
Rapid Fabrication of Microfluidic Devices for Biological Mimicking: A Survey of Materials and Biocompatibility

 , ,
, , 
Abstract
:1. Introduction
2. Material and Methods
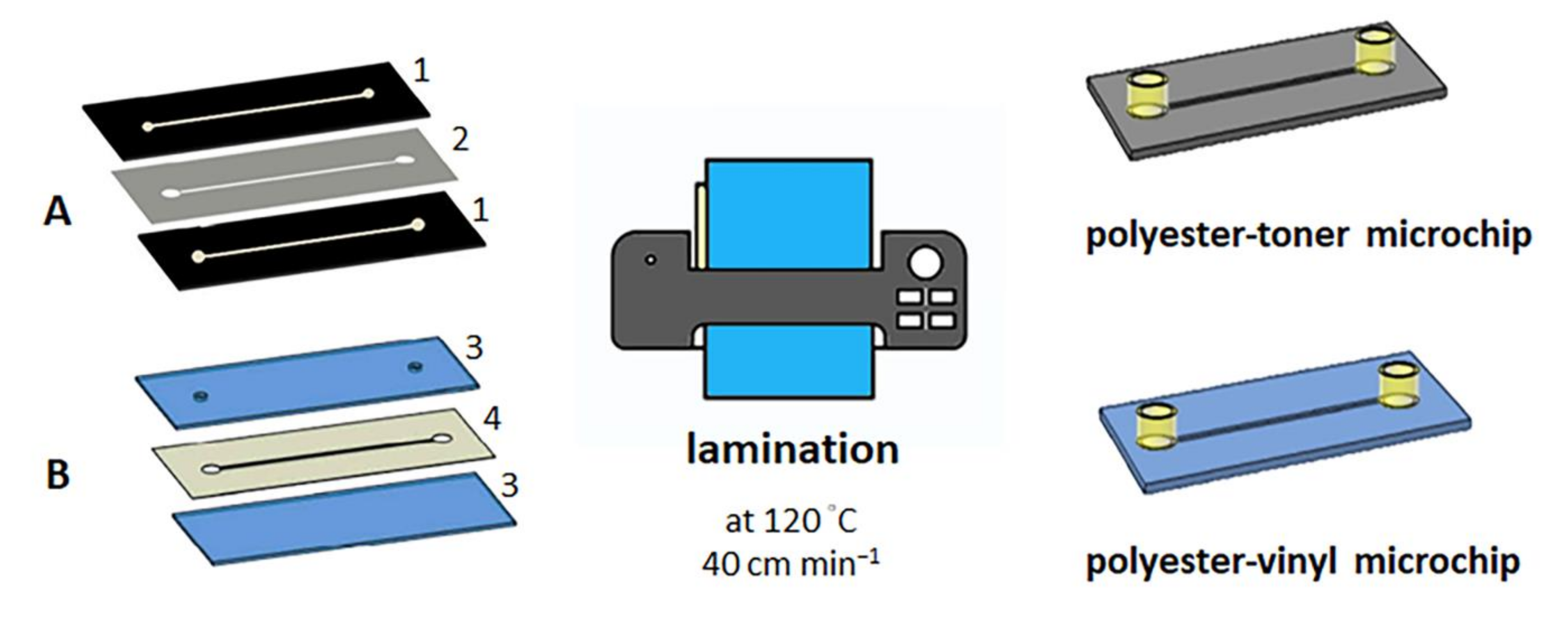
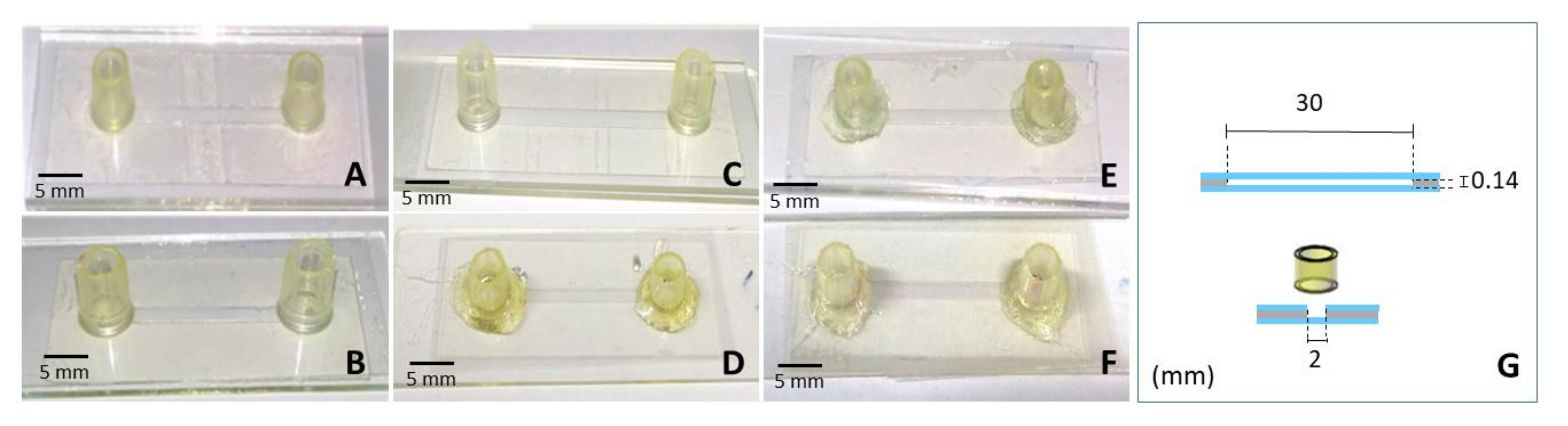
2.1. Laminated Microchip Fabrication
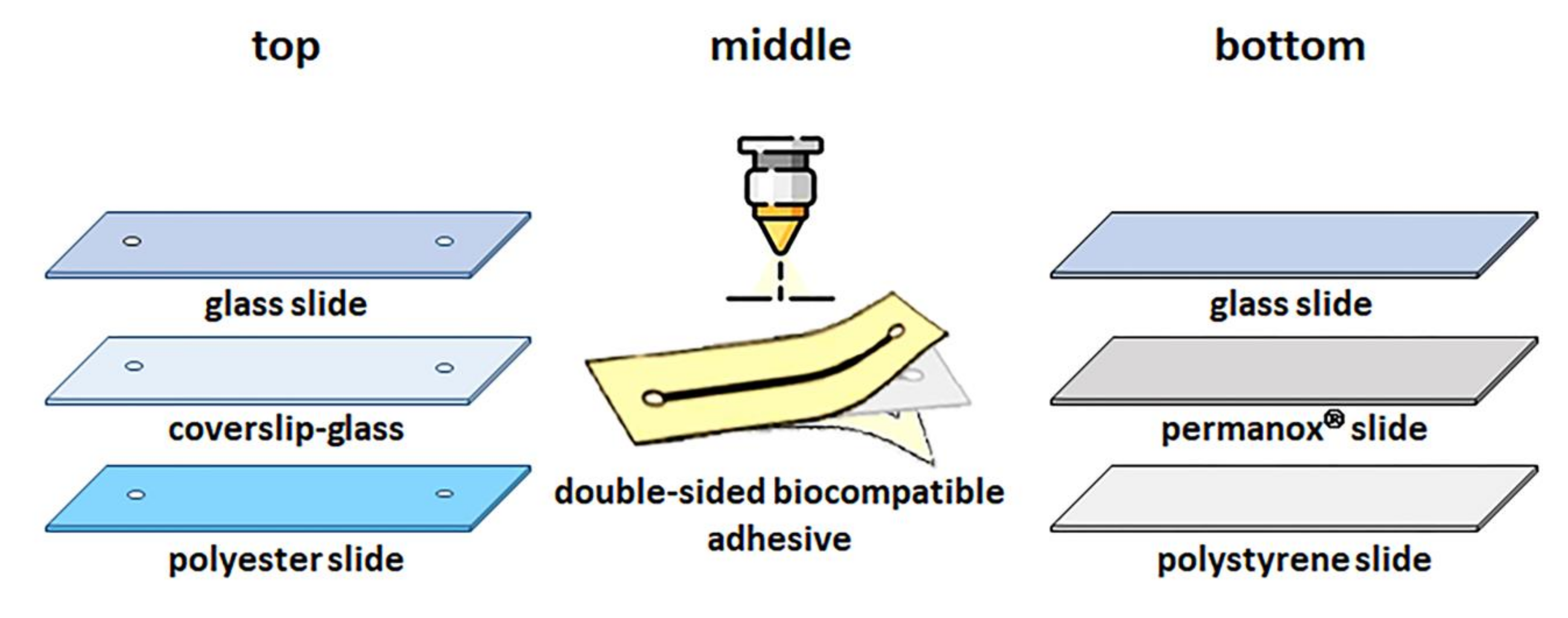
2.2. Biocompatible Adhesive Microchip Fabrication
2.3. Cell Line and Culture Medium
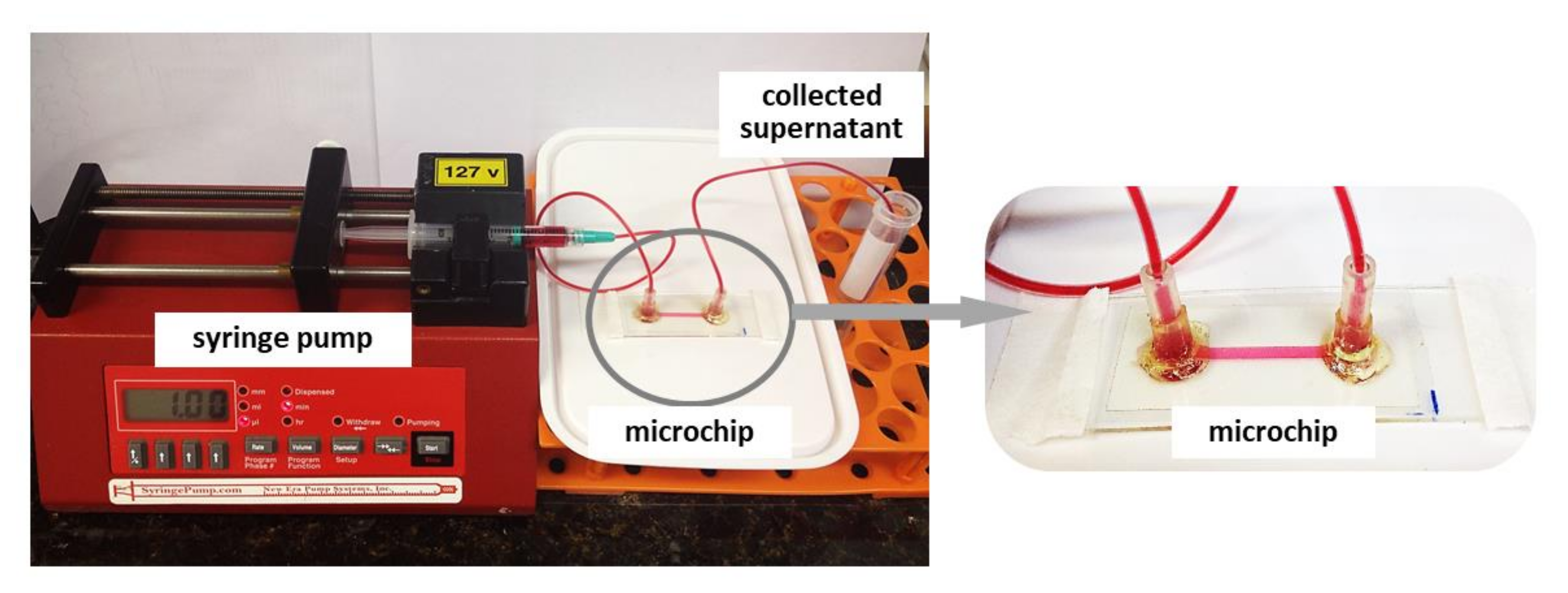
2.4. Cell Seeding and Cultivation in Microchip
2.5. Cell Viability
2.6. Statistical Analysis
3. Results and Discussion
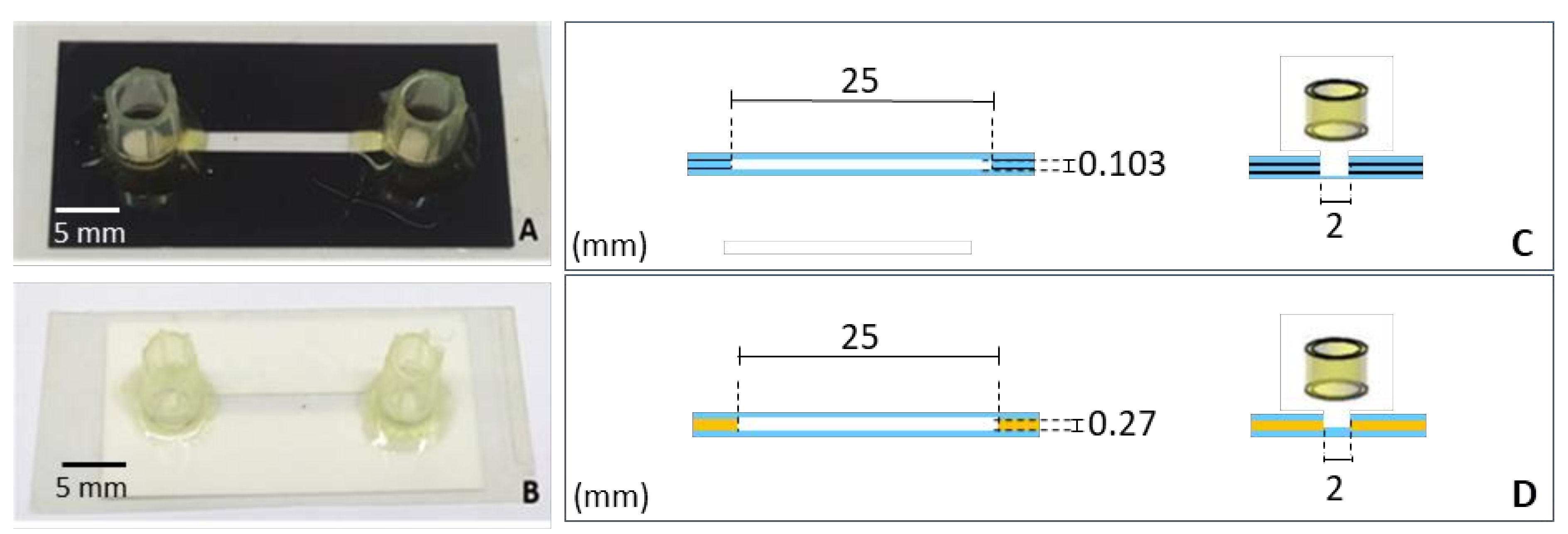
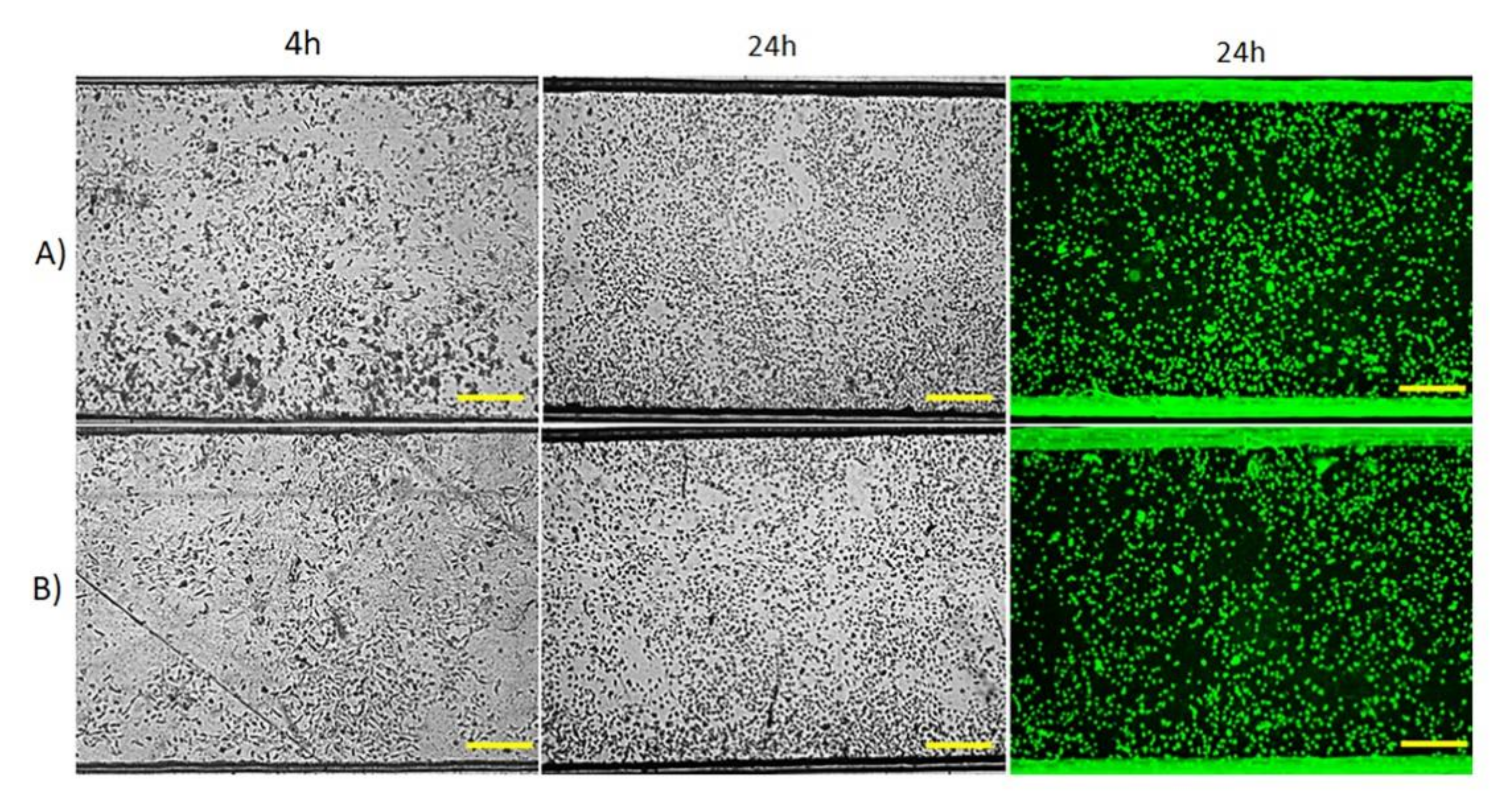
3.1. Laminated Microchips: Polyester-Toner (PET) and Polyester-Vinyl
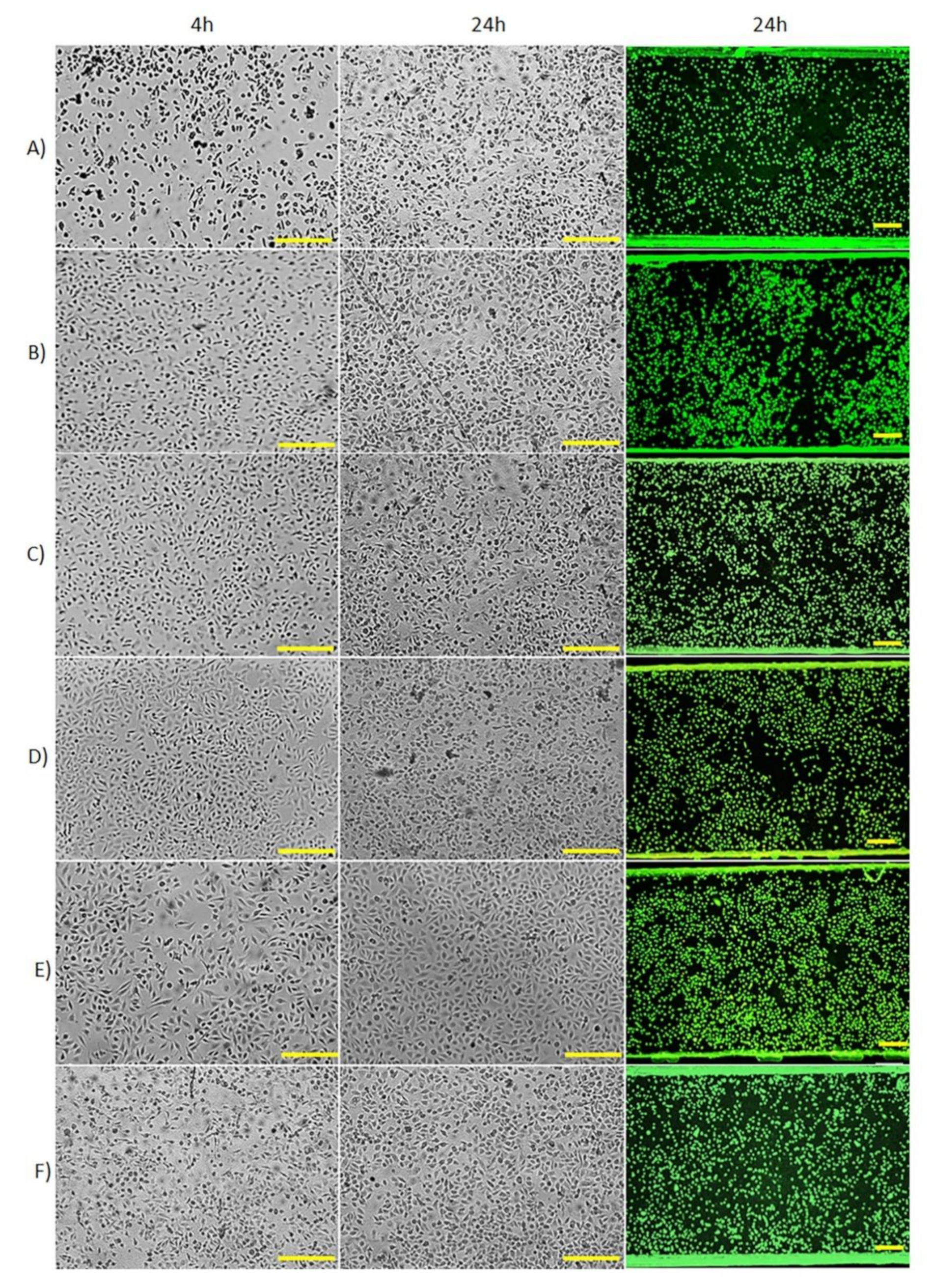
3.2. Biocompatible Adhesive Microchips
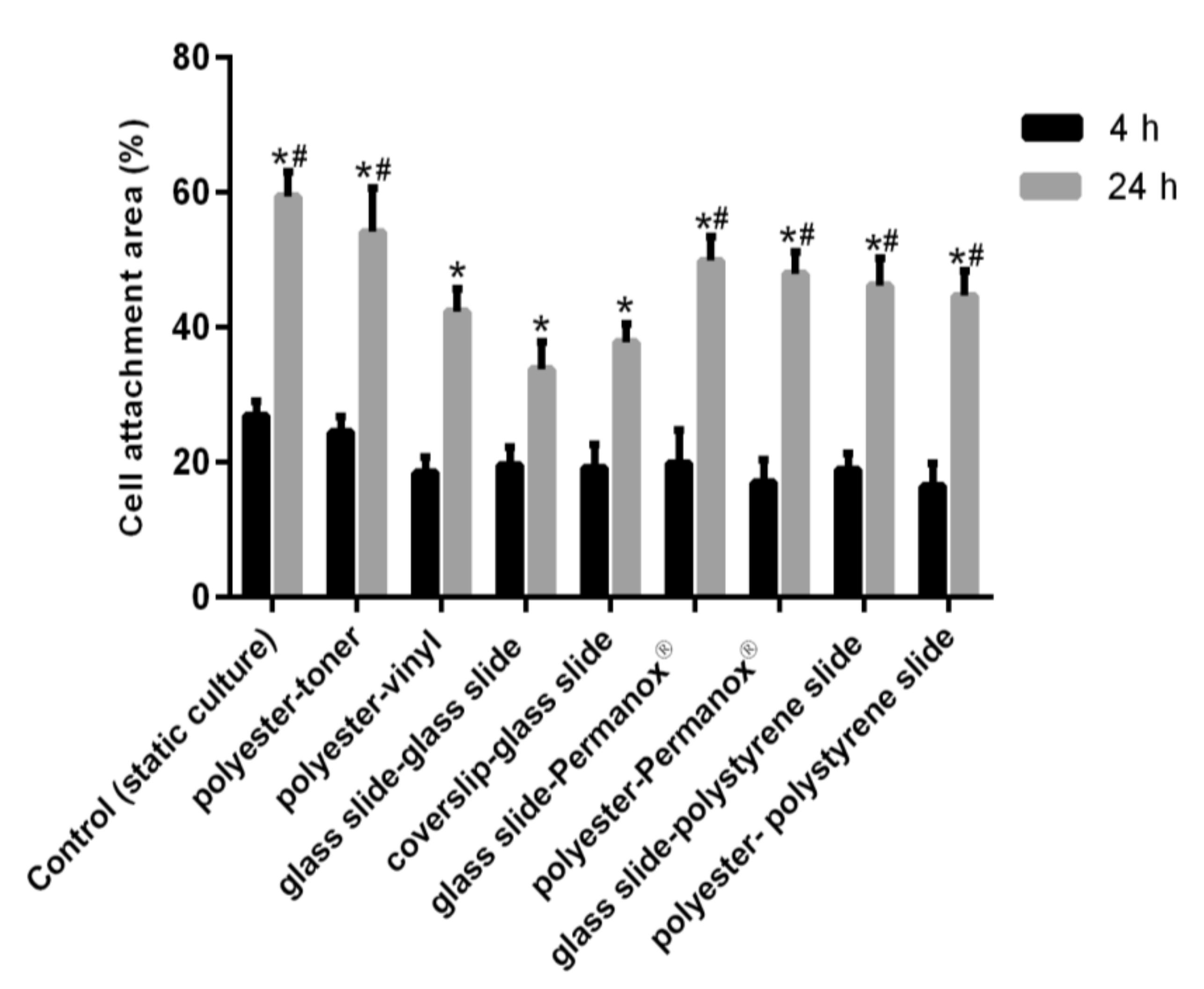
3.3. Cell Attachment Area
3.4. Comparison of the Cost, Fabrication and Efficiency of Microchips
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Van Norman, G.A. Limitations of Animal Studies for Predicting Toxicity in Clinical Trials: Is it Time to Rethink Our Current Approach? JACC Basic Transl. Sci. 2019, 4, 845–854. [Google Scholar] [CrossRef]
