. Int. J. Adv. Manuf. Technol. 2017, 88, 557–564. [Google Scholar] [CrossRef]
- Cheng, J.; Zhao-Zhen, C.; Nai-Biao, T.; Ji-Lin, Y.; Miao-Yong, Z. Molten steel breakout prediction based on genetic algorithm and BP neural network in continuous casting process. In Proceedings of the 31st Chinese Control Conference, Hefei, China, 25–27 July 2012; pp. 3402–3406. [Google Scholar]
- Tirian, G.-O.; Filip, I.; Proştean, G. Adaptive control system for continuous steel casting based on neural networks and fuzzy logic. Neurocomputing 2014, 125, 236–245. [Google Scholar] [CrossRef]
- He, F.; Wu, P.F.; Xu, Q.Y.; Zhou, L. Mold temperature change and propagation behavior of sticking-type breakout during continuous casting. J. Iron Steel Res. 2016, 28, 27–32. [Google Scholar]
- Wang, Y.; Wang, X.; Yao, M. Integrated Model of ACWGAN-GP and Computer Vision for Breakout Prediction in Continuous Casting. Metall. Mater. Trans. B 2022, 53, 2873–2883. [Google Scholar] [CrossRef]
- Duan, H.; Wang, X.; Bai, Y.; Yao, M.; Guo, Q. Integrated approach to density-based spatial clustering of applications with noise and dynamic time warping for breakout prediction in slab continuous casting. Metall. Mater. Trans. B 2019, 50, 2343–2353. [Google Scholar] [CrossRef]
- Bellomo, P.; Palchetti, M.; Maria, E.S.; Salvemini, G. Neural network utilization for break-outs monitoring. In Proceedings of the Steelmaking Conference Proceedings, Nashville, TN, USA, 2–5 April 1995; Volume 78, pp. 345–349. [Google Scholar]
- Bouhouche, S. Contribution to Quality and Process Optimisation in Continuous Casting Using Mathematical Modelling. 2002. Available online: https://nbn-resolving.org/urn:nbn:de:swb:105-6900128 (accessed on 10 October 2022).
- Zhang, B.-G.; Li, Q.; Wang, G.; Gao, Y. Breakout prediction based on BP neural network of LM algorithm in continuous casting process. In Proceedings of the 2010 International Conference on Measuring Technology and Mechatronics Automation, Changsha, China, 13–14 March 2010; Volume 1, pp. 765–768. [Google Scholar]
- Ljung, L. Black-box models from input-output measurements. In Imtc 2001. Proceedings of the 18th IEEE Instrumentation and Measurement Technology Conference, Rediscovering Measurement in the Age of Informatics (cat. no. 01ch 37188), Budapest, Hungary, 21–23 May 2001; IEEE: Piscataway, NJ, USA, 2001; Volume 1, pp. 138–146. [Google Scholar]
- Heinert, M. Artificial neural networks—How to open the black boxes. In Application of Artificial Intelligence in Engineering Geodesy (AIEG 2008); Eigenverlag: Vienna, Austria, 2008; pp. 42–62. [Google Scholar]
- Dayhoff, J.E.; DeLeo, J.M. Artificial neural networks: Opening the black box. Cancer: Interdiscip. Int. J. Am. Cancer Soc. 2001, 91, 1615–1635. [Google Scholar] [CrossRef]
- He, F.; He, D.F.; Deng, Z.H.; Xu, A.J.; Tian, N.Y. Development and application of mold breakout prediction system with online thermal map for steel continuous casting. Ironmak. Steelmak. 2015, 42, 194–208. [Google Scholar] [CrossRef] [Green Version]
