
Investigation on Bidirectional Pulse Electrochemical Micromachining of Micro Dimples

Abstract
:1. Introduction
2. Description of the Method and Numerical Simulation
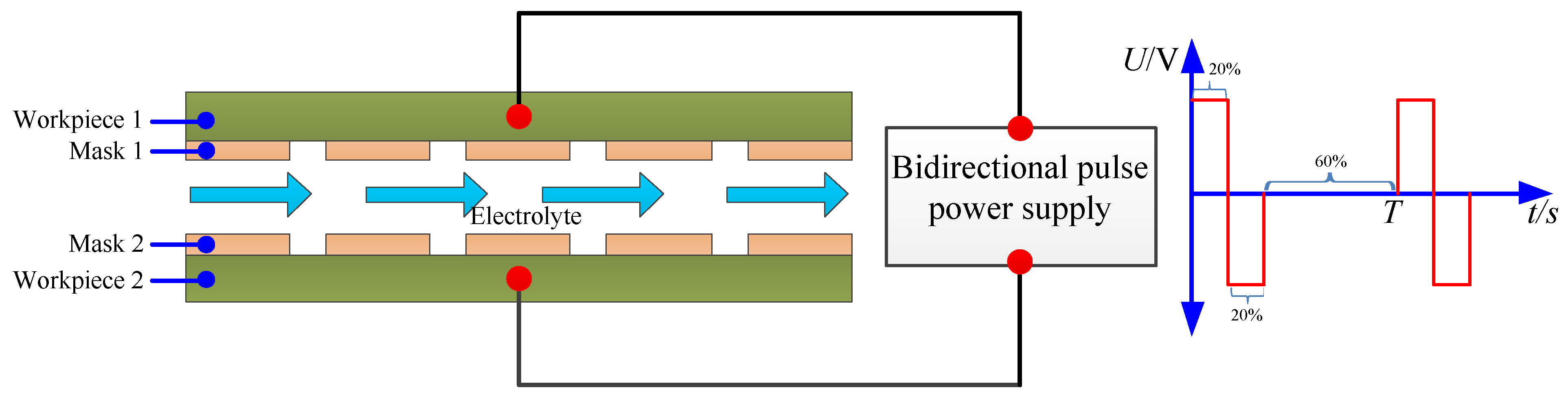
