1. Introduction
Microfluidic technology has enabled the fabrication of a vast number of miniaturized devices [
1]. Major application domains include micro-chemistry [
2], micro-analytical devices [
3], biomedicine [
4] and more recently the microelectronics industry [
5]. Commonly used microfabrication techniques allow the production of submillimetre cross-sectional dimension channels buried within the bulk of a solid in which different types of fluids can be circulated. If the embedded channels are combined with an optical detection system, these microfluidic chips reach their full potential in terms of compactness, low reagent consumption and relative ease of fabrication. Transparent materials such as glass and polymers (polycarbonate, polystyrene, polydimethylsiloxane, etc.) are used in their fabrication. The above-mentioned features are major advantages for “lab-on-a-chip” style environments and can allow smaller miniaturization laboratories to perform prototyping operations similar to those in full-scale industrial counterparts.
In the important field of microelectronics, expanding interest comes with the continuously growing density of components in high-power computing chips, which causes challenges in heat extraction to maintain desired performance levels. While convective cooling may be sufficient for some applications, when highly integrated 3D electronic architectures are present fluidic cooling has the best performance [
6]. Furthermore, the presence of microelectronics in highly demanding environments—such as detectors used in high-energy particle physics—adds extra constraints to the requirements for the cooling scheme. Such constraints include a low material budget and a minimal temperature difference between the heat source and the coolant [
7]. An innovative, silicon-based microfluidic plate combining arrays of microchannels has already proved to be successful [
8]. However, its fabrication process was based on lithography techniques, resulting in limited flexibility within the prototyping phase and the multiplication of fabrication steps. The tedious cycles inherent to the fabrication process also lead to an increased failure probability. These issues need to be addressed in order to allow widespread access to research and development, and democratize the use of microcooling in future consumer electronics.
Traditional silicon-based microfluidic device fabrication benefits from long-established techniques driven by the microelectronics industry. In a typical microfabrication process flow for a silicon-based microfluidic device the surface of silicon is first patterned, then bonded to another wafer to encapsulate the structures and finally the fluidic connections are added. Patterning of the silicon surface may be achieved by either dry (deep reactive-ion etching) or wet (KOH, etc.) etching. In dry etching, a plasma reacts with the surface of the material being etched leading to high aspect ratios and vertical walls. The etching rate lies within 2–30 μm/min [
9]. In wet etching, either anisotropic or isotropic etching may be performed. In isotropic etching, generally rounded walls are created and the etching rate is in the range of 4–90 μm/min [
9]. In anisotropic wet etching, one can create V-grooves with etching rates in the order of 1 μm/min [
9]. In all cases, a masking layer is used that needs to be patterned according to the desired design. Furthermore, at this stage demanding environments are necessary, thus limiting the possibility for widespread usage. Once the silicon wafer is patterned, it can be either directly bonded to glass by anodic bonding or to silicon by silicon fusion bonding. Another possibility is to use adhesive bonding at the expense of poorer bonding strength. As a wafer can contain several microfluidic devices, it is mechanically diced to obtain the individual microfluidic chips. Finally, inlet and outlet fluid connectors can be fixed at the through holes either by mechanical clamping or by metallization and soldering.