- Blažević, D.; Ikonić, M.; Mikac, T. Algorithm for prevention of molten steel sticking onto mold in continous casting process. Metalurgija 2008, 47, 47–50. [Google Scholar]
- Langer, M.; Arzberger, M. New approaches to breakout prediction. Steel Times Int. 2002, 26, 23. [Google Scholar]
- Itoyama, S.; Yamanaka, H.; Tanaka, S.; Yunde, T.; Kuroki, T. Prediction and prevention system for sticking type breakout in continuous casting. In Proceedings of the 71st Steelmaking Conference, Toronto, ON, Canada, 17–20 April 1988; pp. 97–102. [Google Scholar]
- Emling, W.H.; Dawson, S. Mold instrumentation for breakout detection and control. In Proceedings of the Steelmaking Conference Proceedings, Washington, DC, USA, 14–17 April 1991; Volume 74, pp. 197–217. [Google Scholar]
- Hewitt, P.N.; Robson, A.; Normanton, A.S.; Hunter, N.S.; Scholes, A.; Stewart, D. Continuous Casting Developments at British Steel. In Proceedings of the Steelmaking Conference Proceedings, Paris, France, 1 June 1998; Volume 81, pp. 285–292. [Google Scholar]
- Normanton, A.S.; Hewitt, P.N.; Hunter, N.S.; Scoones, D.; Harris, B. Mold thermal monitoring: A window on the mold. Ironmak. Steelmak. 2004, 31, 357–363. [Google Scholar] [CrossRef]
- Watzinger, J.; Pesek, A.; Huebner, N.; Pillwax, M.; Lang, O. Mold Expert–operational experience and future development. Ironmak. Steelmak. 2005, 32, 208–212. [Google Scholar] [CrossRef]
- Yang, J.; Chen, H.W.; Bai, J. Application and optimization of mold breakout prevention technology. Steelmak 2005, 21, 17–19. [Google Scholar]
- Liu, Y.; Wang, X.D.; Yao, M.; Zhang, X.B.; Ma, H.; Wang, Z.; Ma, J.C.; Shi, G.Q. Effect of casting parameters on sticker breakout and its propagation behaviour during slab continuous casting. Ironmak. Steelmak. 2014, 41, 748–755. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, W.; Ren, Y.; Zhang, L. Mathematical modeling on the influence of casting Parameters on initial solidification at the meniscus of slab continuous casting. Metall. Mater. Trans. B 2019, 50, 1444–1460. [Google Scholar] [CrossRef]
- Lee, D.; Moon, C.; Moon, S.; Park, H. Development of healing control technology for reducing breakout in thin slab casters. Control Eng. Pract. 2009, 17, 3–13. [Google Scholar] [CrossRef]
- Lankford, W.T., Jr.; Samways, N.L.; Craven, R.F.; McGannon, H.E. Treating of Steel, 10th ed.; Making, S., Ed.; Association of Iron and Steel Engineering: Pittsburgh, PA, USA, 1985. [Google Scholar]
- Zhang, Y.; Vaculik, V.; Dudzic, M.; Miletic, I.; Smyth, A.; Holek, T. Start cast breakouts preventative prediction using multi-way PCA technology. IFAC Proc. Vol. 2003, 36, 101–106. [Google Scholar] [CrossRef]
- He, F.; Zhou, L. Formation Mechanism and Influence Factors of the Sticker between Solidified Shell and Mold in Continuous Casting of Steel. High Temp. Mater. Process. 2019, 38, 192–198. [Google Scholar] [CrossRef]
- Saha Roy, P.D.; Tiwari, P.K. Knowledge discovery and predictive accuracy comparison of different classification algorithms for mold level fluctuation phenomenon in thin slab caster. J. Intell. Manuf. 2019, 30, 241–254. [Google Scholar] [CrossRef]
