Understanding Material Removal Mechanism and Effects of Machining Parameters during EDM of Zirconia-Toughened Alumina Ceramic


Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
3.1. Analysis of Material Removal Mechanism
3.2. Analysis of Material Removal Rate (MRR)
3.3. Analysis of Dimensional and Profile Accuracy
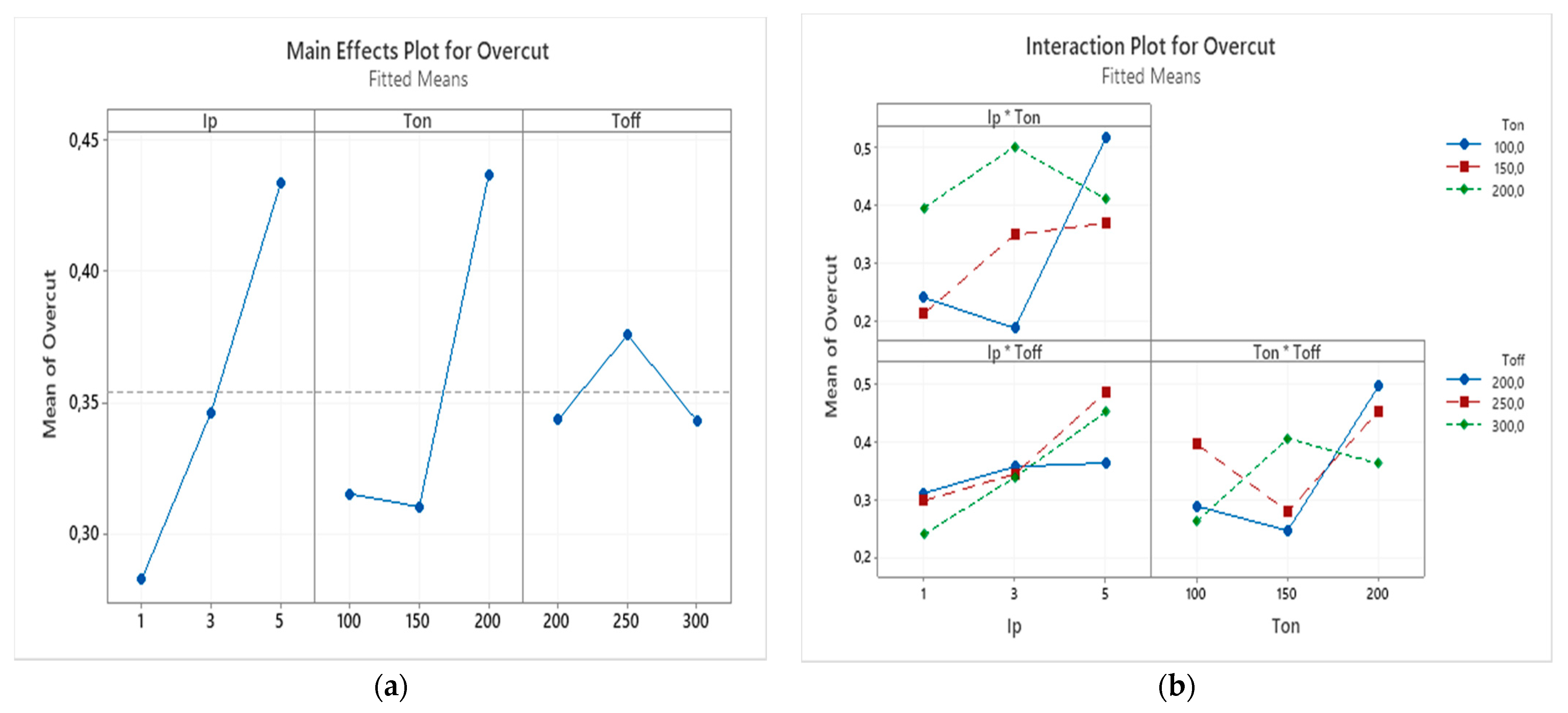