- van Norman, G.A. Limitations of animal studies for predicting toxicity in clinical trials: Part 2: Potential alternatives to the use of animals in preclinical trials. Basic Transl. Sci. 2020, 5, 387–397. [Google Scholar]
- Sontheimer-Phelps, A.; Hassell, B.A.; Ingber, D.E. Modelling cancer in microfluidic human organs-on-chips. Nat. Rev. Cancer 2019, 19, 65–81. [Google Scholar] [CrossRef]
- Piccin, E.; Ferraro, D.; Sartori, P.; Chiarello, E.; Pierno, M.; Mistura, G. Generation of water-in-oil and oil-in-water microdroplets in polyester-toner microfluidic devices. Sens. Actuators B Chem. 2014, 196, 525–531. [Google Scholar] [CrossRef] [Green Version]
- Torino, S.; Corrado, B.; Iodice, M.; Coppola, G. Pdms-based microfluidic devices for cell culture. Inventions 2018, 3, 65. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Zhuang, G.; Li, G. A facile method for the fabrication of glass-PDMS-glass sandwich microfluidic devices by sacrificial molding. Sens. Actuators B Chem. 2018, 261, 364–371. [Google Scholar] [CrossRef]
- Tavakoli, H.; Zhou, W.; Ma, L.; Guo, Q.; Li, X. Paper and Paper Hybrid Microfluidic Devices for Point-of-care Detection of Infectious Diseases. Nanotechnol. Microfluid. 2020, 9, 177–209. [Google Scholar]
