3.1. Analysis of the Milling Force and Verification of the Prediction Model
The physical parameters of the workpiece material Ti-6Al-4V are shown in
Table 6. The Johnson–Cook flow stress model, considering the microstructure of materials, is required in the cutting force prediction model. The Johnson–Cook material parameters of Ti-6Al-4V are shown in
Table 7 [
39]. The material parameters of the tool are shown in
Table 8, below.
Microstructure maps of the material surface before milling are shown in
Figure 5. From the figure, we can observe that the grains on the material surface are mainly equiaxed grains, the average grain size is about 4.5
, the proportion of the
phase is about 98.6%, and the proportion of the
phase is about 1.4%.
Figure 5d shows the KAM map of the surface. According to the KAM diagram, the degree of deformation can be analyzed intuitively. The higher the KAM value is, the greater the degree of plastic deformation is.
In this study, the geometric dislocation density (
) was calculated according to the KAM value, which is expressed by the following formula:
In the formula, is the scanning step, is the Burgers vector, is the average KAM value of the selected area, represents the KAM value at point , and represents the number of points in the test area.
In this study, the milling force was collected by the Kistler-9272 three-dimensional dynamometer, which can collect and record F
X, F
Y, F
Z, and the corresponding torque. In order to eliminate the influence of the noise signal caused by the spindle vibration, the collected data must be transformed by FFT (fast Fourier transform).
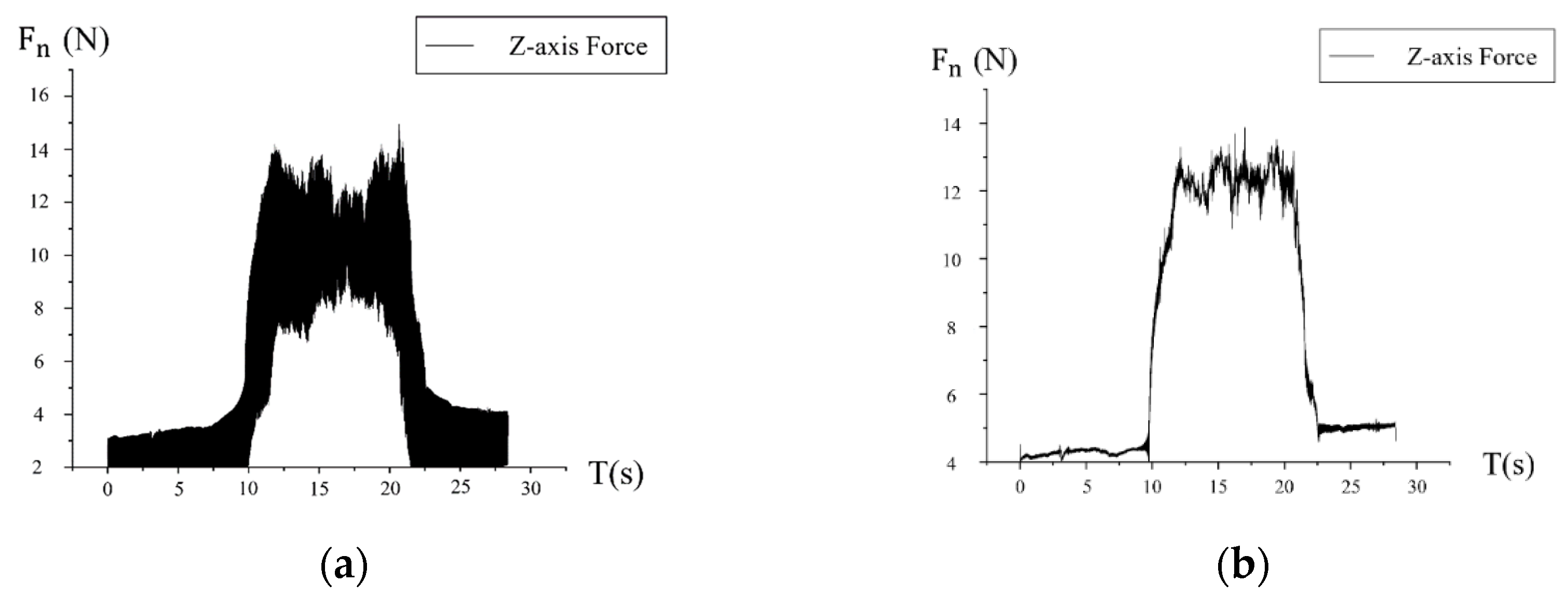
Figure 6 shows the signal curve of the normal milling force in the first group of experiments before and after low frequency filtering, with a fixed frequency of 42 Hz.