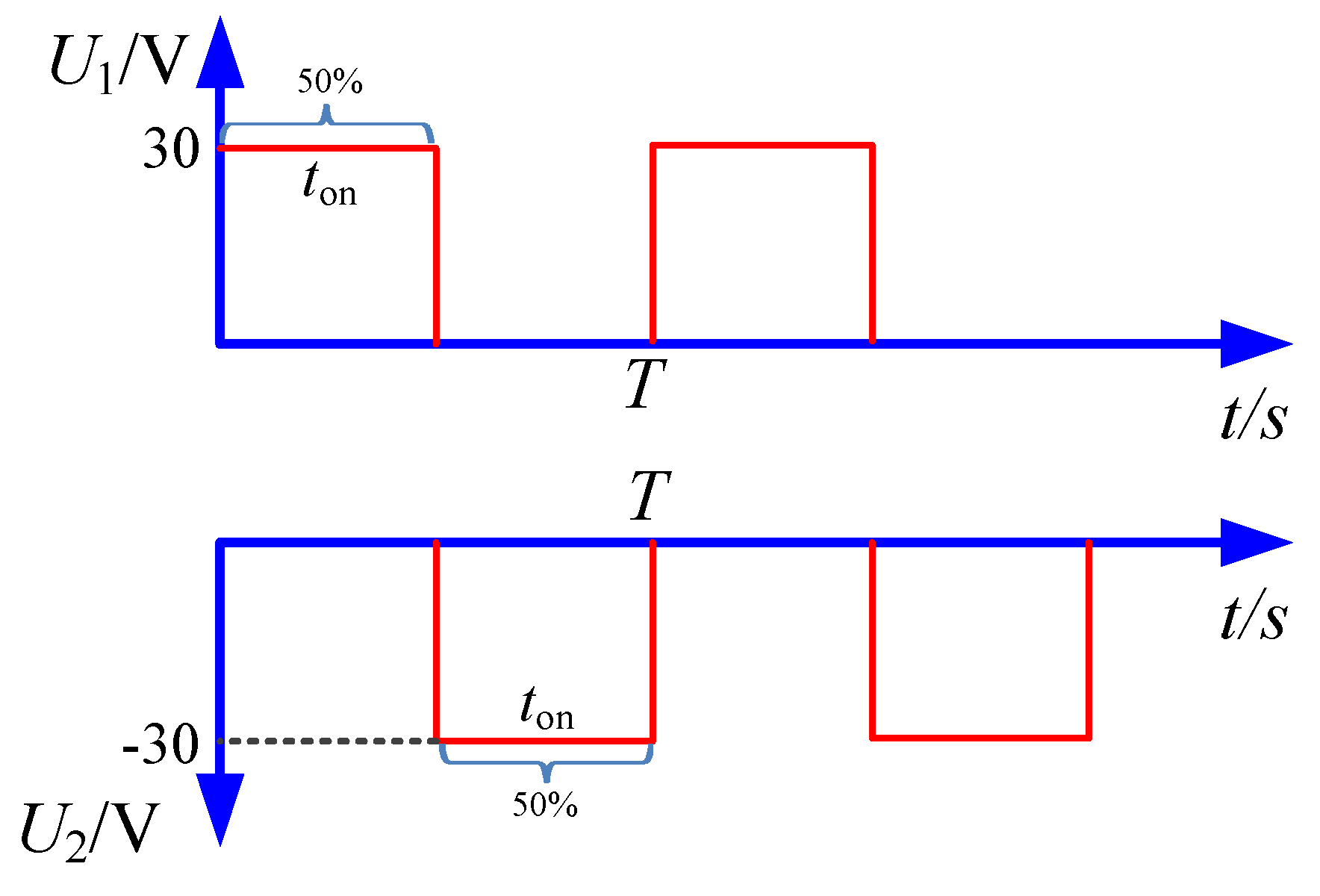
2.1. Description of the Method
2.2. Numerical Simulation
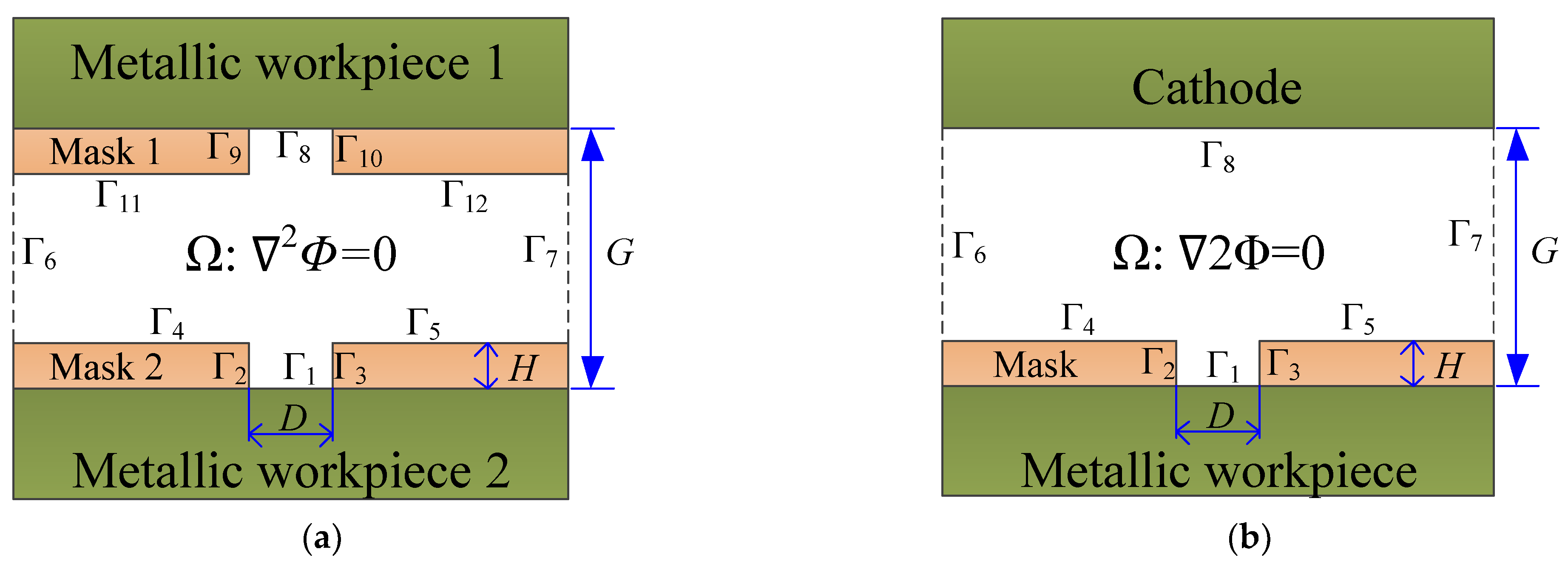
2.2.1. Model Building
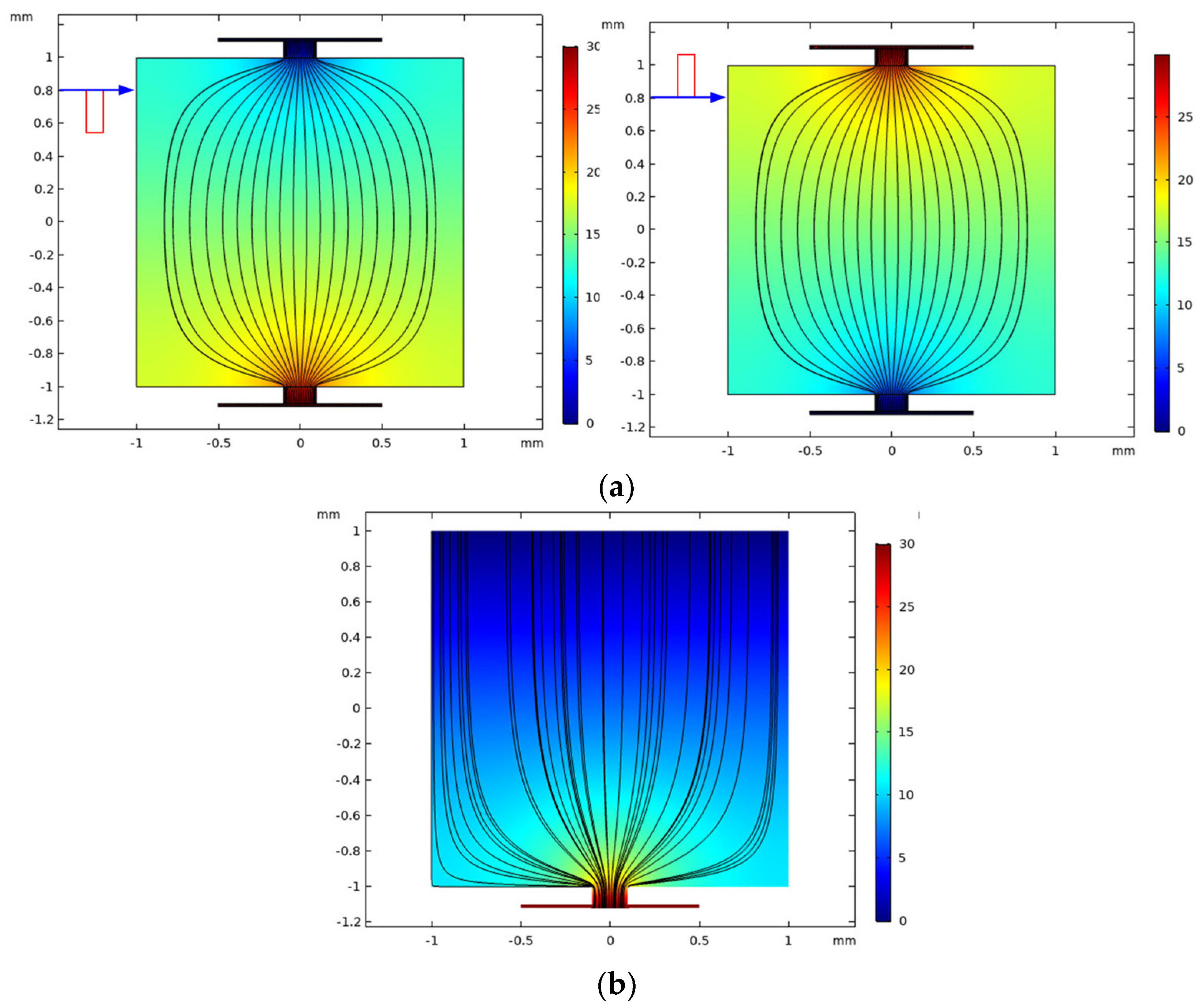
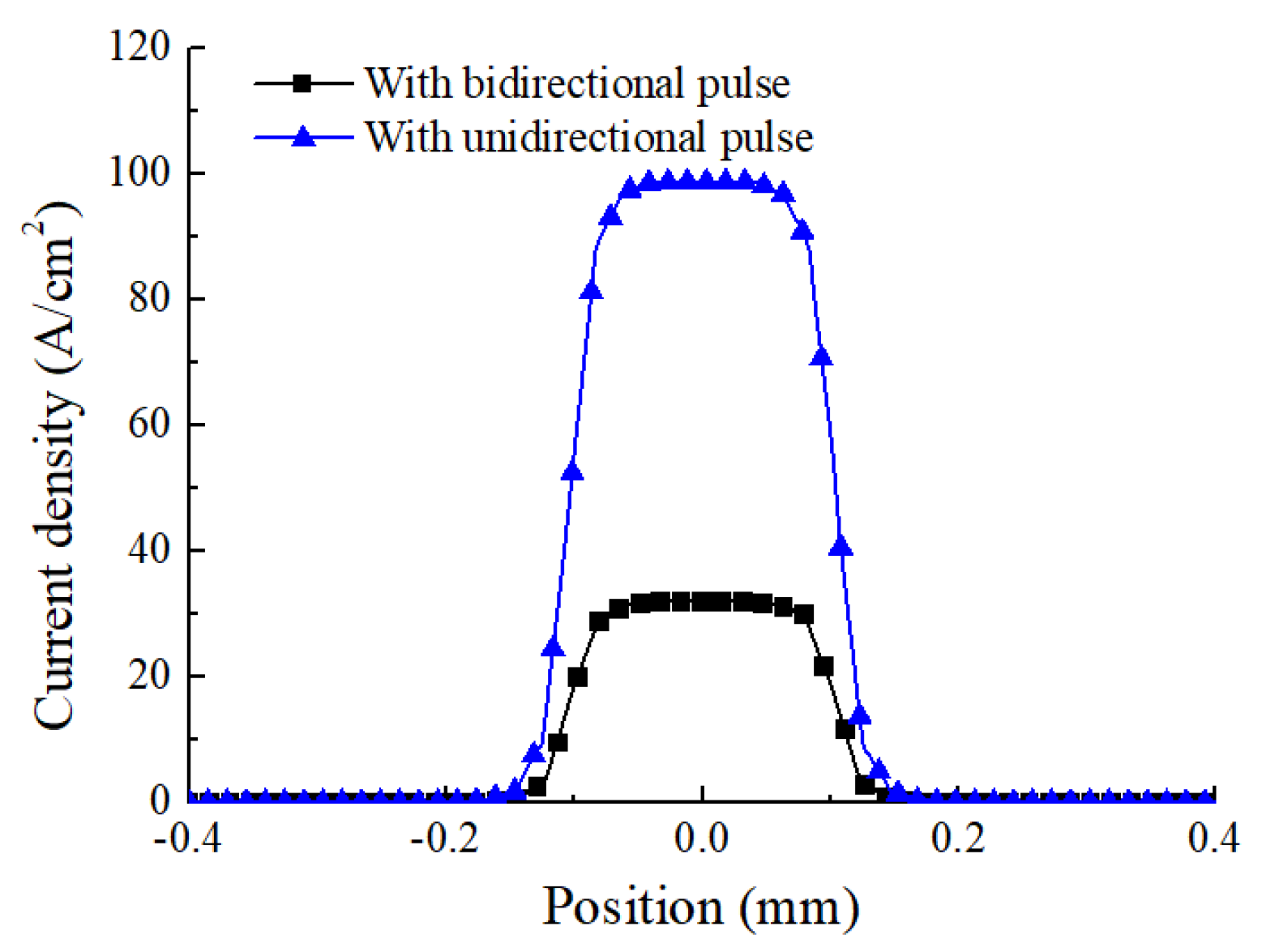
