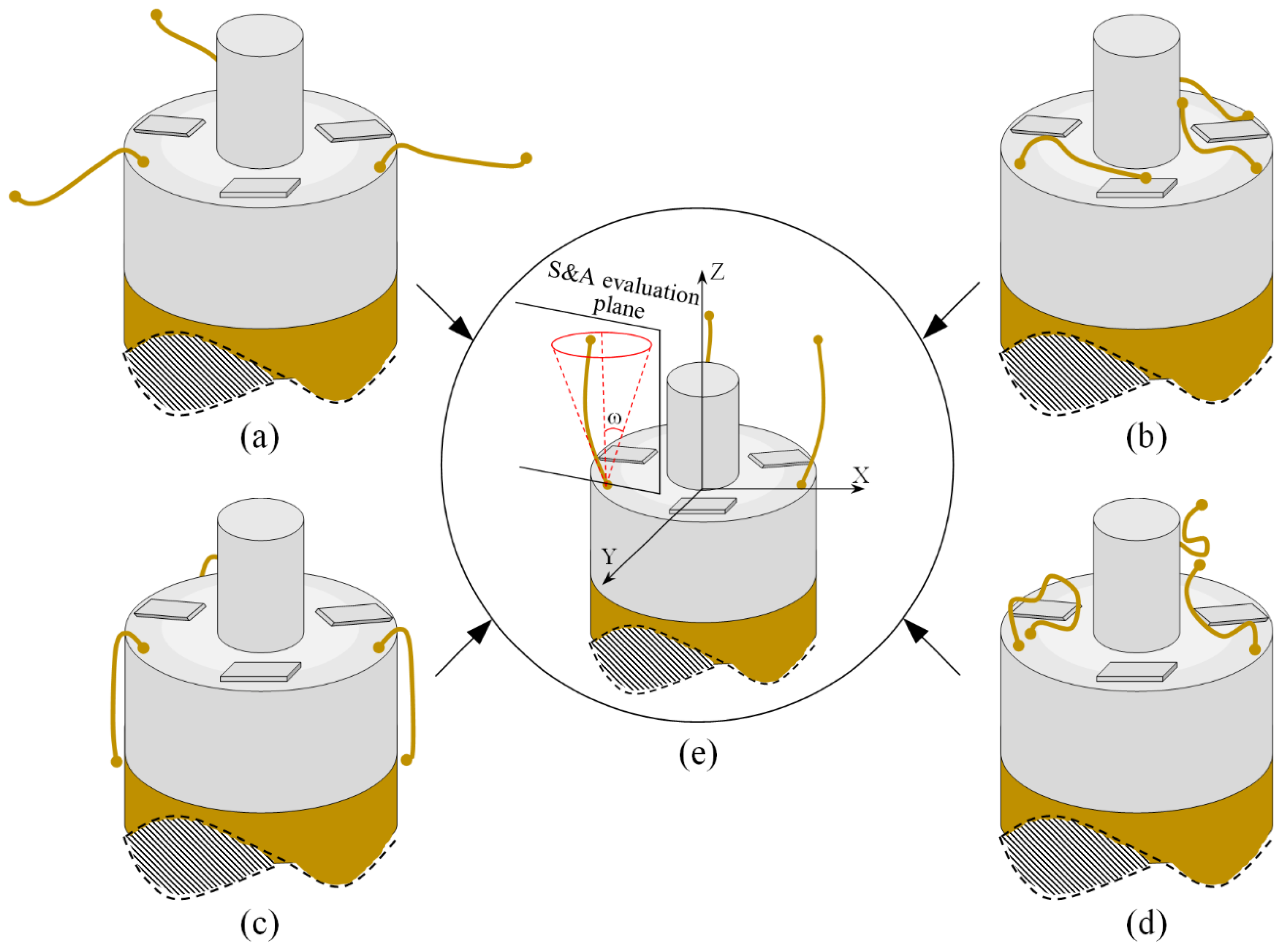
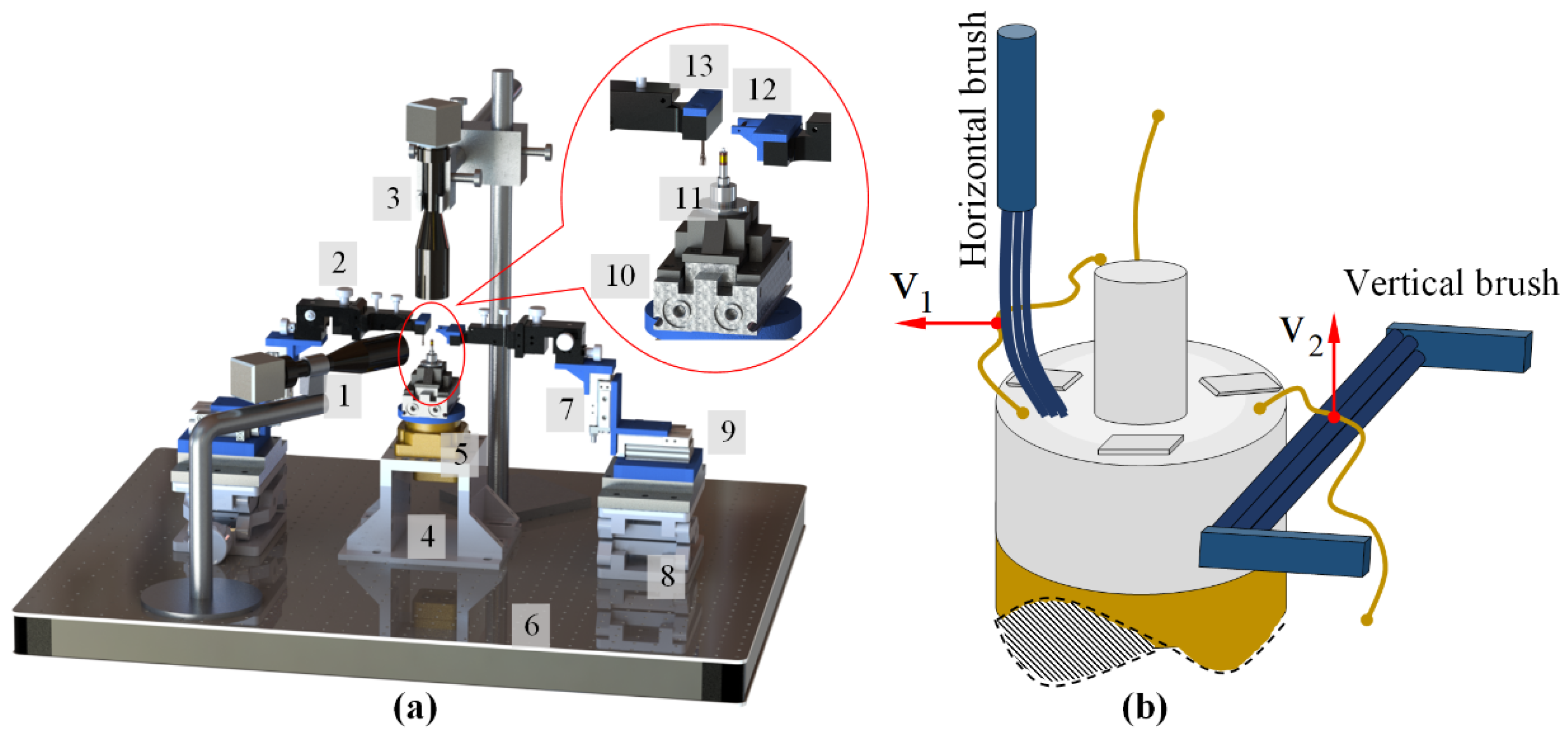
The structure of the designed electrode wire S&A carding system is shown in
Figure 3a, including the micro-manipulator module, motion system, image acquisition system, load-supporting table, control system and computer. The micro-manipulator module is used in the arbitrary S&A carding of the electrode wires so that they meet the conditions in Req1 and Req2. The module consists of a horizontal brushing micro-manipulator, a vertical brushing micro-manipulator and a position–attitude adjustment mechanism with multiple degrees of freedom. The principle of flexible carding is used to deal with the S&A of the electrode wire. As shown in
Figure 3b, two small-diameter flexible brushes are used in the micro-manipulator (see
Section 2.2.1). One brush moves horizontally and the other brush moves vertically. The S&A of the electrode wire is carded by sequential brushing of two brushing micro-manipulators. The small-diameter electrode wire has a certain flexibility and can withstand small external force (in the mN order of magnitude). The principle of flexible carding cannot destroy the electrode wire, but also make the S&A of the electrode wire meet the requirements of Req1 and Req2. The motion of the micro- manipulator module is achieved by a motion system consisting of several small slider cylinders.