The experimental parameters and results under the condition of dry milling are shown in
Table 9.
In order to intuitively analyze the effect of each milling parameter on the actual milling force
and
, the range analysis of the milling force was carried out in this study. In the analysis, the K value of each level represents the sum of the experimental results of the selected factors at the current level. The K-avg value indicates the average value of K corresponding to the selected factor at the current level, and the R value represents the range of each factor, which is obtained by subtracting the minimum value from the maximum value in the K-avg. The higher the R value is, the more obvious the influence of this factor on the result is. The range analysis tables of the milling force measured in the experiment are shown in
Table 10 and
Table 11, respectively. By analyzing the results of the orthogonal experiment, we can see that, for the tangential component of the cutting force
, the ranges of the linear speed, feed rate, and cutting depth are 21.90, 9.73, and 22.20, respectively. The ranges of the linear velocity, feed rate, and cutting depth of the normal component of the cutting force
are 3.10, 5.40, and 11.13, respectively. Therefore, the influence of the cutting depth on
is the greatest, the influence of the linear velocity is the second greatest, and the influence of the feed rate is the least. For
, the influence of the cutting depth is the greatest, the influence of the feed rate is the second greatest, and the influence of the linear velocity is the least. The above analysis shows that the milling depth has the greatest influence on the overall milling force in the process of milling.
In the actual milling process, because the surface of the machined material is not completely horizontal, there is a difference between the actual machining depth and the theoretical value of each sample in the milling process. Moreover, the tool wears during the machining process, which changes the geometric parameters of the tool (rake angle, edge radius, etc.) and then affects the milling force. The milling force prediction model used in this study is based on the assumption that the milling parameters (cutting speed, feed rate, cutting depth) and tool geometric parameters do not change in the machining process; thus, there is an error between the milling force prediction model and the actual experimental results. Generally, when the actual milling depth is greater than the parameters set in the model, or when the tool is worn, the actual milling force will be greater than the predicted value of the model. When the actual milling depth is less than the parameters in the model, or a new tool is replaced, the actual milling force will be less than the predicted value of the model.
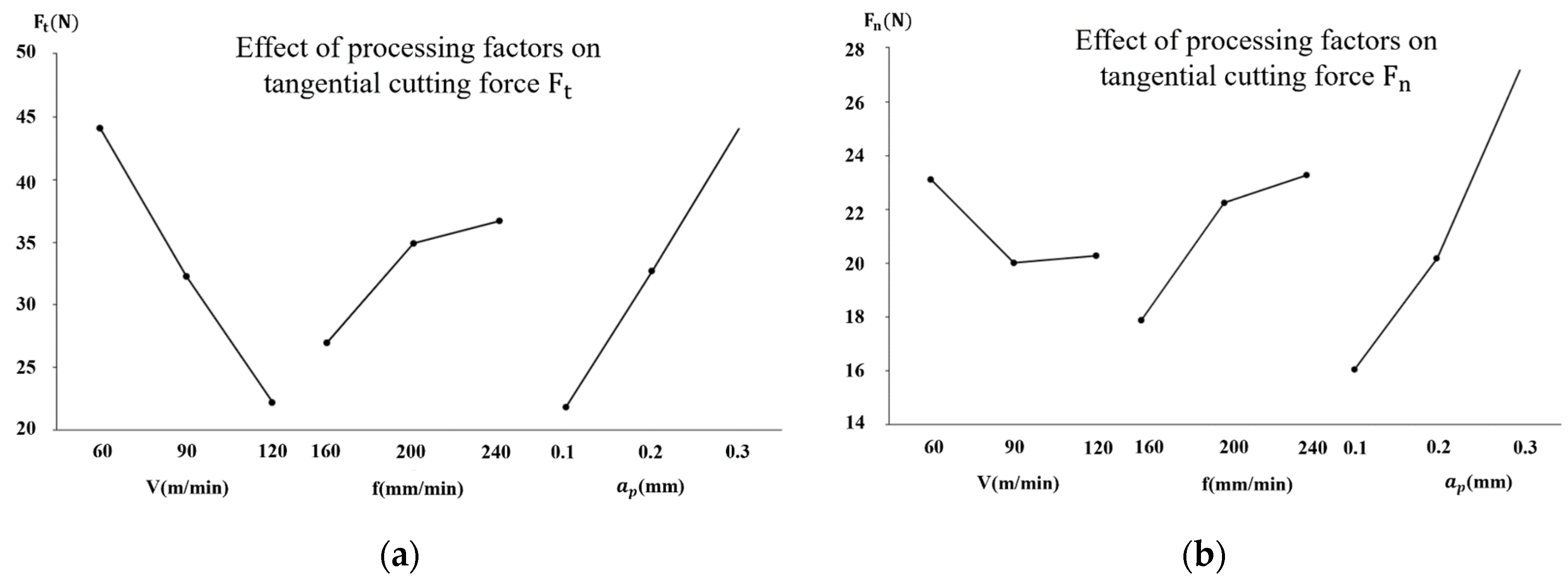
Figure 7 shows that, within the given range of the milling parameters, both the tangential milling force and the normal milling force show an overall increasing trend with the increase in the milling depth and feed rate. The tangential milling force decreases with the increase in the milling speed, and the normal milling force first decreases and then increases slightly with the increase in the milling speed. In the cutting direction, both the chip-forming force and the ploughing force increase with the increase in the feed rate. This is due to the increase in the feed, which is the thickness of the cut, and, therefore, the increase in the cutting force. However, when the feed rate increases, the deformation coefficient of the chip decreases, and the friction coefficient also