- Li, C.; Thomas, B.G. Ideal taper prediction for billet casting. In Isstech-Conference Proceedings; Iron and Steel Society: Indianapolis, IN, USA, 2003; pp. 685–700. [Google Scholar]
- Zhu, L.G.; Kumar, R.V. Modelling of steel shrinkage and optimisation of mold taper for high-speed continuous casting. Ironmak. Steelmak. 2007, 34, 76–82. [Google Scholar] [CrossRef]
- Yang, H.; Lopez, P.E.R.; Vasallo, D.M. New Concepts for Prediction of Friction, Taper, and Evaluation of Powder Performance with an Advanced 3D Numerical Model for Continuous Casting of Steel Billets. Metall. Mater. Trans. B 2021, 52, 2760–2785. [Google Scholar] [CrossRef]
- Niu, Z.; Cai, Z.; Zhu, M. Dynamic distributions of mold flux and air gap in slab continuous casting mold. ISIJ Int. 2019, 59, 283–292. [Google Scholar] [CrossRef] [Green Version]
- Florio, B.J.; Vynnycky, M.; Mitchell, S.L.; O’Brien, S.B.G. On the interactive effects of mold taper and superheat on air gaps in continuous casting. Acta Mech. 2017, 228, 233–254. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, Z.; Wang, X.; Zhang, D. Space–time characteristics of true and false sticker breakouts in mold during continuous casting. Ironmak. Steelmak. 2021, 48, 901–908. [Google Scholar] [CrossRef]
- Tian, Y.; Liu, Y. Intelligent breakout prediction method based on support vector machine. J. Phys. Conf. Ser. 2020, 1653, 012052. [Google Scholar] [CrossRef]
- Bai, Y.; Nardi, D.C.; Zhou, X.; Picón, R.A.; Flórez-López, J. A new comprehensive model of damage for flexural subassemblies prone to fatigue. Comput. Struct. 2021, 256, 106639. [Google Scholar] [CrossRef]
- Lv, B.-J.; Wang, S.; Xu, T.-W.; Guo, F. Effects of minor Nd and Er additions on the precipitation evolution and dynamic recrystallization behavior of Mg–6.0Zn–0.5Mn alloy. J. Magnes. Alloy. 2021, 9, 840–852. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, Z.; Yu, H.; Ning, Y. Microstructural origin and control mechanism of the mixed grain structure in Ni-based superalloys. J. Alloy. Compd. 2022, 900, 163515. [Google Scholar] [CrossRef]
- Gong, P.; Wang, D.; Zhang, C.; Wang, Y.; Jamili-Shirvan, Z.; Yao, K.; Wang, X. Corrosion behavior of TiZrHfBeCu(Ni) high-entropy bulk metallic glasses in 3.5 wt. % NaCl. Npj Mater Degrad 2022, 6, 77. [Google Scholar] [CrossRef]
- Wu, Y.; Chen, J.; Zhang, L.; Ji, J.; Wang, Q.; Zhang, S. Effect of boron on the structural stability, mechanical properties, and electronic structures of γ′-Ni3Al in TLP joints of nickel-based single-crystal alloys. Mater. Today Commun. 2022, 31, 103375. [Google Scholar] [CrossRef]
- Siddiqui, M.A.H.; Akhtar, S.; Chattopadhyaya, S.; Sharma, S.; Li, C.; Dwivedi, S.P.; Antosz, K.; Machado, J. Technical Risk Assessment for the Safe Design of a Man-Rider Chair Lift System. Machines 2022, 10, 769. [Google Scholar] [CrossRef]
