
Experimental Studies on Fabricating Lenslet Array with Slow Tool Servo
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experiment Setup
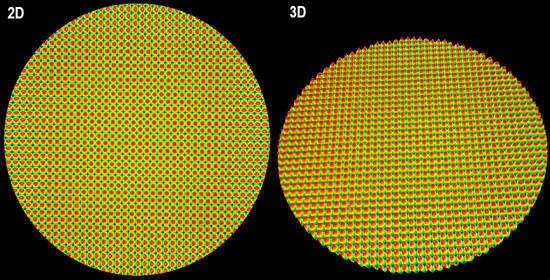
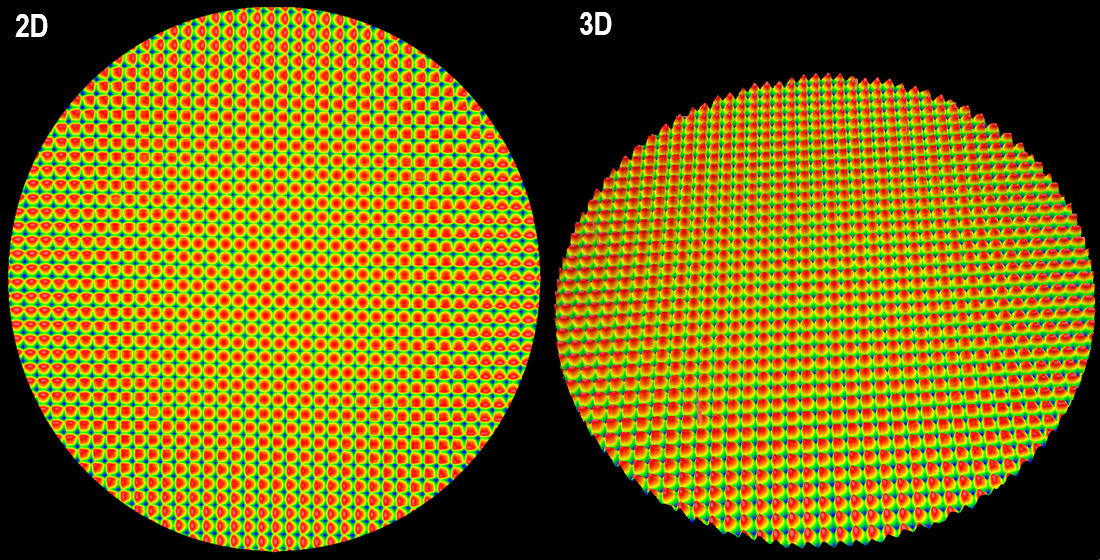
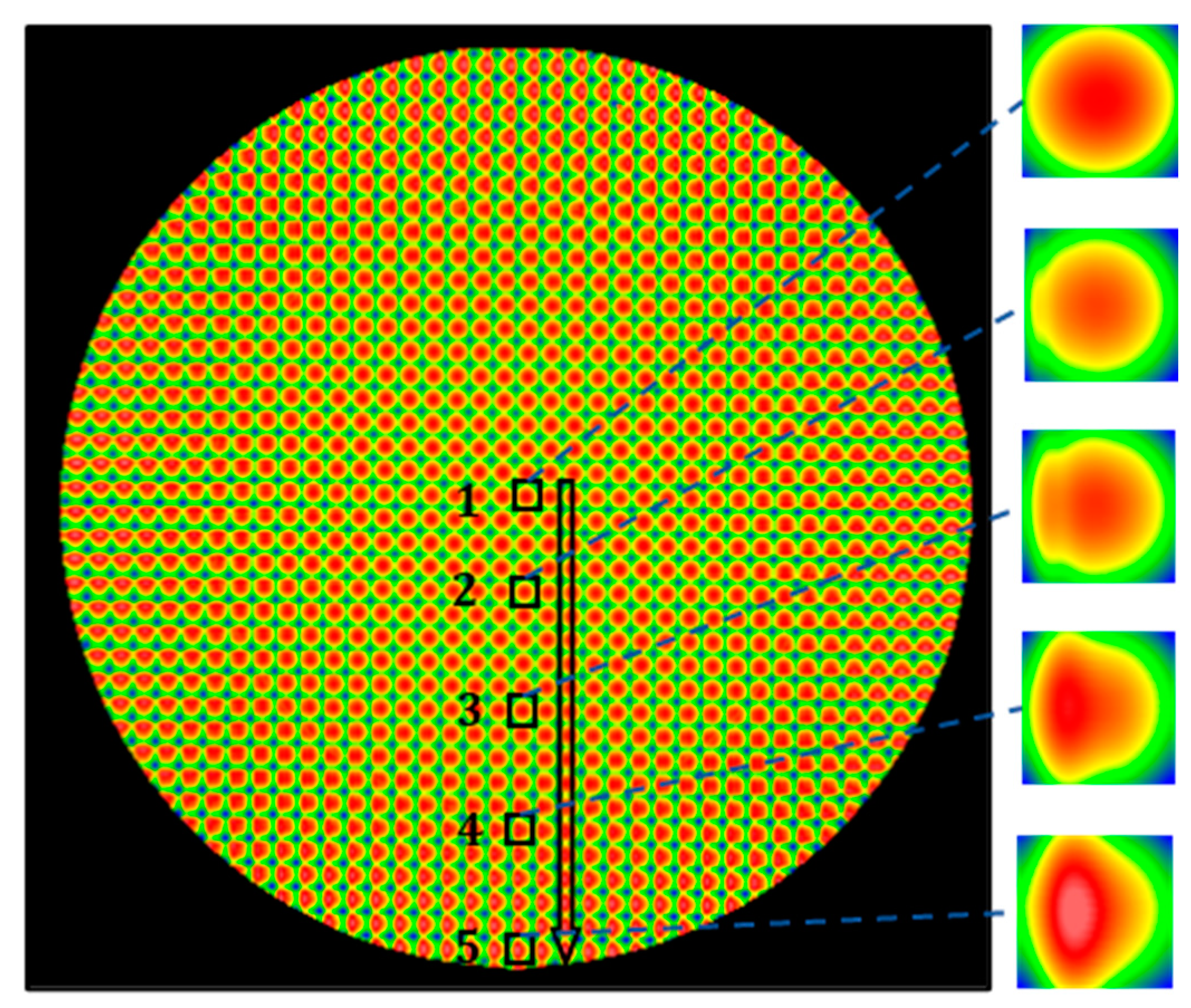
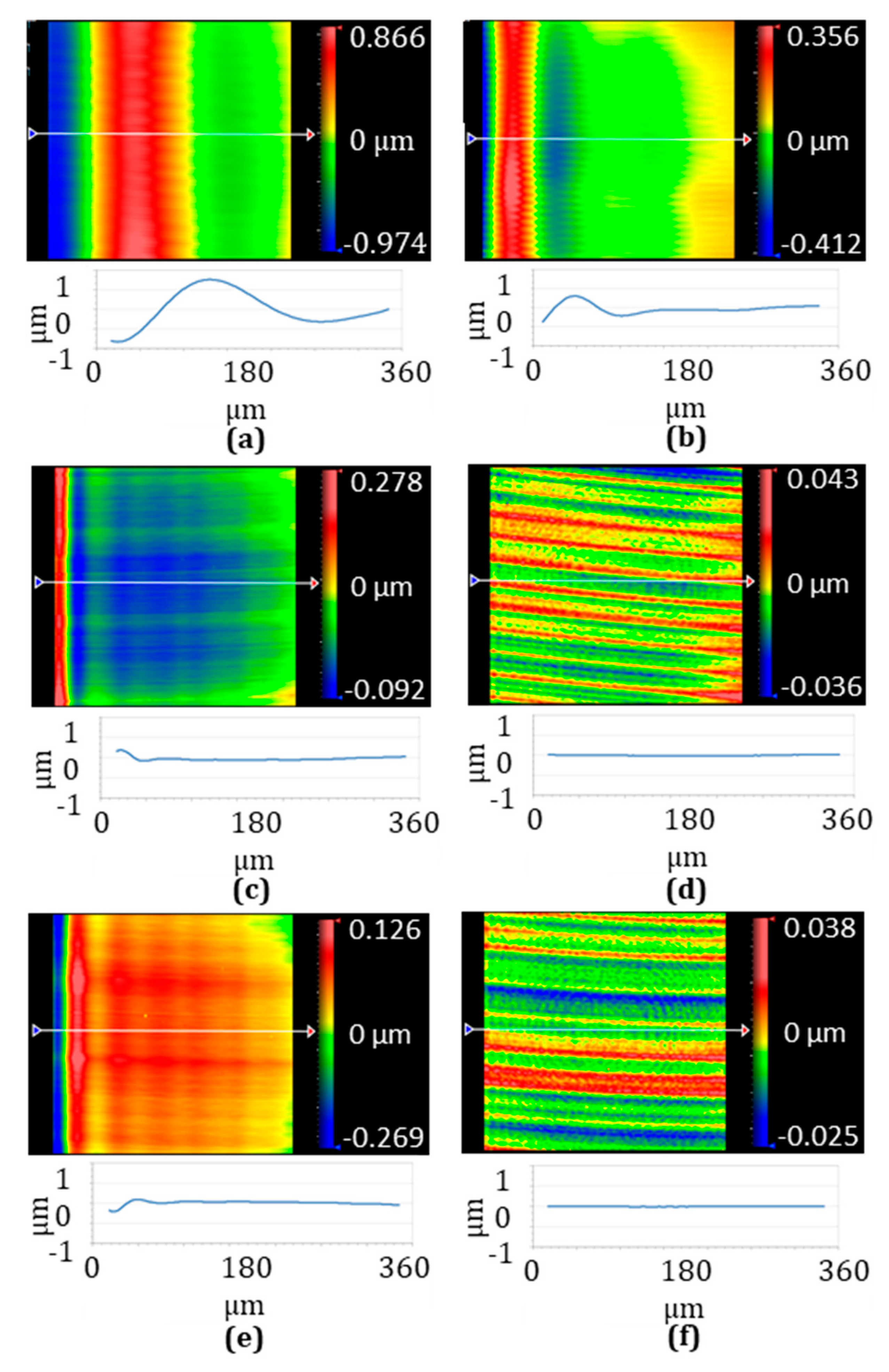
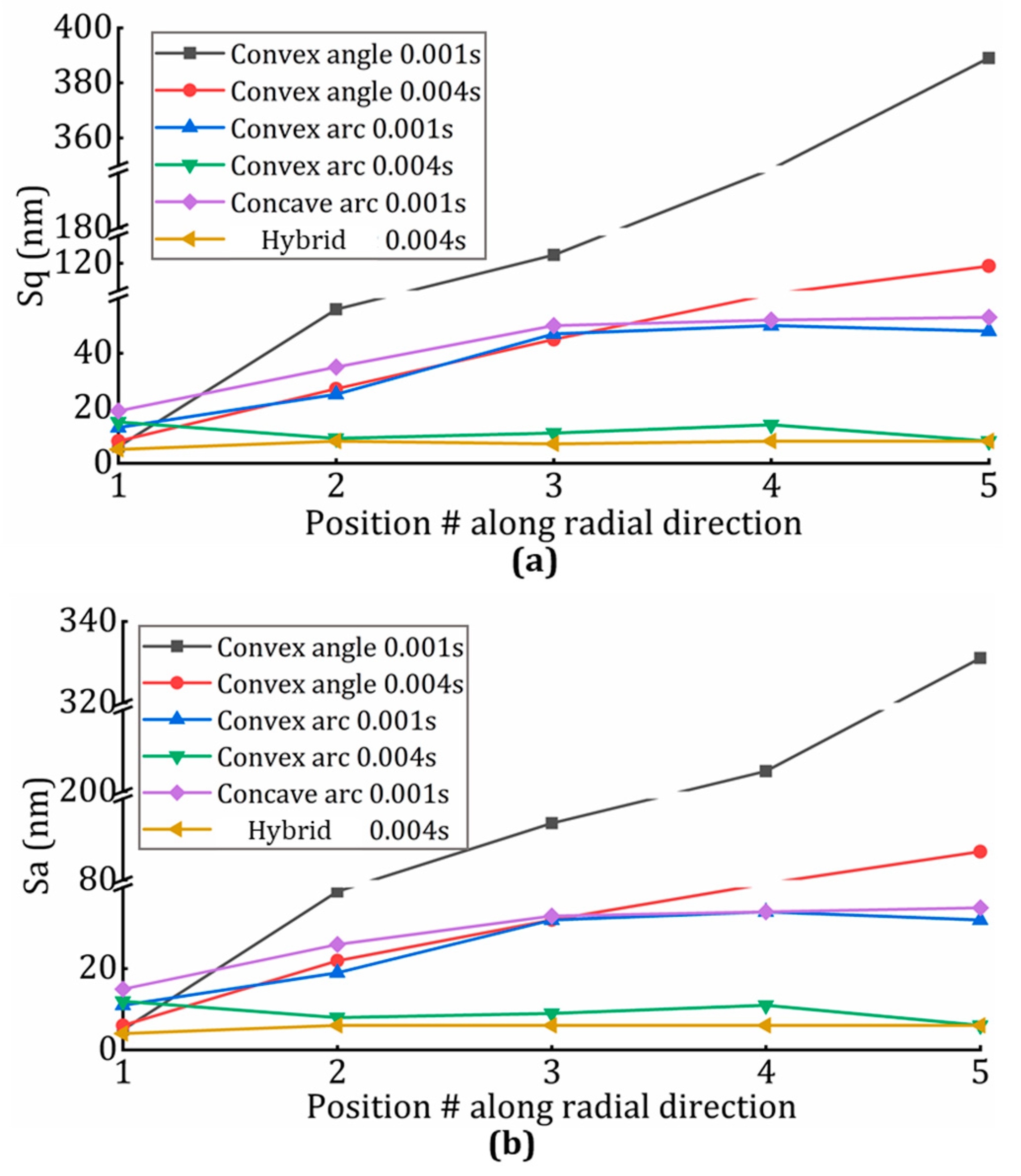
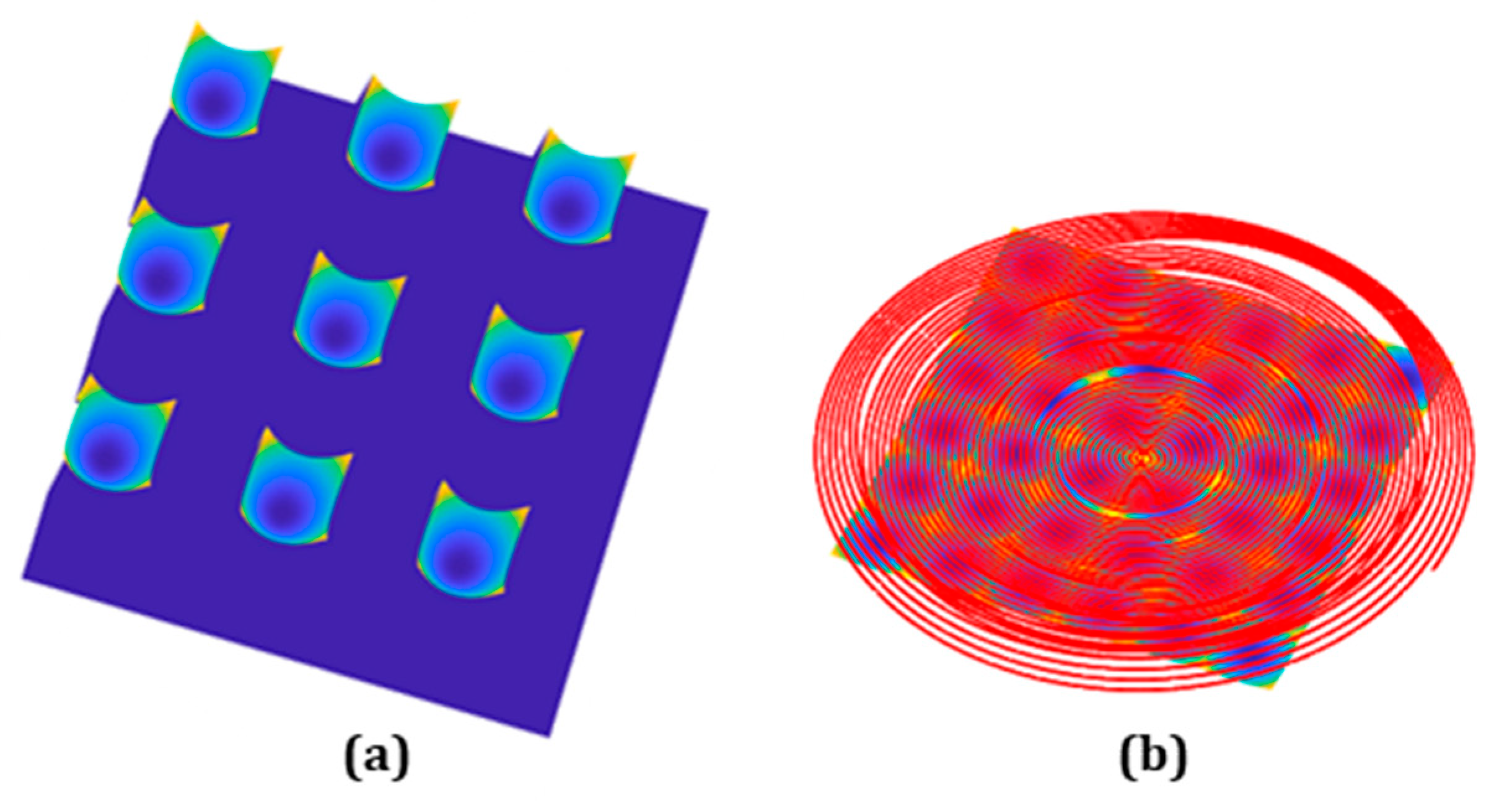
2.1. Lenslet Array Surface Quality Deterioration at Outer Region
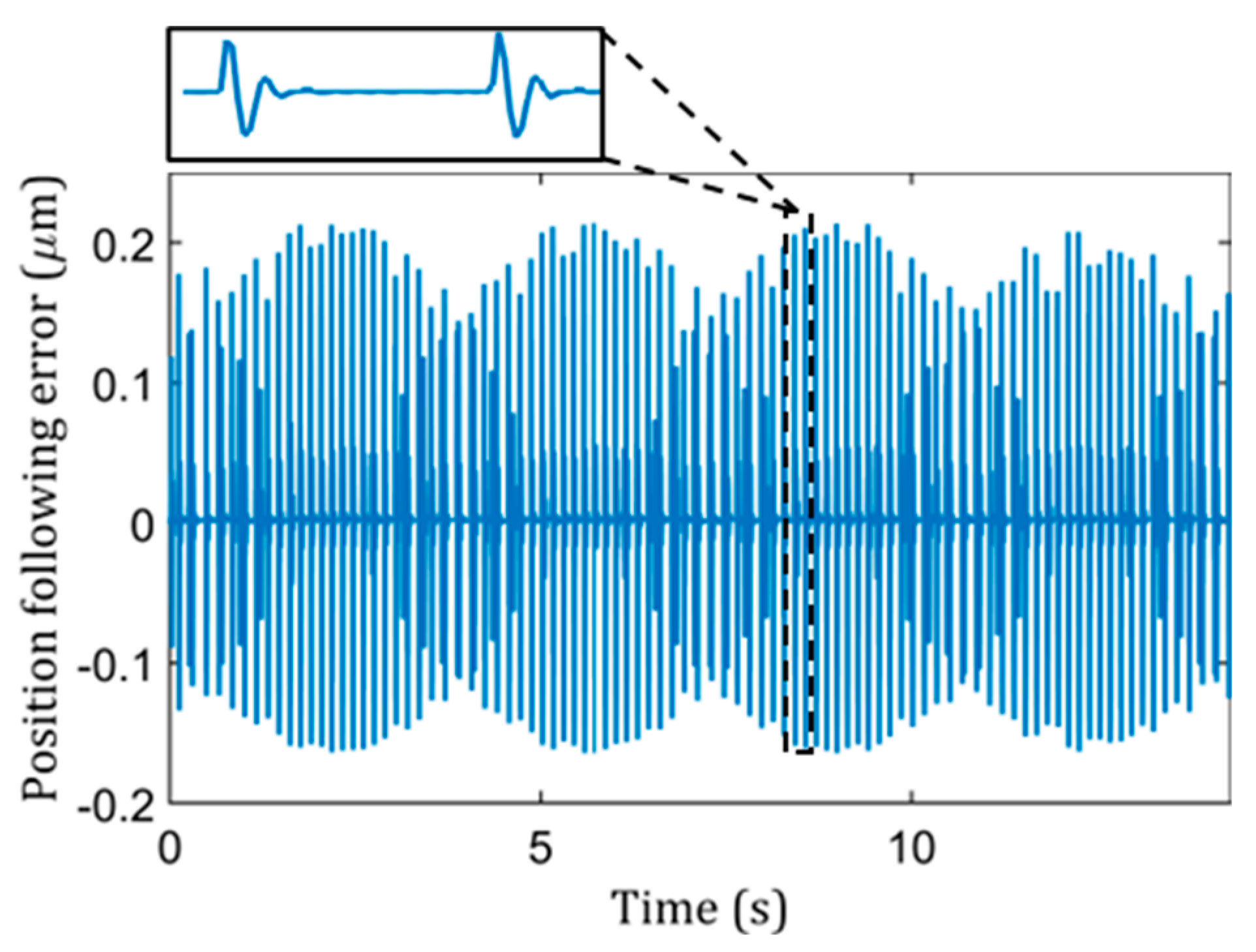
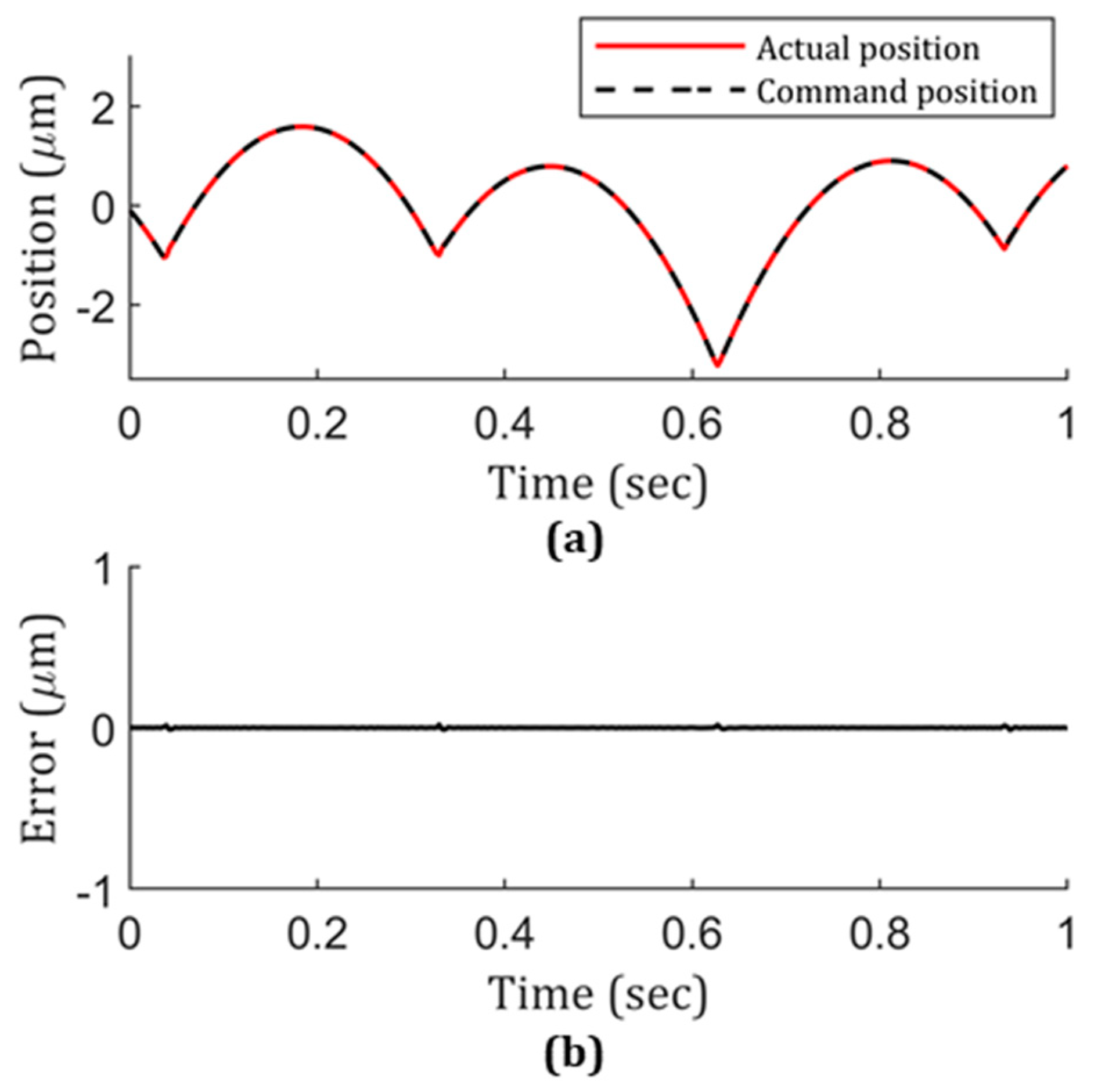
2.2. Position Following Error Tracking
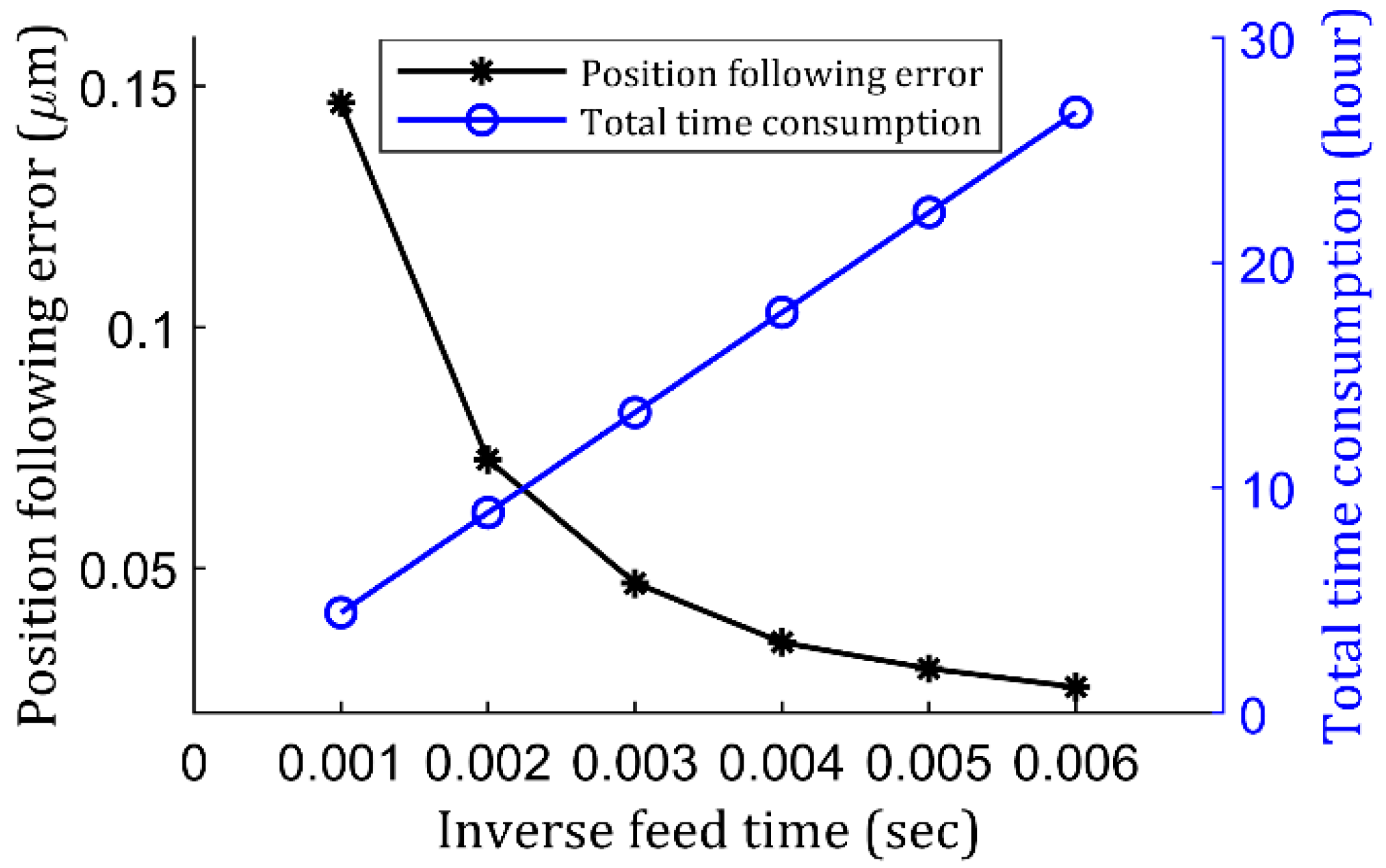
2.2.1. Position Following Error Versus Inverse Time Feed
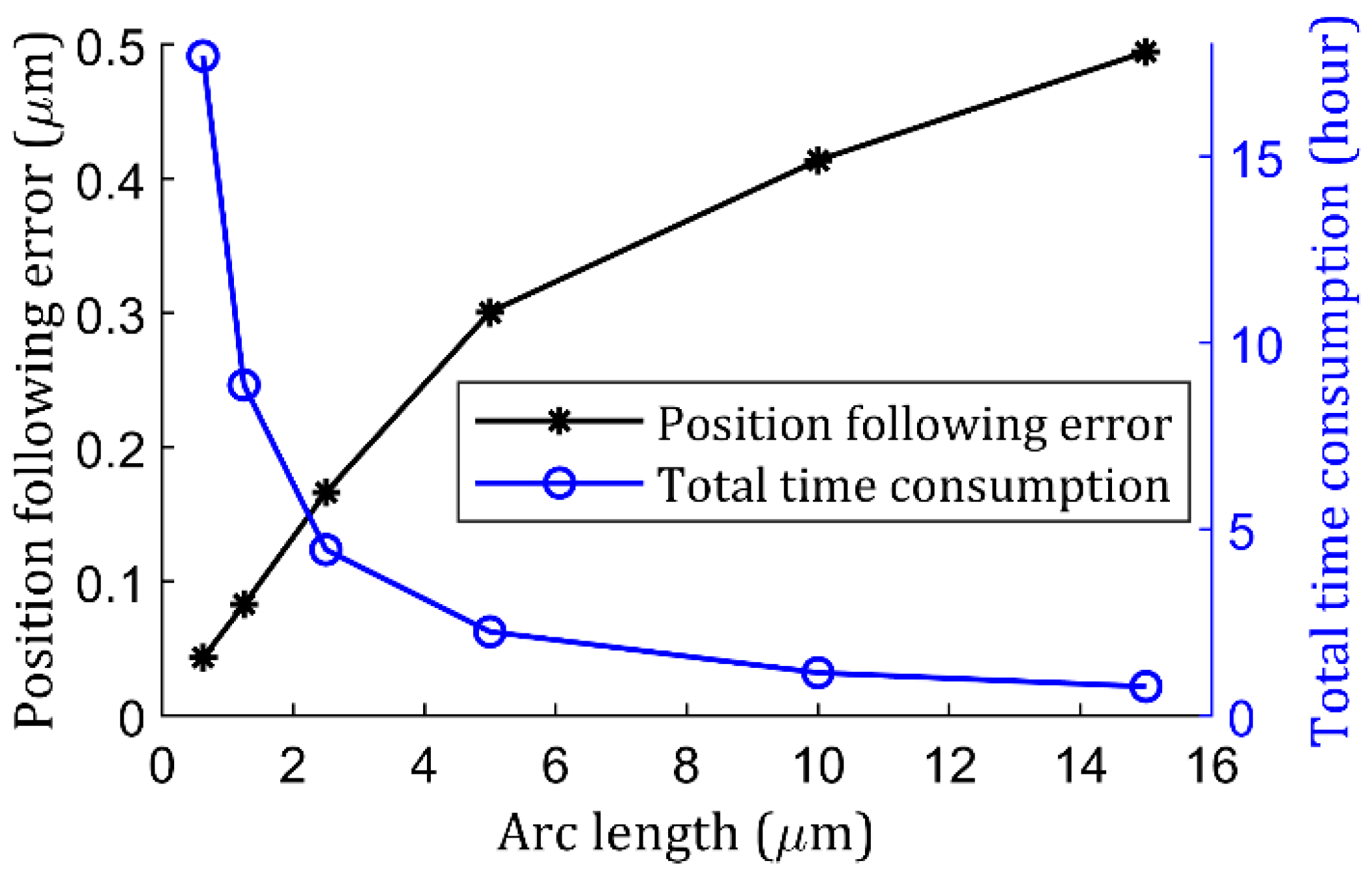
2.2.2. Position Following Error Verse Arc Length
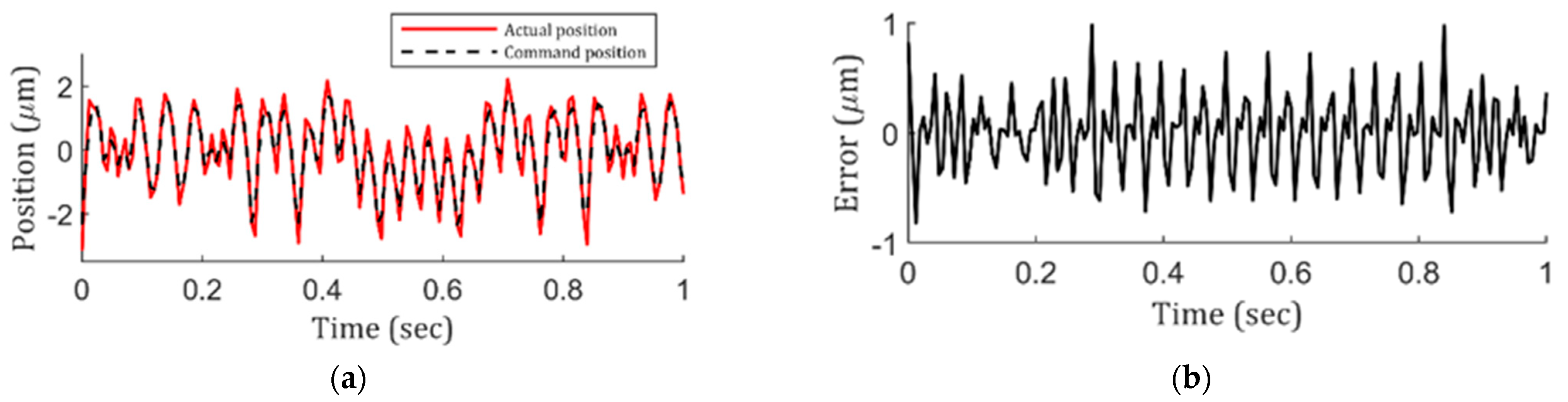
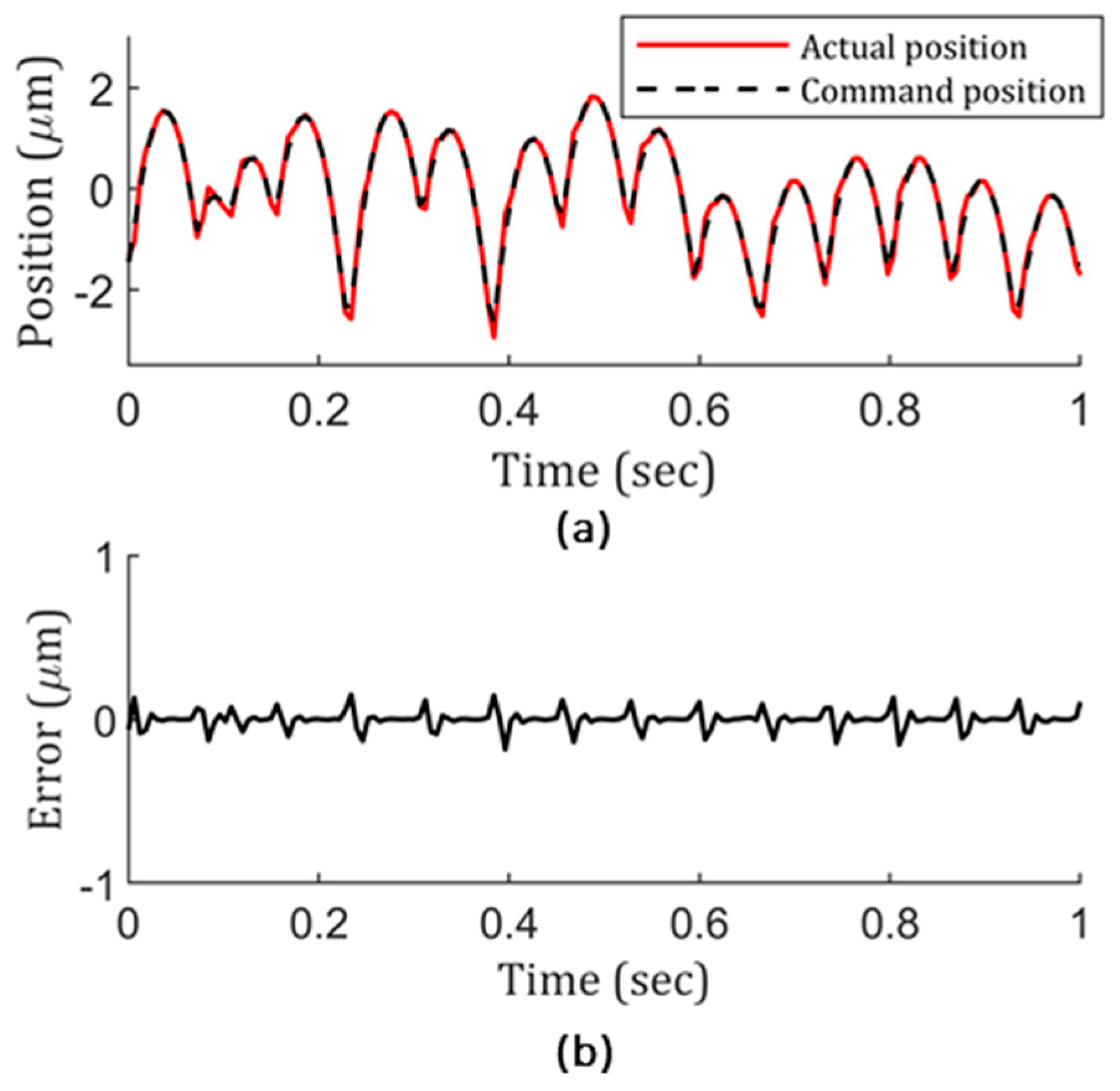
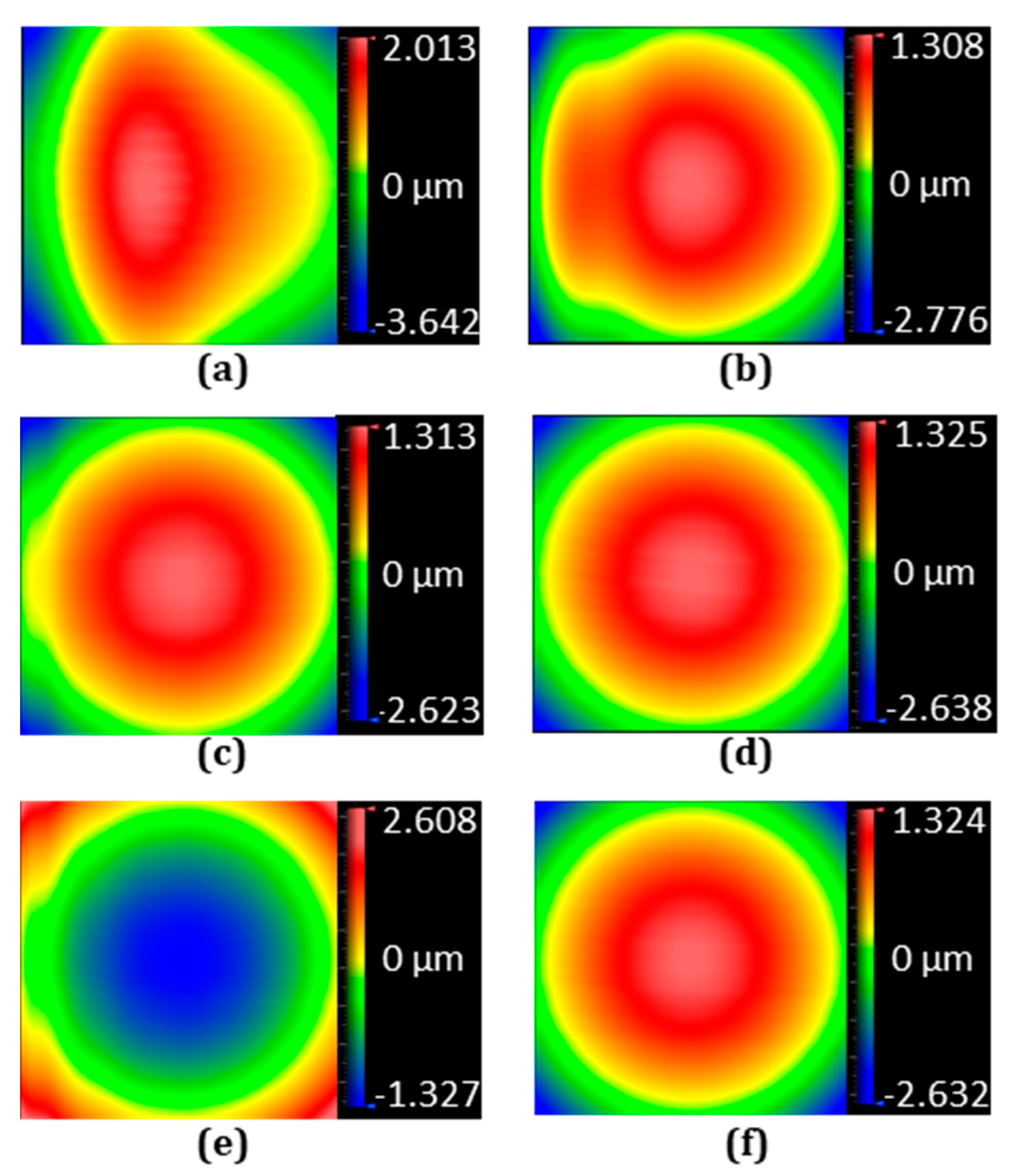
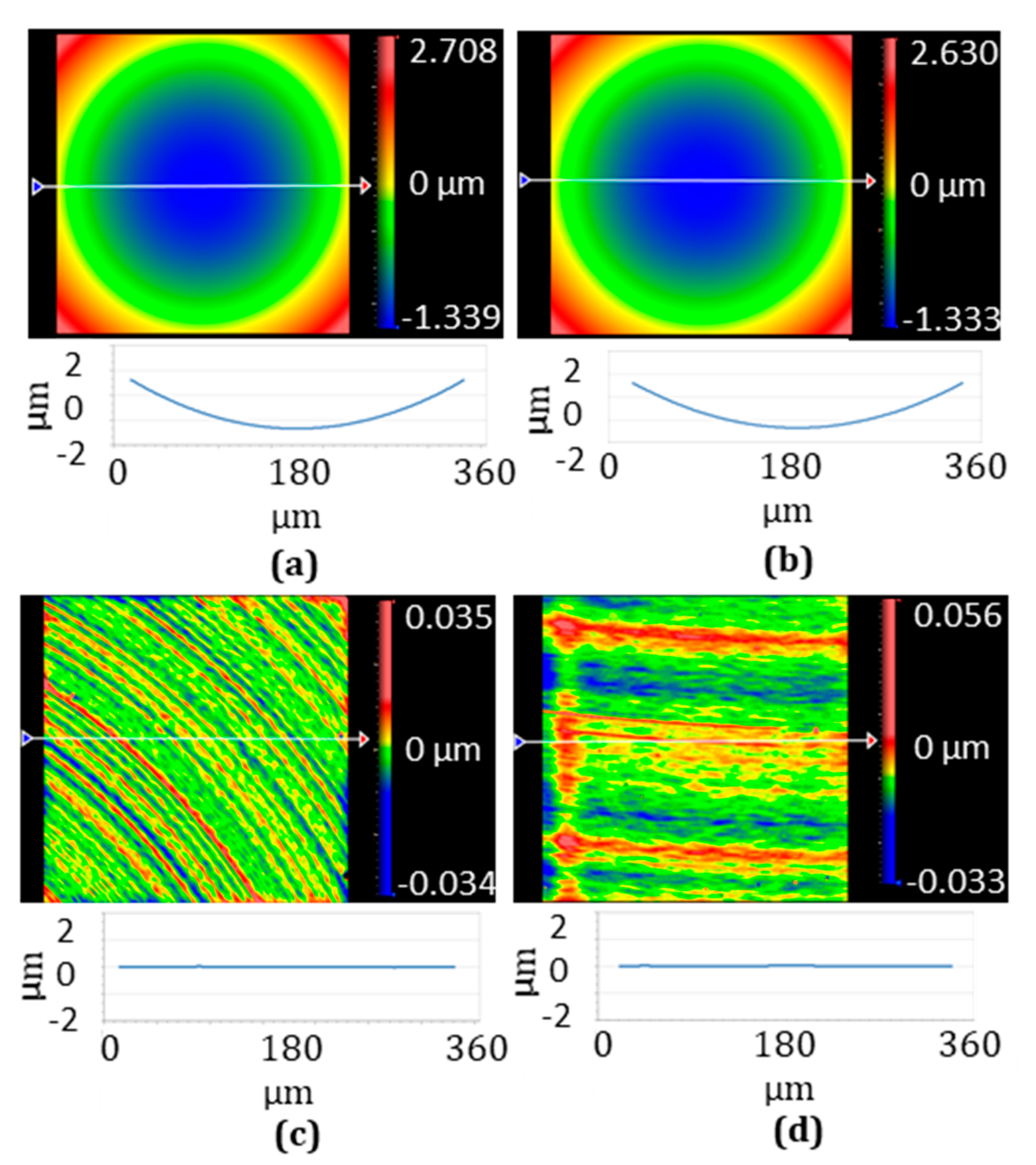
2.3. Fabrication Results Validation
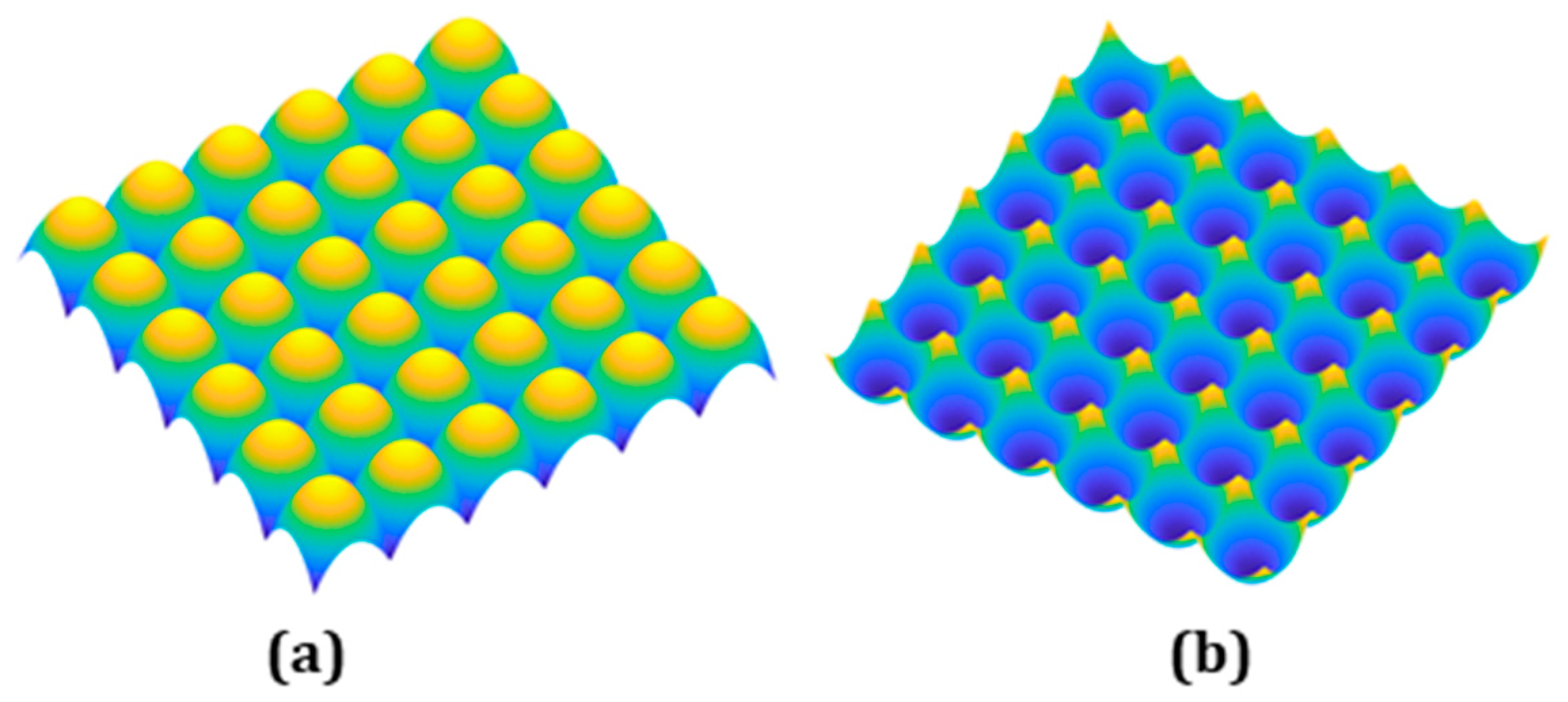