decreases, thereby reducing the friction force. Due to these effects, the increasing speed of the cutting force is not proportional to the increasing speed of the feed. When the cutting speed increases, the cutting force in the cutting direction decreases. As the cutting speed increases, the cutting temperature also increases, and the strength and hardness of the processed metal decrease, resulting in a decrease in the cutting force. The cutting speed and the feed amount have almost no effect on the cutting force in the direction perpendicular to the surface of the workpiece.
Many researchers have found that the milling force decreases with the increase in the milling speed in their experiments. The research results of Klocke et al. [
40] indicate that, on the one hand, intermittent cutting increases with the increase in the milling speed, and the hardening of the material will lead to the increase in the deformation resistance in the area affected by the shear force. On the other hand, the increase in the milling speed leads to the increase in the milling temperature and the softening of the materials, which leads to the decrease in the milling force. The influence of the milling speed on the milling force is the result of the comprehensive action of the above two factors. The increase in the feed rate and milling depth affect the geometry of the milling area, resulting in the increase in the cross-sectional area of the milling area and the amount of material removal per unit time, which leads to the change in the milling force. Many scholars have studied the milling force of Ti-6Al-4V, and most of the analytical results concerning the influence of the milling parameters on the milling force correspond to the results of this study [
41,
42].
Figure 8 shows a comparison of all the experimental results with those predicted by the model. According to the analysis of
Figure 8, it is found that there is a small error between the predicted and experimental values of the cutting force in both the tangential and normal directions. The reason may be that the change in the milling force caused by tool wear and the change in the milling depth caused by the horizontal degree of the machined surface are not considered in theoretical research.
Table 12 shows the relative errors of the milling forces and predictions for each group. From the table, we can see that the relative error range of the tangential milling force obtained from the prediction model in this study is 3.4–20.7%, and the average error is 8.3%. And the relative error range of the normal milling force is 3.7–14.3%, and the average error is 8.5%.
From
Table 12, we can see that when the milling speed and feed rate are at a high level but the milling depth is small, the relative error between the predicted results and the experimental results increases (14.2%, 20.7%, etc.). This may be caused by the following factors: (1) Firstly, when the milling depth decreases, the influence of the chip-forming force on the milling force decreases, which leads to the greater influence of the ploughing force on the milling force. The ploughing force is also affected by the material hardness, but the material hardness is not considered in the prediction model established in this study, which may lead to the increase in the relative error. (2) Secondly, when the milling depth is very low, the change in the actual milling depth caused by the uneven surface of the material has a great influence on the results. The prediction model cannot simulate the change in the milling depth in the machining process, which also leads to the increase in the relative error.