- Siddiqui, M.A.H.; Akhtar, S.; Chattopadhyaya, S.; Sharma, S.; Assad, M.E.H.; Singh, J.; Aggarwal, V.; Dwivedi, S.P.; Saxena, A. Investigation of geo-mining green roof seismic energy balancing with resin bolting by Universal Drilling Machine: A novel energy-absorbing-based support system. Arab. J. Geosci. 2022, 15, 1–25. [Google Scholar] [CrossRef]
- Siddiqui, M.A.H.; Akhtar, S.; Chattopadhyaya, S.; Sharma, S.; Assad, M.E.H. Structural Integrity–Reliability Analysis of in-use Coal Handling Plants Through Energy Dissipation Techniques of Non-Destructive Testing: A Novel Experimental Study. Arab. J. Sci. Eng. 2022, 1–14. [Google Scholar] [CrossRef]
- Siddiqui, M.A.H.; Chattopadhyaya, S.; Sharma, S.; Assad, M.E.H.; Li, C.; Pramanik, A.; Kilinc, H.C. Real-Time Compre-hensive Energy Analysis of the LHD 811MK-V Machine with Mathematical Model Validation and Empirical Study of Over-heating: An Experimental Approach. Arab. J. Sci. Eng. 2022, 47, 9043–9059. [Google Scholar] [CrossRef]
- Siddiqui, M.; Pal, S.K.; Dewangan, N.; Chattopadhyaya, S.; Sharma, S.; Nekoonam, S.; Issakhov, A. Sludge Formation Analysis in Hydraulic Oil of Load Haul Dumper 811MK V Machine Running at Elevated Temperatures for Bioenergy Applications. Int. J. Chem. Eng. 2021, 2021, 4331809. [Google Scholar] [CrossRef]
- Dinkar, B.K.; Mukhopadhyay, A.K.; Chattopadhyaya, S.; Sharma, S.; Alam, F.; Machado, J. Statistical Reliability Assessment for Small Sample of Failure Data of Dumper Diesel Engines Based on Power Law Process and Maximum Likelihood Estimation. Appl. Sci. 2021, 11, 5387. [Google Scholar] [CrossRef]
- Chattopadhyaya, S.; Dinkar, B.; Mukhopadhyay, A.; Sharma, S.; Machado, J. Meta-Analysis and Forest Plots for Sustainability of Heavy Load Carrier Equipment Used in the Industrial Mining Environment. Sustainability 2021, 13, 8672. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Saraswat, S.; Sharma, S.; Li, C.; Rajkumar, S.; Georgise, F.B. A novel smart production management system for the enhancement of industrial sustainability in Industry 4.0. Math. Probl. Eng. 2021, 2022, 6424869. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Li, C.; Singh, S.; Hussan, W.U.; Salah, B.; Saleem, W.; Mohamed, A. A Sustainable Productive Method for Enhancing Operational Excellence in Shop Floor Management for Industry 4.0 Using Hybrid Integration of Lean and Smart Manufacturing: An Ingenious Case Study. Sustainability 2022, 14, 7452. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Saraswat, S.; Sharma, S.; Li, C.; Rajkumar, S. Development of a data-driven decision-making system using lean and smart manufacturing concept in industry 4.0: A case study. Math. Probl. Eng. 2021, 2022, 3012215. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Li, C.; Di Bona, G. A Sustainable Methodology Using Lean and Smart Manufacturing for the Cleaner Production of Shop Floor Management in Industry 4.0. Mathematics 2022, 10, 347. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Mukhopadhyay, A.K.; Sharma, S.; Singh, J.; Pimenov, D.Y.; Giasin, K. An Innovative Agile Model of Smart Lean–Green Approach for Sustainability Enhancement in Industry 4.0. J. Open Innov. Technol. Mark. Complex. 2021, 7, 215. [Google Scholar] [CrossRef]