Laser-processing can be used alternatively to pattern the surface [
10] or the bulk [
11] of silicon. The advantage of this technique is that a simple computer-aided design (CAD) is read by a laser scanning system and then transposed onto the sample surface. Thus, there is no need for mask fabrication specific for each operation (engraving, drilling, etc.) nor are any toxic chemicals involved—making it a relatively accessible fabrication method for small-to-medium scale technology providers. Over the years, several types of lasers have been used with a wavelength within the (linear) optical absorption spectrum of silicon, ranging from ultraviolet (excimer laser) to infrared (Nd:YAG, Yt:YAG lasers, etc.). Furthermore, the effect of pulse duration has been explored with shorter laser pulses (fs to ps) proving to provide better machining quality. While the choice of the appropriate laser is subject to many criteria (such as material removal rate, processing quality, investment, and operation costs, etc.), a good compromise between them can be found in using an infrared (1 μm) picosecond (10
−11 s–10
−12 s) laser. Indeed, picosecond pulse duration provides satisfactory processing quality in anticipation of the demanding surface quality requirement for anodic bonding, while keeping investment costs reasonable (compared to the choice of a femtosecond laser). The choice of the laser wavelength is based on our previous studies [
12] showing maximum material removal rate at the wavelength of 1 μm for silicon.
The focus of this work is to explore laser-assisted surface patterning of silicon for rapid prototyping of a microcooling device based on a Si-SiO2 microfluidic plate. The usual steps of wet or dry etching are replaced by direct laser writing. While wet or dry etching techniques demand fabrication of complex and costly masks, direct maskless writing by laser gives the freedom of potentially writing any 2.5D processing pattern within the limits of aspect ratio and quality. We validate the different fabrication steps leading to the completion of a functional microcooling device prototype. Finally, we present thermo-hydraulic test results.
2. Materials and Methods
In this section, we present and detail the fabrication methods for producing Si-SiO
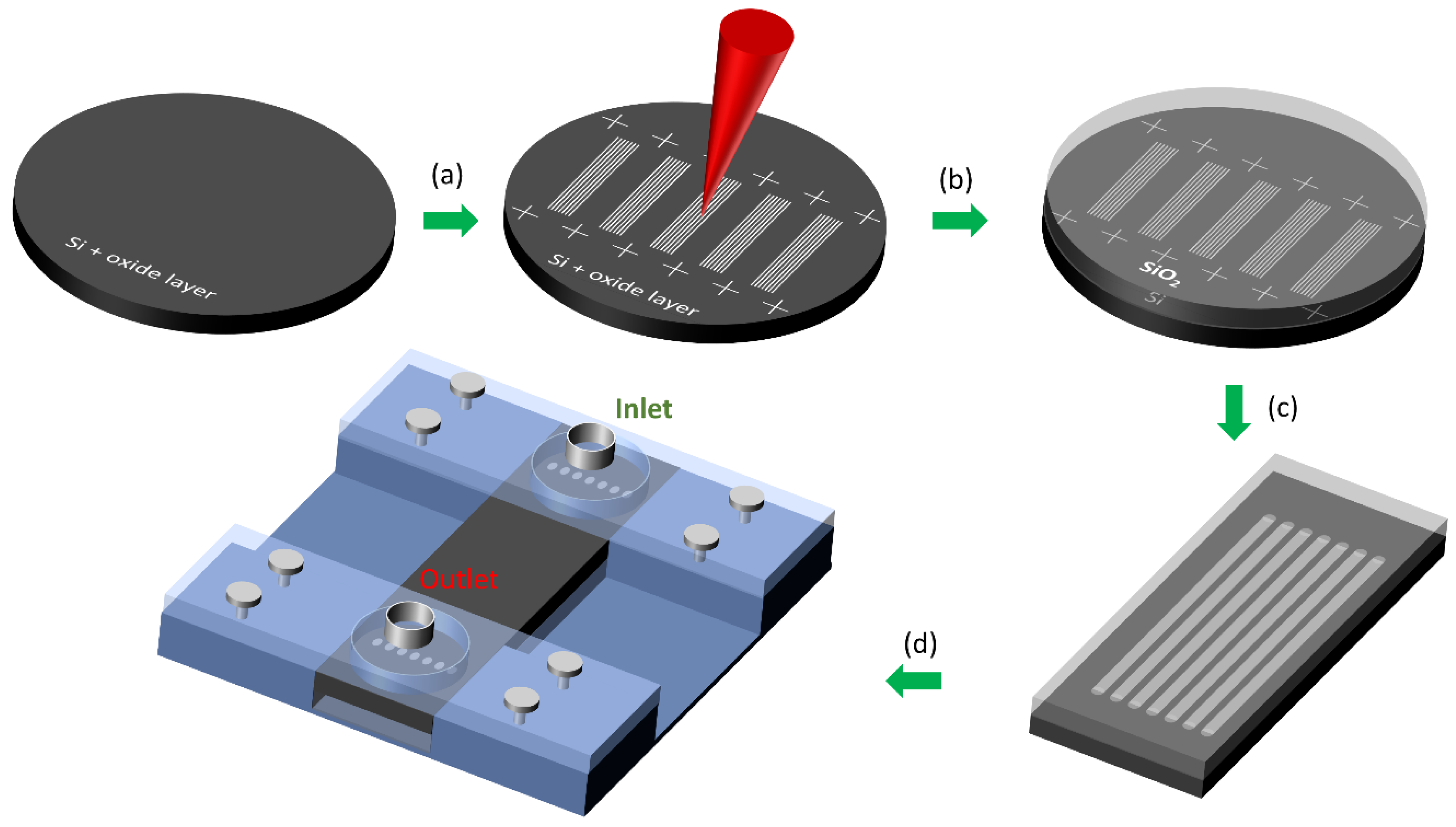
2 microfluidic chips. The overall fabrication process flow is summarized in
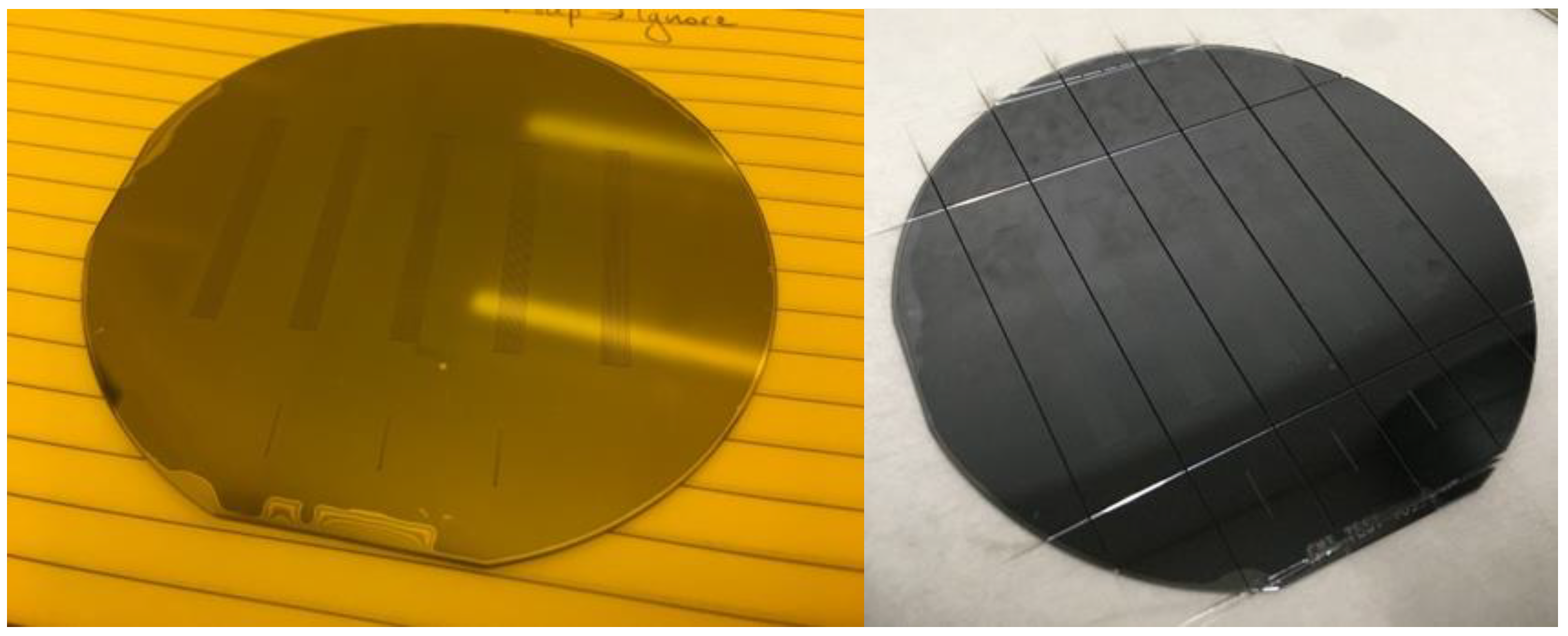
Figure 1. First, we use a silicon wafer with an oxide layer on the surface. The role of the oxide is to collect debris from processing and upon removal of this layer, leave a clean Si surface behind. Subsequent laser machining allows us to both engrave microchannels on the Si surface and drill through holes (
Figure 1a). The same laser is also used to mark the surface of the sample with fiducial crosses that are used as position references for the rest of the process. Following the machining step we perform a chemical etch of the oxide layer to remove any laser ablation debris still present on the surface followed by a mechanical polishing step. We then perform anodic bonding between the machined Si wafer and a borosilicate glass wafer (
Figure 1b). We use a diamond disc cutter to dice the microfluidic chips at the previously defined cross markings to obtain several chips per wafer (
Figure 1c). Finally, the chip is positioned in a custom-made holder (
Figure 1d) that allows inlet and outlet connectors to be firmly placed on top of the silicon surface over the laser-drilled holes.
We have used p-doped silicon test wafers with a <100> orientation and a resistivity within the 0.1–100 ohm.cm range. The wafers have been intentionally oxidized (to serve as sacrificial layer for debris removal) on their optically polished surface before the laser processing with an oxide layer thickness of 2 μm. The wafers had a diameter of 100 mm +/−0.5 mm and a thickness of 525 +/−25 μm.
