
Optimization of Processing Parameters and Adhesive Properties of Aluminum Oxide Thin-Film Transition Layer for Aluminum Substrate Thin-Film Sensor
Abstract
:1. Introduction
2. Material Selection and Experimental Design
2.1. Selection of Substrate Materials for Thin-Film Micro-Sensors
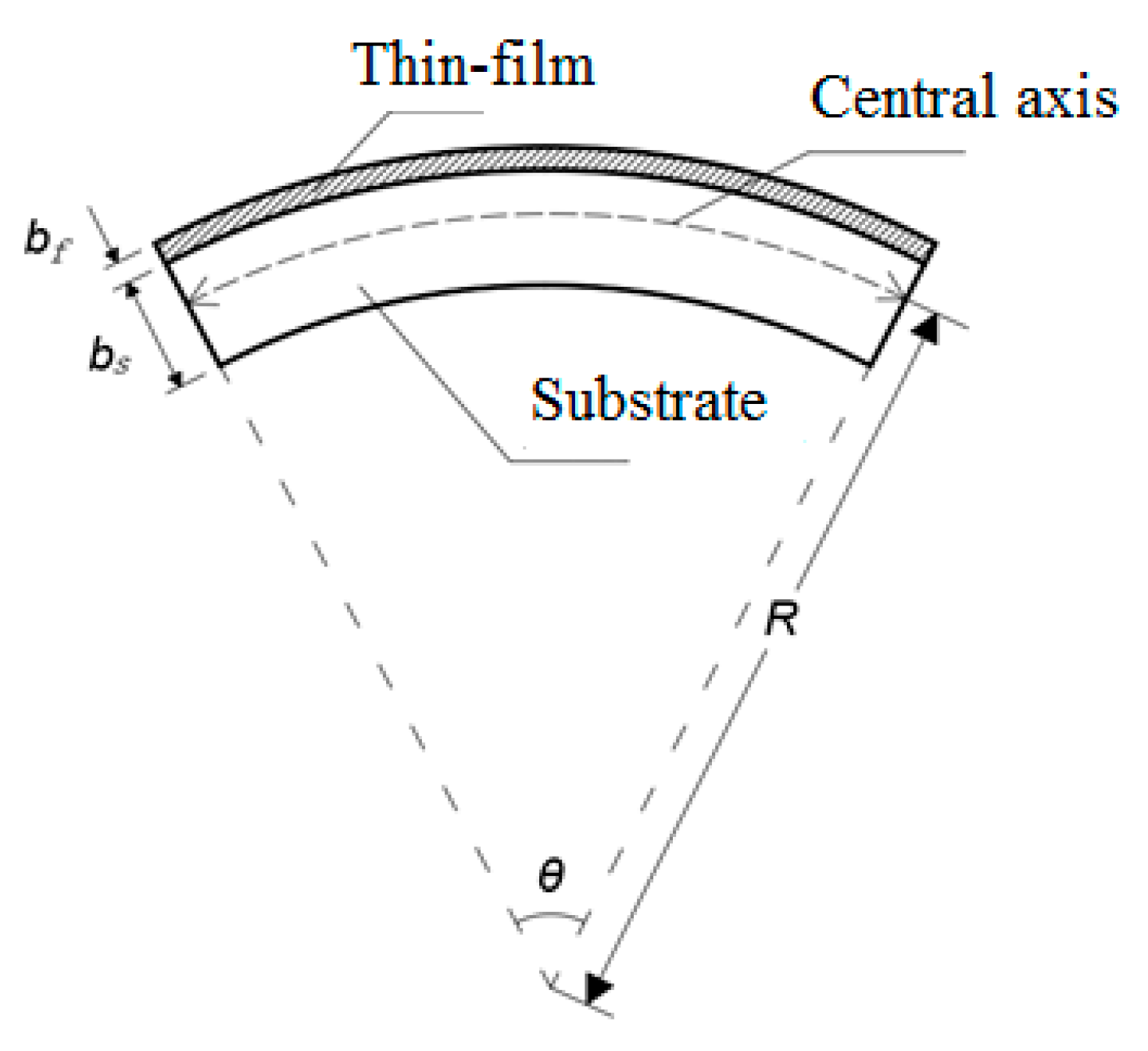
2.2. Theoretical Analysis of Bonding Performance between Alumina Film and Aluminum Substrate
2.3. Observation and Analysis of Surface Quality of Alumina Film
2.4. Orthogonal Experimental Design for Preparing Alumina Film on Aluminum Substrate
3. Results and Analysis
3.1. Effect of Process Parameters on Surface Roughness and Sputtering Power of Thin Films
3.2. Surface-Fitting Analysis of Preparation Process Parameters of Alumina Thin Film
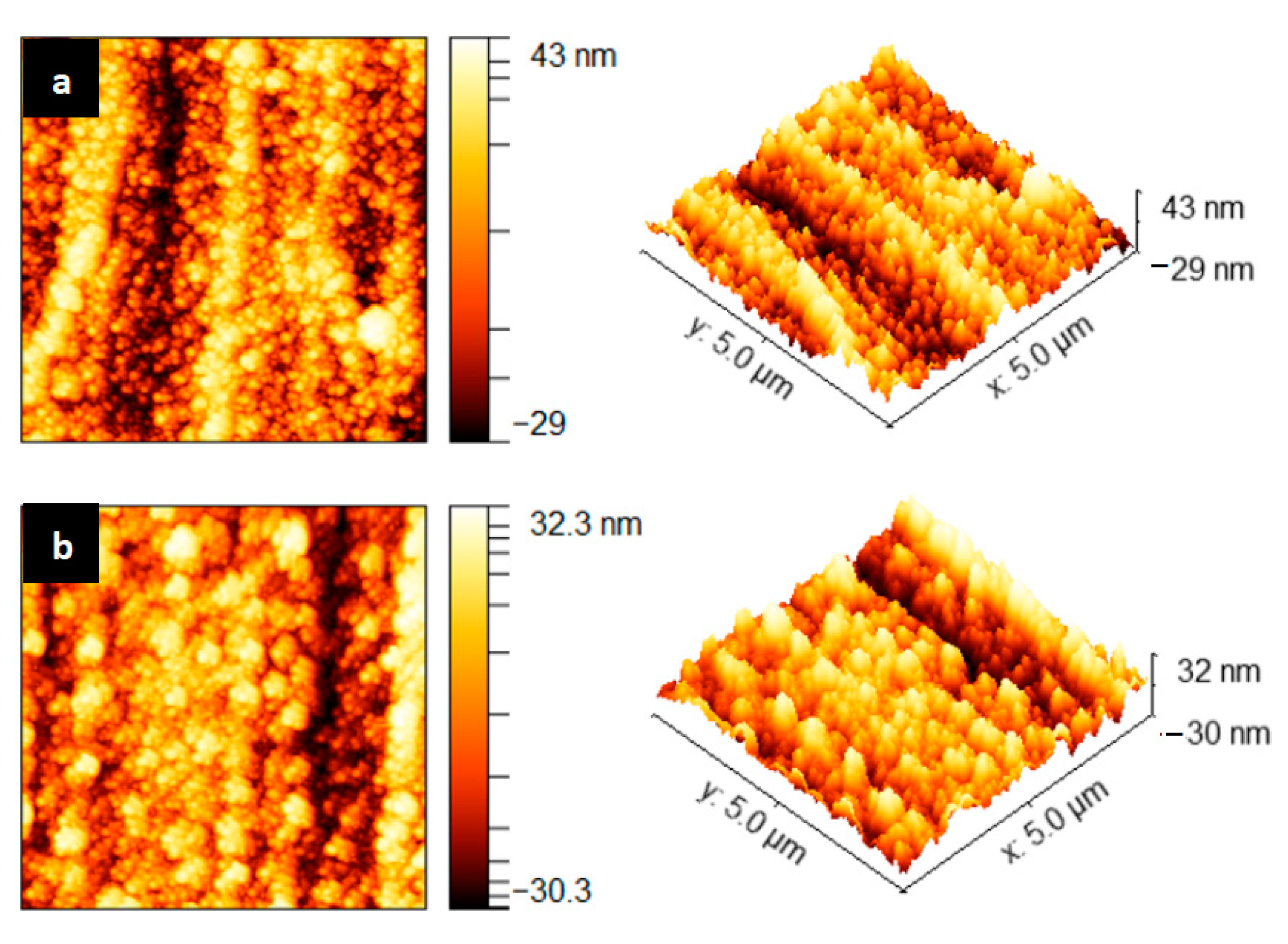
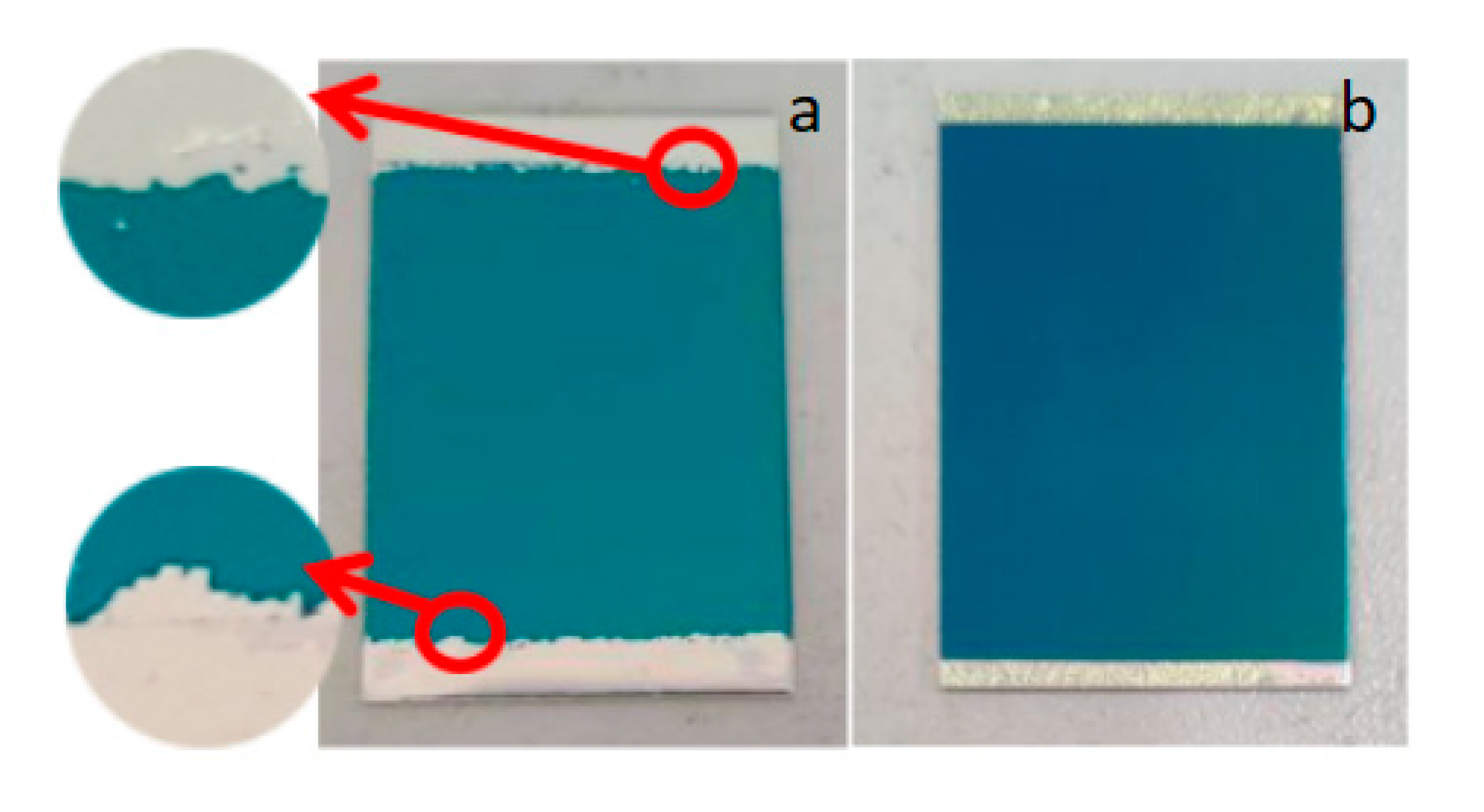
3.3. Observation and Analysis of Surface Quantity of Alumina Film
3.4. Influence of Alumina Film on Silicon Nitride Film of Insulating Layer
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kuntoğlu, M.; Acar, O.; Gupta, M.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D. Parametric Optimization for Cutting Forces and Material Removal Rate in the Turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Sağlam, H.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T. Optimization and Analysis of Surface Roughness, Flank Wear and 5 Different Sensorial Data via Tool Condition Monitoring System in Turning of AISI 5140. Sensors 2020, 20, 4377. [Google Scholar] [CrossRef] [PubMed]
- Kiswanto, G.; Putri, S.K.; Fitriawan, M.R.; Hiltansyah, F.; Putra, R.G. Modeling, Simulation, and Analysis of Cutting Force in Micro End Milling Process of Mild Steel Using Mechanistic Model. In Proceedings of the 2021 7th International Conference on Mechatronics and Robotics Engineering (ICMRE), Budapest, Hungary, 3–5 February 2021. [Google Scholar]