- Vyawahare, S.; Griffiths, A.D.; Merten, C.A. Miniaturization and parallelization of biological and chemical assays in microfluidic devices. Chem. Biol. 2010, 17, 1052–1065. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Yu, Z.; Bai, S.; Lu, H.; Xu, D.; Chen, C.; Liu, D.; Zhu, Y. Microfluidic models of physiological or pathological flow shear stress for cell biology, disease modeling and drug development. TrAC Trends Anal. Chem. 2019, 117, 186–199. [Google Scholar] [CrossRef]
- Baeyens, N.; Bandyopadhyay, C.; Coon, B.G.; Yun, S.; Schwartz, M.A. Endothelial fluid shear stress sensing in vascular health and disease. J. Clin. Investig. 2016, 126, 821–828. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.; Lin, Y.-S.; Haynes, C.L. On-Chip Evaluation of Shear Stress Effect on Cytotoxicity of Mesoporous Silica Nanoparticles. Anal. Chem. 2011, 83, 8377–8382. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hattori, K.; Munehira, Y.; Kobayashi, H.; Satoh, T.; Sugiura, S.; Kanamori, T. Microfluidic perfusion culture chip providing different strengths of shear stress for analysis of vascular endothelial function. J. Biosci. Bioeng. 2014, 118, 327–332. [Google Scholar] [CrossRef] [PubMed]
