
Suggested Research Trends in the Area of Micro-EDM—Study of Some Parameters Affecting Micro-EDM


Abstract
:1. Introduction
2. Micro-EDM
3. Typical Electrode Material Selection Approach
4. New Electrode Material Selection Approach
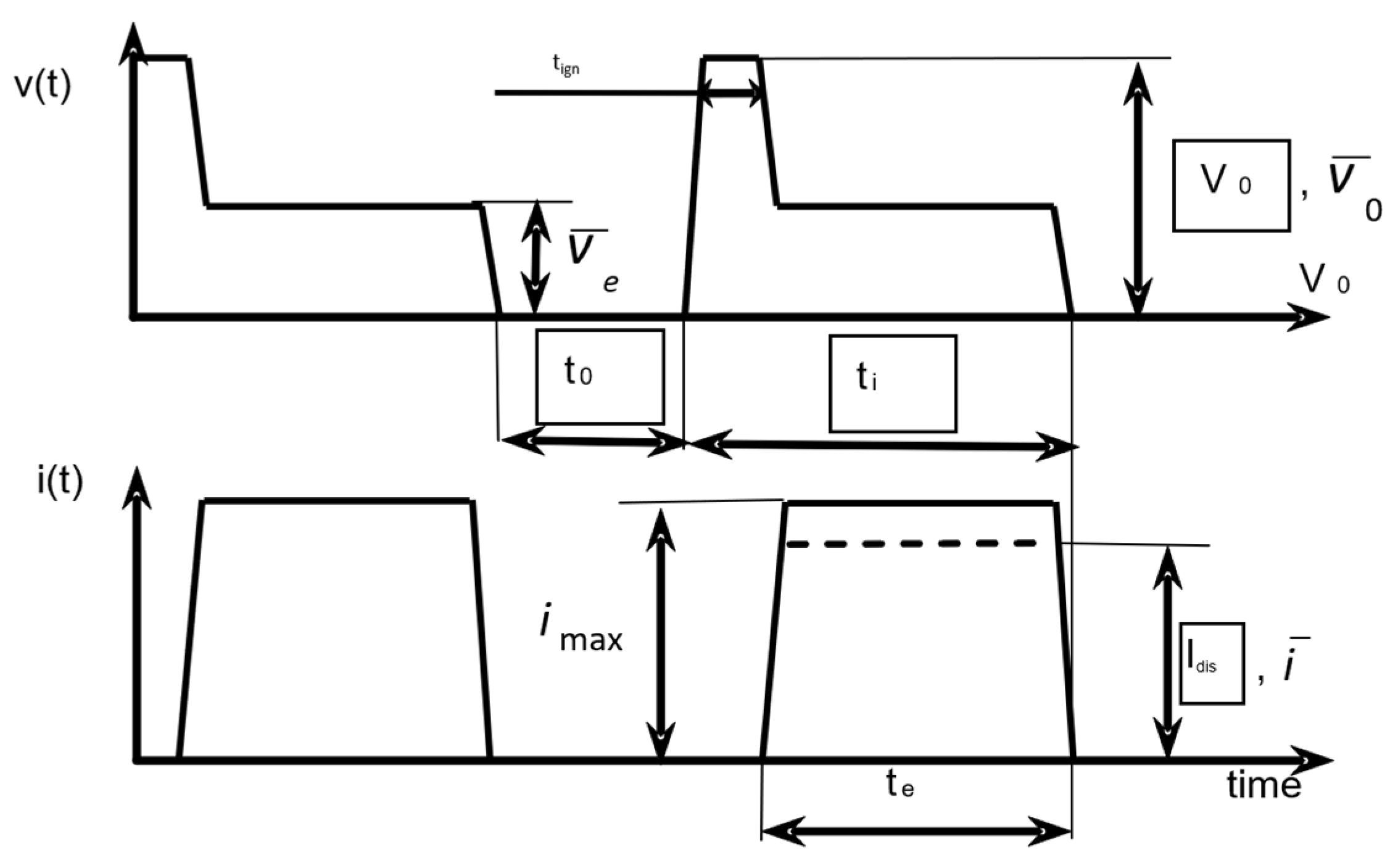
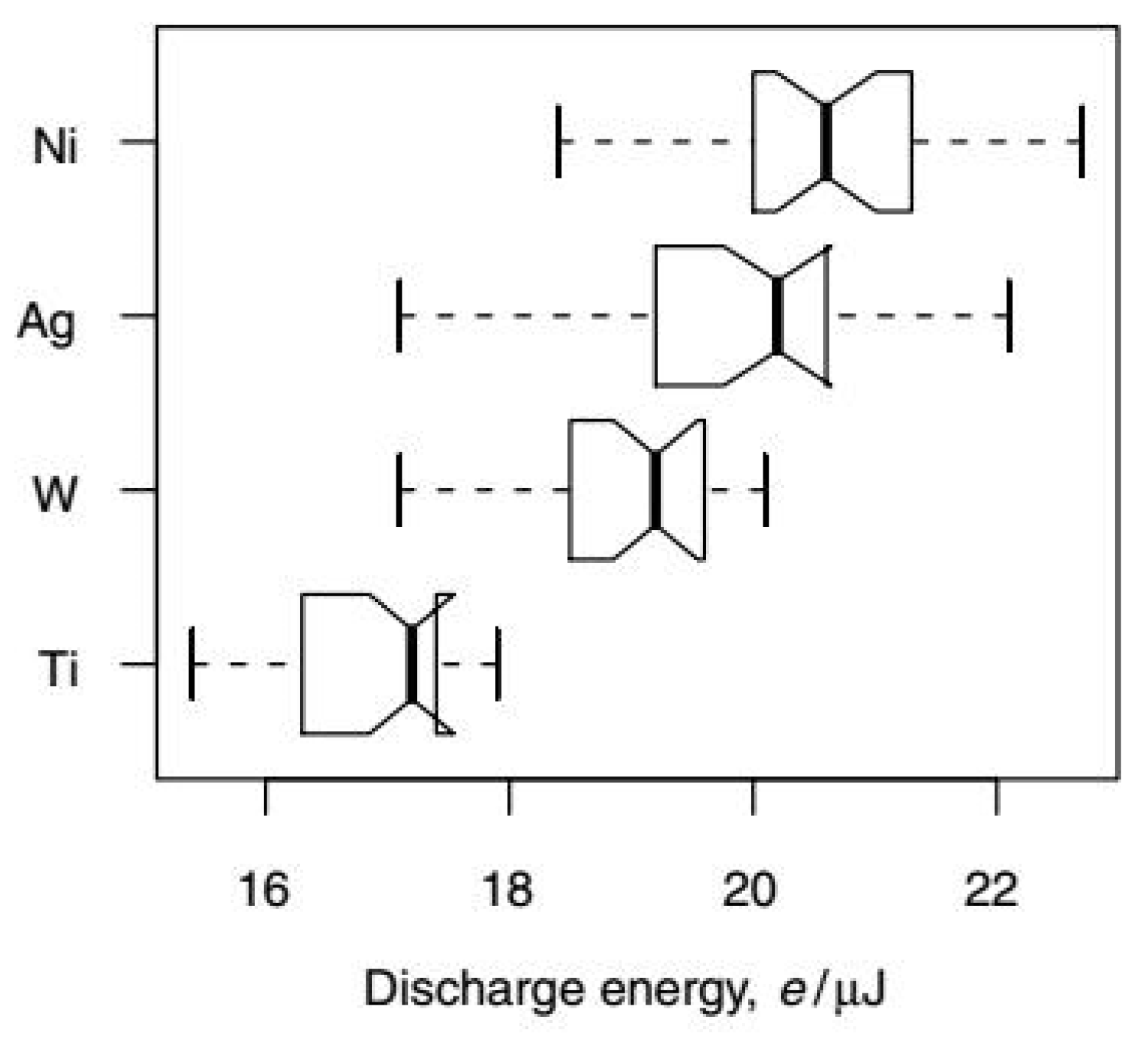
5. Energy Distribution Analysis
6. Analysis of Possible Material Properties Influencing the Energy Distribution during the Micro-EDM Process
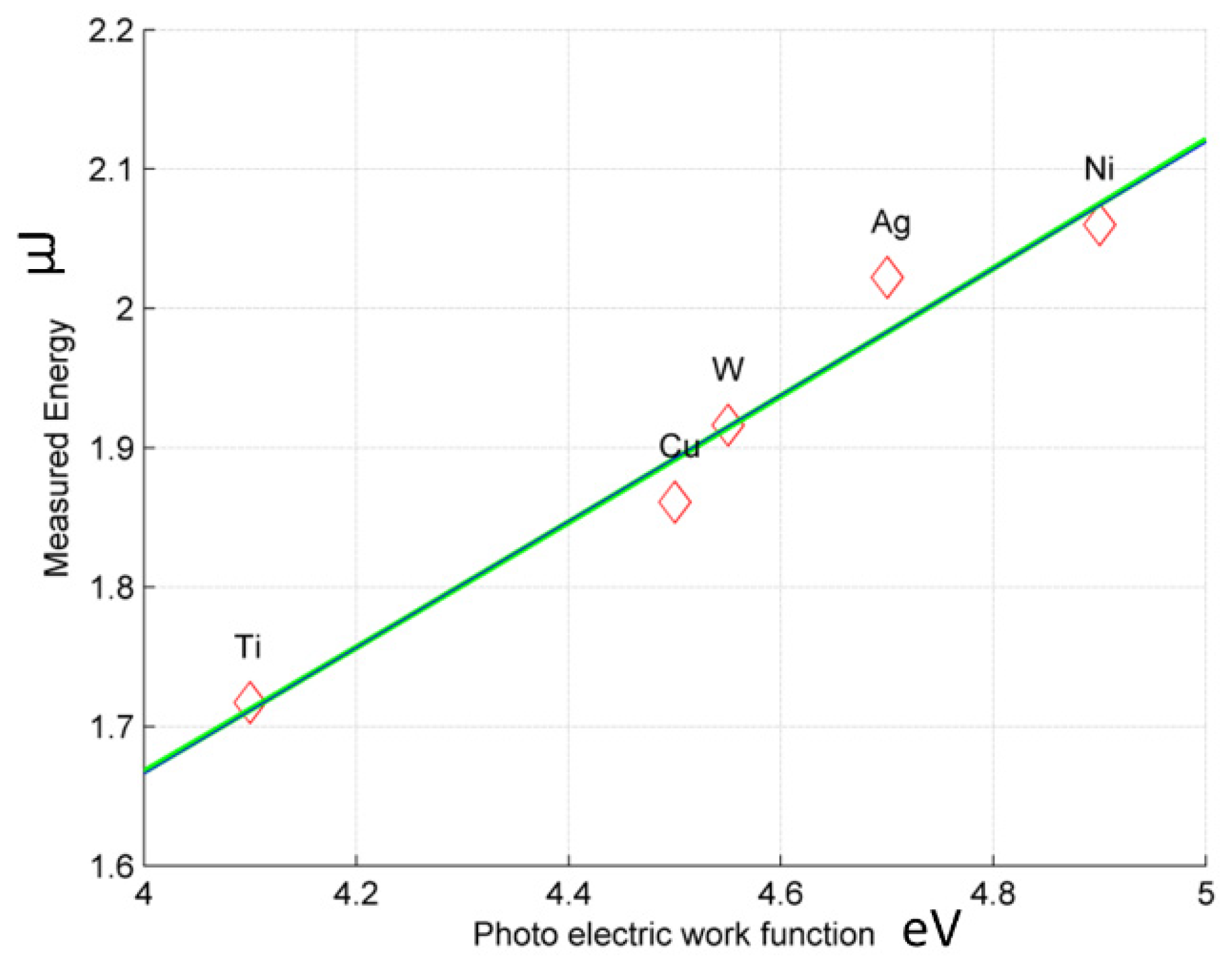
7. Estimation of the Energy Distribution Functions Based on Material Properties
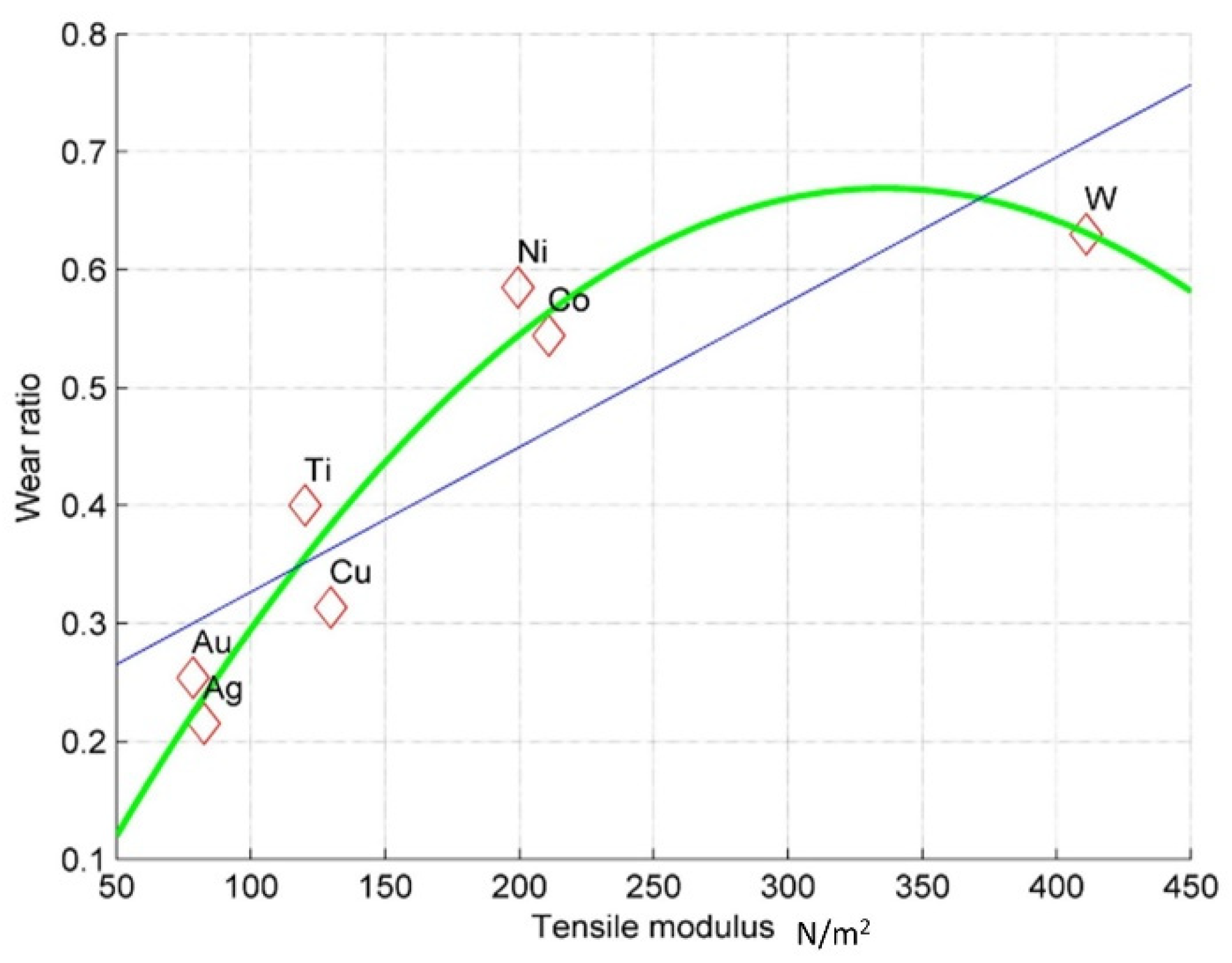
8. Estimation of the Wear Ratio Distribution Functions Based on the Properties of Materials
9. Conclusions
10. Future Prospects
- Build up a theoretical model, which is then proven experimentally, to be used for establishing the energy density needed to directly vaporized material during the EDM process. Obviously, this will be an important parameter to mark the change of the material-removal mechanism and the disappearance of the recast layer.
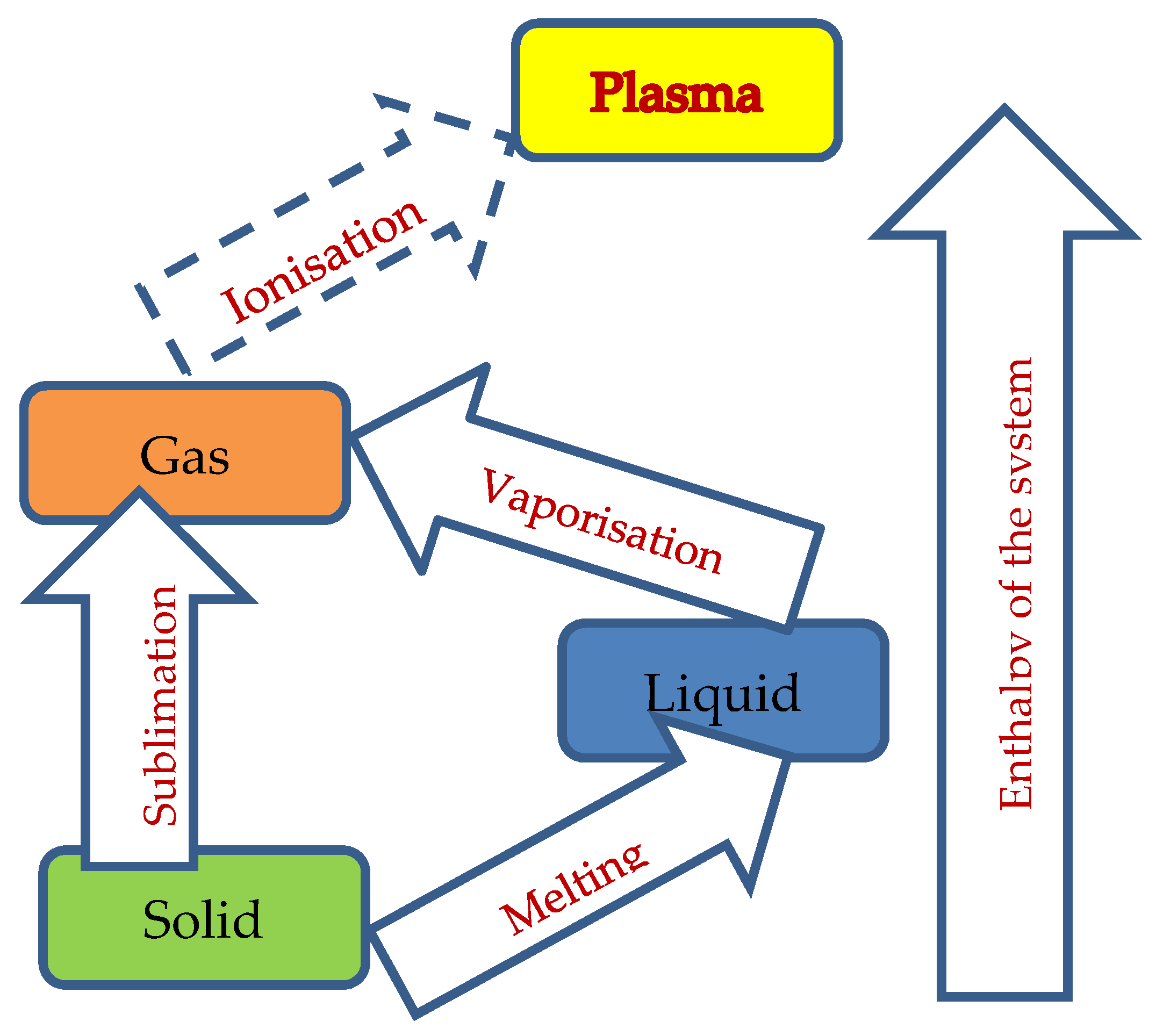
- The suggested model using enthalpy must be improved to not follow the melting–vaporization stages but go directly through ablation (sublimation), as shown in Figure 6.
- More accurate models of the energy distribution during sparking must be developed, which will allow knowing the specific material properties of the workpiece in order to select or even to design electrode materials, and in this way to control the energy distribution during sparking. This, in turn, will dramatically reduce the electrode wear and improve process predictability.
- Based on the presented research, a new model for electrode wear must be developed, keeping in mind the material-removal mechanism and material-bonding energy.
- Electrode material(s) can be selected (designed) to have much less electrode wear with high predictability of the outcome.