Step 1: The winding is placed on the load-supporting table and the turntable starts to rotate at equal angles with a single rotation angle Ω, a minimum starting angle of 0° and a maximum rotation angle θ(θ ≥ 360°). For each rotation of the turntable, stop briefly at the current position and perform the following operations.
2.2.1. Micro-Manipulator Design
The brushing micro-manipulator used for S&A carding is an important part of the robot system. Based on the analysis of the mechanical characteristics of small-diameter flexible wire, the micro-manipulator module is designed based on the principle of flexible carding. In the process of the S&A carding of flexible wire, there is a complex interaction between the micro-manipulator and the flexible electrode wire. The interaction between the micro-manipulator and the flexible electrode wire can be regarded as an elastic contact model, which is used to analyze the elastic force between them. On this basis, the basic structure of the micro-manipulator is given, then the elastic forces of different materials are measured by means of mechanical experiments and used to optimize the geometric dimensions of the structure of the micro-manipulator. Based on these data, the geometrical parameters of the micro-manipulator that meet the requirements are given preliminarily. In general, the design of the micro-manipulator requires the determination of the material, structure and geometric parameters.
Flexible Carding Principle
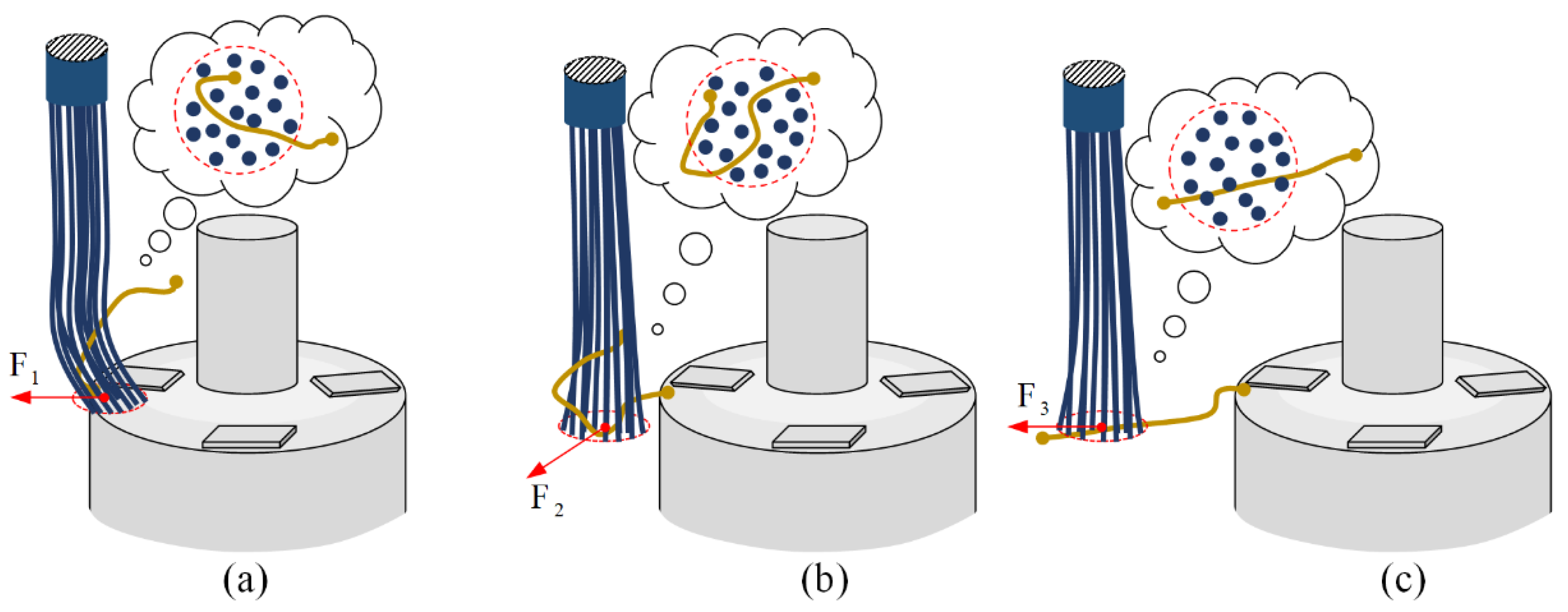
In terms of the horizontal carding process,
Figure 4a shows the state of the wire with the initial attitude just in contact with the horizontal brushing micro-manipulator. The flexible operating end of the brush bends due to the squeezing of the top of the winding, and the curled electrode wire at the top of the winding is randomly covered inside the brush units of the horizontal brushing micro-manipulator. Under the driving action, the brush generates a horizontal carding force
F1 on the electrode wire and the friction force
f between the wire and the winding surface. Then, when
F1 >
f, the brush produces a velocity on the electrode wire to change its original S&A. In this process, the horizontal carding force
F1 plays a major role as the applied force, which is mainly due to the elastic contact between the brush and the electrode wire caused by the driving force. According to the Hertzian nonlinear elastic contact theory, they create an elastic contact force between them, which in turn exerts a force on the electrode wires.
Figure 4b shows that the horizontal brushing micro-manipulator instantaneously leaves the top of the winding. Small displacement deformation occurs at the flexible end of the brush due to the release of the flexible end from the pressed state.