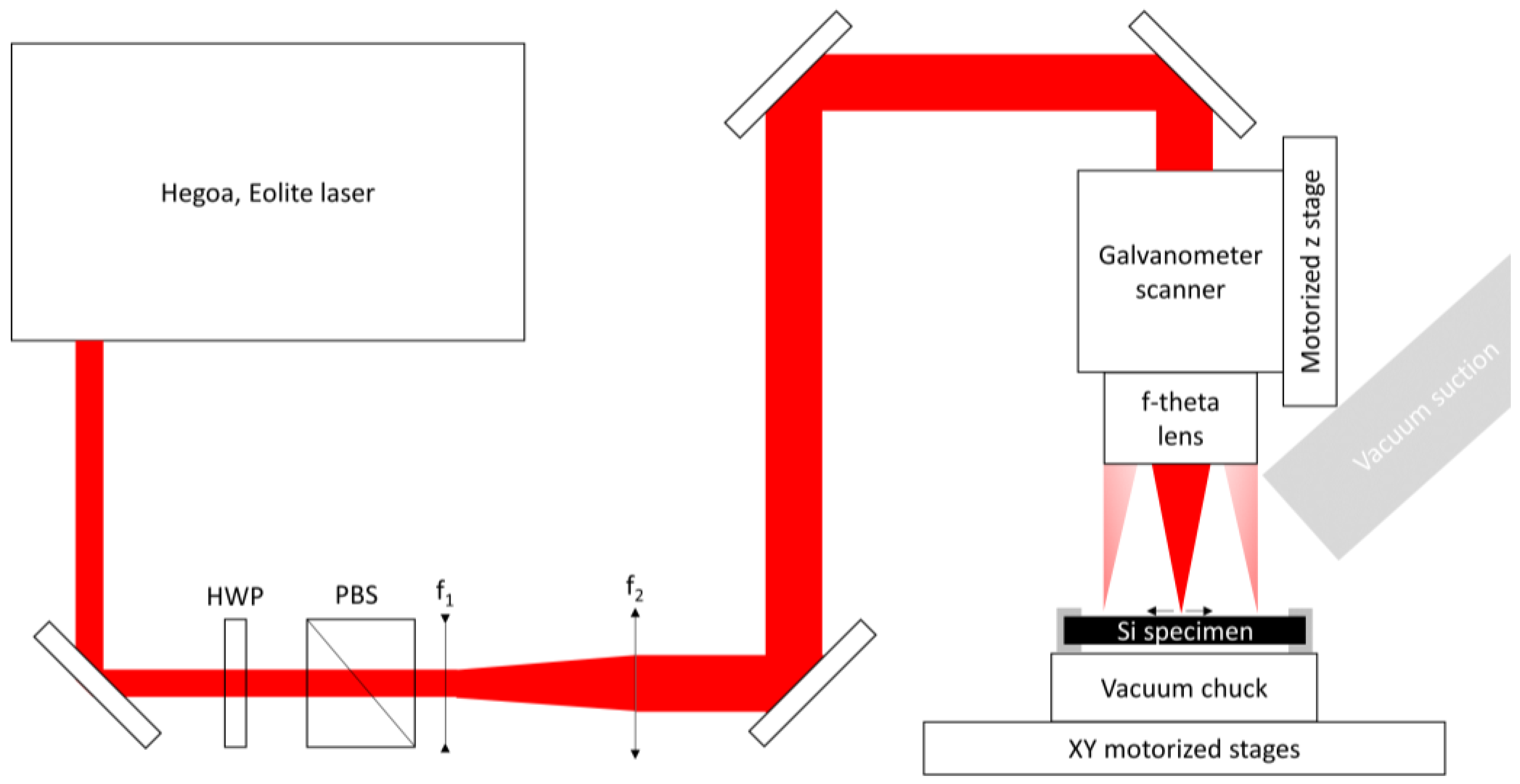
To process our sample, we have used the home-built laser-machining platform illustrated in
Figure 2. A picosecond fiber laser (Hegoa, Eolite, Pessac, France) was used, whose characteristics are summarized in
Table 1. The laser beam power can be attenuated with the help of a half-wave plate and a polarizing beam-splitting cube. It is also possible to modify the pulse repetition rate by operating an internal acousto-optic modulator. The laser beam diameter is magnified by using a 2x beam expander composed of a diverging (
f1 = −100 mm) and a converging (
f2 = 200 mm) lens. The beam is then guided with dielectric mirrors to the entrance of a galvanometer scanner (Intelliscan 14, Scanlab, Puchheim, Germany) equipped with a 160 mm f-theta lens (Qioptic, Rhyl, United Kingdom). The laser beam at the focus has a diameter of ~35 μm measured by using the diameter-regression technique [
13]. The laser focal plane is positioned with respect to the sample surface with the help of a Z-motorized linear translation stage (Newport, Irvine, CA, United States).
The sample is placed between annular metallic collars in what constitutes a home-made sample holder which allows easy manipulation of the wafer without handling it and provides an open-air space below the wafer rear surface. The latter has been shown to be an important advantage during the development of our process as it helps the evacuation of matter more easily during the laser drilling procedures. The sample holder is then fixed on an X-Y motorized linear translation stage (Newport, Irvine, CA, United States) to allow coarse positioning of the sample within the optical scanner field of view. A hose connected to the building’s air extraction system is placed close to the sample to aspirate and remove ablation debris.
All the above-mentioned equipment is controlled by a Labview program that allows coordination between X-Y-Z translation of the sample, operation of the laser’s optical shutter (acousto-optic modulator) and execution of the imported beam trajectory on the sample developed with the software provided by Scanlab (Puchheim, Germany).
Optical inspections and observation of the processing results were made using an optical microscope (Eclipse LV100ND, Nikon, Minato City, Japan) operated in both reflection and transmission mode. The engraved depth was measured using a confocal microscope (DCM 3D, LEICA, Weltzlar, Germany).
The microchannels are sealed by anodic bonding of a borosilicate wafer (Borofloat 33, Schott, Mainz, Germany) to the patterned silicon wafer. These operations are performed at the Centre for MicroNanoTechnology (CMi) at Ecole Polytechnique Fédérale de Lausanne (EPFL). After wafer cleaning and inspection, the thickness of the oxide layer was measured (Filmetrics, San Diego, CA, United States) and the layer removed. The wafer was then dipped for 18 min in buffered hydrofluoric acid (BHF: NH4F 40%, HF 50%, 7:1). Wafer inspection was performed after the oxide layer removal. A 60 s mechanical polishing step (E 460 CMP, Alpsitec, Saint-Martin-le-Vinoux, France)—using a steel pad without slurry—was then performed to further remove debris. The wafer was subsequently rinsed with deionized water and dried using a spinner. Following inspection, the silicon wafer was bonded (Süss SB6, Garching, Germany) to the borosilicate wafer. The bonding is performed at a temperature of 350 °C, at a vacuum pressure of 1000 mbar and with a pressure on the wafer stack of 150 kPA. A voltage of −1205 V is applied between the silicon and the borosilicate wafers and the current is monitored until it reaches 14% of the initial value. The wafer stack is finally diced using a circular saw (DAD-321, Disco, Tokyo, Japan) using the cross marks etched by laser and visible through the borosilicate wafer.
The wafer inspections and observations at CMi are performed with Bruker Dektak XT profiler (Billerica, MA, United States), Nikon LV150 microscope (Minato City, Japan), Nanospec AFT-6100 spectroscopic reflectometer (Nanometrics, Kanata, ON, Canada) and Zeiss Merlin scanning electron microscope (Jena, Germany).