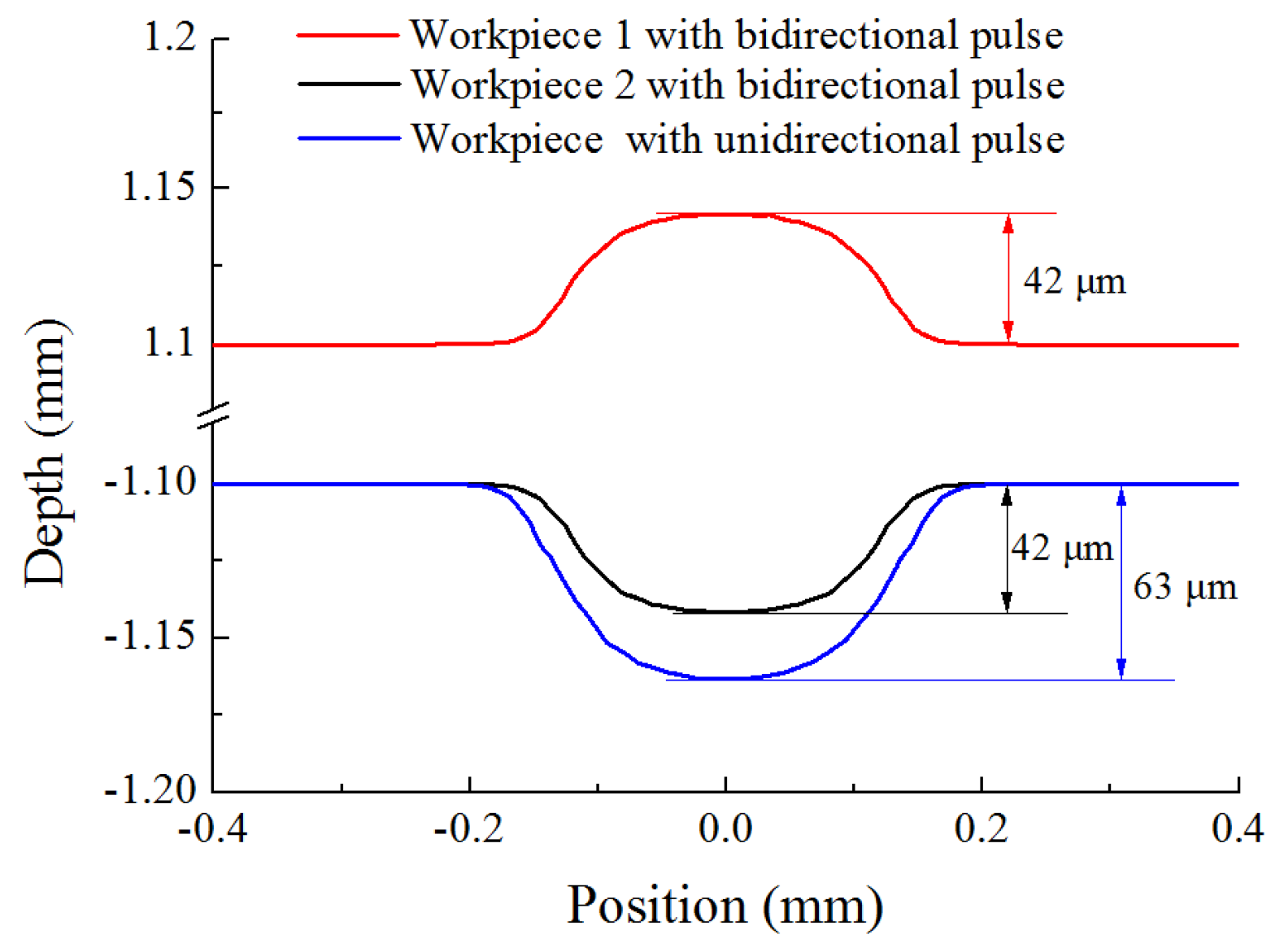
2.2.2. Simulation Results
3. Experimental
4. Results and Discussion
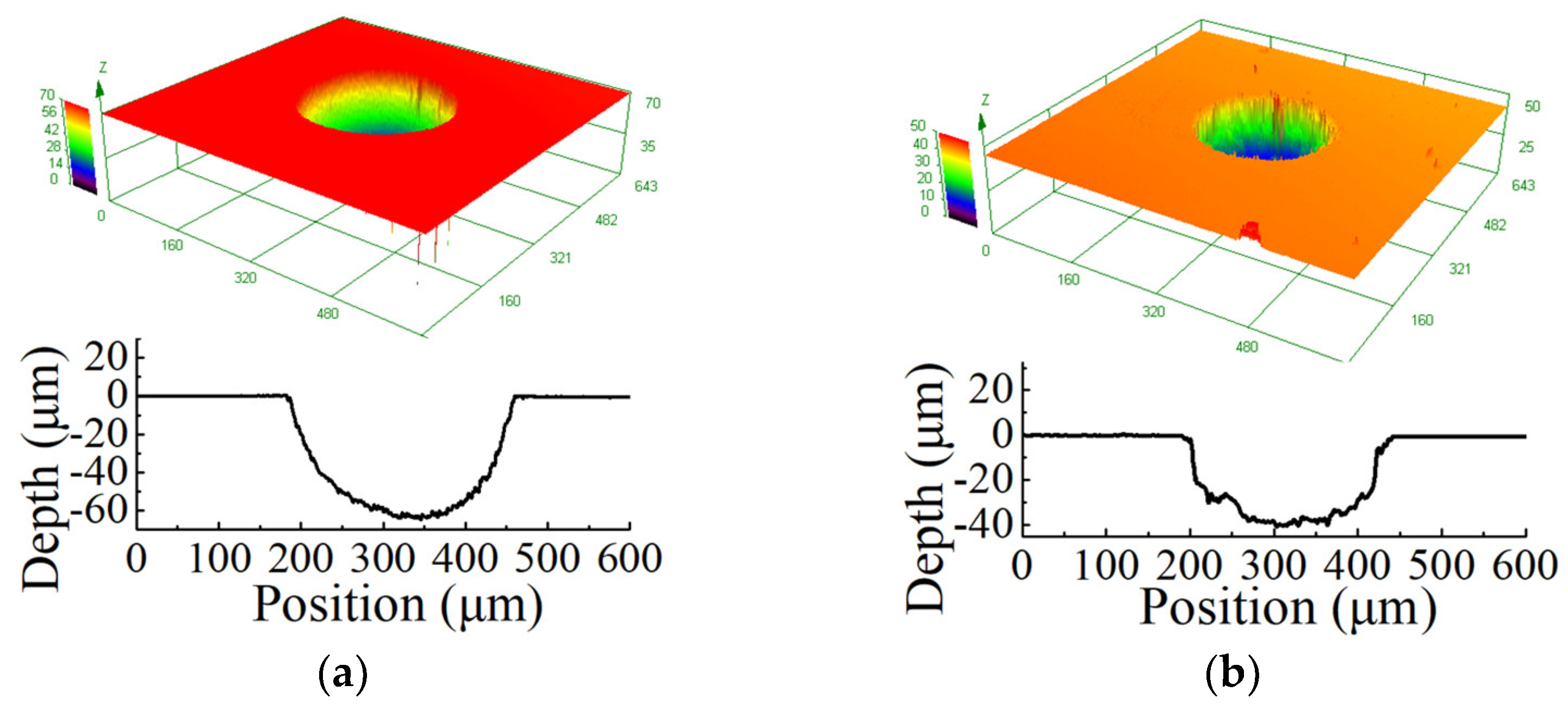
4.1. The Comparison of Micro Dimple Generated with Different Modes