Figure 4c shows the horizontal brushing micro-manipulator unfolding the wire horizontally after a small amount of displacement. The micro-manipulator applies the horizontal carding force
F3 to the wire. The resulting horizontal direction guidance causes the shape of the wire to become straightened and the attitude to become horizontal.
In terms of the vertical carding process,
Figure 5a shows the state of the wire with the initial attitude just in contact with the vertical brushing micro-manipulator. The brush contacts the winding sidewall and produces some minor deformation. Under the driving action, the micro-manipulator moves upwards, and its flexible operating end makes local elastic contact with the wire, applying carding force
F4 vertically upward along the side wall of the winding. If the carding force is greater than the friction
f between the winding surface and the wire, i.e.,
F1 >
f, the electrode wire will change its original S&A under the guidance of the brushing micro-manipulator.
Figure 5b shows that when the vertical brushing micro-manipulator is released from the side wall surface of the winding and reaches the top of the winding, a small displacement is generated by the recovery of the brush and an inclined carding force
F5 is applied to the wire.
Figure 5c shows the vertical upward carding force
F6 generated by the micro-manipulator moving up the winding top after a small displacement. The carding force of the vertical brushing micro-manipulator is analyzed in three conditions with reference to horizontal carding.
Design of Brushing Micro-Manipulator
Small-diameter electrode wire has strong flexibility characteristics. It is curved in shape, specifically a complex curve. It not only bends, but also curls. Previous work has shown that the maximum tensile force that wires can withstand is in the order of tens of mN. Our research objective is to unfold the shape of the electrode wires through micro-manipulators and adjust their attitude to the specified angle range, which has special requirements for micro-manipulators. The principle of flexible carding is adopted in this paper. Using small-sized brushes as the operating end of the brushing micro-manipulator, and with the brush itself being a flexible body, soft materials such as nylon, bristle, nanometer silk (superfine fiber material) and wool are selected. The micro-manipulator does not destroy the electrode wires with reasonable geometrical dimensions, and the S&A of the electrode wires can be carded by means of the combined brushing effect of the brush units. The brushing micro-manipulator is designed in accordance with the following rules: first, the basic structure of the micro-manipulator is proposed; then, the materials required for the design of the micro-manipulator are selected; finally, the geometric dimensions of the micro-manipulator are determined.
