3.1. Fine Particles Emission
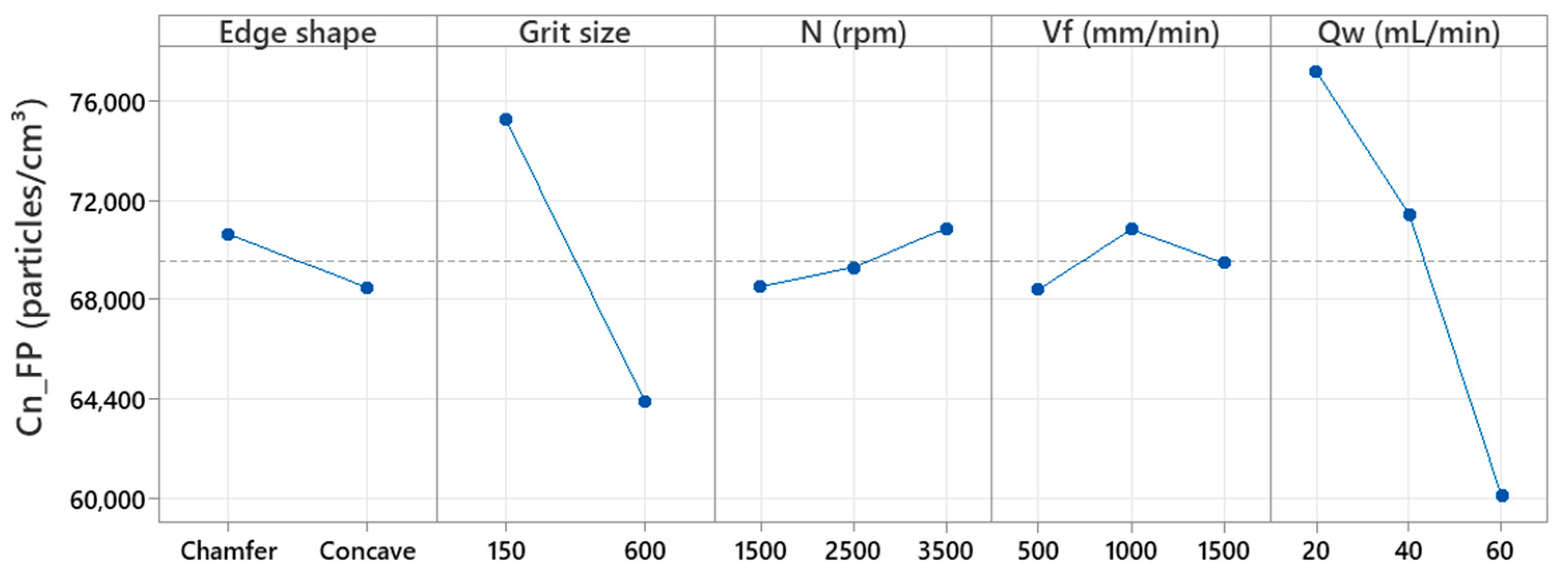
The processing of all the data obtained from the experimentation on the granite sample with the different tools allowed to generation of a main effects plot as displayed in
Figure 2, which shows, on average, the effect of each variable and its relation to the response.
We can see from this figure that the grit size and the flow rate are the most significant factors, in that increasing them reduces the total number concentration of FPs. The use of rough tool (Grit 150) produces more fine particles compared to the use of a finishing tool (Grit 600 for example). In finishing operations, more ultrafine particles are expected than fine particles. In the roughing phase where brittle fracture is the material removal mechanism, the tool attacks a hard surface with many ridges and aims to remove as much material as possible to shape the edge of the workpiece; this results in a high concentration of particles. As for the finishing phase, where the material removal mechanism is fluid flow characterized by an increase in tool/part contact pressure and a decrease in the friction coefficient, as pointed out by Saidi et al. [
18], the tool does not remove a large amount of material, which explains the low concentration of FPs, since the tool just applies a rubbing force on the edge which gives a low roughness and a good gloss to the polished surface. Increasing the MQL lubrication flow results in minimal FP emissions. Regarding the edge shape, it was found that the emission of FPs was higher using the chamfer tool compared with the concave shaped tool. This result was explained by the fact that the chamfer tool removes a larger volume of material according to
Table 3. According to
Figure 2, the high cutting speeds and feed rates favored the generation of more FPs during edge-finishing.
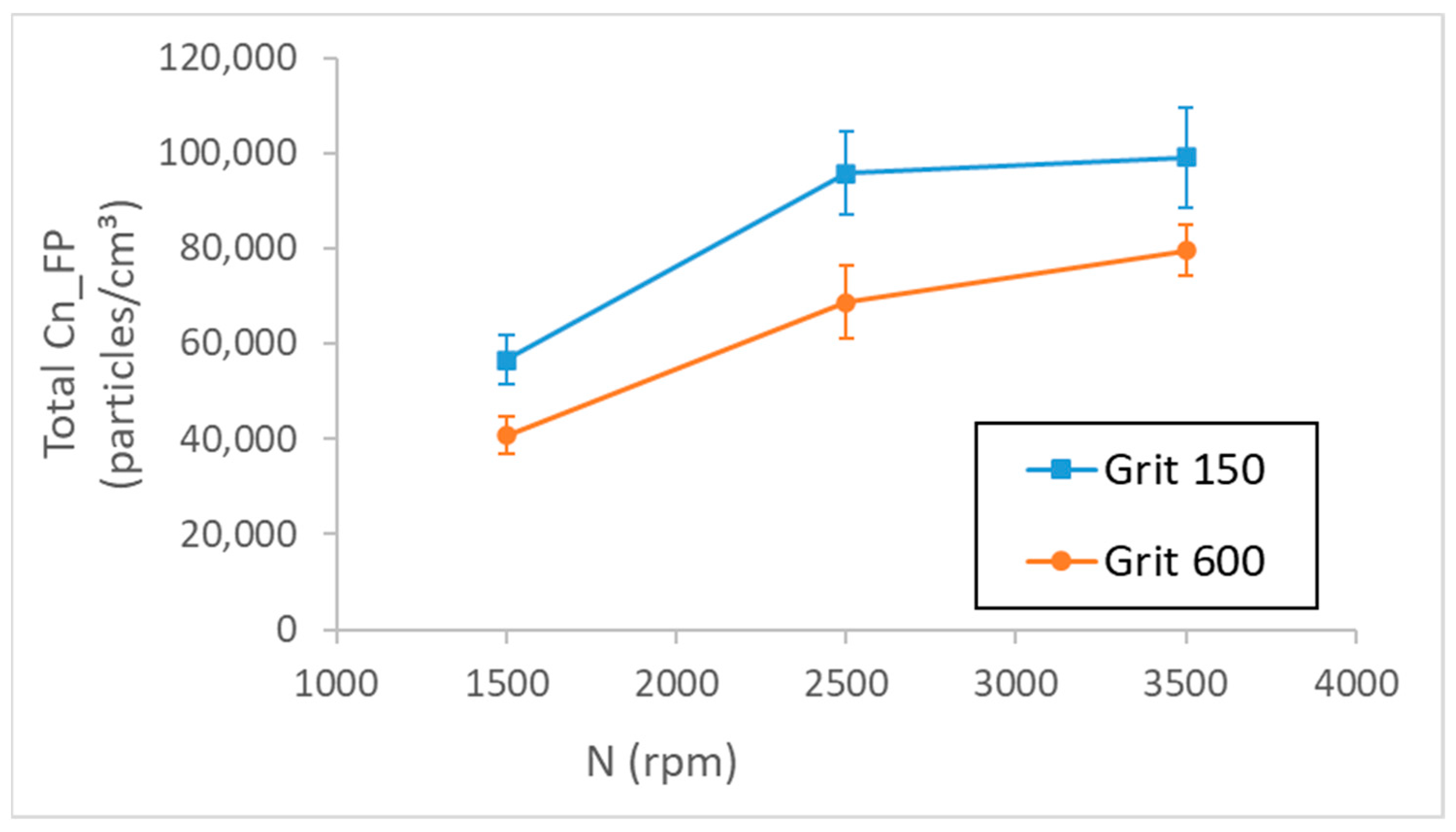
Figure 3 shows the effect of spindle speed and grit size on FP emission during edge finishing of white granite with concave shape. Firstly, FPs generation during the roughing phase with grit 150 was significantly higher than that during the finishing phase using grit 600. Secondly, increasing the cutting speed
during both phases of edge-finishing increases total number concentrations of FPs. Increasing the spindle speed from 1500 rpm to 2500 rpm and from 1500 rpm to 3500 rpm increased the FP concentration by approximately 70% and 87%, respectively, for both grit sizes at feed rate
= 1000 mm/min and flow rate
= 20 mL/min.