- Sambale, F.; Stahl, F.; Bahnemann, D.; Scheper, T. In vitro toxicological nanoparticle studies under flow exposure. J. Nanopart. Res. 2015, 17, 1–12. [Google Scholar] [CrossRef]
- Inglebert, M.; Locatelli, L.; Tsvirkun, D.; Maier, J.A.; Misbah, C.; Bureau, L. The effect of shear stress reduction on endothelial cells: A microfluidic study of the actin cytoskeleton. arXiv 2020, arXiv:2004.02452. [Google Scholar] [CrossRef] [Green Version]
- Siddique, A.; Meckel, T.; Stark, R.W.; Narayan, S. Improved cell adhesion under shear stress in PDMS microfluidic devices. Colloids Surf. B Biointerfaces 2017, 150, 456–464. [Google Scholar] [CrossRef] [PubMed]
- Kim, P.; Kwon, K.W.; Park, M.C.; Lee, S.H.; Kim, S.M.; Suh, K.Y. Soft Lithography for Microfluidics: A Review; The Korean BioChip Society: Seoul, Korea, 2008. [Google Scholar]
- Qin, D.; Xia, Y.; Whitesides, G.M. Soft lithography for micro-and nanoscale patterning. Nat. Protoc. 2010, 5, 491–502. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xia, Y.; Whitesides, G.M. Soft lithography. Angew. Chem. Int. Ed. Engl. 1998, 37, 550–575. [Google Scholar] [CrossRef]