The basic structure of the proposed brushing micro-manipulator is shown in
Figure 6. It consists of a horizontal brushing micro-manipulator and a vertical brushing micro-manipulator. Their structure is shown in
Figure 6a,b. In
Figure 6a, the horizontal brushing micro-manipulator consists of a position–attitude adjustment mechanism with four degrees of freedom and a brusher. The position–attitude adjusting mechanism uses three degrees of translation and one degree of rotation, a combination of three dovetail guide rail translation modules and a yaw device to adjust the position and pitch angle of the micro-manipulator within a small range. The brusher consists of a base and flexible brush unit. Several brush units are glued together and placed into a thin tube of the base, with one end fixed and the other free floating. In
Figure 6b, the vertical brushing micro-manipulator also consists of a position–attitude adjustment mechanism with four degrees of freedom and a brusher. Unlike the horizontal brusher, however, the vertical brusher is fixed at both ends to provide a more stable and focused contact force. Wires in different directions have different shapes and attitudes. A better carding effect can be achieved by selecting different brushing micro-manipulators. The main geometric dimensions of each component in
Figure 6 are shown in
Table 2.
We use organic materials to make brushes, which have the advantages of light weight, high specific strength, low density and good elasticity, among others. Nylon, bristle, nanometer silk and wool are selected as the materials of the brushes. The diameter of the brush units of these four materials are 0.15 mm, 0.21 mm, 0.05 mm and 0.03 mm, respectively. The geometric dimensions of the brushes mainly include diameters Φ and length L; the design of these two parameters takes into account both the size limitations of the target winding and the requirements of the mechanical properties. Clearly, the larger the overall diameter of the brush, the more brush units it contains. The interaction between the brush units and the electrode wire is very complex. Because the electrode conductor will be filled into the gap between the brush units, the S&A of electrode wire are changed along with the moving of the brush units. Therefore, the larger the diameter of the brush, the better the effect of carding. However, the diameter of the winding is only 1–1.5 mm. The brush with a larger diameter may interfere with other components and occupy a larger space. Brushes of smaller diameter take up less space and are not likely to collide with other components, so the smaller the brush diameter, the more secure the micro-manipulation is. In the process of designing the brush, the diameter of the brush should be increased as much as possible in an effective and safe workspace. Therefore, the value range of Φ is set to 0.5–1.0 mm to meet the above design rules to the greatest extent.
The vertical brush is fixed at both ends. Its length value has little influence on the quality of vertical carding. When determining the length value, we follow the principle of not colliding with other components during movement. Length