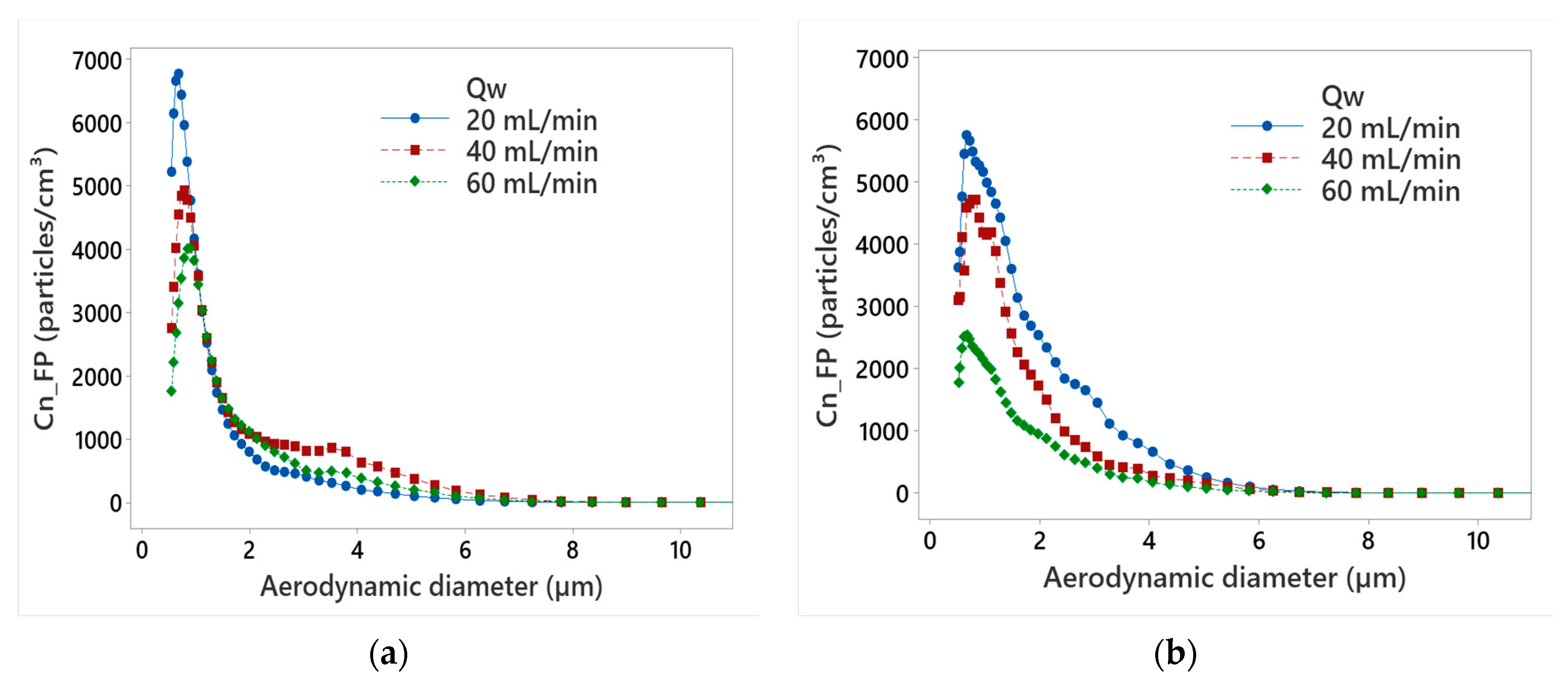
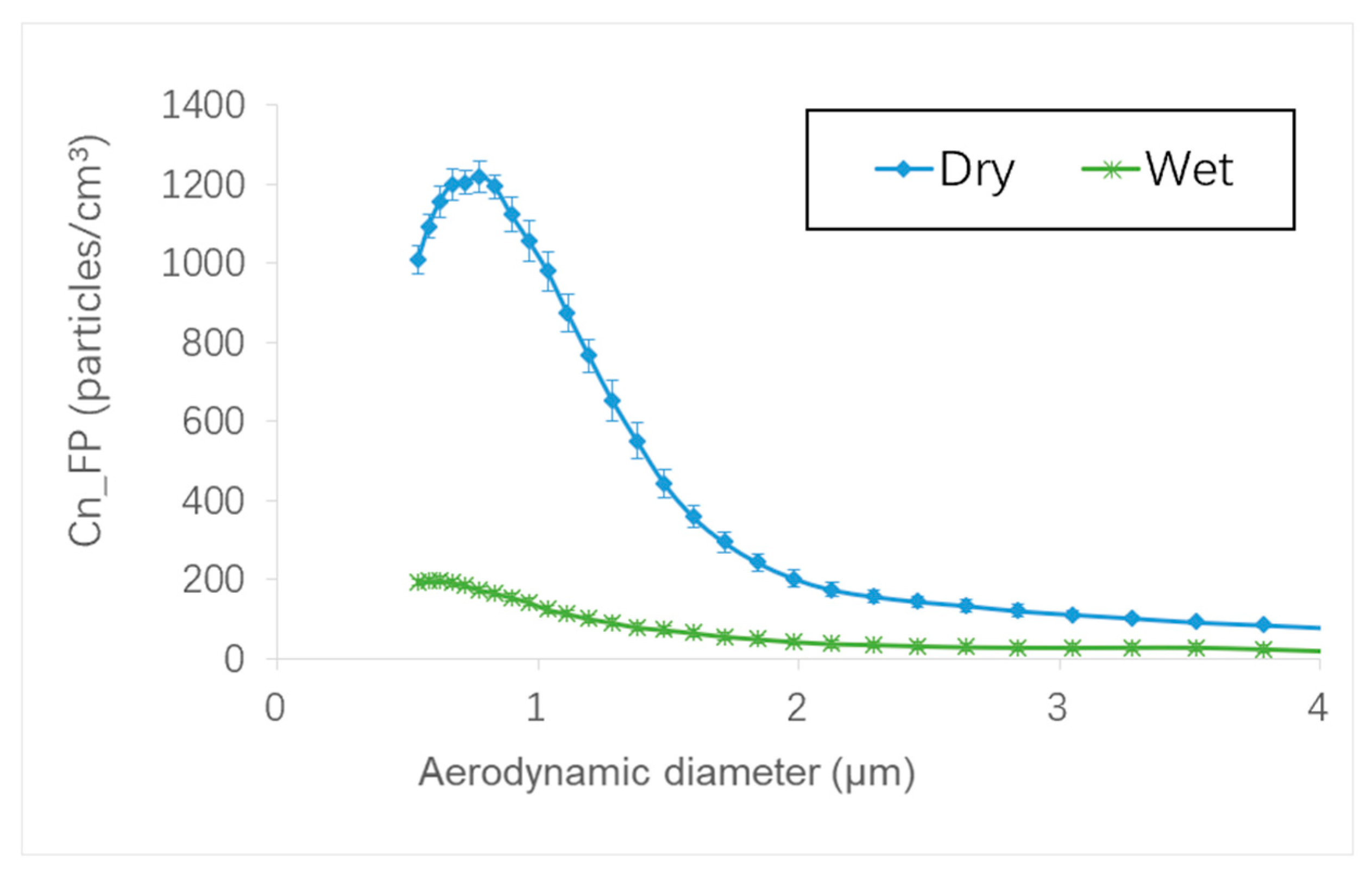
Figure 4 illustrates the number concentration of FPs as a function of aerodynamic diameter of the particles for different values of MQL flow rate during the roughing phase using chamfer and concave tools. The chamfer tool generated more FPs than the concave-shaped tool at all lubrication flow rates as already demonstrated in
Figure 2. It was also found that increasing the MQL flow rate decreased FP emissions. By using 60 mL/min flow rate, the peak number concentration of FPs is reduced by 45% and 56%, compared to the 20 mL/min MQL flow rate, using chamfer and concave-shaped tools, respectively. These