- Yaldız, S.; Ünsaçar, F. Design, development and testing of a turning dynamometer for cutting force measurement. Mater. Des. 2006, 27, 839–846. [Google Scholar] [CrossRef]
- Liu, H.; Zhao, H.; Li, S.; Hu, J.; Zheng, X.; Li, R.; Chen, Y.; Su, Y. Adhesion-Free Thin-Film-Like Curvature Sensors Integrated on Flexible and Wearable Electronics for Monitoring Bending of Joints and Various Body Gestures. Adv. Mater. Technol. 2019, 4, 1800327. [Google Scholar] [CrossRef] [Green Version]
- Lipomi, D.J.; Vosgueritchian, M.; Tee, B.C.K.; Hellstrom, S.L.; Lee, J.A.; Fox, C.H.; Bao, Z. Skin-like pressure and strain sensors based on transparent elastic films of carbon nanotubes. Nat. Nanotechnol. 2011, 6, 788–792. [Google Scholar] [CrossRef] [PubMed]
- Zlebic, C.; Zivanov, L.; Menicanin, A.; Blaz, N.; Damnjanovic, M. Inkjet printed resistive strain gages on flexible substrates. Facta Univ.-Ser. Electron. Energ. 2016, 29, 89–100. [Google Scholar] [CrossRef] [Green Version]
- Zhou, T.; Song, Y.; Yuan, Y.; Li, D. A novel microfluidic resistive pulse sensor with multiple voltage input channels and a side sensing gate for particle and cell detection. Anal. Chim. Acta 2018, 1052, 113–123. [Google Scholar] [CrossRef] [Green Version]
- Zymelka, D.; Yamashita, T.; Takamatsu, S.; Itoh, T.; Kobayashi, T. Thin-film flexible sensor for omnidirectional strain measurements. Sens. Actuators A Phys. 2017, 263, 391–397. [Google Scholar] [CrossRef]
- Sugawara, S.; Takahashi, J.; Tomikawa, Y. Construction of a New Flat Force Sensor Using the Resonant Frequency Shift by Axial Force. Jpn. J. Appl. Phys. 2002, 41, 3433–3438. [Google Scholar] [CrossRef]