3. Zonal Machining Strategy for Concave Lenslet Array
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deng, X.; Liang, X.; Chen, Z.; Yu, W.; Ma, R. Uniform illumination of large targets using a lens array. Appl. Opt. 1986, 25, 377–381. [Google Scholar] [CrossRef] [PubMed]
- Platt, B.C.; Shack, R. History and principles of Shack-Hartmann wavefront sensing. J. Refract. Surg. 2001, 17, S573–S577. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.H.; Chang, S.; Kim, M.S.; Kim, Y.J.; Kim, H.M.; Song, Y.M. High-identical numerical aperture, multifocal microlens array through single-step multi-sized hole patterning photolithography. Micromachines 2020, 11, 1068. [Google Scholar] [CrossRef] [PubMed]
- Sohn, I.B.; Choi, H.K.; Noh, Y.C.; Kim, J.; Ahsan, M.S. Laser assisted fabrication of micro-lens array and characterization of their beam shaping property. Appl. Surf. Sci. 2019, 479, 375–385. [Google Scholar] [CrossRef]
- Liu, M.; Fan, Q.; Yu, L.; Xu, T. Polarization-independent infrared micro-lens array based on all-silicon metasurfaces. Opt. Express 2019, 27, 10738–10744. [Google Scholar] [CrossRef]