- The micro-EDM process has to undergo a high-level scientific investigation to make it more predictable and reliable. It is very likely, as well, that new parameters will be defined, and new micro-EDM machines will be designed and manufactured.
Author Contributions
Funding
Conflicts of Interest
References
- Mohri, N.; Fukuzawa, Y.; Tani, T.; Sata, T. Some considerations to machining characteristics of insulating ceramics-towards practical use in industry. CIRP Ann. 2002, 51, 161–164. [Google Scholar] [CrossRef]
- D’Urso, G.; Maccarini, G.; Ravasio, C. Process performance of micro-EDM drilling of stainless steel. Int. J. Adv. Manuf. Technol. 2014, 72, 1287–1298. [Google Scholar] [CrossRef]
- Altena, H. EDM and ECM for mass production Philips DAP. J. Mater. Process. Technol. 2004, 149, 18–21. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Harst, S.; Klink, A.; Veselovac, D.; Baumgärtner, M. Modeling and simulation of the electrochemical machining (ECM) material removal process for the manufacture of aero engine components. Procedia CIRP 2013, 8, 265–270. [Google Scholar] [CrossRef] [Green Version]
- Romoli, L.; Lovicu, G.; Rashed, C.; Dini, G.; De Sanctis, M.; Fiaschi, M. Microstructural Changes induced by ultrashort pulsed lasers in microdrilling of fuel nozzles. Procedia CIRP 2015, 33, 508–513. [Google Scholar] [CrossRef]
- Li, L.; Diver, C.; Atkinson, J.; Giedl-Wagner, R.; Helml, H. Sequential laser and EDM micro-drilling for next generation fuel injection nozzle manufacture. CIRP Ann. 2006, 55, 179–182. [Google Scholar] [CrossRef]
- Ho, K.; Newman, S. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Chung, D.K.; Shin, H.S.; Park, M.S.; Kim, B.H.; Chu, C.N. Recent researches in micro electrical machining. Int. J. Precis. Eng. Manuf. 2011, 12, 371–380. [Google Scholar] [CrossRef]