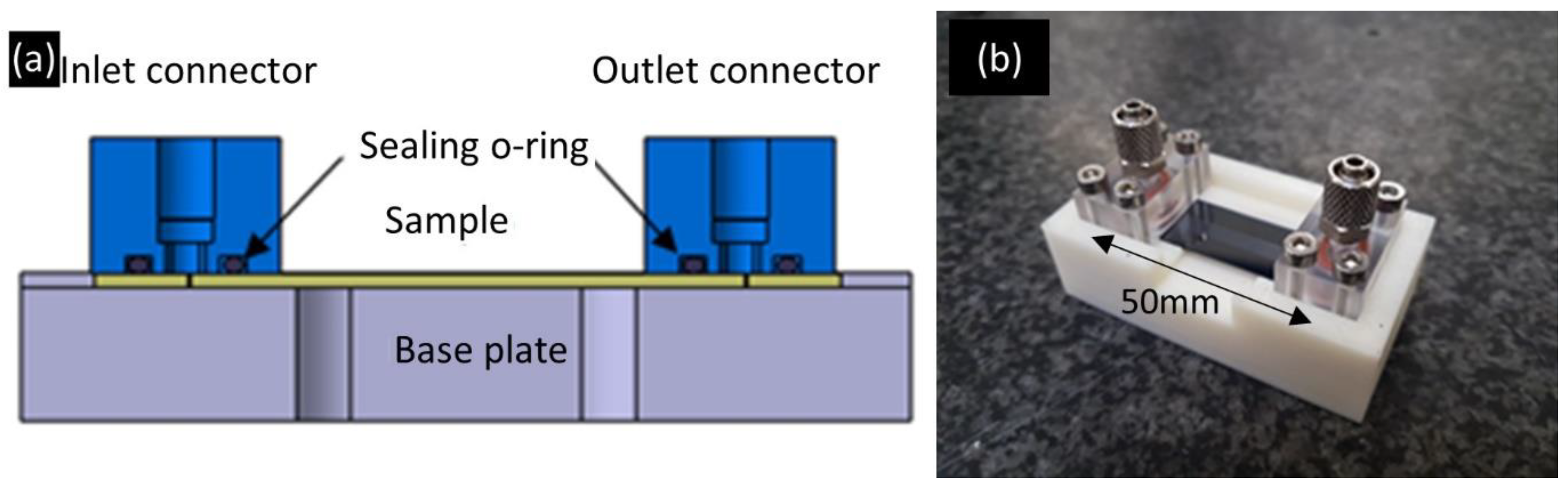
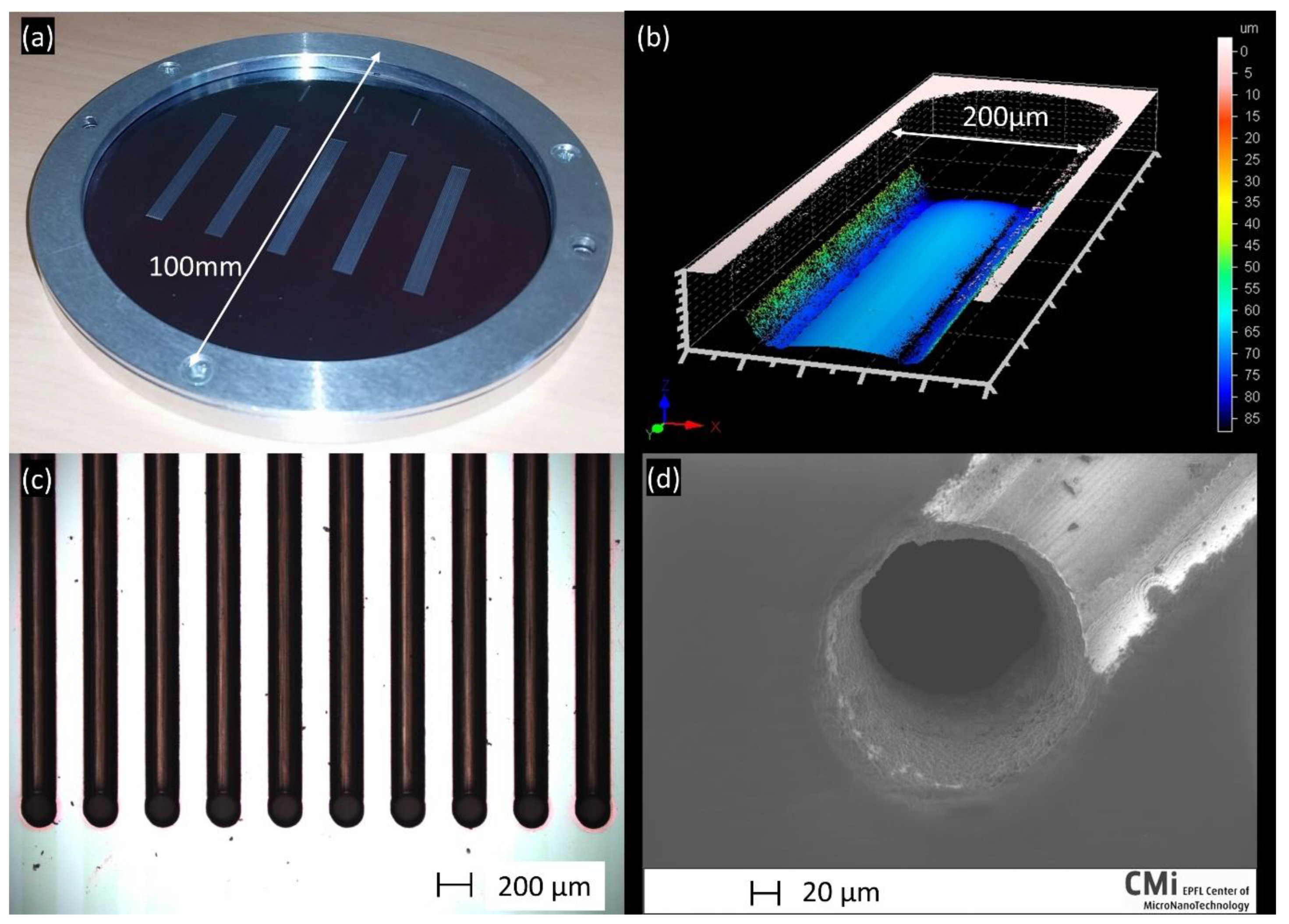
The functionality of the cooling device is tested by circulating water at a controlled temperature while heating the device with a kapton heater mimicking the power dissipated by a silicon-based charged particle detector. To circulate the cooling liquid inside the micro-cooling device, a system was manufactured in-house. This equipment is composed of a base plate in acrylonitrile butadiene styrene supporting the sample (
Figure 3) onto which two connectors in clear polycarbonate are placed facing the 10 inlet/outlet holes drilled in the sample. These act as manifolds, covering all inlet and outlet holes and supplying each channel with a fluid at identical pressure. O-rings provide the sealing between the connectors and the sample. Each connector is tightened onto the base plate by 4 screws.