The average prediction errors obtained by Ji [
15] and Li et al. [
43] through the cutting force prediction model, without considering the Taylor factor, are 13.4% and 10.2%, respectively. This indicates that the prediction accuracy of the milling force prediction model considering the Taylor factor proposed in this study is better than the original model.
3.2. Effects of the Milling Parameters on the Microstructure Evolution of the Milling Surface
3.2.1. Microstructure Shape and Grain Size
In the milling process, the change in the milling parameters lead to changes in the temperature, strain, and strain rate of the machined surface, thus affecting the grain structure of the machined surface. Under the action of milling, some of the grains in the cutting are distorted along the milling direction of the tool. The grain orientation distribution maps and grain size statistics of Ti-6Al-4V under different milling parameters are shown in
Figure 9 and
Figure 10 (subfigures 1–9 correspond to 1–9 groups of samples in the orthogonal experiment table, respectively). The research object is the milling surface of the sample, and the EBSD calibration area is 60
× 50
, which characterizes the local microstructure of the milling surface of the sample. From
Figure 9, we can see that the grains in the surface of the milled materials are refined, and most of them are equiaxed grains.
By analyzing the statistical diagram of the grain size, it is found that the grain size decreases with the increase in the milling speed and milling depth, and the effect of the milling depth on the grain size is the most significant. Further analysis shows that the grain size of the subsurface layer is smaller than that of the surface layer, and the grain size of the machined surface shows a gradient change in the depth direction. The change in the grain size is closely related to the temperature field and strain rate field distribution of the material surface. On the machined surface, which is in direct contact with the tool, the plastic deformation caused by the friction and shear between the tool and the material and the high temperature caused by milling has obvious effects on the grain size. Due to the high temperature produced by the machined surface during milling, the refined grains become larger under the action of the high temperature. Meanwhile, most of the heat generated in the milling process is carried away by the chip, and in the subsurface layer of the material surface, the high strain rate plays a dominant role in shaping the grain size. When the milling speed increases from 60 m/min to 120 m/min, the milling temperature of the material does not change obviously in this range of the milling speed because the contact time between the tool and the material becomes shorter and more chips reduce the heat generated in the milling. Therefore, in this study, with the increase in the milling speed, the effect of plastic deformation on the grain size plays a major role, and the grain size decreases with the increase in the milling speed. Similarly, with the increase in the milling depth, the plastic deformation increases significantly, and the strain rate field of the machined surface layer is transferred to the subsurface layer, causing grain refinement.
The above results show that the change in the grain size follows the law of grain refinement on the micron scale, as follows: with the enhancement of the plastic deformation, the grain is stretched, distorted, and broken, and the grain refinement is enhanced, while with the increase in the temperature, the grain easily recrystallizes and grows, and the grain refinement is weakened. Moreover, there are no twins in most grains and flat twins in a few grains, indicating that the deformation twinning behavior occurs in the grains to coordinate the plastic deformation. In the milling process of Ti-6Al-4V, dislocation slip plays a dominant role in the plastic deformation of the surface, while the deformation twins coordinate only a small part of the plastic deformation process, and the grains of almost all the samples are refined to varying degrees, which can be considered as the result of the complex interaction between the twins and dislocations.
3.2.2. Grain Boundary Distribution and Phase Distribution
The grain boundary distribution maps and phase distribution maps of Ti-6Al-4V under different milling parameters are shown in
Figure 11 and
Figure 12 (subfigures 1–9 correspond to 1–9 groups of samples in the orthogonal experiment table, respectively). According to the misorientation angle difference of the adjacent grains, the grain boundary is divided into the high-angle grain boundary (misorientation angle
, HAGB) and low-angle grain boundary (misorientation angle
, LAGB). In
Figure 11, the HAGB is represented by blue lines, the LAGB is represented by green lines, and the grain boundaries of the sub-grains are represented by red lines. Based on the analysis of the proportion of each grain boundary, it was found that the proportion of the LAGB increases with the increase in the milling depth. With the increase in the milling speed and feed rate, the proportion of LAGB first increases and then decreases. Further analysis showed that the influence of the milling depth on the LAGB distribution is the greatest.