- Thompson, B.L.; Ouyang, Y.; Duarte, G.R.M.; Carrilho, E.; Krauss, S.T.; Landers, J.P. Inexpensive, rapid prototyping of microfluidic devices using overhead transparencies and a laser print, cut and laminate fabrication method. Nat. Protoc. 2015, 10, 875. [Google Scholar] [CrossRef]
- Urbaczek, A.C.; Leão, P.A.G.C.; de Souza, F.Z.R.; Afonso, A.; Alberice, J.V.; Cappelini, L.T.D.; Carlos, I.Z.; Carrilho, E. Endothelial Cell Culture Under Perfusion on A Polyester-Toner Microfluidic Device. Sci. Rep. 2017, 7, 10466. [Google Scholar] [CrossRef] [Green Version]
- Patko, D.; Mártonfalvi, Z.; Kovacs, B.; Vonderviszt, F.; Kellermayer, M.; Horvath, R. Microfluidic channels laser-cut in thin double-sided tapes: Cost-effective biocompatible fluidics in minutes from design to final integration with optical biochips. Sens. Actuators B Chem. 2014, 196, 352–356. [Google Scholar] [CrossRef] [Green Version]
- Snakenborg, D.; Klank, H.; Kutter, J.P. Microstructure fabrication with a CO2 laser system. J. Micromech. Microeng. 2003, 14, 182. [Google Scholar] [CrossRef]
- Badoniya, P. CO2 laser cutting of different materials–A review. Int. Res. J. Eng. Technol. 2018, 5, 1–12. [Google Scholar]
- Ravi-Kumar, S.; Lies, B.; Zhang, X.; Lyu, H.; Qin, H. Laser ablation of polymers: A review. Polym. Int. 2019, 68, 1391–1401. [Google Scholar] [CrossRef]