- Tohme, Y.; Lowe, J. Machining of Freeform Optical Surfaces by Slow Slide Servo Method. In Proceedings of the American Society for Precision Engineering(ASPE) Annual Meeting, Portland, Oregon, 26–31 October 2003; pp. 1283–1285. [Google Scholar]
- Scheiding, S.; Yi, A.Y.; Gebhardt, A.; Li, L.; Risse, S.; Eberhardt, R.; Tünnermann, A. Freeform manufacturing of a microoptical lens array on a steep curved substrate by use of a voice coil fast tool servo. Opt. Express 2011, 19, 23938. [Google Scholar] [CrossRef] [PubMed]
- Donaldson, R.R.; Patterson, S.R. Design and Construction Of A Large, Vertical Axis Diamond Turning Machine. Proc. SPIE 1983, 433, 62–68. [Google Scholar]
- Moriwaki, T.; Horiuchi, A.; Okuda, K. Effect of Cutting Heat on Machining Accuracy in Ultra-Precision Diamond Turning. CIRP Ann. 1990, 39, 81–84. [Google Scholar] [CrossRef]
- Ueda, T.; Sato, M.; Nakayama, K. The Temperature of a Single Crystal Diamond Tool in Turning. CIRP Ann. 1998, 47, 41–44. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Reuben, R.L.; Pen, H. Influence of temperature and crystal orientation on tool wear during single point diamond turning of silicon. Wear 2012, 284–285, 65–72. [Google Scholar] [CrossRef]
- Takasu, S.; Masuda, M.; Nishiguchi, T.; Kobayashi, A. Influence of Study Vibration with Small Amplitude Upon Surface Roughness in Diamond Machining. CIRP Ann. 1985, 34, 463–467. [Google Scholar] [CrossRef]
- Huang, C.-Y.; Liang, R. Modeling of surface topography in single-point diamond turning machine. Appl. Opt. 2015, 54, 6979. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.-Y.; Liang, R. Modeling of surface topography on diamond- turned spherical and freeform surfaces. Appl. Opt. 2017, 56, 4466. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.; Tamaki, J.I.; Syoji, K.; Kuriyagawa, T. Single-point diamond turning of CaF2 for nanometric surface. Int. J. Adv. Manuf Technol. 2004, 24, 640–646. [Google Scholar] [CrossRef]