- Tripathi, V.; Chattopadhyaya, S.; Bhadauria, A.; Sharma, S.; Li, C.; Pimenov, D.Y.; Giasin, K.; Singh, S.; Gautam, G.D. An Agile System to Enhance Productivity through a Modified Value Stream Mapping Approach in Industry 4.0: A Novel Approach. Sustainability 2021, 13, 11997. [Google Scholar] [CrossRef]
- Bhushan, K.; Chattopadhyaya, S.; Sharma, S.; Sharma, K.; Li, C.; Zhang, Y.; Eldin, E.M.T. Analyzing Reliability and Maintainability of Crawler Dozer BD155 Transmission Failure Using Markov Method and Total Productive Maintenance: A Novel Case Study for Improvement Productivity. Sustainability 2022, 14, 14534. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particular | Value |
|---|---|
| Number of breakouts | 23.6 per year |
| For each breakout (an average of 3 to 4 hours delay) = (4 × 23.6) = 94.4 h/year | |
| Average loss of liquid steel | 3 tons per breakout |
| Total liquid steel loss | 3 × 23.6 = 70.80 tons per year |
| Cost of one ton of liquid steel | 44,000 INR |
| Loss of liquid steel per year | 31.15 million INR/year |
| Types of Design | Straight Plate Mold with Width Adjustment |
|---|---|
| Width adjustment range | 950−1650 mm |
| Thickness adjustment range | 200−250 mm |
| Length of the copper plate | 900 mm |
| Coating of copper plates | Ni-coating, 0.5/1.5 mm |
| Algorithm | Function | |
|---|---|---|
| Temperature-Gradient Algorithm | Basic algorithm for shell ruptures (shell sticker) detection | |
| PRALARM | Upper temperature gradient exceeds limit | |
| ALARM | Lower temperature gradient exceeds limit and sticker moves slower than casting speed | |
| Extended-Temperature Gradient Algorithm | Similar to “Temperature Gradient Algorithm” but with tighter parameter settings and monitoring of neighboring thermocouples for additional sensitivity. Especially useful for detection of shell disturbances in the mold corner areas. | |
| PREALARM 1 | Upper temperature gradient exceeds limit | |
| PREALARM 2 | Lower temperature gradient exceeds limit and sticker moves slower than casting speed | |
| ALARM | Pre-alarm is confirmed by neighboring thermocouple column | |
| Temperature-Difference Algorithm | For detection of strand shell disturbances based on moving disturbance | |
| PREALARM | Temperature difference between upper and lower temperature exceed limit | |
| ALARM | Temperature difference gets negative and sticker move slower than casting speed | |
| Extended-Temperature Difference Algorithm | Similar to “Temperature Difference Alarm” but with tighter parameter setting and monitoring of neighboring thermocouples for additional sensitivity. | |
| PREALARM | Sticker is detected in one column | |
| ALARM | Sticker is confirmed by neighbor column | |
| Extended-Temperature Falling Algorithm | Developed for stickers that do not show the typical increase of temperature when the sticker passes the thermocouple. | |
| PREALARM | Sticker is detected in one column | |
| ALARM | Sticker is confirmed by neighbor column | |
