
A New Method for Precision Measurement of Wall-Thickness of Thin-Walled Spherical Shell Parts

Abstract
:1. Introduction
2. Methodology
2.1. The Method of Measuring Wall-Thickness
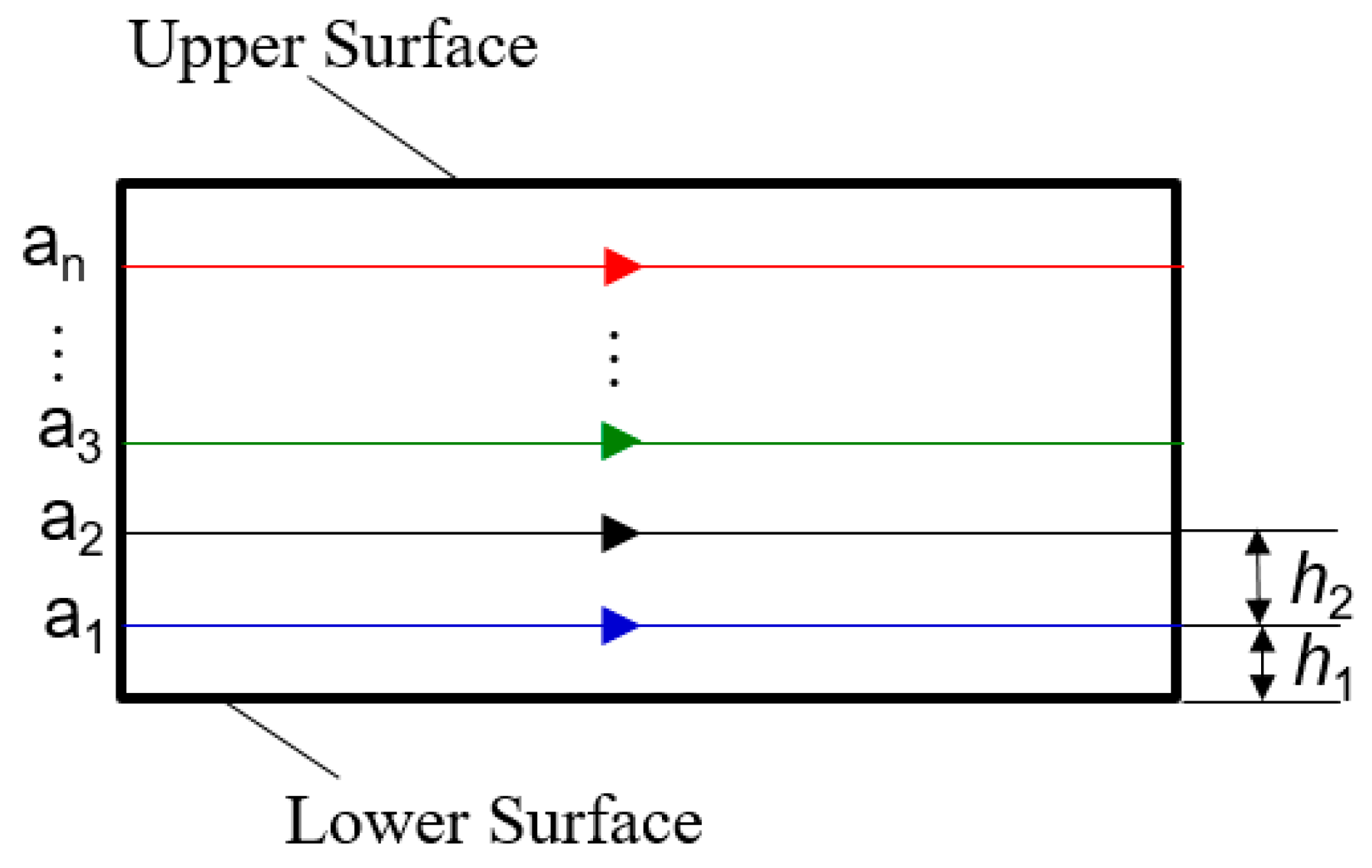
2.2. Measurement Trajectory
2.3. Measuring Benchmark Coincidence Model