- Nguyen, M.D.; Rahman, M.; Wong, Y.S. Simultaneous micro-EDM and micro-ECM in low-resistivity deionized water. Int. J. Mach. Tools Manuf. 2012, 54, 55–65. [Google Scholar] [CrossRef]
- Benilov, A.; Skryshevsky, V.; Robach, Y.; Cabrera, M. Micro and nano electrical discharge machining in microfluidics and micro nanotechnology. Int. J. Mater. Form. 2008, 1, 1315–1318. [Google Scholar] [CrossRef]
- Rajurkar, K.; Levy, G.; Malshe, A.; Sundaram, M.; McGeough, J.; Hu, X.; Resnick, R.; DeSilva, A. Micro and nano machining by electro-physical and chemical processes. CIRP Ann. 2006, 55, 643–666. [Google Scholar] [CrossRef]
- Madou, M. Fundamentals of Microfabrication: The Science of Miniaturization; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Brousseau, E.B.; Dimov, S.S.; Pham, D. Some recent advances in multi-material micro- and nano-manufacturing. Int. J. Adv. Manuf. Technol. 2009, 47, 161–180. [Google Scholar] [CrossRef]
- Pham, D.; Dimov, S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—recent developments and research issues. J. Mater. Process. Technol. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Liu, K.; Lauwers, B.; Reynaerts, D. Process capabilities of Micro-EDM and its applications. Int. J. Adv. Manuf. Technol. 2010, 47, 11–19. [Google Scholar] [CrossRef] [Green Version]
- Fleischer, J.; Kotschenreuther, J. The manufacturing of micro molds by conventional and energy-assisted processes. Int. J. Adv. Manuf. Technol. 2007, 33, 75–85. [Google Scholar] [CrossRef]
- Uhlmann, E.; Piltz, S.; Doll, U. Machining of micro/miniature dies and moulds by electrical discharge machining—Recent development. J. Mater. Process. Technol. 2005, 167, 488–493. [Google Scholar] [CrossRef]
- Kawakami, T.; Kunieda, M. Study on factors determining limits of minimum machinable size in micro EDM. CIRP Ann. 2005, 54, 167–170. [Google Scholar] [CrossRef]