- Paul, D.; Pallandre, A.; Miserere, S.; Weber, J.; Viovy, J.L. Lamination-based rapid prototyping of microfluidic devices using flexible thermoplastic substrates. Electrophoresis 2007, 28, 1115–1122. [Google Scholar] [CrossRef] [PubMed]
- Daum, R.; Mrsic, I.; Hutterer, J.; Junginger, A.; Hinderer, S.; Meixner, A.J.; Gauglitz, G.; Chassé, T.; Schenke-Layland, K. Fibronectin adsorption on oxygen plasma-treated polyurethane surfaces modulates endothelial cell response. J. Mater. Chem. B 2021, 9, 1647–1660. [Google Scholar] [CrossRef] [PubMed]
- Krauss, S.T.; Holt, V.C.; Landers, J.P. Simple reagent storage in polyester-paper hybrid microdevices for colorimetric detection. Sens. Actuators B Chem. 2017, 246, 740–747. [Google Scholar] [CrossRef]
- Strassner, J.; Heisel, C.; Palm, D.; Fouckhardt, H. Microfluidic Droplet Array as Optical Irises Actuated via Electrowetting. Adv. OptoElectron. 2018, 2018, 1262947. [Google Scholar]
- Stallcop, L.E.; Álvarez-García, Y.R.; Reyes-Ramos, A.M.; Ramos-Cruz, K.P.; Morgan, M.M.; Shi, Y.; Li, L.; Beebe, D.J.; Domenech, M.; Warrick, J.W. Razor-printed sticker microdevices for cell-based applications. Lab Chip 2018, 18, 451–462. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, Y.; Kikukawa, Y.; Sato, K.; Sugii, Y.; Kitamori, T. Culture and leukocyte adhesion assay of human arterial endothelial cells in a glass microchip. Anal. Sci. 2007, 23, 261–266. [Google Scholar] [CrossRef] [Green Version]
- Lerman, M.J.; Lembong, J.; Muramoto, S.; Gillen, G.; Fisher, J.P. The evolution of polystyrene as a cell culture material. Tissue Eng. Part B Rev. 2018, 24, 359–372. [Google Scholar] [CrossRef] [Green Version]
- Young, E.W.K.; Simmons, C.A. Macro- and microscale fluid flow systems for endothelial cell biology. Lab Chip 2010, 10, 143–160. [Google Scholar] [CrossRef]
- Yang, Y.; Leong, K.W. Microfluidic Platforms with Nanoscale Features, Microfluidic Cell Culture Systems; Elsevier: Amsterdam, The Netherlands, 2019; pp. 65–90. [Google Scholar]
- Bacakova, L.; Filova, E.; Parizek, M.; Ruml, T.; Svorcik, V. Modulation of cell adhesion, proliferation and differentiation on materials designed for body implants. Biotechnol. Adv. 2011, 29, 739–767. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Microchip * | Cost ($) | Fabrication Time (h) |
|---|---|---|
| Polyester-toner # | 0.25 | 4 |
| Polyester-vinyl # | 0.30 | 4 |