2.4. Reconstruction Model and Method of Obtaining Wall-Thickness
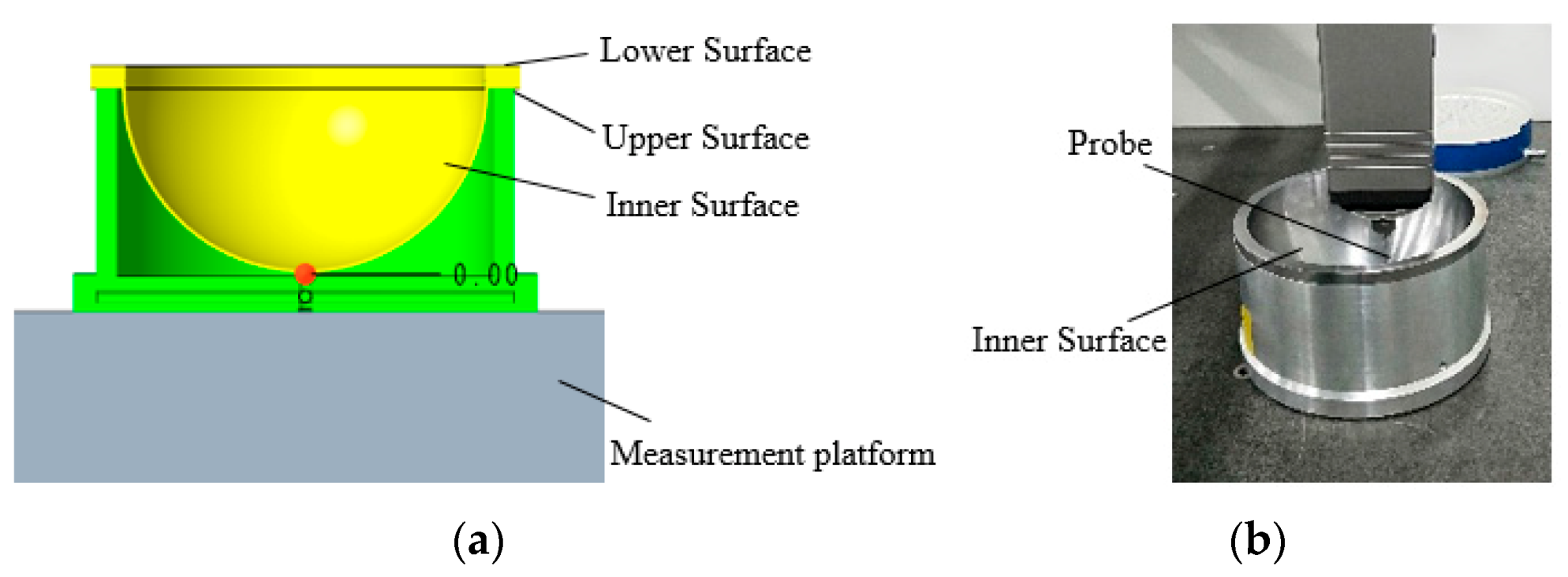
3. Experimental Setup
4. Results and Discussion
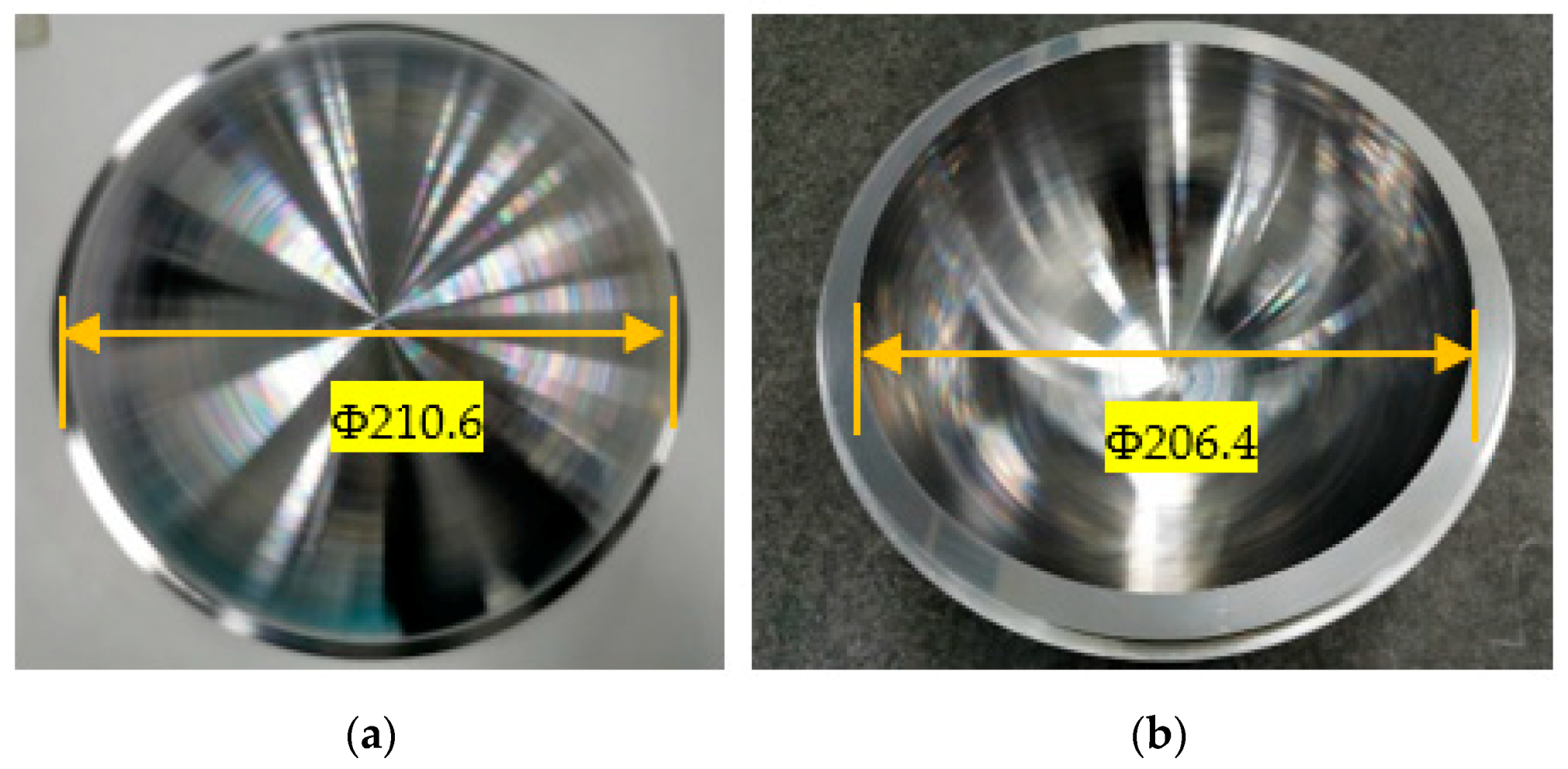
4.1. Spherical Shell Surface Shape
4.2. Wall-Thickness of Spherical Shell
4.3. Discussion
5. Conclusions
- Thin-walled spherical shell parts thickness is obtained by measuring the surface of inner and outer surface respectively.
- The surface error of the outer and inner surfaces of the spherical shell are about 5 μm and 6 μm, and the wall-thickness error is about 8 μm.