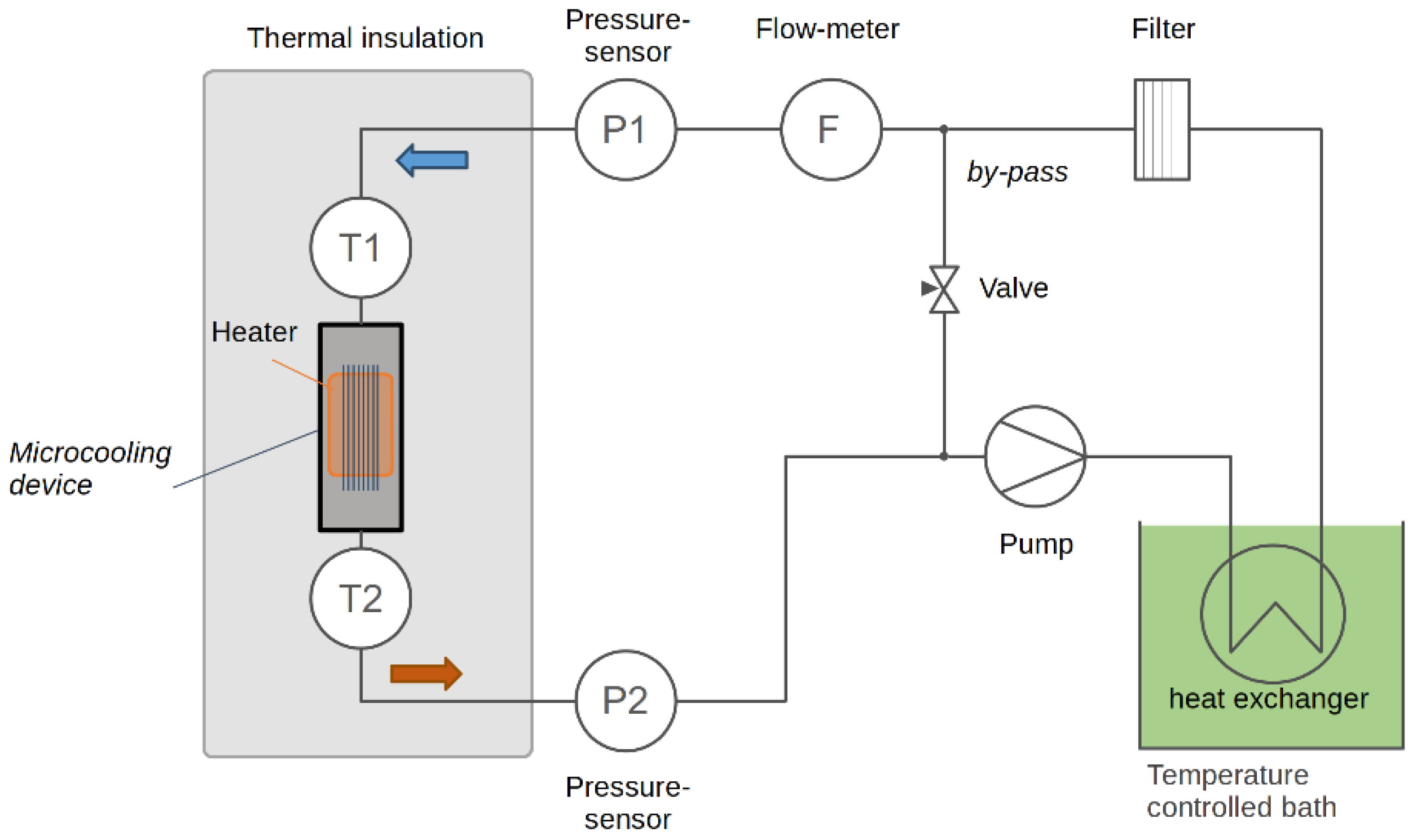
A schematic of the flow circuit is shown in
Figure 4. A diaphragm pump (KNF Neuberger NF1.100 KTDCB, Balterswil, Switzerland) allowing a maximum flow of 1.2 L/min with a maximum pressure of 6 bar (g) circulates the water in a closed circuit of tubing with 4 mm inner diameter. In order to keep the temperature at the inlet of the microcooling device constant, a length of 50 cm of tubing is immersed in the bath of a temperature-controlled chiller. Special care is taken to prevent as far as possible the clogging of the micro-channel: deionized water is used and a filter (Classic Filter Co., Rochester, United Kingdom model 12.57.S1V fritted 316 stainless steel cartridge, 1 micron pore size: cartridge holder resistant to 7 bar (g)) to block possible sediments. To adapt the total flow to the pump operational range and vary the flow through the microcooling device, only a fraction—controlled by a by-pass valve—of the total flow passes through the microcooling device. The device is instrumented with PT100 temperature sensors and pressure sensors (RS-pro 7975046, Corby, United Kingdom) to measure the liquid pressure at its entrance and exit. A clamp-on ultrasonic flowmeter (Keyence FD-SX8 head with FD-XA1 controller, Osaka, Japan) measures the water flow rate.
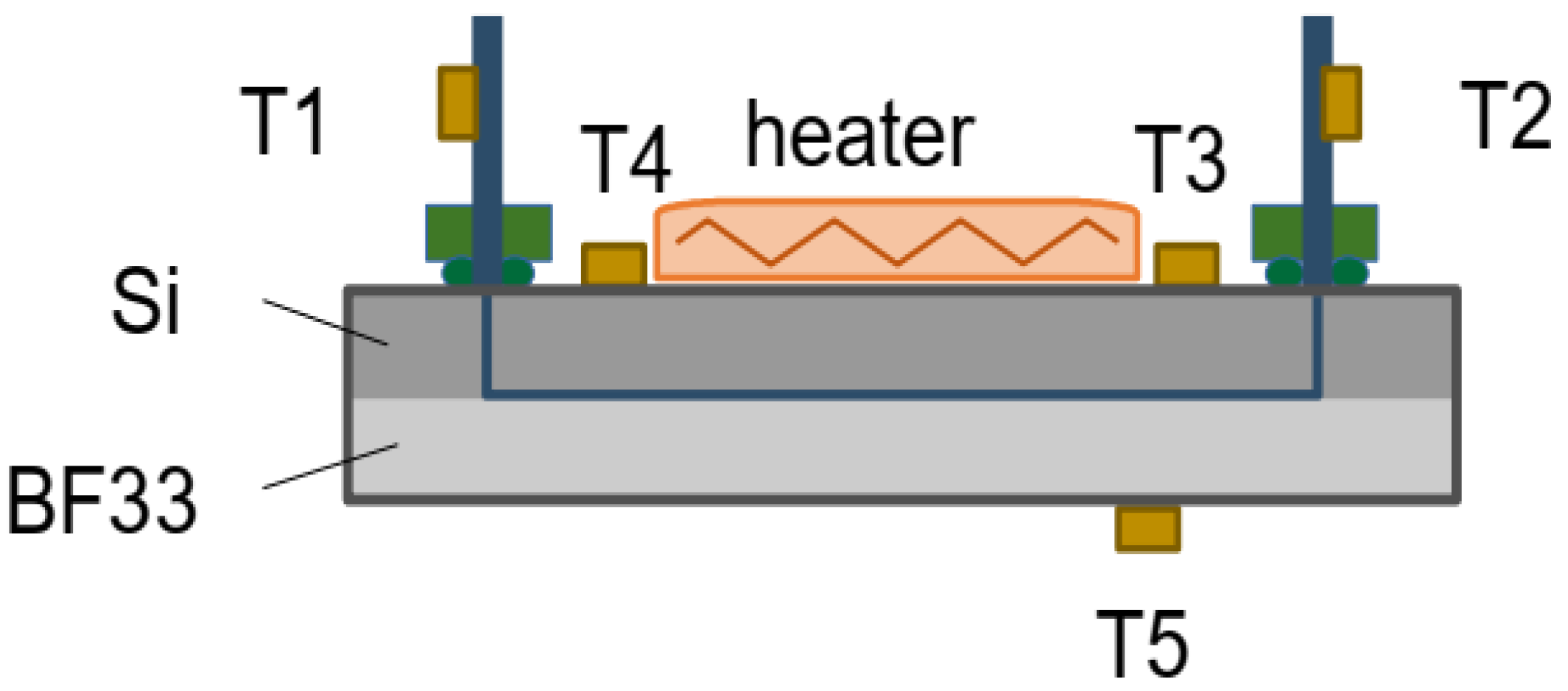
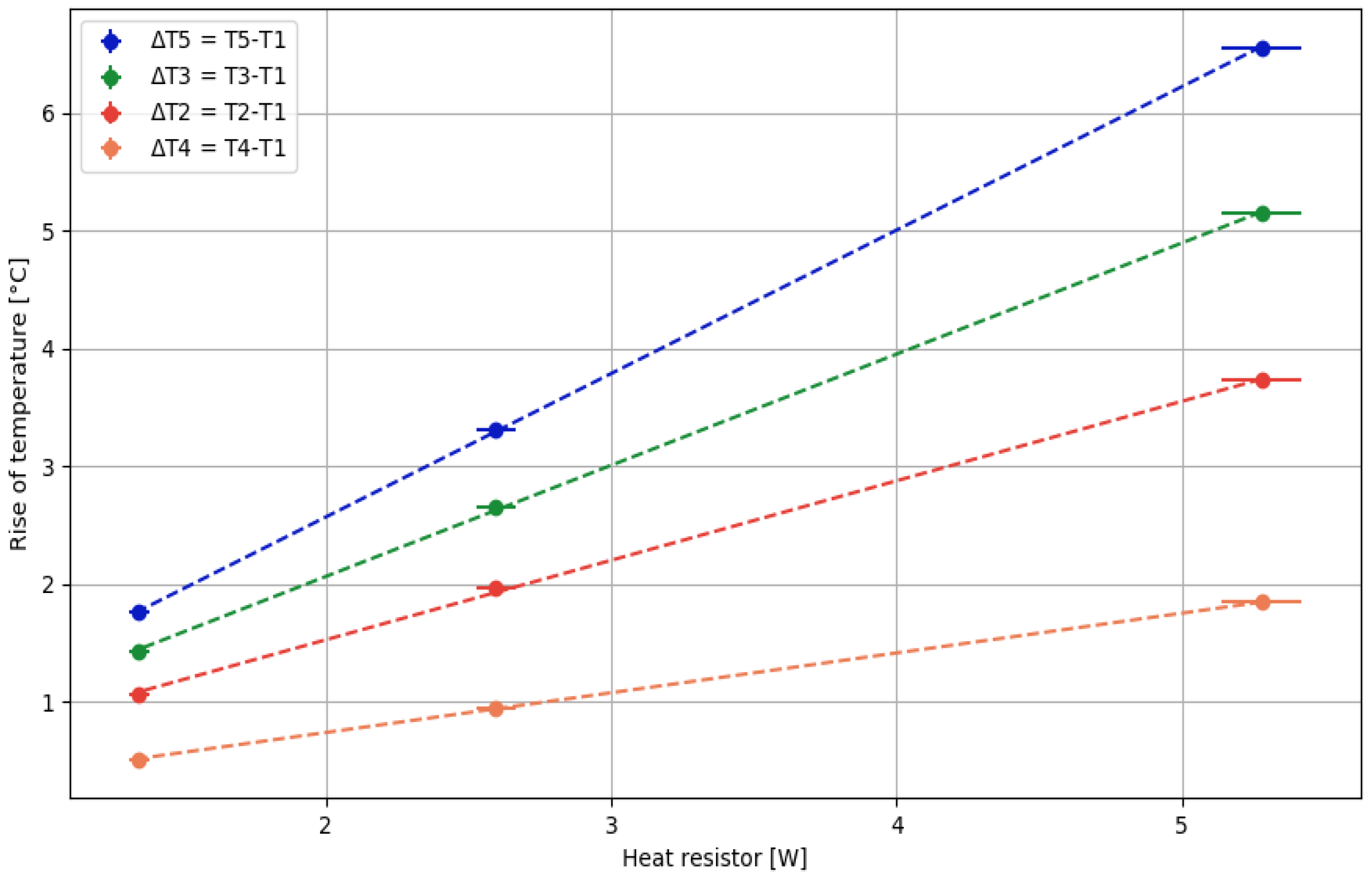
The position of the various temperature sensors are shown in
Figure 5. Sensors T
1 and T
2 are placed on the inlet and outlet cooling pipes. T
3 and T