- Wong, Y.; Rahman, M.; Lim, H.; Han, H.; Ravi, N. Investigation of micro-EDM material removal characteristics using single RC-pulse discharges. J. Mater. Process. Technol. 2003, 140, 303–307. [Google Scholar] [CrossRef]
- Ferri, C.; Ivanov, A.; Petrelli, A. Electrical measurements in µ-EDM. J. Micromech. Microeng. 2008, 18, 085007. [Google Scholar] [CrossRef]
- Egashira, K.; Matsugasako, A.; Tsuchiya, H.; Miyazaki, M. Electrical discharge machining with ultralow discharge energy. Precis. Eng. 2006, 30, 414–420. [Google Scholar] [CrossRef]
- Zahiruddin, M.; Kunieda, M. Comparison of energy and removal efficiencies between micro and macro EDM. CIRP Ann. 2012, 61, 187–190. [Google Scholar] [CrossRef]
- Katz, Z.; Tibbles, C. Analysis of micro-scale EDM process. Int. J. Adv. Manuf. Technol. 2005, 25, 923–928. [Google Scholar] [CrossRef]
- Trych-Wildner, A.; Wildner, K. Multifilament carbon fibre tool electrodes in micro EDM—evaluation of process performance based on influence of input parameters. Int. J. Adv. Manuf. Technol. 2017, 91, 3737–3747. [Google Scholar] [CrossRef] [Green Version]
- Hösel, T.; Müller, C.; Reinecke, H. Spark erosive structuring of electrically nonconductive zirconia with an assisting electrode. CIRP J. Manuf. Sci. Technol. 2011, 4, 357–361. [Google Scholar] [CrossRef]
- Weng, F.-T.; Shyu, R.; Hsu, C.-S. Fabrication of micro-electrodes by multi-EDM grinding process. J. Mater. Process. Technol. 2003, 140, 332–334. [Google Scholar] [CrossRef]
- Yamazaki, M.; Suzuki, T.; Mori, N.; Kunieda, M. EDM of micro-rods by self-drilled holes. J. Mater. Process. Technol. 2004, 149, 134–138. [Google Scholar] [CrossRef]
- Banu, A.; Ali, M.Y.; Rahman, M.A. Micro-electro discharge machining of non-conductive zirconia ceramic: Investigation of MRR and recast layer hardness. Int. J. Adv. Manuf. Technol. 2014, 75, 257–267. [Google Scholar] [CrossRef]