- The meridian trajectory is verified as a better method to obtain the wall-thickness of spherical shell parts.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, H.-B.; Wang, Y.-Q.; Jia, Z.-Y.; Guo, D.-M. Integration strategy of on-machine measurement (OMM) and numerical control (NC) machining for the large thin-walled parts with surface correlative constraint. Int. J. Adv. Manuf. Technol. 2015, 80, 1721–1731. [Google Scholar] [CrossRef]
- Naveed, A.; Muhammad, A.-N.; Ateekh, U.-R.; Madiha, R.; Usama, U.; Adham, E.-R. High Aspect Ratio Thin-Walled Structures in D2 Steel through Wire Electric Discharge Machining (EDM). Micromachines 2021, 12, 1. [Google Scholar]
- Huang, X.-C. Analysis of Mechanical States and Failure Modes of Shells Subjected to Implosive and Explosive Loadings; Institute of Engineering China Academy of Engineering Physics: Mianyang, China, 2010. [Google Scholar]
- Zhao, F.; Tan, H.; Wu, Q.; Cai, L.-C.; Tan, D.-W.; Zhu, W.-J. Shock wave and detonation physics research in the Chinese Academy of Engineering Physics. Physics 2009, 38, 894–899. [Google Scholar]
- Zha, J.; Chu, J.; Li, Y.-P.; Chen, Y.-L. Thin-walled Double Side Freeform Component Milling Process with Paraffin Filling Method. Micromachines 2017, 8, 332. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cao, G.-Q. The Research of Instrument for Measurement of Wall-Thickness and Wall-Thickness Difference of Thin-Wall Parts of Variation Curvature Revolving Body; National University of Defense Technology: Changsha, China, 2005. [Google Scholar]
- Wei, P.; Zhao, J.-X.; Sun, Z.-J. Measuring and Computerized Data Processing System for W.T. of Seamless Steel Tubes. Steel Pipe 2002, 31, 40–42. [Google Scholar]
- Zhang, Y.; Lin, B. Error Analysis and Data Processing in the Measurement of Wall Thickness of Missile Radom. Electr. Autom. 2013, 35, 96–98. [Google Scholar]
- Guo, D.-M.; Wang, X.-M.; Jia, Z.-Y.; Xu, Z.-X. Researches on the Geometric Parameter Measuring Instrument for Radome. Chin. J. Mech. Eng. 2000, 36, 41–46. [Google Scholar] [CrossRef]
- Lyssakow, P.; Friedrich, L.; Krause, M.; Dafnis, A.; Schröder, K.-U. Contactless geometric and thickness imperfection measurement system for thin-walled structures. Measurement 2020, 150, 107038. [Google Scholar] [CrossRef]
- Jin, J.-H.; Kang, Y.-H.; Yang, S.-Z. Magnetic Leakage Flux Method for Wall Thickness Measurement in Oil Well Tubing. Chin. J. Sci. Instrum. 2001, 22, 469–472. [Google Scholar]
- Fan, M.-B.; Cao, B.-H.; Sunny, A.-I.; Li, W.; Tian, G.-Y.; Ye, B. Pulsed eddy current thickness measurement using phase features immune to liftoff effect. NDT E Int. 2017, 86, 123–131. [Google Scholar] [CrossRef]
- Mao, X.-F.; Lei, Y.-Z. Thickness measurement of metal pipe using swept-frequency eddy current testing. NDT E Int. 2016, 78, 10–19. [Google Scholar] [CrossRef]
- Nishino, H.; Iwata, K.; Ishikawa, M. Wall thickness measurement using resonant phenomena of circumferential Lamb waves generated by plural transducer elements located evenly on girth. Jpn. J. Appl. Phys. 2016, 55, 07KC07. [Google Scholar] [CrossRef]
- Li, W.; Duan, S.-Y.; Song, Y.; Wu, X.-J. An pulse eddy current thickness measurement method of stainless steel plate based on Laplace wavelet’s characteristic frequency. Chin. J. Sci. Instrum. Available online: http://kns.cnki.net/kcms/detail/11.2179.TH.20201223.0905.002.html (accessed on 23 December 2020).