4 are glued on the surface of the silicon near the inlet and outlet of the device, respectively, while T
5 is glued on the back glass cover. A kapton heater of (2 × 2) cm
2, embedding a resistor of 18.8 Ω, is glued on the silicon side of the cooling device and can dissipate a power of up to 5.3 W at a maximum voltage of 10 V. The heater being larger than the device, the effective surface where the heat is dissipated in the silicon is only 2 cm
2. The microcooling device as well as the portion of the circuit where the temperatures are measured are thermally insulated from the environment with low density foam. The ultrasonic flowmeter delivers a 4–20 mA analog signal proportional to flow rates up to 40 mL/min, which is converted to a voltage in the range 0–5 V through a resistor. The pressure sensors deliver analog signals between 0 and 5 V for pressures between 0 and 6 bar (g). These analog signals are digitized with a 12-bit ADC (Microchip MCP3208, Chandler, AZ, United States) and converted to 3.3 V levels using a 4-channel level converter (Adafruit BSS138, New York City, NY, United States). The resulting digital signals are read out on the SPI bus of a micro-computer with digital I/O capabilities (Raspberry Pi3 model B, Cambridge, United Kingdom). The PT100 temperature sensors are read-out using 4-wire connectivity into amplifiers equipped with an internal ADC (Adafruit MAX31865, New York City, NY, United States) on a second Raspberry SPI bus. The measurements are recorded using custom python-based data acquisition software.