maximum concentrations were observed at aerodynamic diameters below 2 μm, which pose a threat to workers’ safety.
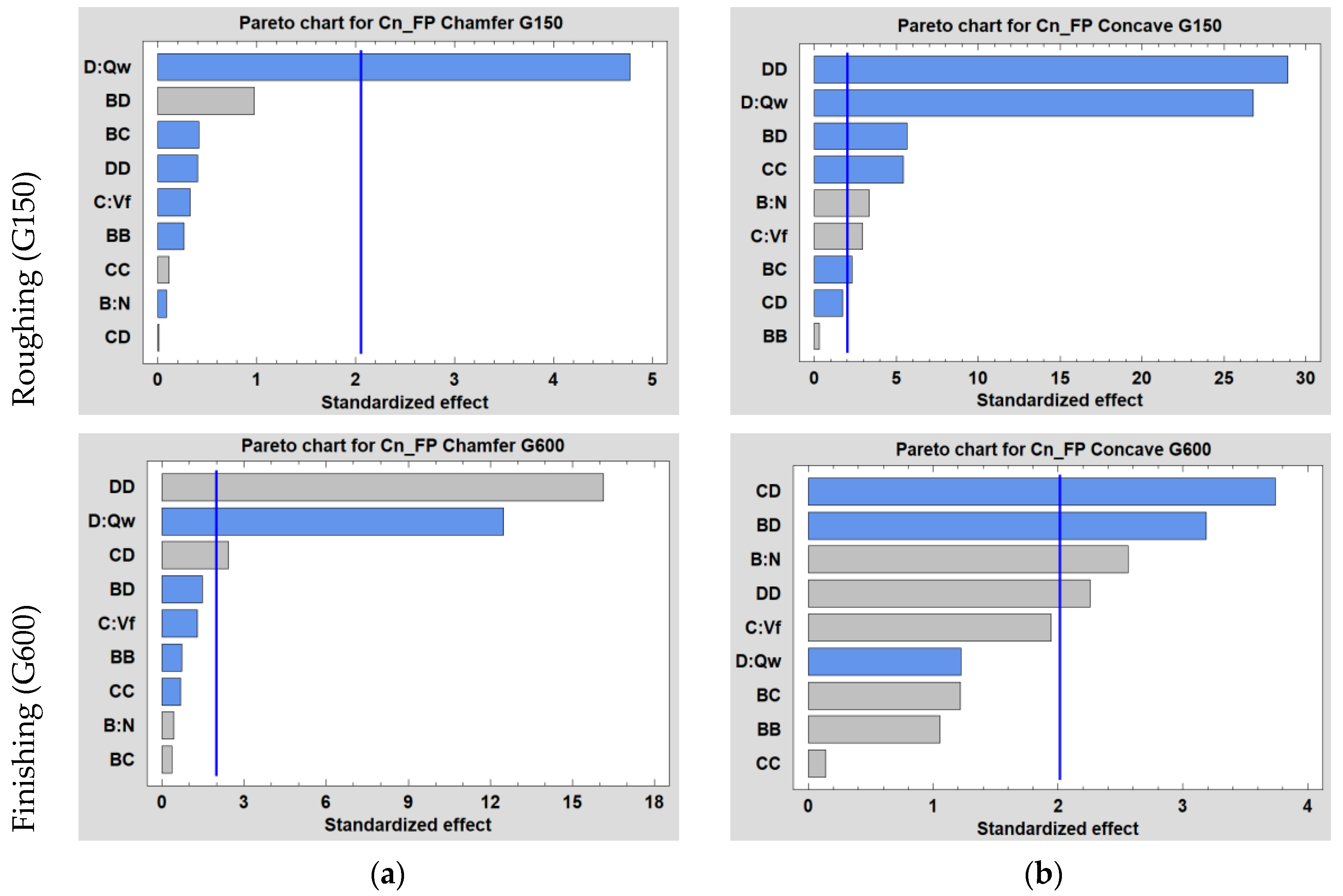
ANOVA analysis is carried out at a 5% significance level (
p-value below 0.05) and a 95% confidence level. Pareto charts for the different tools/grit sizes used are illustrated in
Figure 5 showing the influence of parameters
,
and
selected in the DOE. They compare, in descending order, the statistical significance of the main factors and their interactions. We can see in all graphs that the lubrication flow
is the most significant parameter either in linear or quadratic form, or in interaction with another factor.