- Zeller, F.; Hösel, T.; Müller, C.; Reinecke, H. Microstructuring of non-conductive silicon carbide by electrical discharge machining. Microsyst. Technol. 2014, 20, 1875–1880. [Google Scholar] [CrossRef]
- Hourmand, M.; Sarhan, A.A.D.; Noordin, M.Y. Development of new fabrication and measurement techniques of micro-electrodes with high aspect ratio for micro EDM using typical EDM machine. Measurement 2017, 97, 64–78. [Google Scholar] [CrossRef]
- Plaza, S.; Sanchez, J.A.; Perez, E.; Gil, R.; Izquierdo, B.; Ortega, N.; Pombo, I. Experimental study on micro EDM-drilling of Ti6Al4V using helical electrode. Precis. Eng. 2014, 38, 821–827. [Google Scholar] [CrossRef]
- D’Urso, G.; Maccarini, G.; Ravasio, C. Influence of electrode material in micro-EDM drilling of stainless steel and tungsten carbide. Int. J. Adv. Manuf. Technol. 2015, 85, 2013–2025. [Google Scholar] [CrossRef]
- Yan, J.; Watanabe, K.; Aoyama, T. Micro-electrical discharge machining of polycrystalline diamond using rotary cupronickel electrode. CIRP Ann. 2014, 63, 209–212. [Google Scholar] [CrossRef]
- Yoo, H.K.; Kwon, W.T.; Kang, S. Development of a new electrode for micro-electrical discharge machining (EDM) using Ti (C.;N)-based cermet. Int. J. Precis. Eng. Manuf. 2014, 15, 609–616. [Google Scholar] [CrossRef]
- Tsai, H.; Yan, B.; Huang, F. EDM performance of Cr/Cu-based composite electrodes. Int. J. Mach. Tools Manuf. 2003, 43, 245–252. [Google Scholar] [CrossRef]
- Uhlmann, E.; Roehner, M. Investigations on reduction of tool electrode wear in micro-EDM using novel electrode materials. CIRP J. Manuf. Sci. Technol. 2008, 1, 92–96. [Google Scholar] [CrossRef]
- Mullya, S.A.; Karthikeyan, G.; Ganachari, V.S. Electric discharge milling: A state-of-the-art review. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–22. [Google Scholar] [CrossRef]
- Trych-Wildner, A.; Kudla, L. Can carbon fibres work as tool electrodes in micro electrical discharge machining? J. Micromech. Microeng. 2016, 26, 075007. [Google Scholar] [CrossRef]