| Cast Start | Mold Level | Casting Speed |
|---|---|---|
| Active | Active | Active |
| Length 2.0 m | 20.0 mm | Range 0.20–599,994.00 m/min Change 7.20 m/min2 |
| Creep Speed 0.21 m/min | Duration 60 s | Duration 60 s |
| Parameters | H (Higher Limit) | L (Lower Limit) |
|---|---|---|
| Thermocouple temperature | 250 °C | 50 °C |
| Casting speed | 0.70 m/min | 1.50 m/min |
| Mold level (average −97 mm) | −79 mm | −112 mm |
| Speed setpoint | 0.00 m/min | 0.00 m/min |
| Faulty upper thermocouple’s temperature shows 300 °C | ||
| Faulty lower thermocouple’s temperature shows 0 °C | ||
| Steel Slab Dimension | Length 900 mm, thickness 200–225 mm, and width 2000 mm | ||||
| Casting speed | 0.8 m/min | 0.9 m/min | 1.0 m/min | 1.1 m/min | 1.2 m/min |
| Stickers’ times | 1 | 1 | 3 | 2 | 15 |
| Frequency of stickers | - | - | 0.00256 times/hear | 0.00272 times/hear | 0.00505 times/hear |
| Mold Level | Less than or Equal to 3 mm | Equal to 4 mm | Equal to 5 mm | Equal to 6 mm | Greater than or Equal to 7 mm | Total |
|---|---|---|---|---|---|---|
| Frequency of stickers | 9 times | 10 times | 7 times | 3 times | 2 times | 31 |
| Type of Steel | Tundish Temperature °C | Cold Slab Width (Size) in mm, Thickness: 225 mm | ||||
|---|---|---|---|---|---|---|
| 1850−1651 | 1650−1451 | 1450−1251 | 1250−1051 | 1050−950 | ||
| Casting Speed [m/min] Maximum | ||||||
| Low Carbon Steel C ≤ 0.08% | ≤1550 | 1.1 | 1.2 | 1.3 | 1.4 | 1.5 |
| 1550–1560 | 1.0 | 1.1 | 1.2 | 1.3 | 1.4 | |
| >1560 | 0.8 | 0.9 | 0.9 | 1.0 | 1.1 | |
| Medium Carbon Steel C ≥ 0.08 to 0.15% (per) | ≤1550 | 1.0 | 1.1 | 1.2 | 1.2 | 1.3 |
| 1550–1560 | 0.9 | 1.0 | 1.1 | 1.1 | 1.2 | |
| >1560 | 0.8 | 0.9 | 0.9 | 1.0 | 1.0 | |
| Carbon ≥ 0.15% to 0.22% | ≤1540 | 1.1 | 1.2 | 1.3 | 1.3 | 1.4 |
| 1540–1545 | 1.0 | 1.1 | 1.2 | 1.3 | 1.4 | |
| >1545 | 0.9 | 1.0 | 1.1 | 1.1 | 1.2 | |
| C= 0.30–0.35 % | ≤1530 | -- | -- | -- | -- | 1.2 |
| >1530 | -- | -- | -- | -- | 1.1 | |
| >1535 | -- | -- | -- | -- | 1.0 | |
| C = 0.35–0.40 % | ≤1520 | -- | -- | -- | 1.2 | 1.2 |
| >1520 | -- | -- | -- | 1.1 | 1.1 | |
| >1525 | -- | -- | -- | 1.0 | 1.0 | |
| C = 0.06–0.10% | ≤1540 | 1.0 | 1.1 | 1.2 | 1.2 | 1.2 |
| >1540 | 0.9 | 0.9 | 1.0 | 1.0 | 1.1 | |
| Low Carbon microalloy steel C ≤ 0.08% | ≤1555 | 1.0 | 1.1 | 1.2 | 1.3 | 1.4 |
| >1555 | 0.9 | 0.9 | 1.0 | 1.2 | 1.3 | |
| Peritectic microalloy C ≥ 0.08 to < 0.15% | ≤1555 | 1.0 | 1.1 | 1.2 | 1.3 | 1.1 |
| >1555 | 0.9 | 1.0 | 1.1 | 1.2 | 1.3 | |
| >1560 | 0.8 | 0.8 | 0.9 | 1.0 | 1.1 | |
| High Silicon Si > 0.10 % | ≤1555 | 1.0 | 1.1 | 1.2 | 1.3 | 1.1 |
| >1555 | 0.9 | 1.0 | 1.1 | 1.2 | 1.3 | |
| >1560 | 0.8 | 0.8 | 0.9 | 1.0 | 1.1 | |
| Breakout S.No. | Date and Time | Heat Number | Strand Number | Slab Size (mm) | Heat of Sequence | Ladle Number | Steel Grade | Casting Speed (m/min) | Mold Level (%) |
|---|---|---|---|---|---|---|---|---|---|
| T1 (°C) | T2 (°C) | T3 (°C) | T4 (°C) | T5 (°C) | T6 (°C) | T7 (°C) | T8 (°C) | ||
| 01 | 11.05.2021 06:30:30 | 53,969 | 02 | 1045 | 1st | 14 | CR2B | 0.77 | 0 |