ANOVA and particle emission regression analyses were performed for both tools during each polishing phase. As the sequence of tools with increasing grit sizes is mandatory during edge finishing, the study of the effect of cutting parameters will obviously depend on the tool used (shape and grit size).
The results of the analysis of variance shown in
Table 5 demonstrate that the effects of cutting parameters
,
and
depend on the polishing phase (roughing or finishing) and the shape of the tool used (chamfer or concave).
In
Table 5 (a), only the lubrication flow rate
in linear form had a significant effect on the generation of FP in number concentration, with a
p-value less than 0.05 corresponding to a 95% Confidence Interval (CI). The best empirical model we could come up with to predict FP concentrations for Chamfer/G150 represented only 38% of the data (R
2 = 38%). Therefore, this model was not validated because of its low correlation coefficient.
For the concave shape tool and during the roughing phase (G150), it can be seen from
Table 5 (b) that all DOE parameters had a significant effect on FP generation. The most important effect is given by the highest F-ratio value, which is the one for lubrication flow in quadratic form (
), followed by the same parameter but in linear form (
). All significant parameters found in linear, quadratic and interaction form were used to generate the empirical model, which represents 86% of the FP number concentration data in Equation (3).
According to
Table 5 (c), while edge finishing with the chamfer tool, a major significance was observed in the effect of the MQL flow in quadratic form (
), followed by its linear form (
) and then its interaction with the feed rate (
). These parameters were used in the linear regression to obtain an empirical model, shown in Equation (4), that represents well the FP emissions with a correlation coefficient of R
2 = 92%.
While finishing with the concave shape tool, the cutting speed had a significant effect in linear form (
), in addition to the interaction of
and
and the flow in quadratic form (
) shown in
Table 5 (d). However, these parameters allowed for the generation of a model that represents only 50% of the FP number concentration data. For this reason, this model was not validated.
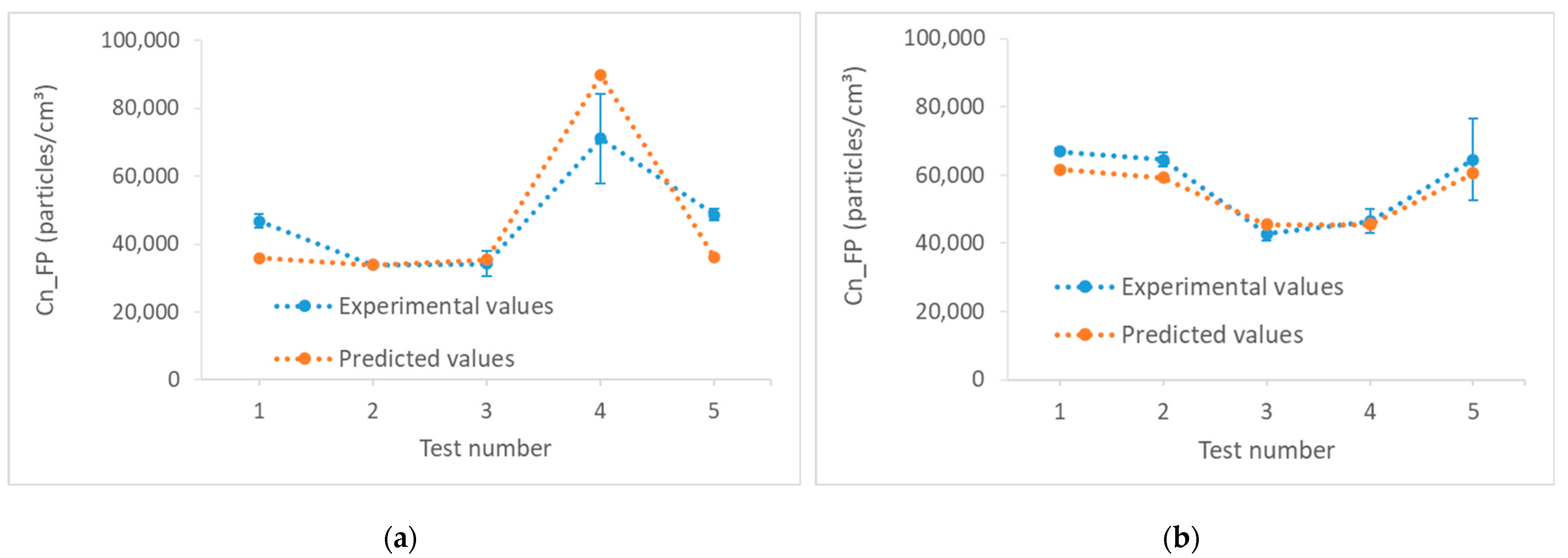
Figure 6 presents the graph of FP number concentrations that were obtained during the validation tests, versus the graph of the values corresponding to the same parameters in the different models developed. We can see that these models are effective and the experimental values approach the predicted values. These models had good correlation coefficients exceeding 80% with relatively small errors (between 10 and 30% for Concave G150, and less than 10% for Chamfer G600). Model errors were calculated as shown in equations 5 and 6, with
, considering that
is the model prediction,
is the experimental measurement and
was chosen as the maximum value:
Table 6 summarizes the relative errors of the models validated by the experimental tests, where NRMS represents the Normalized Root Mean Square error and MAPE represents the Mean Absolute Percentage Error.