- Noll, R.J. Effect of Mid- and High-Spatial Frequencies on Optical Performance. Opt. Eng. 1979, 18, 137–142. [Google Scholar] [CrossRef]
- Li, L.; Collins, S.A.; Yi, A.Y. Optical Effects of Surface Finish by Ultraprecision Single Point Diamond Machining. J. Manuf. Sci. Eng. 2010, 132, 021002. [Google Scholar] [CrossRef]
- Yu, D.P.; Hong, G.S.; Wong, Y.S. Profile error compensation in fast tool servo diamond turning of micro-structured surfaces. Int. J. Mach. Tools Manuf. 2012, 52, 13–23. [Google Scholar] [CrossRef]
- Zhang, X.D.; Fang, F.; Wang, H.B.; Wei, G.S.; Hu, X.T. Ultra-precision machining of sinusoidal surfaces using the cylindrical coordinate method. J. Micromech. Microeng. 2009, 19, 054004. [Google Scholar] [CrossRef]
- Yu, D.P.; Gan, S.W.; Wong, Y.S.; Hong, G.S.; Rahman, M.; Yao, J. Optimized tool path generation for fast tool servo diamond turning of micro-structured surfaces. Int. J. Adv. Manuf. Technol. 2012, 63, 1137–1152. [Google Scholar] [CrossRef]