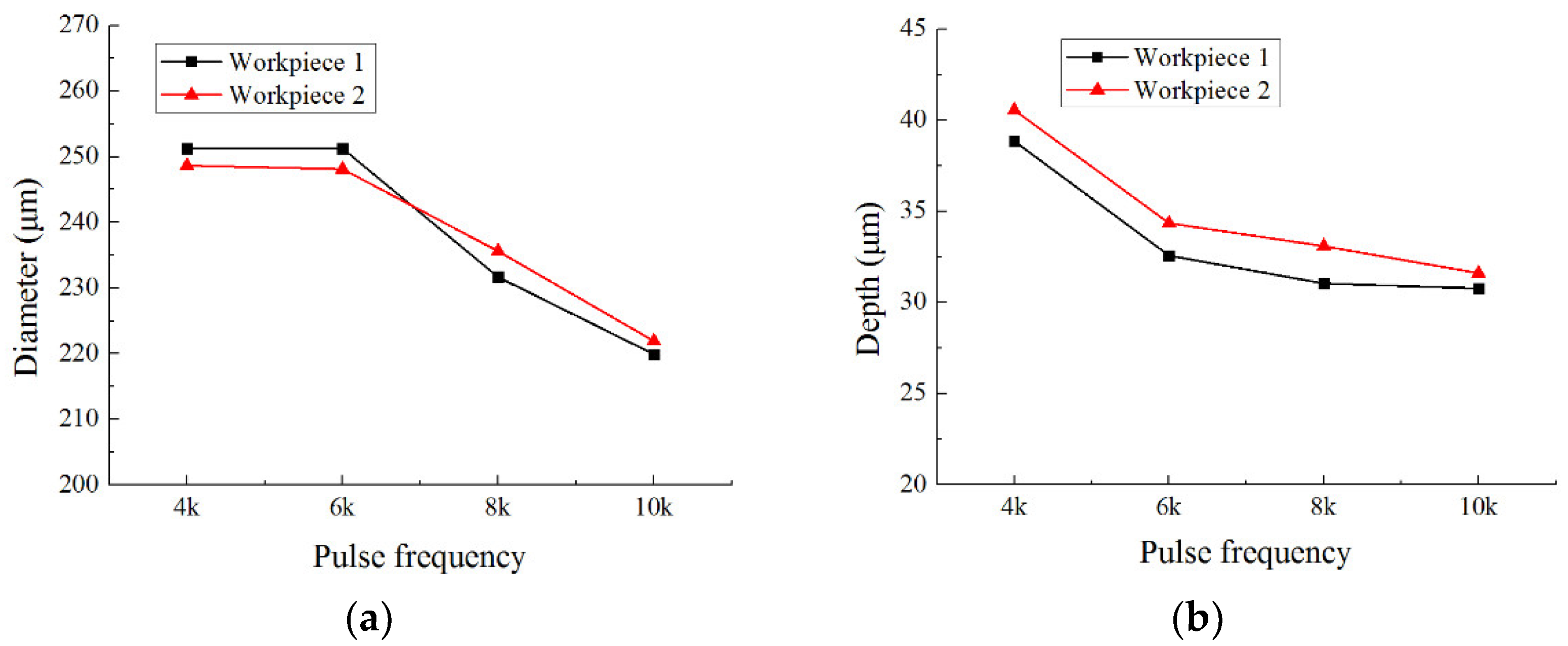
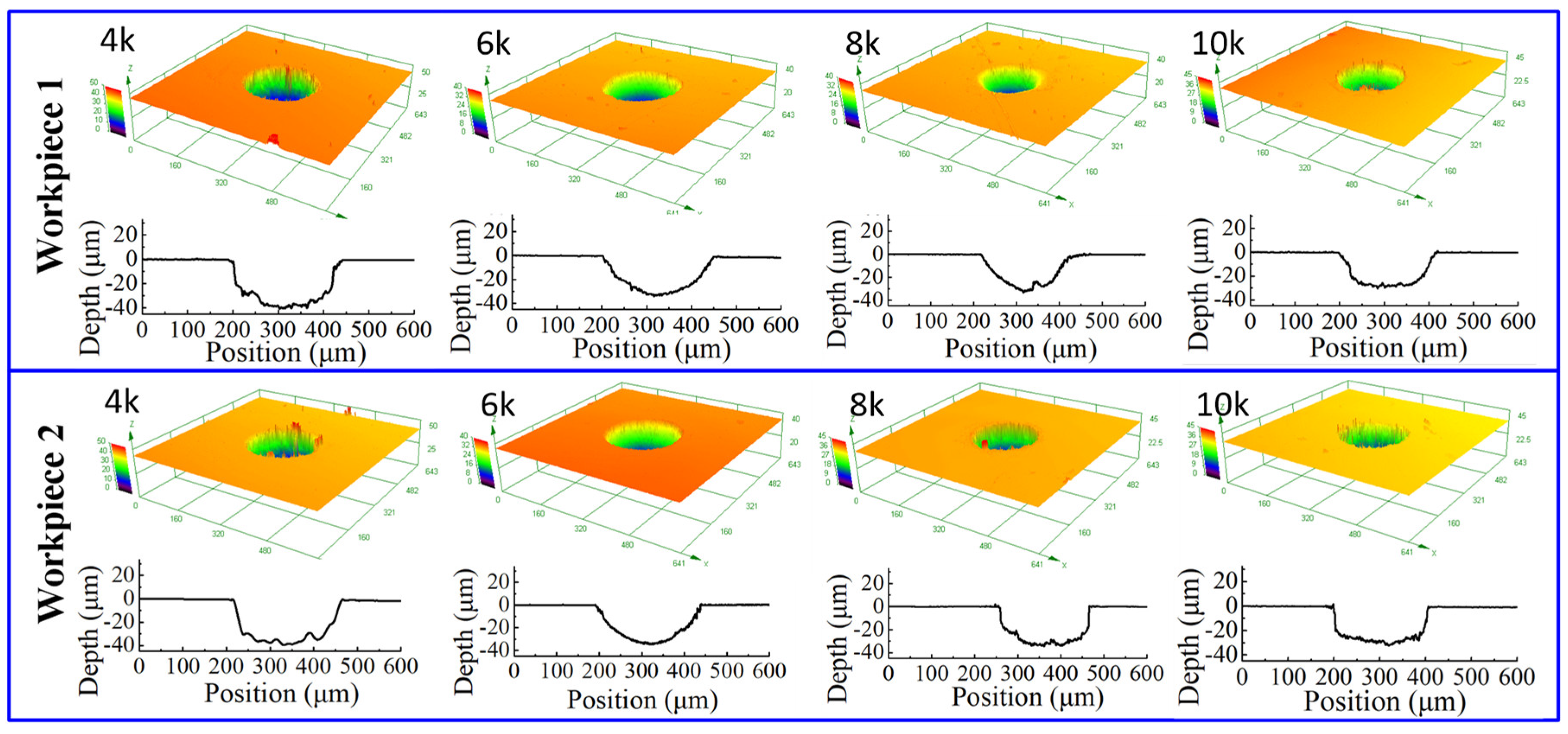
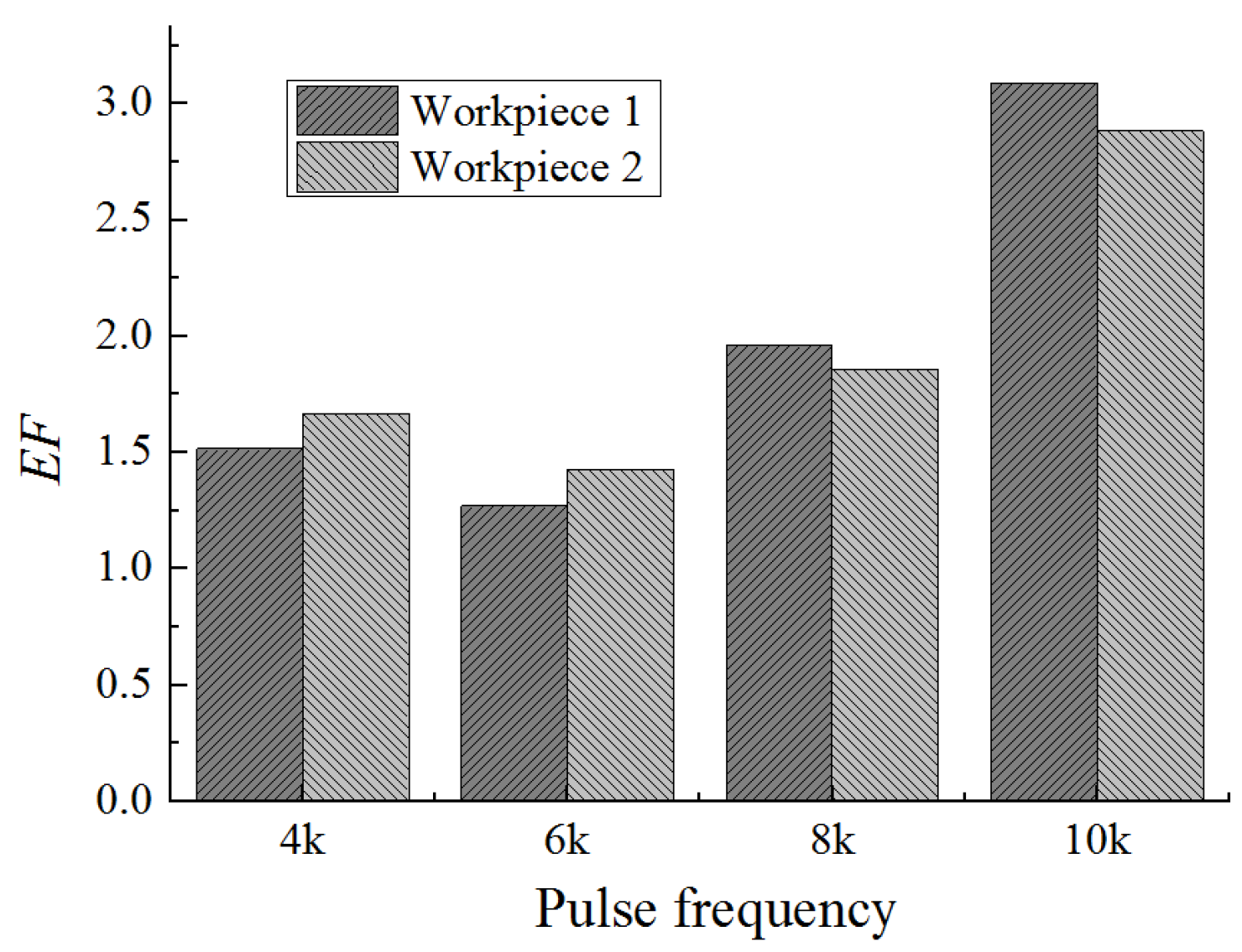
4.2. The Effect of Pulse Frequency on the Generation of Micro Dimple
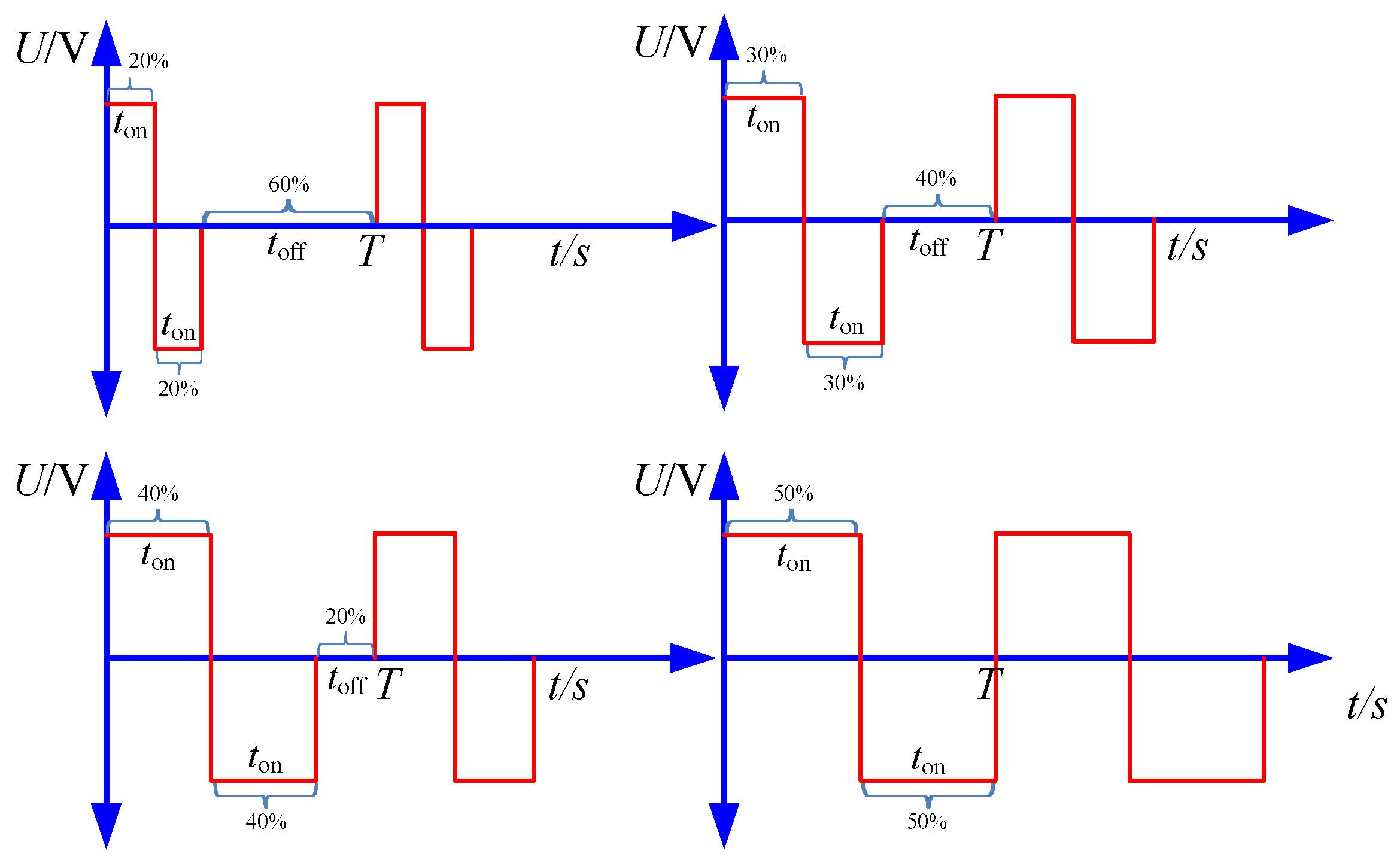