3.2. Surface Finishing
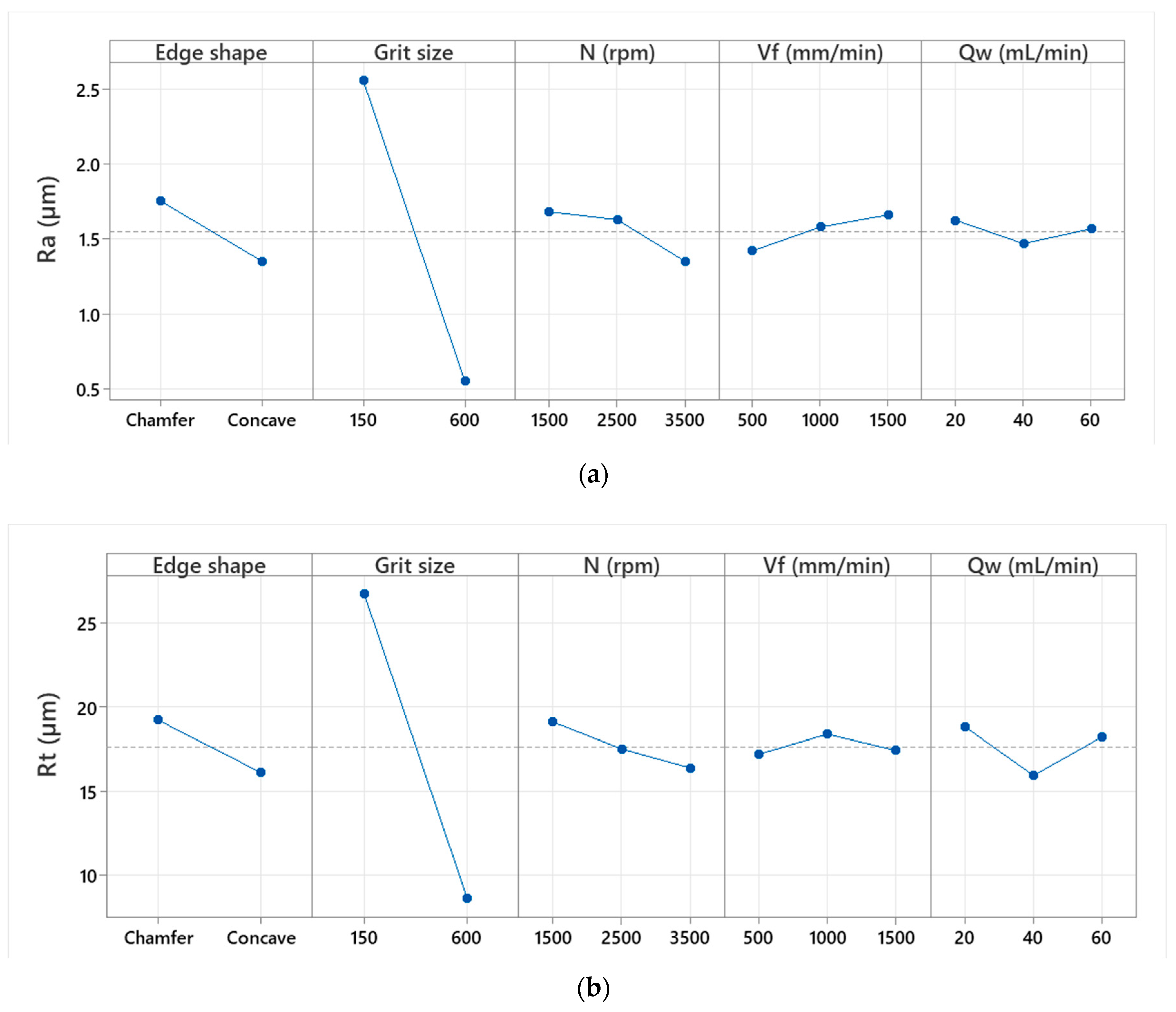
The same approach used to analyze the particle concentrations was employed to study the surface finish. In
Figure 7, main effects plots of arithmetic roughness Ra and Rt are shown, giving a general overview of the behavior of studied responses towards the variations in experimental design parameters such as edge shape, grit size, spindle speed, feed rate and lubrication rate. The plots were generated using Minitab software. The details of the use of the software are elaborated upon in the Discussion section.
It can be quickly seen that the pattern of the curves for all factors is the same for both Ra and Rt responses. Grit size had the largest significant effect among all other factors. It is obvious that the transition from roughing (polishing with grit 150) to finishing phase (polishing with grit 600) improves the surface finish more regardless the cutting conditions used. This is confirmed with others results presented in
Figure 8,
Figure 9 and