Grain refinement caused by plastic deformation is characterized by the appearance of a large LAGB within the grains, while the grains undergoing dynamic recrystallization usually have an HAGB. The percentage of the LAGB can reflect the intensity of the dislocation activity. When the milling speed, feed rate, and milling depth increase, the amount of strain and the strain rate increase, and the percentage of the LAGB increases. This indicates that the proportion of refined grains caused by plastic deformation gradually increases, the slip system inside the grains is activated, and the dislocation slip is the main deformation mode. With further increases in the milling speed and feed, the percentage of the LAGB tends to decrease, which may be due to the shortened time given for dislocations to occur inside the grains due to the increase in the strain rate. The time given for dislocation slip to occur inside the grain is reduced, and the grain does not have sufficient time to open the slip system so as to coordinate the deformation. Moreover, with the increase in the strain amount and strain rate, the heat generated by the milling surface also increases, and the grains are more likely to undergo dynamic recrystallization under the action of the high temperature, resulting in an increase in the percentage of the HAGB. Some studies have also pointed out that with the increase in the degree of grain deformation, a large number of dislocations in the grain will offset each other and rearrange, which also reduces the percentage of the LAGB to a certain extent.
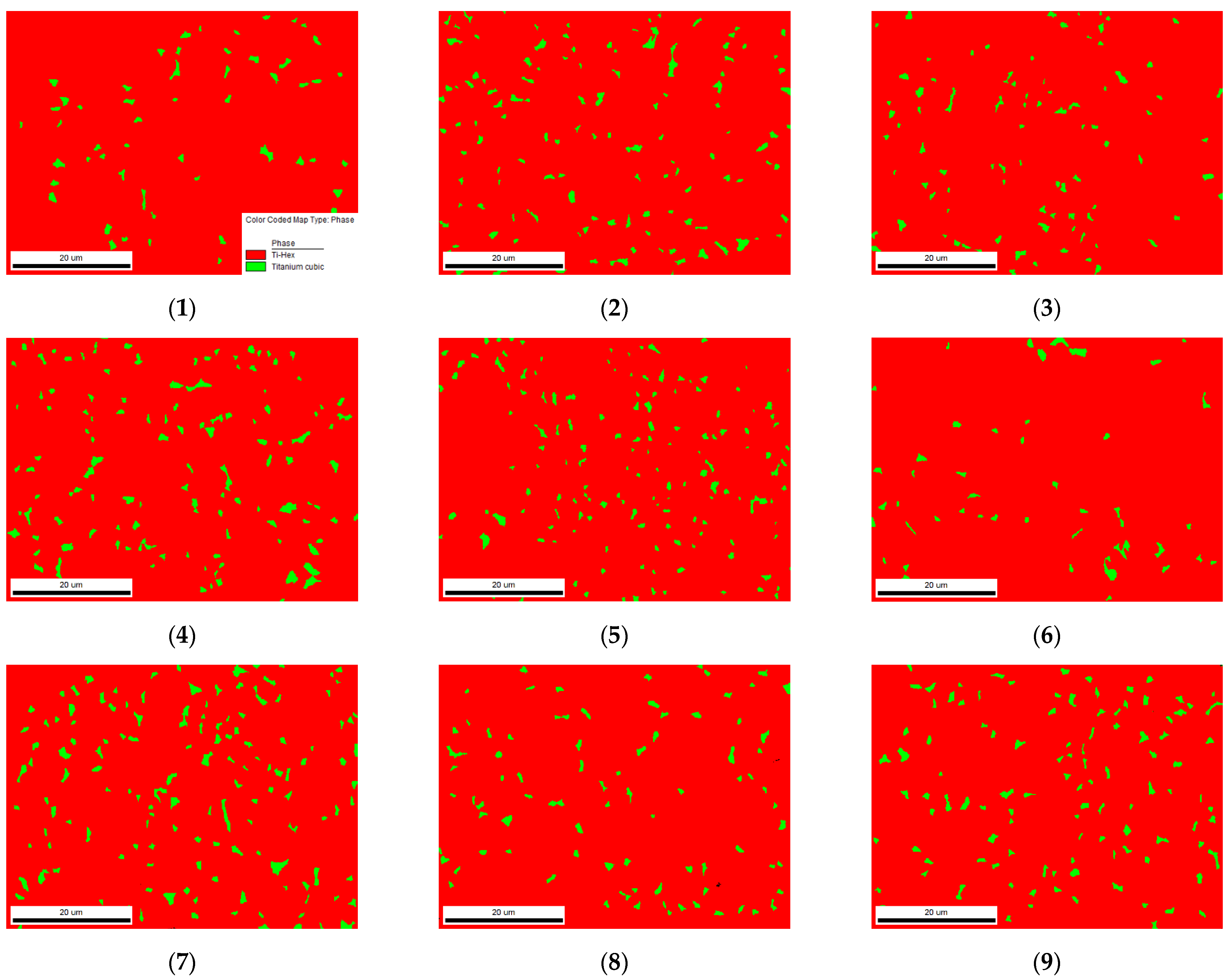
As mentioned above, Ti-6Al-4V is a two-phase (
) titanium alloy. The phase distributions of each group of the sample milling surface are shown in
Figure 12, with the
phase in red and the
phase in green. The proportion of the
phase in the milling surface of each group is higher than 90%. Compared with the phase distribution of the surface of the material before milling, this indicates that the proportion of the
phase and
phase changed to varying degrees under the action of milling. With the increase in the milling speed and milling depth, the proportion of
phase increases, and the milling depth has the most significant effect on the beta phase distribution.