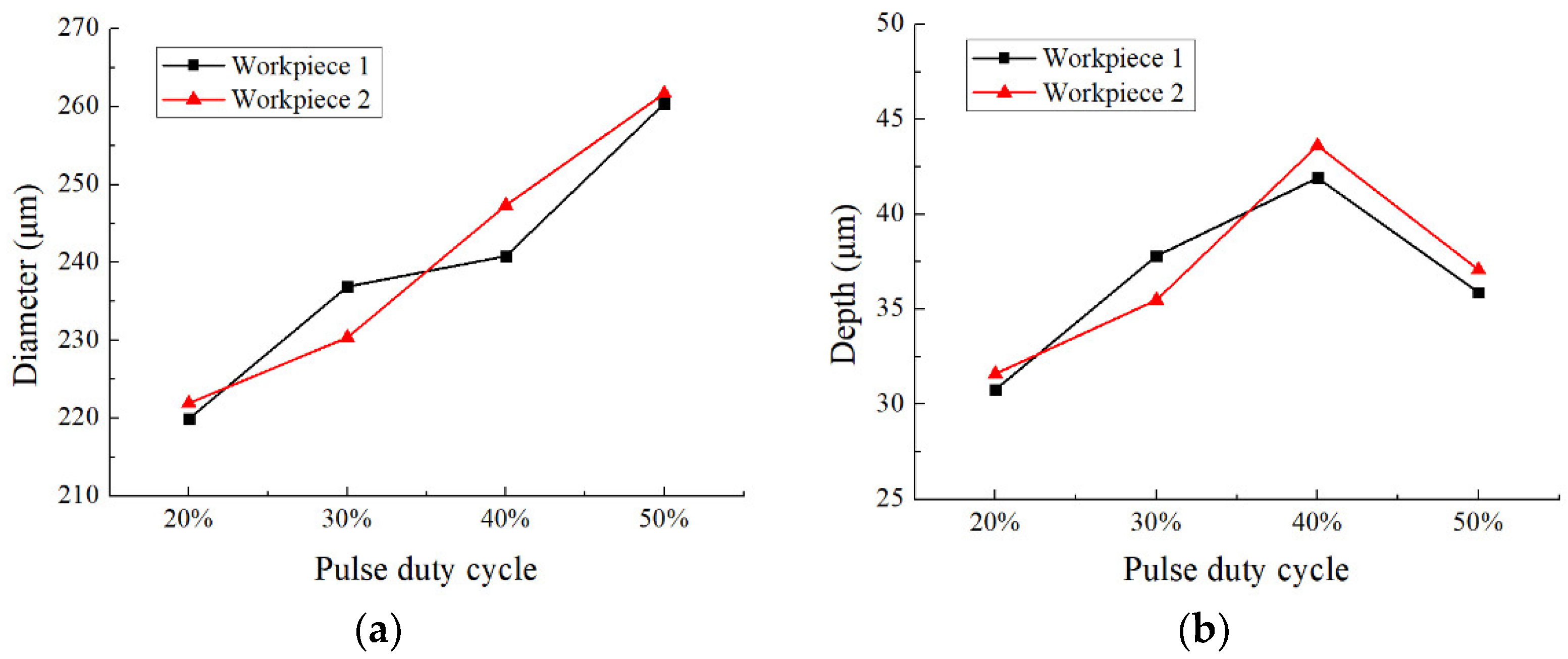
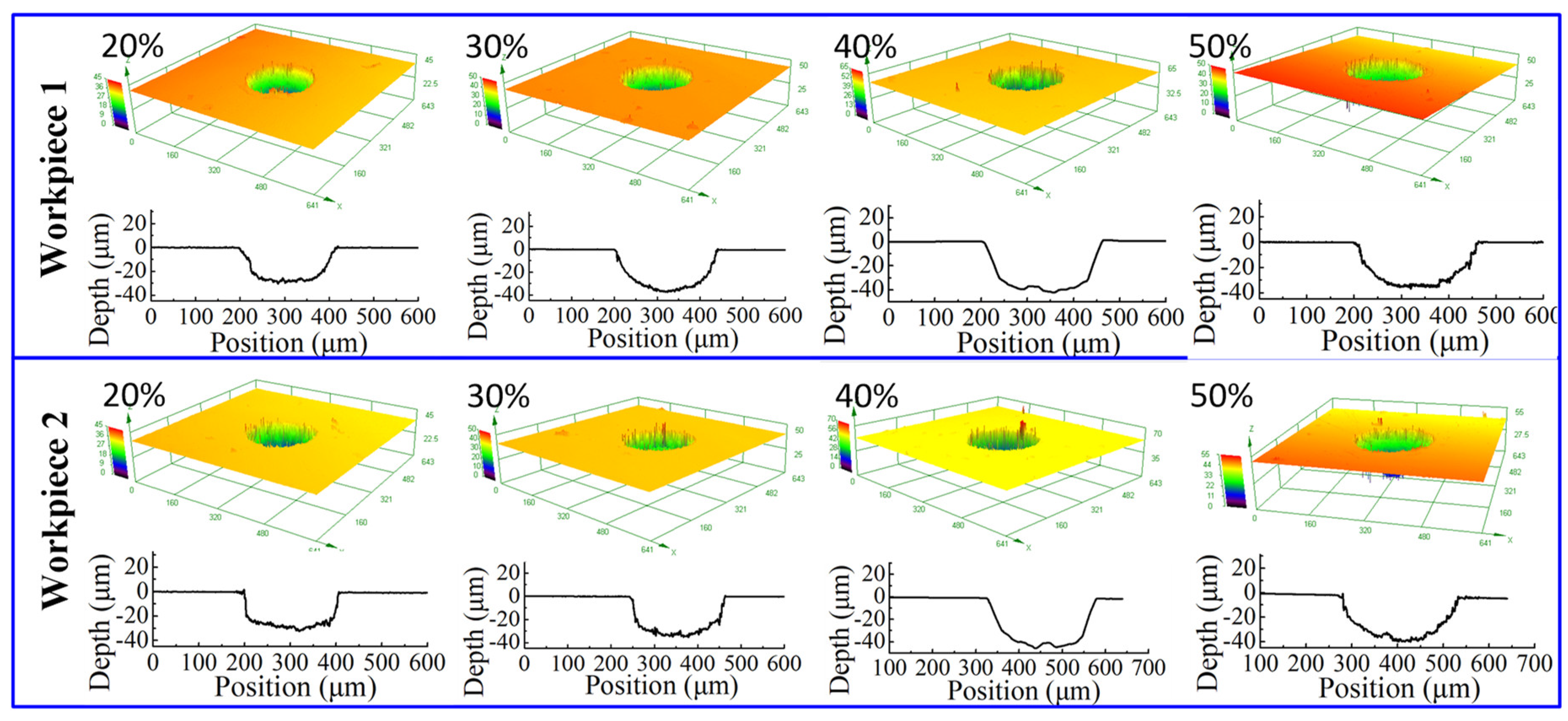
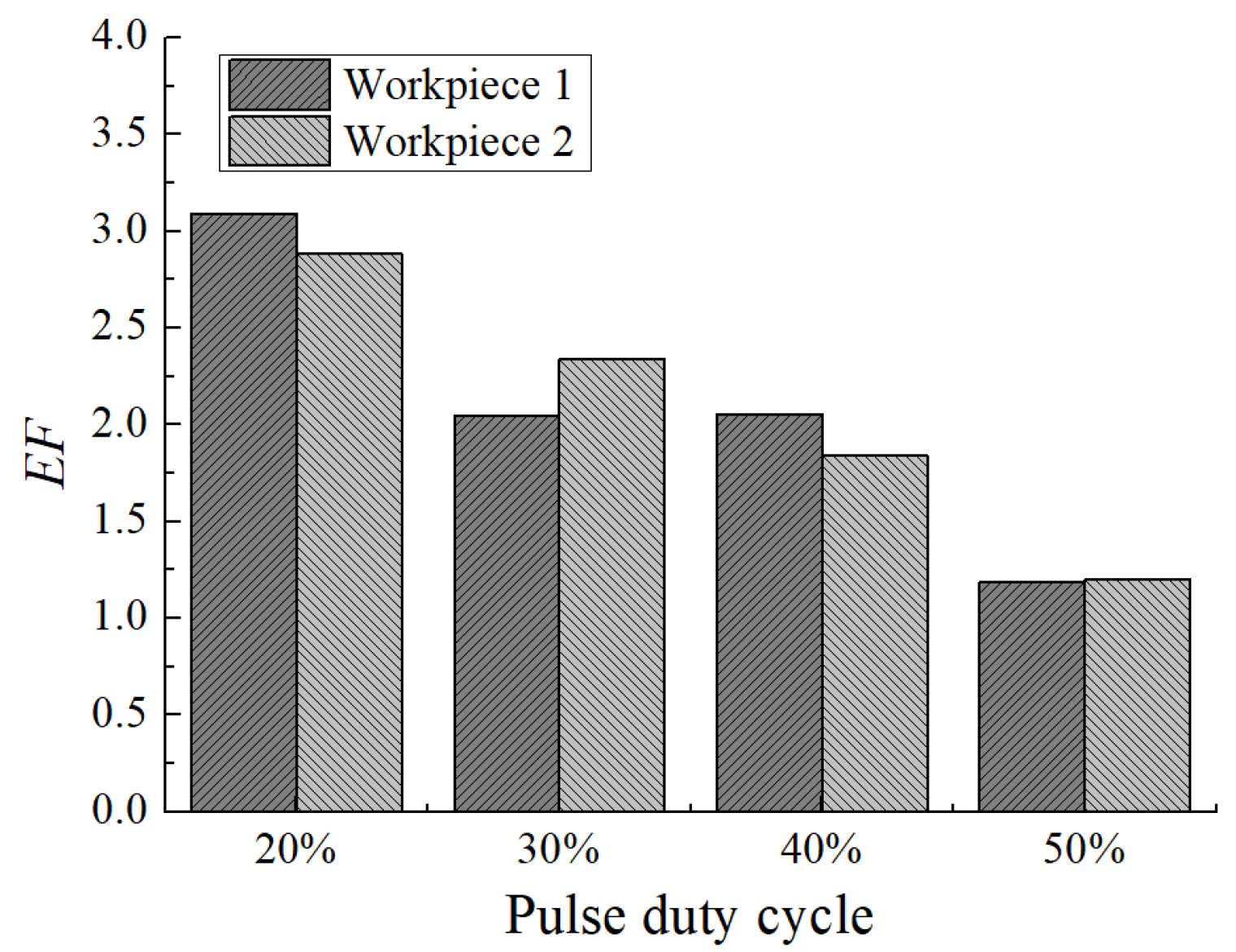
4.3. The Effect of Pulse Duty Cycle on the Generation of Micro Dimple
5. Conclusions