Figure 10. In terms of edge shape, a concave tool shape seems to give better surface finish, thus a lower Ra and Rt roughness, than a chamfered shape. Rotational and feed rates need to go through ANOVA analysis to determine their statistical significance. However, the lubrication rate had no remarkable effect on roughness when examining all the data at once. This could vary depending on the polishing phase in question.
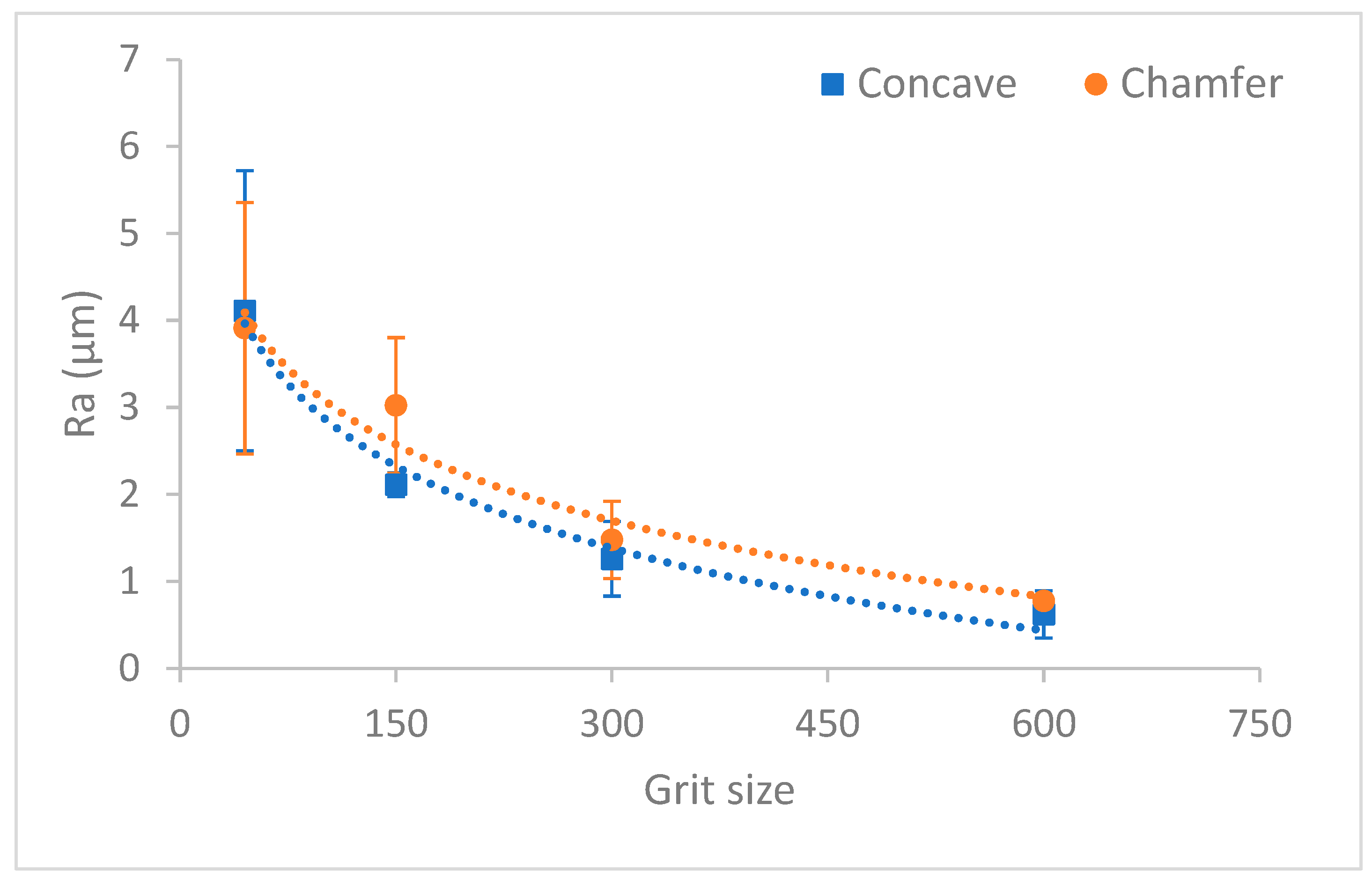
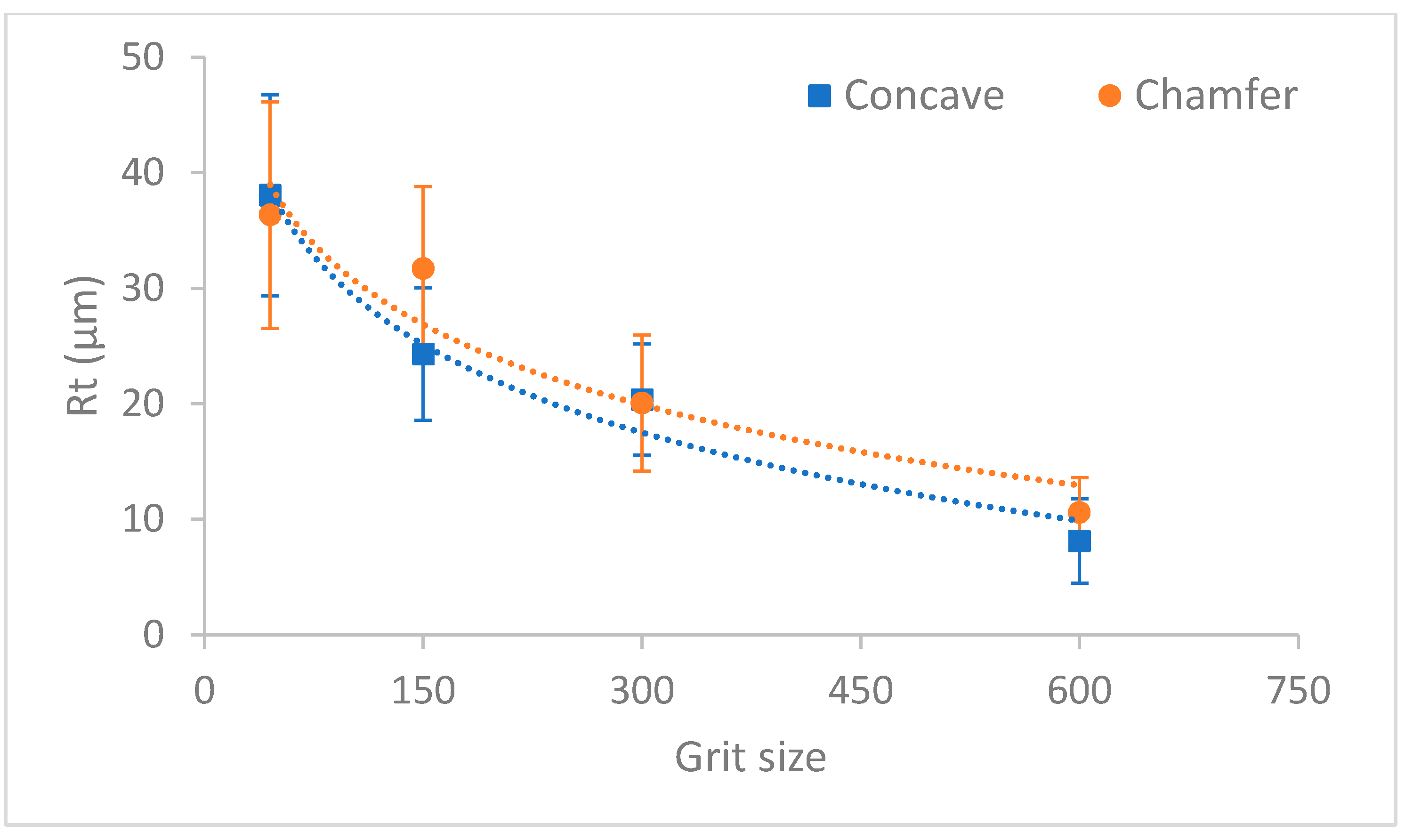
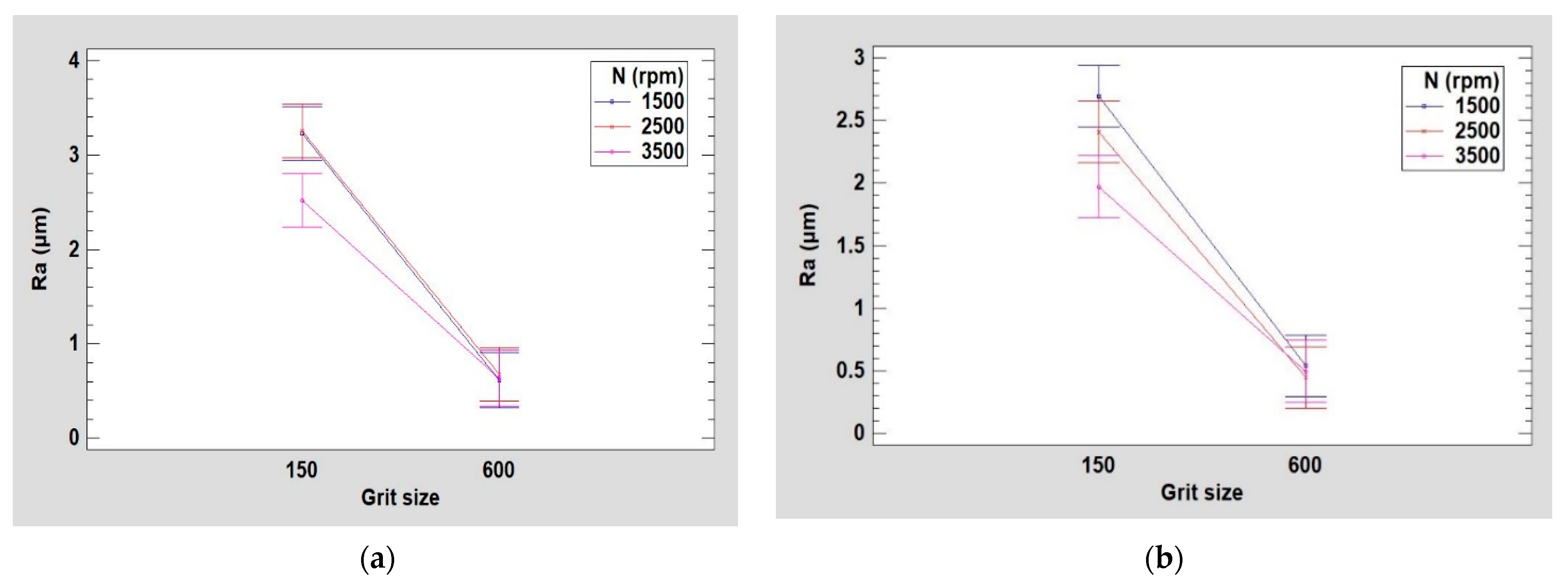
The variation of roughness values Ra and Rt as a function of grit size for the two edge shape tools are shown in
Figure 8 and
Figure 9, respectively. Based on these graphs, the surface finish of the concave shape tool was slightly better than the chamfer shape tool throughout the edge finishing process. This difference is probably due to the diamond distribution in each tool of different shape, but this interpretation requires more in-depth studies for validation. It should be noted here that the more diamonds on a tool surface, the better is the roughness of the polished part using said surface.