The cutting temperature and local stress are the main factors causing Ti-6Al-4V phase transformation. In the milling process, the material passes through two stages; the first stage is the heat generation stage, caused by instantaneous pressure, and the second stage is the cooling stage. In the first stage, there is a transition from the phase to the phase, while in the second stage, there is a transition from the phase to the phase. The milling method used in this study was dry milling, without the effect of a coolant, and the effect of the cooling stage is not obvious. The above analysis only considers the effect of the temperature on the phase transformation, but in the actual milling process, the severe plastic deformation and the mechanical load imposed on the material by the cutting tool also transform the phase into the phase. Due to the fact that the-Ti has an HCP structure and the -Ti has a BCC structure, the number of independent slip systems of -Ti is much less than that of-Ti. In other words, -Ti is more prone to plastic deformation than -Ti under the same milling force, which can also explain the increased proportion of the phase in the milling process.
3.2.3. Texture Evolution and Twinning Behavior
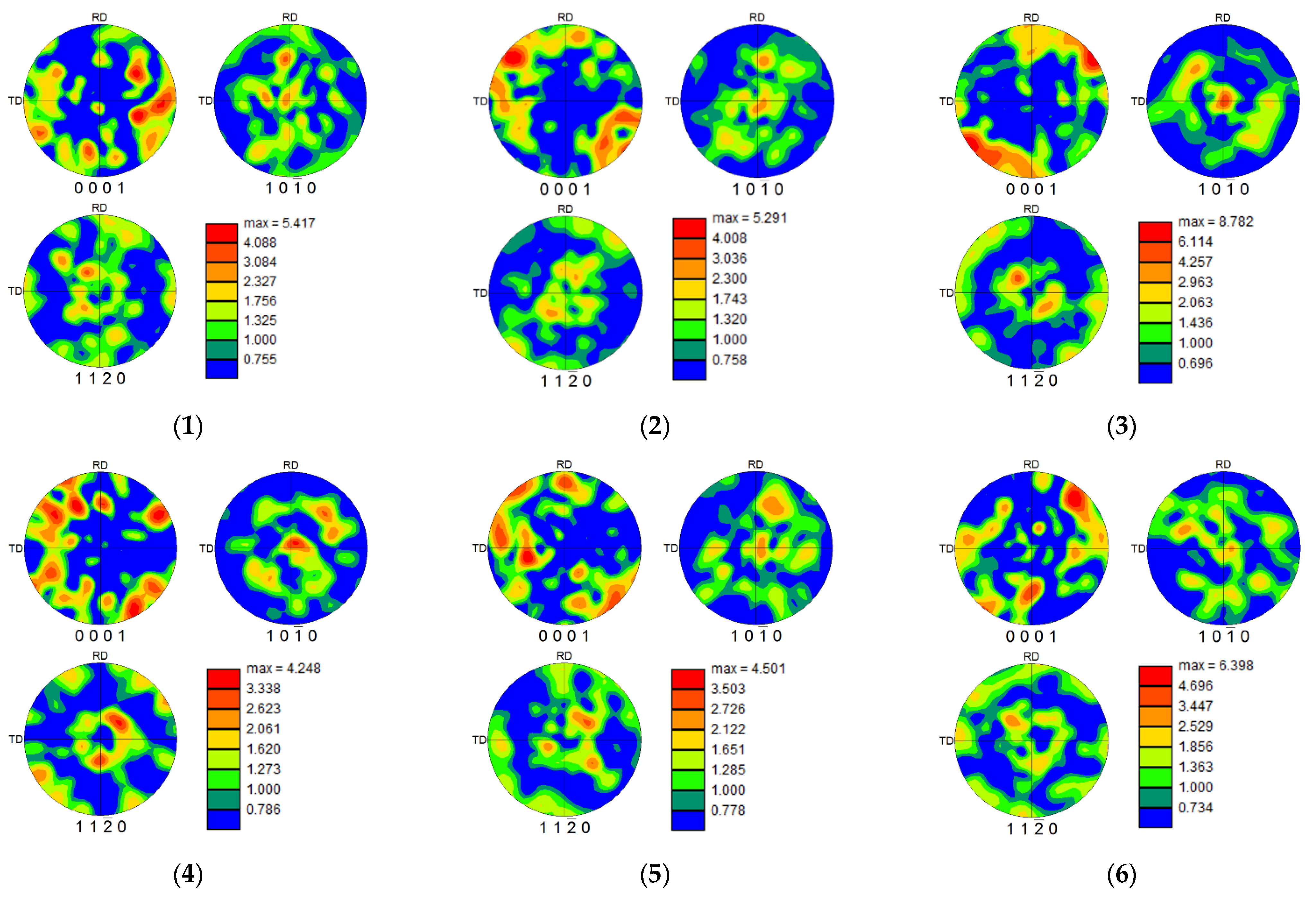
Figure 13 (subfigures 1–9 correspond to 1–9 groups of samples in the orthogonal experiment table, respectively) shows the pole figures and twin grain boundary contrast maps of the Ti-6Al-4V surface under different milling parameters. The orientation distribution of the
grains perpendicular to the ND direction under different milling conditions is represented by the
pole figure,
pole figure, and
pole figure. In the IPF (
Figure 9), most of the areas are blue, indicating that the grain orientation distribution of the
crystallographic planes in the vertical ND direction accounts for a large proportion. From the corresponding pole figure (
pole figure), the maximum intensity of most textures appears in the ND direction, indicating that there is a large number of prismatic textures on this cross section. Further analysis indicated that with the increase in the milling depth, the intensity of the prismatic surface texture increases (in
Figure 9(3),(4),(7)). Moreover, with the increase in the milling depth, the texture of the
crystallographic plane aggregates to the