- Wu, A.; Zhu, J.-H.; He, F.-Y.; Hu, J.-D.; Wang, L. Measuring System for the Wall Thickness of Pipe Based on Ultrasonic Multisensory. In Proceedings of the 2009 9th International Conference on Electronic Measurement & Instruments, Beijing, China, 16–19 August 2009; Institute of Electrical and Electronics Engineers: New York, NY, USA, 2009; pp. 641–644. [Google Scholar]
- Jaime, P.; Pouyan, K.; Frederic, C. Shear waves with orthogonal polarisations for thickness measurement and crack detection using EMATs. NDT E Int. 2020, 111, 102212. [Google Scholar]
- Durongsak, K.; Yenjai, C.; Rassamee, S. Development of remaining wall thickness measurement system for boiler wall tube using gamma scattering technique. J. Phys. Conf. Ser. 2017, 860, 12040. [Google Scholar] [CrossRef] [Green Version]
- Levesque, D.; Kruger, S.-E.; Lamouche, G.; Kolarik, R., II; Jeskey, G.; Choquet, M.; Monchalin, J.-P. Thickness and grain size monitoring in seamless tube-making process using laser ultrasonics. NDT E Int. 2006, 39, 622–626. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.-B.; Wang, Y.-Q.; Lian, M.; Zhang, T.-Y.; Liu, B.-L. Thickness Measurement Using Ultrasonic Scanning Method for Large Aerospace Thin-Walled Parts. In Proceedings of the 2019 IEEE 5th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Turin, Italy, 19–21 June 2019; IEEE: New York, NY, USA, 2019; pp. 243–247. [Google Scholar]
- Morana, M.; Damir, M.; Biserka, R.; Zdenka, K. Measurement uncertainty evaluation of ultrasonic wall thickness measurement. Measurement 2019, 137, 179–188. [Google Scholar]
- Adamowski, J.-C.; Buiochi, F.; Tsuzuki, M.; Pérez, N. Ultrasonic Measurement of Micrometric Wall-Thickness Loss Due to Corrosion Inside Pipes. In Proceedings of the 2013 IEEE International Ultrasonics Symposium (IUS), Prague, Czech Republic, 21–25 July 2013; Institute of Electrical and Electronics Engineers: New York, NY, USA, 2014; pp. 1881–1884. [Google Scholar]
- Rees, J.; Hobsont, G.-S.; Tozert, R.C.; Busby, T.-S. Microwave measurement of furnace wall thickness. Trans. Inst. Meas. Control 1986, 8, 91–99. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Type | Parameter Value |
|---|---|
| X Stroke (mm) | 350 |
| Z Stroke (mm) | 300 |
| Position Feedback Accuracy (nm) | 0.032 |
| X Horizontal Straightness (μm/25 mm) | 0.05 |
| Z Horizontal Straightness (μm/25 mm) | 0.05 |
| Spindle Load (kg) | 85 |
| Spindle Radial Runout (nm) | ≤15 |
| Spindle Axial Runout (nm) | ≤15 |
| Maximum Spindle Speed (rpm) | 7000 |
| Parameter Type | Parameter Value |
|---|---|
| Tool Radius (mm) | 0.2 |
| Spindle Speed (rpm) | 200 |
| F (mm/min) | 20 |
| ap (μm) | 10 |
| Adsorption Pressure (kPa) | 50 |
| Parameter | ||||||
|---|---|---|---|---|---|---|
| (μm) | −2.9486 | 1.7417 | −0.4585 | −0.1361 | −4.6903 | −0.3224 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Xu, Y.; Pan, B.; Zhang, J.; Kang, R.; Huang, W.; Du, D. A New Method for Precision Measurement of Wall-Thickness of Thin-Walled Spherical Shell Parts. Micromachines 2021, 12, 467. https://doi.org/10.3390/mi12050467
Guo J, Xu Y, Pan B, Zhang J, Kang R, Huang W, Du D. A New Method for Precision Measurement of Wall-Thickness of Thin-Walled Spherical Shell Parts. Micromachines. 2021; 12(5):467. https://doi.org/10.3390/mi12050467
Chicago/Turabian StyleGuo, Jiang, Yongbo Xu, Bo Pan, Juntao Zhang, Renke Kang, Wen Huang, and Dongxing Du. 2021. "A New Method for Precision Measurement of Wall-Thickness of Thin-Walled Spherical Shell Parts" Micromachines 12, no. 5: 467. https://doi.org/10.3390/mi12050467