- Li, R.; Tan, Y.; Chen, Y.; Hong, L.; Zhou, Z. Investigation of sensitivity enhancing and temperature compensation for fiber Bragg grating (FBG)-based strain sensor. Opt. Fiber Technol. 2019, 48, 199–206. [Google Scholar] [CrossRef]
- Michaud, H.O.; Teixidor, J.; Lacour, S.P. Soft flexion sensors integrating strechable metal conductors on a silicone substrate for smart glove applications. In Proceedings of the 2015 28th IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Estoril, Portugal, 18–22 January 2015; pp. 760–763. [Google Scholar]
- She, X.; Shen, Y.; Wang, J.; Jin, C. Pd films on soft substrates: A visual, high-contrast and low-cost optical hydrogen sensor. Light. Sci. Appl. 2019, 8, 4. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sanz-Hervás, A.; Clement, M.; Iborra, E.; Vergara, L.; Olivares, J.; Sangrador, J. Degradation of the piezoelectric response of sputtered c-axis AlN thin films with traces of non-(0002) X-ray diffraction peaks. Appl. Phys. Lett. 2006, 88, 161915. [Google Scholar] [CrossRef]
- Lopez, L.; Daoud, W.A.; Dutta, D.; Panther, B.C.; Turney, T.W. Effect of substrate on surface morphology and photocatalysis of large-scale TiO2 films. Appl. Surf. Sci. 2013, 265, 162–168. [Google Scholar] [CrossRef]
- Kumar, P.K.; Manikandan, V.N.; Raj, P.D.; Sridharan, M. Characterization of magnetron sputtered Si3N4 thin-films deposited on Aluminum alloy substrates. Mater. Today Proc. 2016, 3, 1536–1540. [Google Scholar] [CrossRef]
- Da Silva, F.C.; Tunes, M.A.; Sagás, J.C.; Schön, C.G. Influence of substrate stiffness and of PVD parameters on the microstructure and tension fracture characteristics of TiN thin-films. Procedia Struct. Integr. 2018, 13, 658–663. [Google Scholar] [CrossRef]