b is set to 10 mm. The horizontal brush adopts the mode of fixing at one end and suspending at the other. Its length
L will affect the carding performance of the brushing micro-manipulator. We determine the reasonable value of
L through the elastic force test of different material brushes (see
Section 3.1). The experimental results show that the theoretical design length
L of the horizontal brush is 4.9–8 mm.
2.2.2. Motion Control of Micro-Manipulator
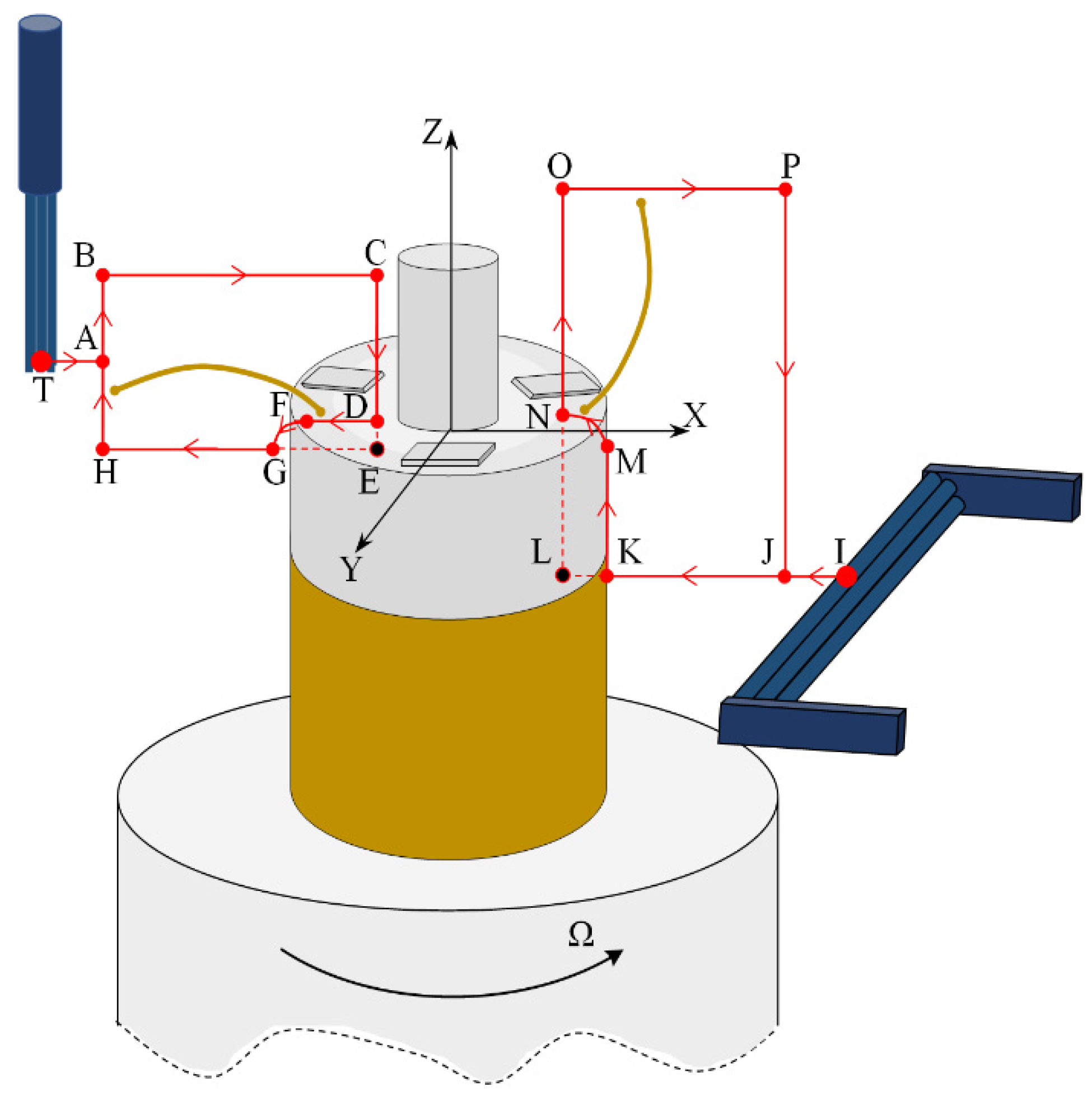
The motion control principle of the micro-manipulator is shown in
Figure 7. The winding, turntable, horizontal brushing micro-manipulator and vertical brushing micro-manipulator are arranged in an orderly manner according to their respective positions. The winding is placed on a special fixture, which is fixed on the electric control turntable, with the horizontal brushing micro-manipulator on the left and the vertical brushing micro-manipulator on the right. The two brushing micro-manipulators and the winding are adjusted to the same working plane (the
O–
XZ plane of
Figure 7) by a position–attitude adjustment mechanism with four degrees of freedom. Both the horizontal and vertical brushing micro-manipulator are fixed on a two-axis motion system by a mechanical structure in the middle; each of the motion systems consists of two slider cylinders and can move point-to-point in both the X and Z directions. During the operation of the system, the electronic control turntable moves in the manner described in Step 1 above. For each rotation of the Ω angle, both the horizontal and vertical brushing micro-manipulator move in a cycle that is determined by the preset trajectory in order to achieve the horizontal and vertical carding.
To illustrate the trajectory and force of the brush, a sample coordinate system O–XYZ is established, in which the plane O–XY is located in the top plane of the winding, the origin O is located in the center of the circle where the central shaft intersects the plane, the X-axis points to the right, the Z-axis points upward, and the Y-axis is perpendicular to the O–XZ plane and points out of the paper.
The motion trajectory of the horizontal brush is shown in the left part of
Figure 7. The brush is placed vertically. Based on the initial position, the trajectory of the horizontal brush consists of straight and curved segments, with a point T (
XT,
YT,
ZT) at the bottom of the brush as the reference point, and the trajectory of the horizontal brush is described by the movement of point T. Point T is above the plane
O–
XY, i.e.,
ZT ≥ 0. When
ZT = 0, the brush just contacts the top plane, and the friction between the brush and the top plane is the smallest. When
ZT < 0, the friction between the brush and the top plane increases with the increase in |
ZT|. The value of
ZT needs to be selected reasonably so that the electrode wire will not move downwards from the top plane. The motion of point T consists of the following trajectories:
Step 1: Moving along the trajectory section T–A, point T first moves to the preset point A, with point A being the starting point of the trajectory.