The equations for the tendency graphs representing the roughness parameters Ra and Rt as a function of grit size for each edge shaping tool are mentioned in
Table 7. These equations modeling the output variable had high correlation coefficients (>90%), which will predict, depending on the tool used (grit size and shape), the roughness values Ra and Rt that may be obtained.
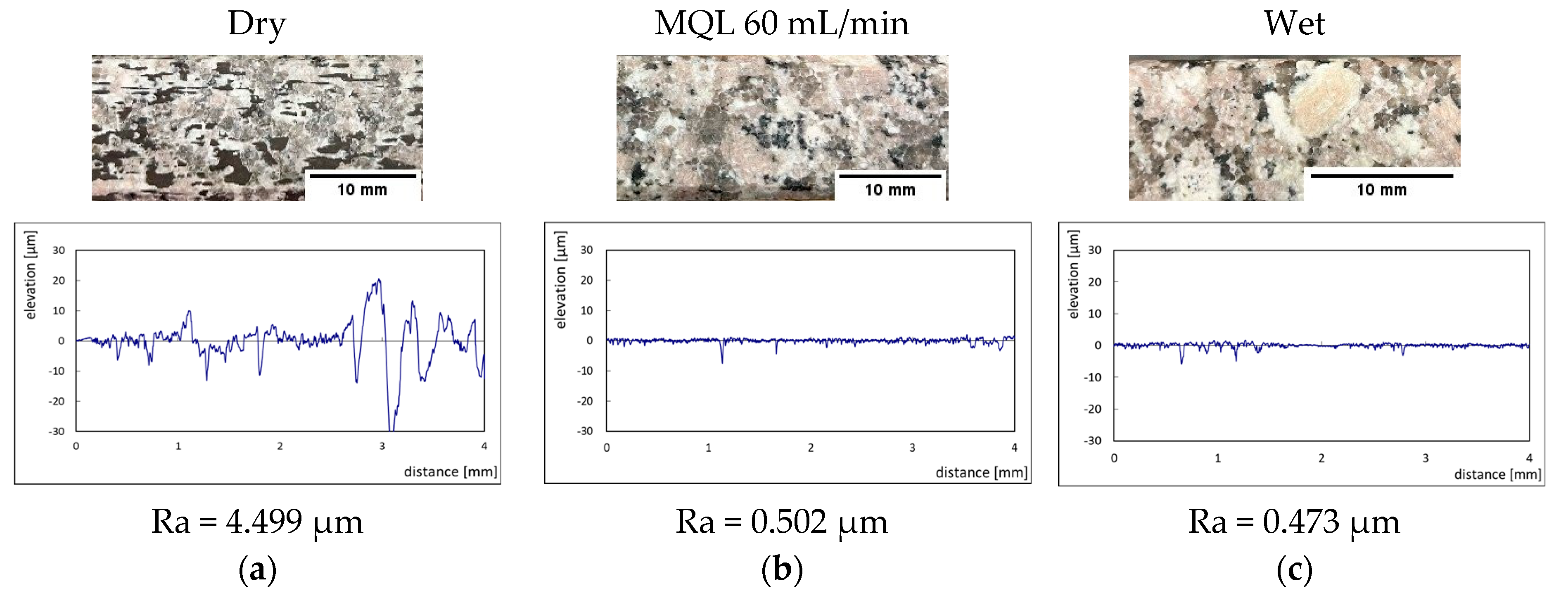
The effect of grit size is observed through the evaluation of the surface profiles of edges made with different tools (chamfer and concave). The polishing conditions were set at
= 2500 rpm,
= 1000 mm/min and
= 60 mL/min. Comparisons between the edge surface roughness in the two cases were carried out using the arithmetic mean deviation Ra in addition to the observation of surface profiles as shown in
Table 8. It can be noted that there are several dips and peaks in the surface profiles defined by high negative and positive amplitudes as well as non-periodic amplitudes while scanning the surface of the edge. This is due to the heterogeneity of the granite material, which is composed of several crystals stuck together. Therefore, the choice of the comparison criteria for the surface roughness was made for an arithmetic mean given by the mean deviation Ra. On a same scale, the amplitudes tend to decrease significantly from one grit size to the next with both chamfered and concave shaped tools. This explains the effect of an increased amount of diamond present in tools with larger grit sizes, which can minimize the irregularities and ridges present in the material and improve its surface quality.
Figure 10 shows an example of polished surface with the different grit sizes of concave edge shape at
= 2500 rpm,
= 1000 mm/min and
= 60 mL/min.
The images of the polished granites shown in
Figure 10 were taken using the camera of an iPhone 13 (Dual 12 MP (mega pixels) camera system: Wide and Ultra Wide cameras; Wide: ƒ/1.6 aperture and Ultra Wide: ƒ/2.4 aperture and 120° field of view). The scale bar was added using Image J 1.53 k software (National Institutes of Health, USA) by measuring a reference distance on the granite edge with a ruler and introduce it in the software as a known distance so it generates the right scale bar.