orientation, and the main texture distribution is in the range of
inclination from the
orientation towards the TD and RD direction.
According to the analysis of the
pole figure, there is no obvious basal texture of the milling surface, and the main component is the
orientation, with an inclination of
towards TD and RD. When the feed rate reaches
, a small degree of low-intensity basal texture can be observed in the
pole figure (in
Figure 9(6),
Figure 9(9)). The results show that the texture intensity of the
pole figure decreases with the increase in the milling speed, and with the increase in the milling depth, the texture orientation of the
crystallographic plane is inclined towards the RD and TD direction (in
Figure 9(3),(4),(7)).
In addition, some textures with a high intensity are also observed in the
pole figure—that is, the
orientation with a tilt of
towards TD and RD. With the change in the milling parameters, the texture distribution of the {1120} plane shows no obvious regularity, but the texture intensity of the {1120} plane decreases with the increase in the milling speed. The texture intensity also increases slightly with the increase in the milling depth (in
Figure 9(3),(4)). Compared with the texture intensity before milling (
Figure 5), it was found that the texture intensity changes in varying degrees with the change in the milling speed and milling depth. Among all the milling parameters, the effects of the milling speed on texture strength are the most significant, and the overall intensity of the texture decreases with the increase in the milling speed.
In
Figure 14, the red line, green line, yellow line, and blue line represent the twin boundaries of
,
,
and
, respectively. By observing the selected region, it is found that the content of all the twin grain boundaries is very low, and the volume fraction amounts to less than 1%, so that only two twin grain boundary distribution maps were selected to be illustrated. In all twin modes, the main activated twins are
and
, and the number of
twins is much higher than that of
, while a small number of
twins can also be observed in
Figure 14b. On the whole, when milling under the milling parameters selected in this study, the strain in the grain is coordinated mainly by the dislocation slip, and the contribution of the twins is very minimal.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}