- Jahan, M.P.; Wong, Y.S.; Rahman, M. A comparative experimental investigation of deep-hole micro-EDM drilling capability for cemented carbide (WC-Co) against austenitic stainless steel (SUS 304). Int. J. Adv. Manuf. Technol. 2010, 46, 1145–1160. [Google Scholar] [CrossRef]
- Habib, M.A.; Rahman, M. Performance analysis of EDM electrode fabricated by localized electrochemical deposition for micro-machining of stainless steel. Int. J. Adv. Manuf. Technol. 2009, 49, 975–986. [Google Scholar] [CrossRef]
- Heinz, K.G.; Kapoor, S.G.; Devor, R.E.; Surla, V. An Investigation of magnetic-field-assisted material removal in Micro-EDM for nonmagnetic materials. J. Manuf. Sci. Eng. 2011, 133, 021002. [Google Scholar] [CrossRef]
- Pradhan, B.B.; Masanta, M.; Sarkar, B.R.; Bhattacharyya, B. Investigation of electro-discharge micro-machining of titanium super alloy. Int. J. Adv. Manuf. Technol. 2009, 41, 1094–1106. [Google Scholar] [CrossRef]
- Meena, V.K.; Azad, M.S. Grey Relational Analysis of Micro-EDM Machining of Ti-6Al-4V Alloy. Mater. Manuf. Process. 2012, 27, 973–977. [Google Scholar] [CrossRef]
- Garg, R.K.; Singh, K.K.; Sachdeva, A.; Sharma, V.S.; Ojha, K.; Singh, S. Review of research work in sinking EDM and WEDM on metal matrix composite materials. Int. J. Adv. Manuf. Technol. 2010, 50, 611–624. [Google Scholar] [CrossRef]
- Ay, M.; Çaydaş, U.; Hasçalık, A. Optimization of micro-EDM drilling of inconel 718 superalloy. Int. J. Adv. Manuf. Technol. 2013, 66, 1015–1023. [Google Scholar] [CrossRef]
- Prihandana, G.S.; Sriani, T.; Mahardika, M.; Hamdi, M.; Miki, N.; Wong, Y.S.; Mitsui, K. Application of powder suspended in dielectric fluid for fine finish micro-EDM of Inconel. Int. J. Adv. Manuf. Technol. 2014, 75, 599–613. [Google Scholar] [CrossRef]