- Yi, A.Y.; Li, L. Design and fabrication of a microlens array by use of a slow tool servo. Opt. Lett. 2005, 30, 1707. [Google Scholar] [CrossRef]
- Chen, C.-C.A.; Chen, C.-M.; Chen, J.-R. Toolpath generation for diamond shaping of aspheric lens array. J. Mater. Process. Technol. 2007, 192–193, 194–199. [Google Scholar] [CrossRef]
- Naples, N.J.; Yi, A.Y. Toolpath Generation: Freeform Surface Blending and Extrapolation. Ph.D. Thesis, Ohio State University, Columbus, OH, USA, 2018. [Google Scholar]
- Mukaida, M.; Yan, J. Ductile machining of single-crystal silicon for microlens arrays by ultraprecision diamond turning using a slow tool servo. Int. J. Mach. Tools Manuf. 2017, 115, 2–14. [Google Scholar] [CrossRef]
- Liu, C.; Xue, C.; Zhang, Q.; Liu, X.; Zhou, P. Optimization method of tool path generation considering the edge of lenslets for a microlens array in FTS diamond turning. Appl. Opt. 2019, 58, 6713. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Wang, T.; Chen, S.; Hu, X.; Feng, H.; Chen, H. Diamond turning of gap-masked lens array on curved substrate. In AOPC 2020: Optics Ultra Precision Manufacturing and Testing; Zhang, D., Kong, L., Luo, X., Eds.; SPIE: Beijing, China, 2020; p. 27. [Google Scholar]
- Mishra, V.; Kumar, N.; Sharma, R.; Garg, H.; Karara, V. Development of Aspheric Lenslet Array by Slow Tool Servo Machining. Mater. Today Proc. 2020, 24, 1602–1607. [Google Scholar] [CrossRef]
- Neo, D.W.K.; Kumar, A.S.; Rahman, M. A novel surface analytical model for cutting linearization error in fast tool/slow slide servo diamond turning. Precis. Eng. 2014, 38, 849–860. [Google Scholar] [CrossRef]
- Huang, P.; Wu, X.; To, S.; Zhu, L.; Zhu, Z. Deterioration of form accuracy induced by servo dynamics errors and real-time compensation for slow tool servo diamond turning of complex-shaped optics. Int. J. Mach. Tools Manuf. 2020, 154, 103556. [Google Scholar] [CrossRef]
- Beaudet, P.; Rakuff, S. Thermally induced errors in diamond turning of optical structured surfaces. Opt. Eng. 2007, 46, 103401. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Riemer, O.; Osmer, J. Tool path generation for ultra-precision machining of free-form surfaces. Prod. Eng. Res. Dev. 2008, 2, 241–246. [Google Scholar] [CrossRef]
- Brecher, C.; Lange, S.; Merz, M.; Niehaus, F.; Wenzel, C.; Winterschladen, M.; Weck, M. NURBS Based Ultra-Precision Free-Form Machining. CIRP Ann. 2006, 55, 547–550. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, W.; Seigo, M.; Xiao, H.; Wang, D.; Liang, R. Experimental Studies on Fabricating Lenslet Array with Slow Tool Servo. Micromachines 2022, 13, 1564. https://doi.org/10.3390/mi13101564
Kang W, Seigo M, Xiao H, Wang D, Liang R. Experimental Studies on Fabricating Lenslet Array with Slow Tool Servo. Micromachines. 2022; 13(10):1564. https://doi.org/10.3390/mi13101564
Chicago/Turabian StyleKang, Wenjun, Masafumi Seigo, Huapan Xiao, Daodang Wang, and Rongguang Liang. 2022. "Experimental Studies on Fabricating Lenslet Array with Slow Tool Servo" Micromachines 13, no. 10: 1564. https://doi.org/10.3390/mi13101564