- Thanikaikarasan, S.; Mahalingam, T.; Ahamad, T.; Alshehri, S.M. Role of substrate on film thickness, structural, compositional and magnetic properties of CoNi alloy thin-films by low temperature electrodeposition technique. J. Saudi Chem. Soc. 2020, 24, 955–962. [Google Scholar] [CrossRef]
- Mwema, F.; Akinlabi, E.; Oladijo, O. Microstructure and surface profiling study on the influence of substrate type on sputtered aluminum thin films. Mater. Today Proc. 2020, 26, 1496–1499. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, W.; Han, Y.; Wu, X.; Cheng, Y.; Liu, L. Adhesion analysis of silicon nitride film deposited on stainless steel surface by adding transition layer. Nanotechnology 2020, 31, 215711. [Google Scholar] [CrossRef]
- Volinsky, A.; Moody, N.; Gerberich, W. Interfacial toughness measurements for thin films on substrates. Acta Mater. 2002, 50, 441–466. [Google Scholar] [CrossRef]
- Feng, X.; Huang, Y.; Jiang, H.; Ngo, D.; Rosakis, A.J. The effect of thin film/substrate radii on the Stoney formula for thin film/substrate subjected to nonuniform axisymmetric misfit strain and temperature. J. Mech. Mater. Struct. 2006, 1, 1041–1053. [Google Scholar] [CrossRef]
- Zhang, X.C.; Xu, B.S.; Wang, H.D.; Wu, Y.X. Error analyses on some typically approximate solutions of residual stress within a thin-film on a substrate. J. Appl. Phys. 2005, 98, 053516. [Google Scholar] [CrossRef]