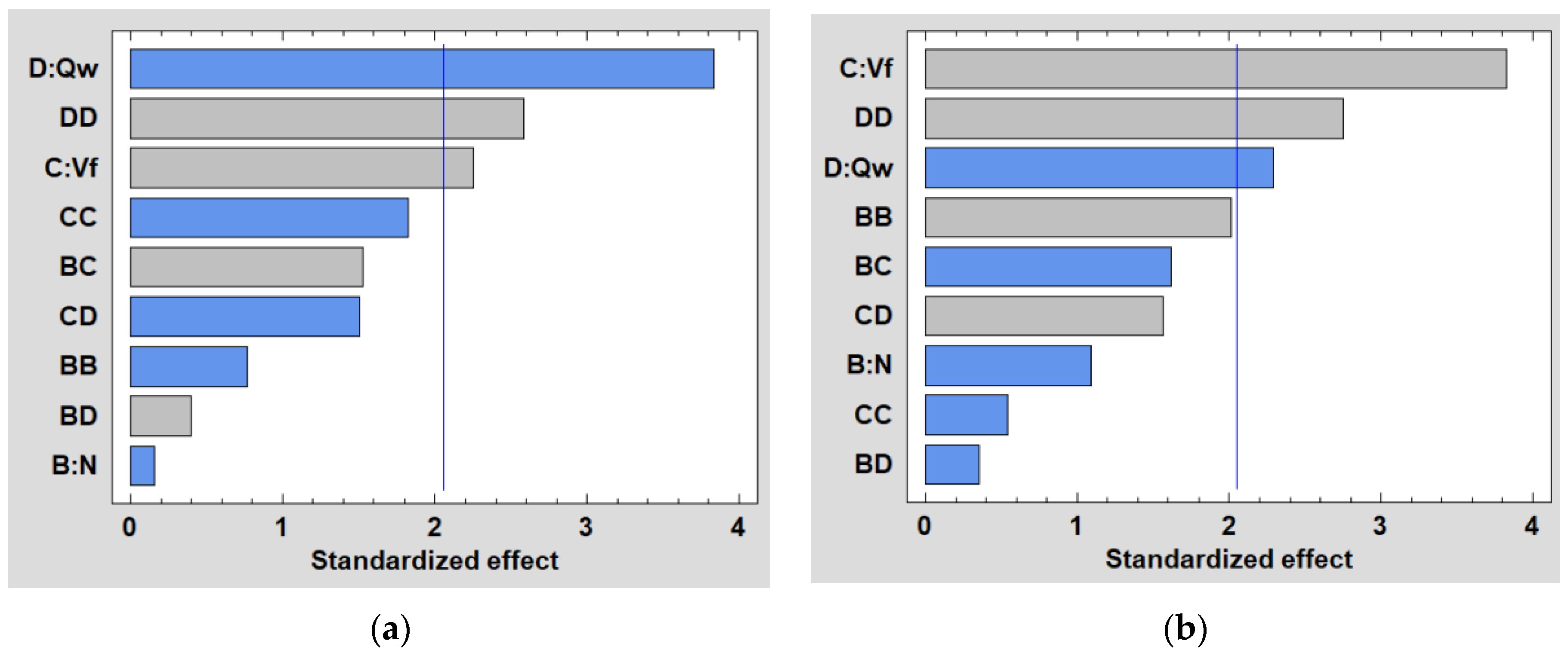
The main importance in edge-finishing from a manufacturing point of view is given to the surface quality that the finishing tool gives. Therefore, the statistical study will focus only on the cutting parameters used in the finishing phase. The results of ANOVA analysis show that while the statistically significant effects on the Ra response were the same for both edge finishing tools, the order of significance, however, differed between the two. The Pareto charts in
Figure 11 show that the lubrication rate
appears to be the most dominant factor when using the chamfered tool, but it is almost insignificant for the concave shape tool. In addition, the feed rate
is the most important factor when using the concave shaped tool, whereas it has a minimal importance with the chamfered tool.
Unfortunately, the best empirical models developed for roughness as a function of cutting parameters (, and ) had low correlation coefficients R2, less than 50%. Thus, these models were not validated.
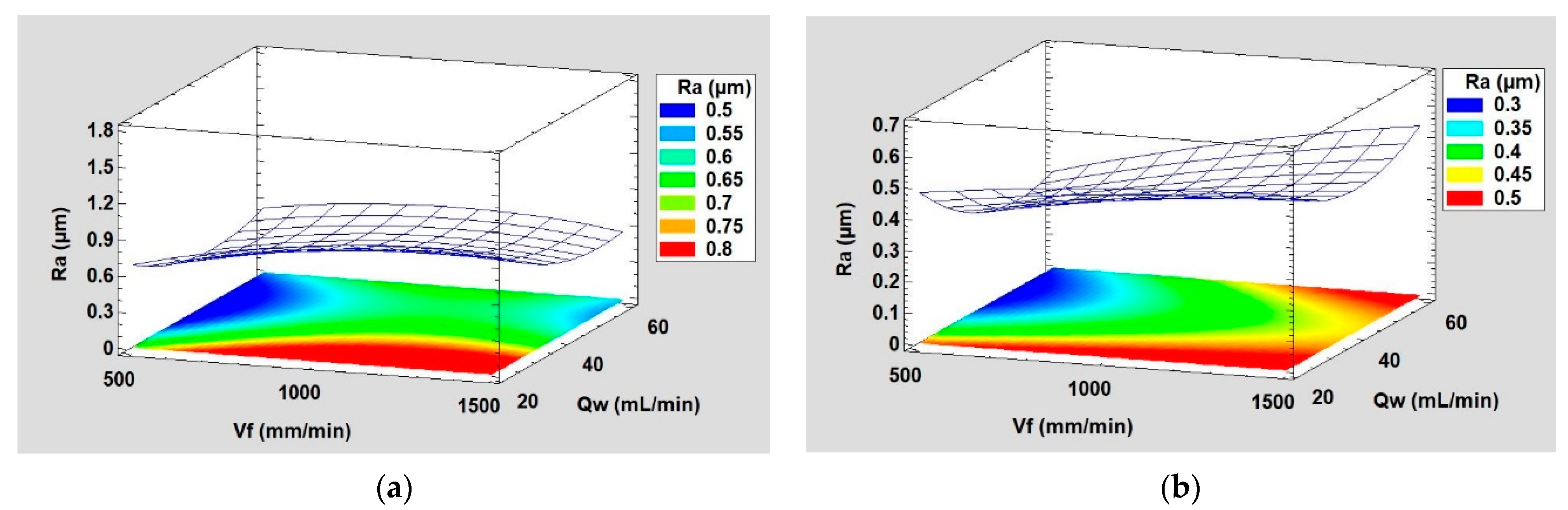
The response surface method (RSM) was employed to determine the evolution of the roughness parameter Ra in the finishing phase using both chamfer and concave shape tools. The 3D plots generated are presented in
Figure 12. These plots show the variation of the roughness Ra as a function of the two parameters feed speed ‘
’ and lubrication flow ‘
’ at a cutting speed
= 2500 rpm. The areas in which the roughness Ra was minimal are identified in the 3D graphs by the blue color, while large roughness values are determined by the red color. Therefore, it can be said that the low roughness values Ra, a sign of a good surface finish, are obtained mainly with low feed rates and high lubrication rates. This applies to both edge shaping tools. Indeed, a combination of a low feed rate with a high enough lubrication flow allows the tool to polish the edge surface in good conditions that avoid its wear and heating, considering that severe conditions on the tool are indicative of a bad surface finish in all machining and polishing processes.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