4. Discussion
In
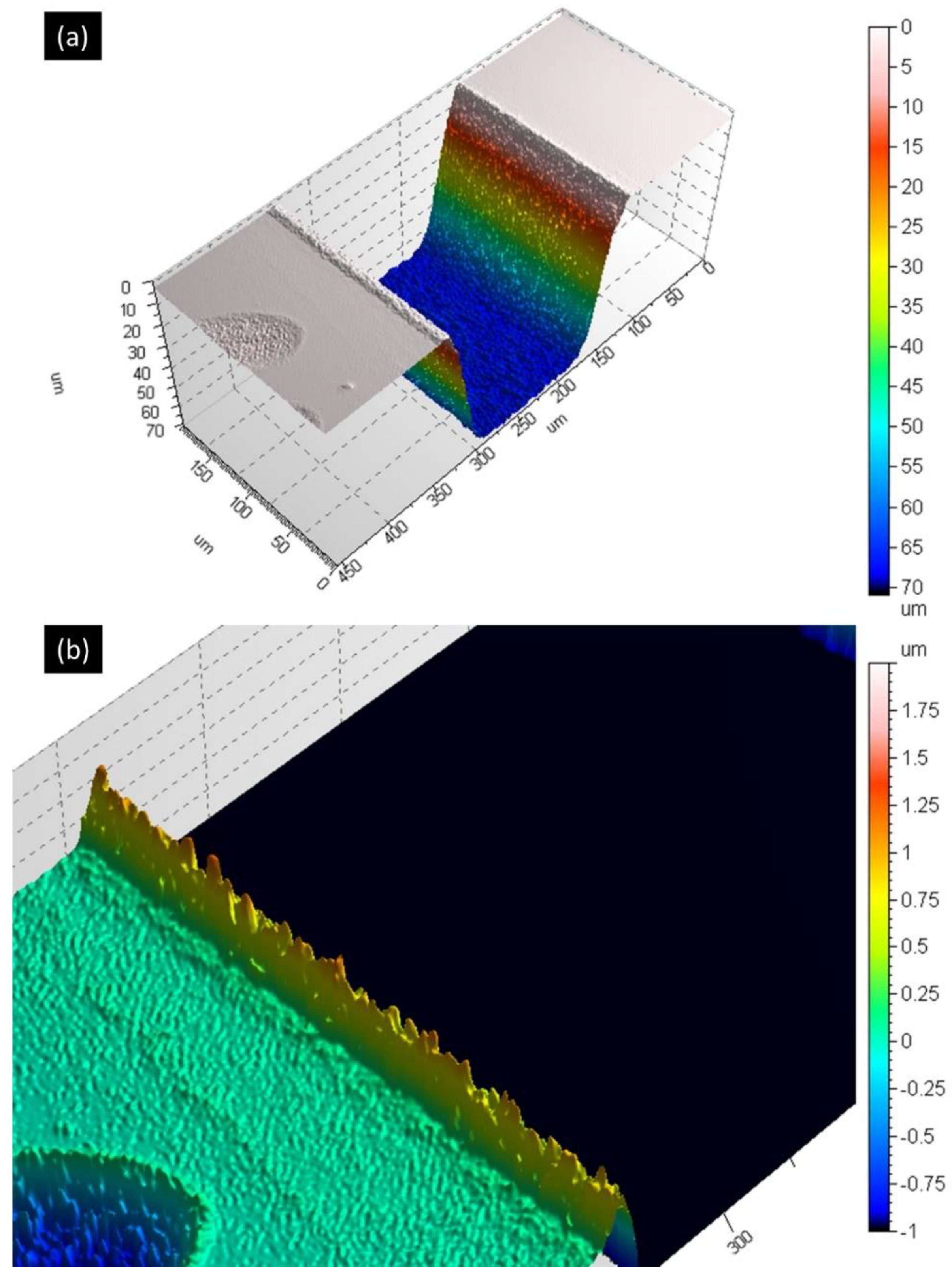
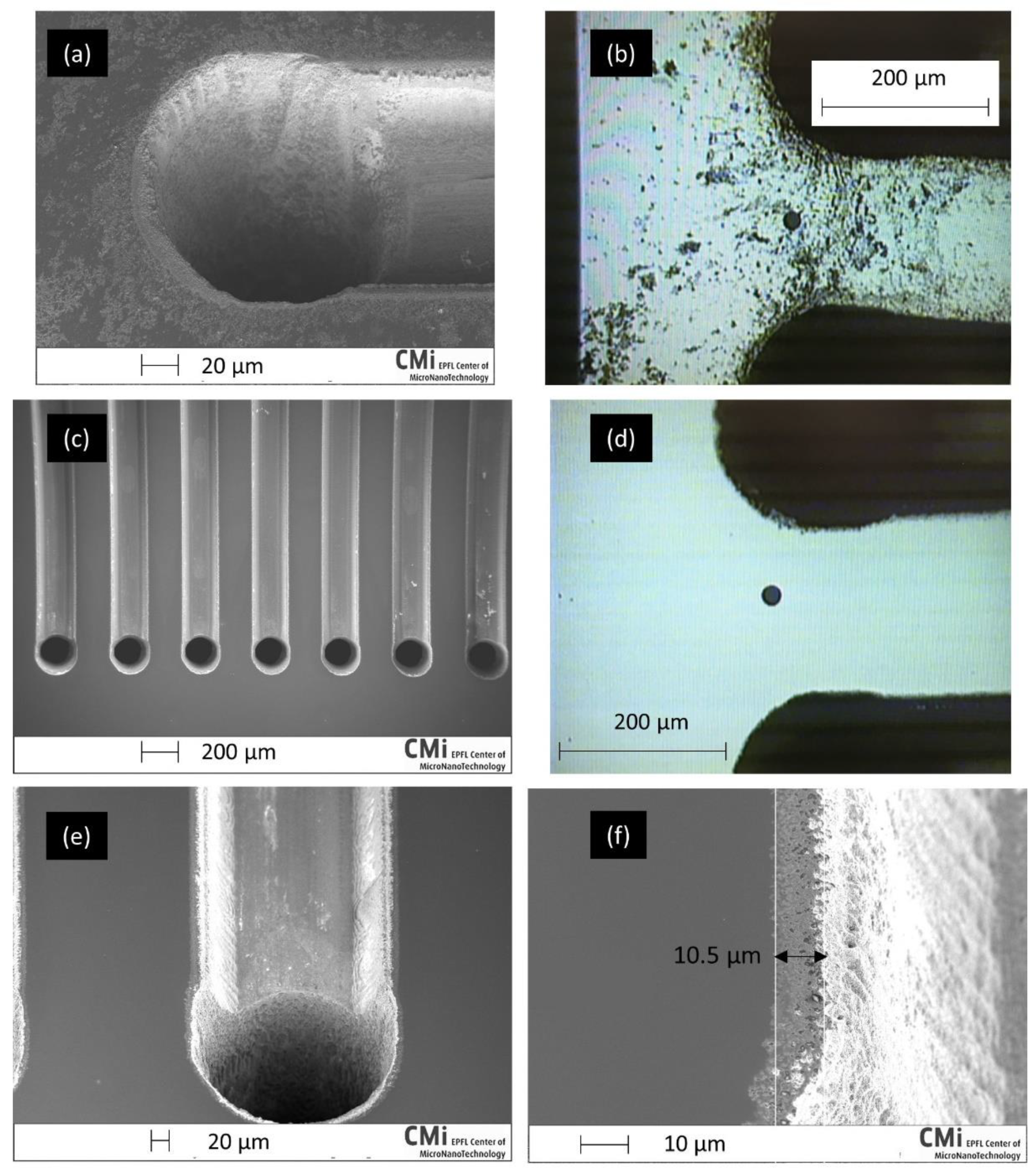
Section 3.1, we show that it is possible to engrave silicon from the surface and to create microfluidic channels. While it is possible to obtain satisfactory processing quality (flat profile and low roughness as seen in
Figure 7) with fluences of the order of F
th, raising the fluence to 4 × F
th results in a concave curved bottom (
Figure 9b) of these channels. It is a general trend to sacrifice processing quality with increasing laser fluences [
14] but in this particular case, the over-ablated edges may be due to the reflection of the scanning laser beam on the tapered sidewalls and redirection towards the edges. In our case the morphology of the ablated structures at the bottom was not of primary importance. However, this problem can be most probably solved by adding a “gentle” (close to F
th) ablation step at the end of the process to flatten the central part and even the profile of the trench. Furthermore, the channel of
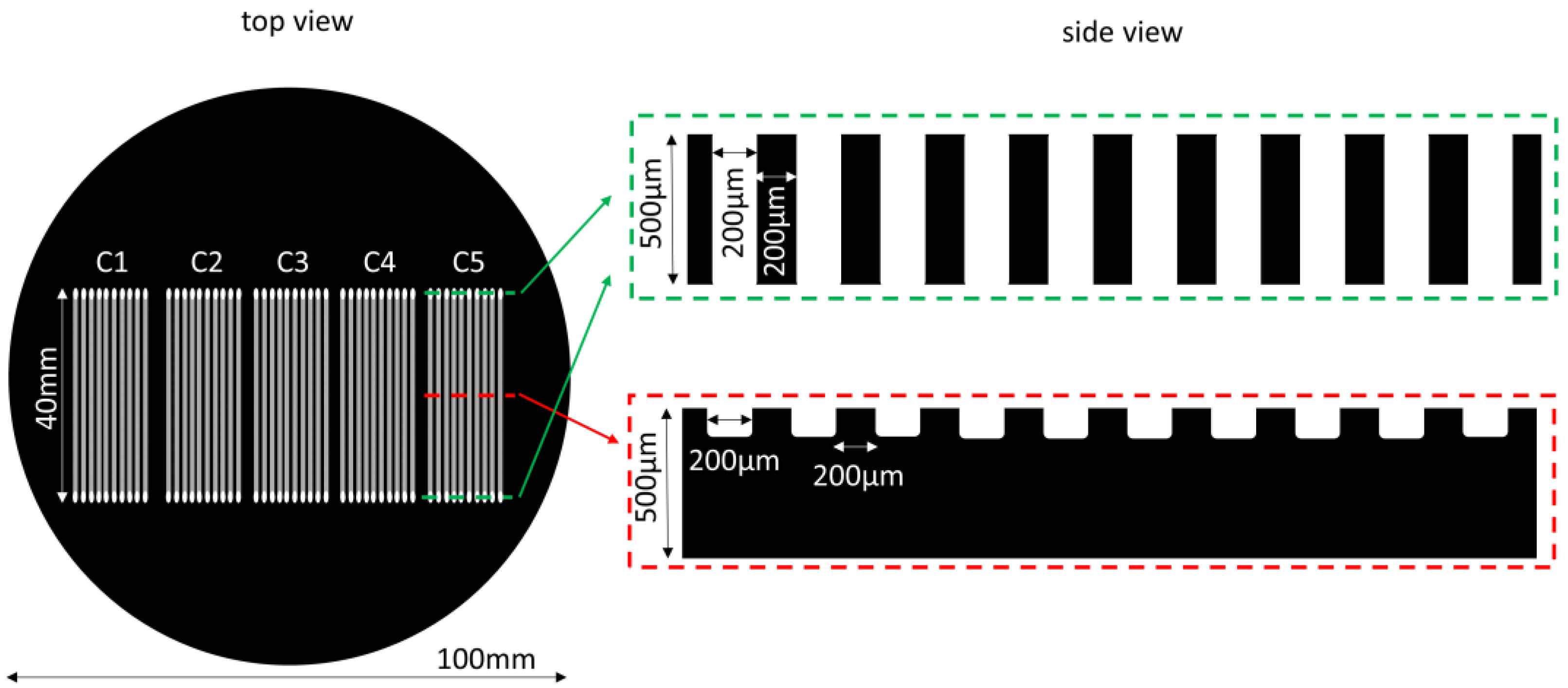
Figure 7 has a trapezoid shape with a width of ~200 μm at the surface and ~108 μm at the achieved depth of ~69 μm. This type of tapering is common in laser processing and arises mainly from the use of gaussian beams. An alternative is to use “top hat” profile laser beams or “trepan” scanning schemes.
The tapering effect becomes problematic when trying to drill holes with a high depth-to-diameter ratio, as in those of our design in
Figure 6. Indeed, as previously mentioned, laser processing produces tapered structures which at a certain point become conical. This has as a result an increase in the apparent surface on which the laser spot is incident and a resulting lowered fluence, below that necessary for ablating the target. Thus, for a given available laser fluence there is a limited accessible aspect ratio. Finally, the entry holes in
Figure 8a,b have a slightly elliptical shape which could be due to the scanning strategy (vertical hatchlines). Crossing the hatchlines should result in a less elliptical shape. In this article, we focus on the feasibility of the process flow and consider most of these aspects to presently be of minor importance.
One of the most important features in the fabrication of a microfluidic device is the processing speed. From our results we can deduce the average material removal rate defined as the ratio of the total machined volume to the time consumed. In the case of engraving of a 40-mm-long, 200-μm wide and 70-μm deep microchannel we have measured a rate of 0.2 mm