- Shuai, H.; Song, J.; Zhang, S.; Bai, Y.; Zhang, J. Measurement of thin-film residual stress based on single-beam lever method. In Proceedings of the 2015 16th International Conference on Electronic Packaging Technology (ICEPT), Changsha, China, 11–14 August 2015; pp. 1154–1157. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Modulus of Elasticity (GPa) | Shear Modulus (GPa) | Thermal Expansivity (10−6/K) | Yield Strength (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|
| 304 stainless steel | 195 | 75 | 18 | 205 | 0.29 |
| 1060 aluminum-H24 | 69 | 26 | 23.6 | 135 | 0.33 |
| Film | Sputtering Power (W) | Sputtering Pressure (Pa) | Sputtering Temperature (°C) | Radio Frequency (MHz) | Ar2 Flow Rate (sccm) | SiH4 Flow Rate (sccm) | NH3 Flow Rate (sccm) |
|---|---|---|---|---|---|---|---|
| Si3N4 | 350 | 4 | 300 | 13.56 | 140 | 8 | 145 |
| Thin-Film Material | Modulus of Elasticity/GPa | Shear Modulus/GPa | Thermal Expansivity/K | Poisson’s Ratio |
|---|---|---|---|---|
| Al2O3 | 357 | 143 | (6.8−7.8) × 10−6 | 0.25 |
| Substrate Material | 1 (nm) | 2 (nm) | 3 (nm) | Average (nm) | Rate V (nm/min) |
|---|---|---|---|---|---|
| 1060 aluminum | 529 | 696 | 707 | 644 | 96.6 |
| Factor Level | A | B | C |
|---|---|---|---|
| Sputtering Pressure (Pa) | Argon Flow Rate (sccm) | Basement Bias (V) | |
| L1 | 0.8 | 50 | 0 |
| L2 | 1 | 55 | −30 |
| L3 | 1.2 | 60 | −40 |
| Test Number | Sputtering Pressure (Pa) | Argon Flow Rate (sccm) | Basement Negative Bias (V) | Film Roughness Ra (nm) |
|---|---|---|---|---|
| 1 | 0.8 | 50 | 0 | 66.389 |
| 2 | 0.8 | 55 | −30 | 49.034 |
| 3 | 0.8 | 60 | −40 | 43.156 |
| 4 | 1 | 50 | −30 | 58.278 |
| 5 | 1 | 55 | −40 | 50.261 |
| 6 | 1 | 60 | 0 | 71.920 |
| 7 | 1.2 | 50 | −40 | 57.369 |
| 8 | 1.2 | 55 | 0 | 73.054 |
| 9 | 1.2 | 60 | −30 | 61.427 |
| Film Roughness Ra/(nm) | |||
|---|---|---|---|
| A | B | C | |
| K1 | 52.860 | 60.679 | 70.454 |
| K2 | 60.153 | 57.449 | 56.246 |