- Lin, M.-Y.; Tsao, C.-C.; Hsu, C.-Y.; Chiou, A.-H.; Huang, P.-C.; Lin, Y.-C. Optimization of micro milling electrical discharge machining of Inconel 718 by Grey-Taguchi method. Trans. Nonferrous Met. Soc. China 2013, 23, 661–666. [Google Scholar] [CrossRef]
- Somashekhar, K.P.; Ramachandran, N.; Mathew, J. Optimization of material removal rate in micro-EDM using artificial neural network and genetic algorithms. Mater. Manuf. Process. 2010, 25, 467–475. [Google Scholar] [CrossRef]
- Tsai, Y.; Masuzawa, T. An index to evaluate the wear resistance of the electrode in micro-EDM. J. Mater. Process. Technol. 2004, 149, 304–309. [Google Scholar] [CrossRef]
- Chiou, A.-H.; Tsao, C.-C.; Hsu, C.-Y. A study of the machining characteristics of micro EDM milling and its improvement by electrode coating. Int. J. Adv. Manuf. Technol. 2015, 78, 1857–1864. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter, Symbol | Unit, Symbol | Value |
|---|---|---|
| Open circuit voltage, V0 | Volt, V | 80 |
| Average current from the generator, I | Ampere, A | 0.5 |
| Duration of the pulse of voltage at V0, T-on | Microsecond, μs | 1 |
| Programmed time interval between adjacent pulses of voltage, T-off | Microsecond, μs | 1 |
| Reference voltage of the servo systema | Volts, V | 50 |
| Material Property | Energy |
|---|---|
| Atomic number | 0.28 |
| Atomic radius | −0.46 |
| Atomic weight | 0.24 |
| Electron work function | 0.98 |
| Thermal neutron absorption cross-section | 0.44 |
| Temperature coefficient | 0.67 |
| Electrical resistivity | −0.78 |
| Boiling point | −0.21 |
| Density | 0.35 |
| Melting point | −0.13 |
| Coefficient of thermal expansion | 0.40 |
| Latent heat of evaporation | −0.62 |
| Latent heat of fusion | −0.55 |
| Specific heat | −0.40 |
| Thermal conductivity | 0.32 |
| Bulk modulus | 0.17 |
| Tensile modulus | 0.10 |
| Enthalpy | −0.62 |
| Enthalpy/thermal conductivity | −0.75 |
| Materials | Measured Energy (µJ) | Electron Work Function (eV) |
|---|---|---|