| Glass-glass | 0.50 | 1 |
| Coverslip-glass | 0.60 | 1 |
| Glass-Permanox® | 2.15 | 1 |
| Polyester-Permanox® | 2.50 | 2 |
| Glass-polystyrene | 0.75 | 4 |
| Polyester-polystyrene | 1.25 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, H.L.; Urbaczek, A.C.; Zeferino Ribeiro de Souza, F.; Augusto Gomes Garrido Carneiro Leão, P.; Rodrigues Perussi, J.; Carrilho, E. Rapid Fabrication of Microfluidic Devices for Biological Mimicking: A Survey of Materials and Biocompatibility. Micromachines 2021, 12, 346. https://doi.org/10.3390/mi12030346
Ma HL, Urbaczek AC, Zeferino Ribeiro de Souza F, Augusto Gomes Garrido Carneiro Leão P, Rodrigues Perussi J, Carrilho E. Rapid Fabrication of Microfluidic Devices for Biological Mimicking: A Survey of Materials and Biocompatibility. Micromachines. 2021; 12(3):346. https://doi.org/10.3390/mi12030346
Chicago/Turabian StyleMa, Hui Ling, Ana Carolina Urbaczek, Fayene Zeferino Ribeiro de Souza, Paulo Augusto Gomes Garrido Carneiro Leão, Janice Rodrigues Perussi, and Emanuel Carrilho. 2021. "Rapid Fabrication of Microfluidic Devices for Biological Mimicking: A Survey of Materials and Biocompatibility" Micromachines 12, no. 3: 346. https://doi.org/10.3390/mi12030346