| K3 | 63.950 | 58.834 | 50.262 |
| Rj | 11.09 | 3.23 | 20.192 |
| Influence degree: C > A > B | |||
| Test Number | a (nm) | b (nm) | c (nm) | Average Thickness (nm) | Sputtering Rate (nm/min) | Peak Value Difference (nm) |
|---|---|---|---|---|---|---|
| 1 | 825 | 785 | 760 | 790.00 | 105.33 | 65 |
| 2 | 862 | 785 | 867 | 838.00 | 117.73 | 82 |
| 3 | 734 | 767 | 806 | 769.00 | 102.53 | 72 |
| 4 | 723 | 669 | 637 | 676.33 | 90.18 | 85 |
| 5 | 688 | 677 | 745 | 703.33 | 93.78 | 68 |
| 6 | 830 | 735 | 721 | 762.00 | 101.60 | 109 |
| 7 | 584 | 674 | 652 | 636.67 | 84.89 | 90 |
| 8 | 672 | 724 | 793 | 647.00 | 86.27 | 121 |
| 9 | 633 | 684 | 608 | 641.67 | 85.56 | 76 |
| Sputtering Rate V (nm/min) | |||
|---|---|---|---|
| A | B | C | |
| K1 | 108.53 | 93.47 | 97.73 |
| K2 | 95.19 | 99.26 | 97.82 |
| K3 | 85.57 | 96.56 | 93.96 |
| Vj | 22.96 | 5.79 | 3.86 |
| Influence degree: A > B > C | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Wu, W.; Cheng, Y.; Yan, W. Optimization of Processing Parameters and Adhesive Properties of Aluminum Oxide Thin-Film Transition Layer for Aluminum Substrate Thin-Film Sensor. Micromachines 2022, 13, 2115. https://doi.org/10.3390/mi13122115
Zhao Y, Wu W, Cheng Y, Yan W. Optimization of Processing Parameters and Adhesive Properties of Aluminum Oxide Thin-Film Transition Layer for Aluminum Substrate Thin-Film Sensor. Micromachines. 2022; 13(12):2115. https://doi.org/10.3390/mi13122115
Chicago/Turabian StyleZhao, Yongjuan, Wenge Wu, Yunping Cheng, and Wentao Yan. 2022. "Optimization of Processing Parameters and Adhesive Properties of Aluminum Oxide Thin-Film Transition Layer for Aluminum Substrate Thin-Film Sensor" Micromachines 13, no. 12: 2115. https://doi.org/10.3390/mi13122115