- The simulation result indicated that, with a bidirectional pulse mode, micro dimples with the same profile can be prepared on two workpieces at one time. Additionally, the dimension of micro dimple was smaller than that with unidirectional pulse mode.
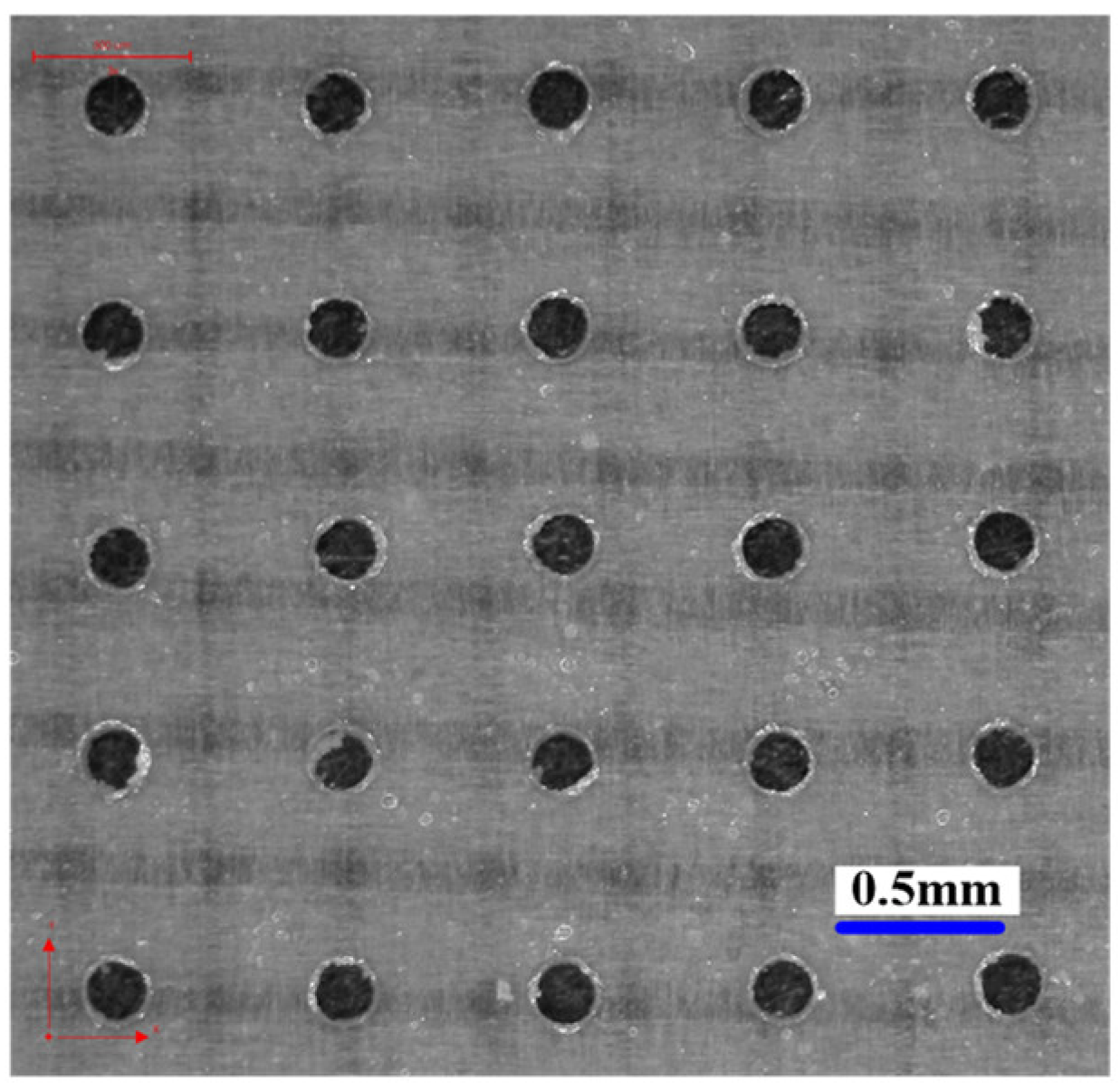
- The experimental results agreed well with the simulation result. There was a dimensional difference of 20 μm between the two machining modes, but the machining localization has no change.