| 186 | 8 | 146 | 9 | 10 | 76 | −5 | 6 | ||
| 02 | 31.05.2021 04:10:02 | 54,335 | 02 | 1090 | 1st | 21 | GR-II | 0.90 | 0 |
| 188 | 12 | 132 | 3 | −2 | 95 | 2 | 2 | ||
| 03 | 09.09.2021 03:17:56 | 57,263 | 04 | 1045 | 5th | 13 | GR-II | 1.22 | 60 |
| 13 | 130 | 20 | 14 | −11 | 60 | 22 | 10 | ||
| 04 | 27.09.2021 22:50:31 | 57803 | 4 | 1090 | 4th | 9 | CR | 1.01 | 62 |
| 15 | 6 | 15 | 10 | 21 | 46 | 4 | −11 | ||
| 05 | 07.10.2021 06:17:59 | 58,132 | 1 & 2 | 1470/1320 | 8th | 18 | GR-II Patton | 1.32 | 64 |
| 178 | 32 | 178 | 14 | −15 | 169 | 31 | 30 | ||
| 06 | 28.10.2021 23:17:38 | 58,898 | 2 | 1045 | 8th | 23 | CR2 | 1.09 | 54 |
| 194 | 0 | 125 | −12 | −8 | 125 | −3 | −3 | ||
| 07 | 31.10.2021 06:30:30 | 58,974 | 4 | 1320 | 6th | 17 | GR-I | 1.02 | 60 |
| 4 | 10 | −13 | 5 | 4 | 210 | −12 | 5 | ||
| 08 | 09.09.2021 20:47:33 | 57,263 | 4 | 1045 | 5th | 13 | GR-II | 0.78 | 0 |
| 2 | −1 | 1 | 0 | −6 | 1 | −13 | 7 | ||
| 09 | 27.09.2021 02:44:48 | 57,803 | 4 | 1090 | 4th | 9 | CR | 0.50 | 1 |
| 54 | −14 | 55 | −13 | −17 | 63 | −16 | −18 | ||
| 10 | 07.10.2021 | 58,132 | 1 & 2 | 1470/1320 | 8th | 18 | GR-II Patton | 0.38 | 0 |
| −38 | −6 | 93 | −5 | −9 | 49 | −4 | −5 | ||
| 11 | 28.10.2021 12:49:60 | 58,898 | 2 | 1045 | 8th | 23 | CR2 | 1.08 | 39 |
| −1 | −1 | −5 | −17 | −15 | 208 | −12 | 1 | ||
| 12 | 31.10.2021 20:55:03 | 58,974 | 4 | 1320 | 6th | 17 | GR-I | 1.22 | 60 |
| 19 | 133 | 21 | 10 | −11 | 51 | 18 | 14 | ||
| 13 | 03.11.2021 13:51:14 | 59,060 | 3 | 1320 | 5th | 25 | GR-II | 0.77 | 0 |
| 189 | 8 | 146 | 9 | 10 | 79 | −5 | 6 |
| Authors | Breakout Detection Ratio | Breakout Prediction Accuracy Ratio | Frequency of False Alarm |
|---|---|---|---|
| New model | 100% | 100% | 0.056 |
| Ansari, Md Obaidullah et al. [46] | 100% | 100% | 0.113 |
| Liu, Yu et al. [47] | 98.73% | 98.7% | 0.126 |
| He, Fei et al. [21] | 100% | 78.26% | 0.150 |
| He, Fei et al. [5] | 100% | 82.60% | 0.1365 |
| Tian, Yuanpeng, and Yu Liu [48] | 100% | 95.8% | 0.840 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ansari, M.O.; Ghose, J.; Chattopadhyaya, S.; Ghosh, D.; Sharma, S.; Sharma, P.; Kumar, A.; Li, C.; Singh, R.; Eldin, S.M. An Intelligent Logic-Based Mold Breakout Prediction System Algorithm for the Continuous Casting Process of Steel: A Novel Study. Micromachines 2022, 13, 2148. https://doi.org/10.3390/mi13122148
Ansari MO, Ghose J, Chattopadhyaya S, Ghosh D, Sharma S, Sharma P, Kumar A, Li C, Singh R, Eldin SM. An Intelligent Logic-Based Mold Breakout Prediction System Algorithm for the Continuous Casting Process of Steel: A Novel Study. Micromachines. 2022; 13(12):2148. https://doi.org/10.3390/mi13122148
Chicago/Turabian StyleAnsari, Md Obaidullah, Joyjeet Ghose, Somnath Chattopadhyaya, Debasree Ghosh, Shubham Sharma, Prashant Sharma, Abhinav Kumar, Changhe Li, Rajesh Singh, and Sayed M. Eldin. 2022. "An Intelligent Logic-Based Mold Breakout Prediction System Algorithm for the Continuous Casting Process of Steel: A Novel Study" Micromachines 13, no. 12: 2148. https://doi.org/10.3390/mi13122148