3/min. An equivalent laser etch rate would be in that case equal to 24 μm/min. This value places the laser processing method within the highest values for dry etching and within the average of most wet etching techniques (see
Section 1). It is evident that when more than one microchannel needs to be patterned then the laser etch rate quickly drops and it is inversely proportional to the number of the microchannels. The average material removal rate in the case of drilling a hole of 200 μm-diameter in 0.525 mm thick quickly drops within one order of magnitude compared to the engraving application, making the laser processing overal less competitive than dry or wet etching techniques for large production. However, at the prototyping phase where small numbers of devices need to be produced and tested, maskless laser writing can certainly be beneficial. Optimization of the processing speed can be easily achieved by either of the following pathways:
- ▪
Increase the pulse fluence [
12];
- ▪
Use water assisted laser ablation [
15] for more efficient drilling (a two-fold processing speed increase can be achieved if the need for double-sided ablation is removed);
- ▪
Use of bursts of laser pulses [
16];
- ▪
Work with shorter pulses [
17]. We may expect for instance a seven-fold increase in the processing speed by using a 400 fs pulse duration [
18].
With the advent of parallel laser processing (through the use of spatial light modulators or multiple laser scanning heads) direct laser writing could soon make its entry into midscale production.
More important breakthroughs can be imagined if the anodic bonding step is suppressed. It has been shown that it is possible to use the laser to weld a patterned glass plate to an encapsulating glass plate, resulting in a functional microfluidic device [
19]. With the more recent possibilities for silicon 3D writing [
20,
21], direct monolithic integration of microfluidic channels can be imagined. Since such techniques are already applicable in the case of transparent microfluidics [
22] one can foresee fully integrated microcooling chips in the future with very modest sample preparation and no need for clean room facilities, thus considerably reducing the fabrication costs.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}