- With a bidirectional pulse mode, the pulse frequency played an important role on the preparation of micro dimple. With the pulse frequency of 10 kHz, the undercut in diameter of micro dimple was reduced, and machining localization was significantly improved.
- With the pulse duty cycle increased, the dimension of micro dimple was enlarged, but the machining localization was reduced. A pulse duty cycle of 20% was suitable for the fabrication of micro dimple with high machining localization.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bruzzone, A.A.G.; Costa, H.L.; Lonardo, P.M.; Lucca, D.A. Advances in engineered surfaces for functional performance. CIRP Ann. Manuf. Technol. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Yan, D.S.; Qu, N.S.; Li, H.S.; Wang, X.L. Significance of Dimple Parameters on the Friction of Sliding Surfaces Investigated by Orthogonal Experiments. Tribol. Trans. 2010, 53, 703–712. [Google Scholar] [CrossRef]
- Syahputra, H.P.; Ko, T.J. Application of image processing to micro-milling process for surface texturing. Int. J. Precis. Eng. Manuf. 2013, 14, 1507–1512. [Google Scholar] [CrossRef]
- Koshy, P.; Tovey, J. Performance of electrical discharge textured cutting tools. CIRP Ann. Manuf. Technol. 2011, 60, 153–156. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B.; Lecis, N. Development of laser dimpling strategies on TiN coatings for tribological applications with a highly energetic Q-switched fibre laser. Opt. Laser Technol. 2013, 54, 53–61. [Google Scholar] [CrossRef]
- Chen, X.L.; Dong, B.Y.; Zhang, C.Y.; Luo, H.P.; Guo, Z.N. Electrochemical direct-writing machining of micro-channel array. J. Mater. Process. Technol. 2018, 265, 138–149. [Google Scholar] [CrossRef]
- Chen, X.L.; Zhu, J.J.; Xu, Z.Z.; Su, G.K. Modeling and experimental research on the evolution process of micro through-slit array generated with masked jet electrochemical machining. J. Mater. Process. Tech. 2021, 298, 117304. [Google Scholar] [CrossRef]
- Madore, C.; Landolt, D. Electrochemical micromachining of controlled topographies on titanium for biological applications. J. Micromech. Microeng. 1997, 7, 270–275. [Google Scholar] [CrossRef]
- Hao, X.Q.; Wang, L.; Wang, Q.D.; Guo, F.L.; Tang, Y.P.; Ding, Y.C.; Lu, B.H. Surface micro-texturing of metallic cylindrical surface with proximityrolling-exposure lithography and electrochemical micromachining. Appl. Surf. Sci. 2011, 257, 8906–8911. [Google Scholar] [CrossRef]
- Zhu, D.; Qu, N.S.; Li, H.S.; Zeng, Y.B.; Li, D.L.; Qian, S.Q. Electrochemical micromachining of microstructures of micro hole and dimple array. CIRP Ann. Manuf. Technol. 2009, 58, 177–180. [Google Scholar] [CrossRef]
- Qu, N.S.; Chen, X.L.; Li, H.S.; Zhu, D. Fabrication of pdms micro through-holes for electrochemical micromachining. Int. J. Adv. Manuf. Technol. 2014, 72, 487–494. [Google Scholar] [CrossRef]
- Chen, X.L.; Qu, N.S.; Fang, X.L.; Zhu, D. Reduction of undercutting in electrochemical micro-machining of micro-dimple arrays by utilizing oxygen produced at the anode. Surf. Coat. Technol. 2015, 277, 44–51. [Google Scholar] [CrossRef]
- Chen, X.L.; Dong, B.Y.; Zhang, C.Y.; Wu, M.; Guo, Z.N. Jet electrochemical machining of micro dimples with conductive mask. J. Mater. Process. Tech. 2018, 257, 101–111. [Google Scholar] [CrossRef]
- Nouraei, S.; Roy, S. Electrochemical process for micropattern transfer without photolithography: A modeling analysis. J. Electrochem. Soc. 2008, 155, D97–D103. [Google Scholar] [CrossRef]
- Zhang, X.; Qu, N.; Chen, X. Sandwich-like electrochemical micromachining of micro-dimples. Surf. Coat. Technol. 2016, 302, 438–447. [Google Scholar] [CrossRef]
- Wang, D.; Zhu, Z.; Wang, N.; Zhu, D.; Wang, H. Investigation of the electrochemical dissolution behavior of inconel 718 and 304 stainless steel at low current density in nano3 solution. Electrochim. Acta 2015, 156, 301–307. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| κ, Electrolyte conductivity | 15 S/m |
| U, Applied voltage | 30 V |
| ω, Volumetric electrochemical equivalent | 0.035 mm3/(A·s) |
| η, Current efficiency | 1 |
| D, Diameter of the micro through-hole | 200 μm |
| H, Thickness of the mask | 0.1 mm |
| ton, real machining time | 10 s |
| T, Pulse cycle | 0.01 s |
| G, interelectrode gap | 2 mm |
| Parameters | Value |
|---|---|
| Electrolyte concentration | 12%(wt.%), NaNO3 |
| Electrolyte temperature | 25 ℃ |
| Electrolyte pressure | 0.5 MPa |
| Diameter of the micro through-hole | 200 μm |
| Center distance between micro through-holes | 700 μm |
| Thickness of the mask | 100 μm |
| Applied voltage | 30 V |
| Pulse frequency | 4 kHz, 6 kHz, 8 kHz, 10 kHz |
| Pulse duty cycle | 20%, 30%, 40%, 50% |
| Real machining time | 15 s |
| Material of workpiece | Stainless steel 304 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, Z.; Chen, X.; Xu, Z.; Ye, Z.; Li, G. Investigation on Bidirectional Pulse Electrochemical Micromachining of Micro Dimples. Micromachines 2021, 12, 1108. https://doi.org/10.3390/mi12091108
Gu Z, Chen X, Xu Z, Ye Z, Li G. Investigation on Bidirectional Pulse Electrochemical Micromachining of Micro Dimples. Micromachines. 2021; 12(9):1108. https://doi.org/10.3390/mi12091108
Chicago/Turabian StyleGu, Zhouzhi, Xiaolei Chen, Zhongzheng Xu, Zhisen Ye, and Guojun Li. 2021. "Investigation on Bidirectional Pulse Electrochemical Micromachining of Micro Dimples" Micromachines 12, no. 9: 1108. https://doi.org/10.3390/mi12091108