| Ti | 1.717 | 4.1 |
| Cu | 1.861 | 4.5 |
| W | 1.916 | 4.55 |
| Ag | 2.022 | 4.7 |
| Ni | 2.06 | 4.9 |
| Material Property | Wear Ratio |
|---|---|
| Atomic number | −0.12 |
| Atomic radius | −0.45 |
| Atomic weight | −0.11 |
| Electron work function | 0.18 |
| Thermal neutron absorption cross-section | −0.57 |
| Temperature coefficient | 0.71 |
| Electrical resistivity | 0.06 |
| Boiling point | 0.60 |
| Density | 0.04 |
| Melting point | 0.73 |
| Coefficient of thermal expansion | −0.73 |
| Latent heat of evaporation | 0.49 |
| Latent heat of fusion | 0.57 |
| Specific heat | 0.22 |
| Thermal conductivity | −0.74 |
| Bulk modulus | 0.72 |
| Atomic bonding energy (tensile modulus) | 0.85 |
| Enthalpy | 0.48 |
| Enthalpy/thermal conductivity | 0.09 |
| Materials | Measured Wear Ratio | Tensile Modulus (N/m2) | Thermal Conductivity (Wm−1K−1) | Thermal Expansion (K−1) |
|---|---|---|---|---|
| Ag | 0.215 | 82.7 | 429 | 19.1 |
| Au | 0.254 | 78.5 | 318 | 14.1 |
| Cu | 0.3135 | 129.8 | 401 | 17 |
| Ti | 0.4 | 120.2 | 21.9 | 8.9 |
| Co | 0.544 | 211 | 100 | 12.5 |
| Ni | 0.585 | 199.5 | 90.9 | 13.3 |
| W | 0.63 | 411 | 173 | 4.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ivanov, A.; Lahiri, A.; Baldzhiev, V.; Trych-Wildner, A. Suggested Research Trends in the Area of Micro-EDM—Study of Some Parameters Affecting Micro-EDM. Micromachines 2021, 12, 1184. https://doi.org/10.3390/mi12101184
Ivanov A, Lahiri A, Baldzhiev V, Trych-Wildner A. Suggested Research Trends in the Area of Micro-EDM—Study of Some Parameters Affecting Micro-EDM. Micromachines. 2021; 12(10):1184. https://doi.org/10.3390/mi12101184
Chicago/Turabian StyleIvanov, Atanas, Abhishek Lahiri, Venelin Baldzhiev, and Anna Trych-Wildner. 2021. "Suggested Research Trends in the Area of Micro-EDM—Study of Some Parameters Affecting Micro-EDM" Micromachines 12, no. 10: 1184. https://doi.org/10.3390/mi12101184