Step 2: Moving along the trajectory section A–B, point T moves from point A to point B and lifts forward along the Z-axis.
Step 3: Moving along the trajectory section B–C, point T moves horizontally from point B to point C, which is located near the winding central shaft.
Step 4: Moving along the trajectory section C–E, point E (XE, YE, ZE) is located below the plane O–XY, where segment CE intersects with plane O–XY and point D. During the descent of the brush along the Z-axis, it is blocked by the top plane of the winding at point D and can no longer move along Z-axis to point E. Therefore, the brush deforms at point D and presses on the top plane of the winding. There is a pressure between the brush and the top plane of the winding. The pressure depends largely on the value of |ZT|.
Step 5: Moving along the trajectory curve D–F–G–H, point T moves horizontally from point D to point F, which is outside the top area of the winding. If there is an electrode wire in the section D–F area, the brush pulls the electrode wire to the outside of the winding using elastic contact force. When point T disengages from the force-applied plane, it follows the curve F–G for a small distance of curve motion, then moves horizontally in a straight line along segment G–H and returns to the starting point. In section F–H, the brush exerts a continuous force on the electrode wire, which will straighten the shape of the electrode wire.
Step 6: Moving along the trajectory section T–A, point T returns the initial position of point T in the horizontal direction from point H to complete the horizontal carding.
The motion trajectory of the vertical brush is shown in the right part of
Figure 7. The brush is placed horizontally. Based on the initial position, the trajectory of the vertical brush consists of straight and curved segments, with a point I (
XI,
YI,
ZI) at the left of the brush as the reference point, and the trajectory of the vertical brush is described by the movement of point I. Point I is located below the top plane of the winding, i.e.,
ZI < 0. The motion of point I consists of the following trajectories:
Step 1: Moving along the trajectory section I–J, point I first moves to the preset point J, with point J being the starting point of the trajectory.
Step 2: Moving along the trajectory section J–L, point L (XL, YL, ZL) is located on the left side of the boundary line KM on the right side of the winding, where segment JL intersects with the boundary line at point K (XK, YK, ZK). During the horizontal movement of the brush along the J–L section, it is blocked at point K by the right side of the winding and can no longer move negatively to point L along the X-axis. Therefore, the brush deforms at point K and compresses the right surface of the winding. There is pressure and friction between the brush and the right surface of the winding. The pressure and friction depend largely on the value of |XK–XL|. When |XK–XL| = 0, the brush just contacts the right side of the winding and gives zero pressure and friction to the winding surface. When |XK–XL| > 0, the friction between the winding and the brush increases with |XK–XL|.
Step 3: Moving along the trajectory curve segment K–M–N–O, point I moves from point K to point M along the Z direction. Point M is the intersection of boundary line KM on the right side of the winding and plane O–XY. If there is an electrode wire in the K–M interval, the brush pulls it above the O–XY plane using elastic contact force. When point I disengages from the force-applied plane, it follows the curve segment M–N for a small distance of curve motion and then moves straight up along the line segment N–O in the Z-axis direction, and the brush exerts a continuous force on the electrode wire, which will change its shape.
Step 4: Moving along the trajectory section O–P, point I moves horizontally from point O to point P.
Step 5: Moving along the trajectory section P–J, point I moves from point P along the negative direction of the Z-axis to point J.
Step 6: Moving along the trajectory section J–I, point I returns horizontally from point J to the initial position of point I to complete the vertical carding.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}































































































































