3.3.1. Analysis of Overcut
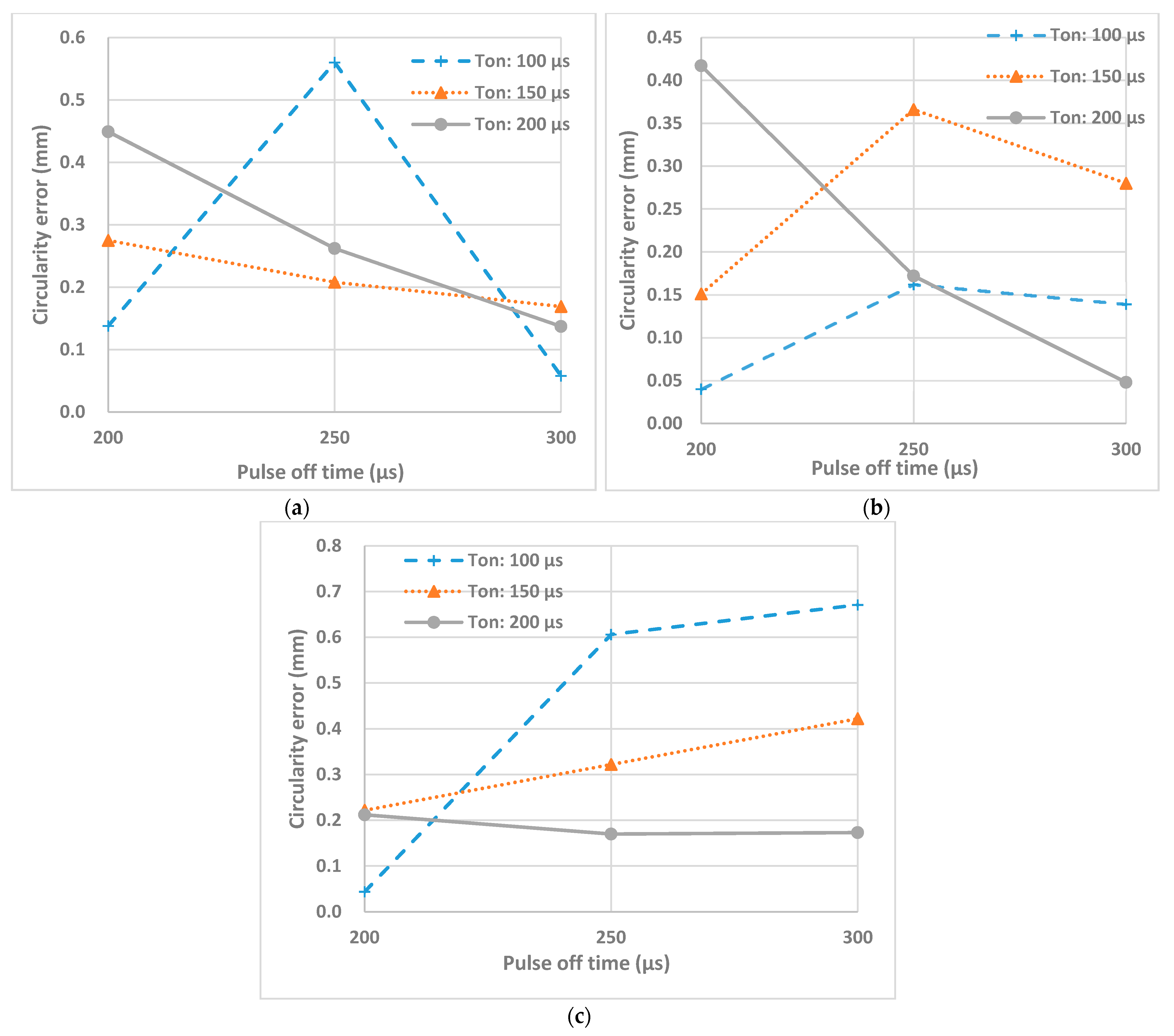
3.3.2. Analysis of Circularity Error
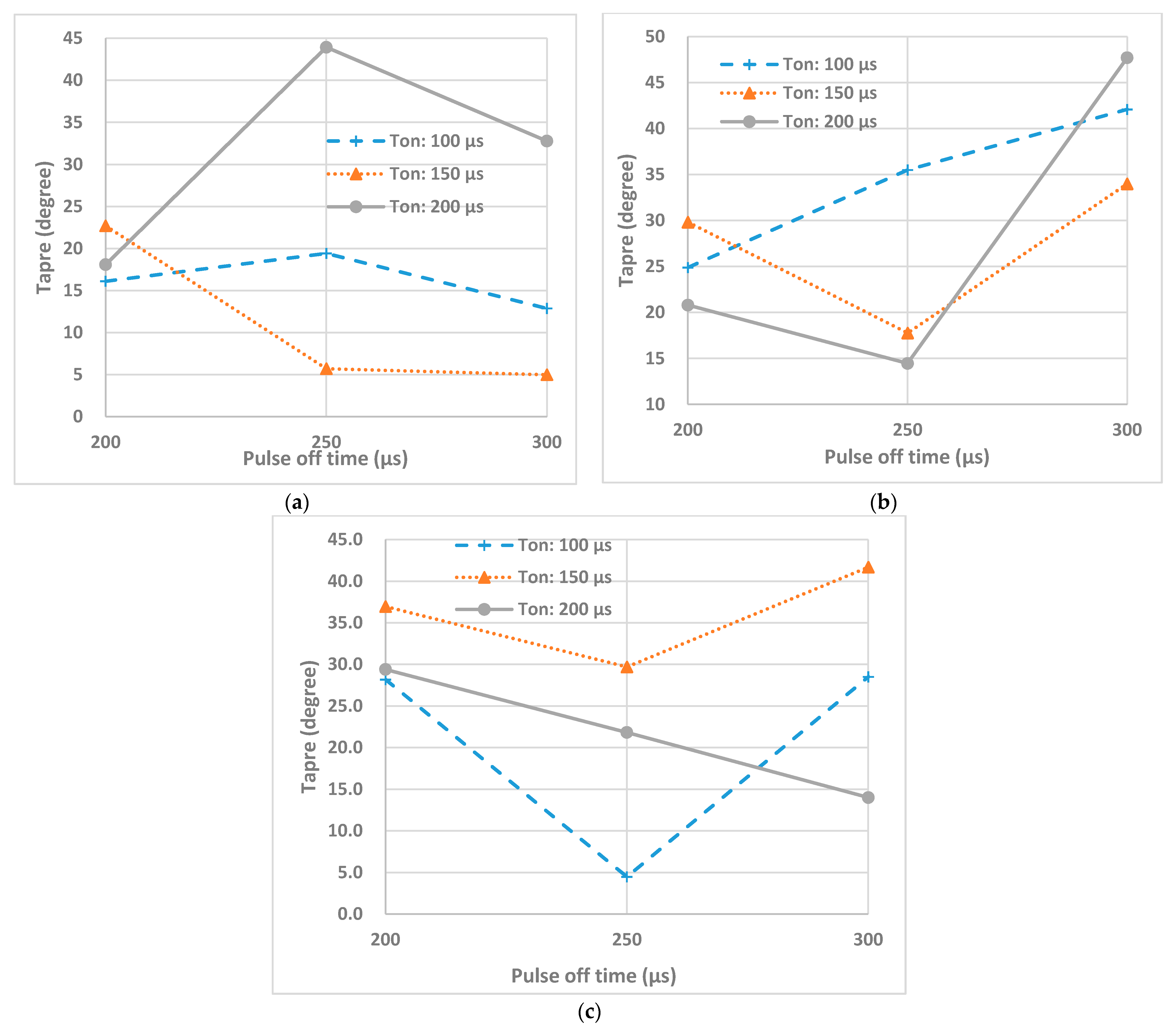
3.3.3. Analysis of Taper
4. Conclusions
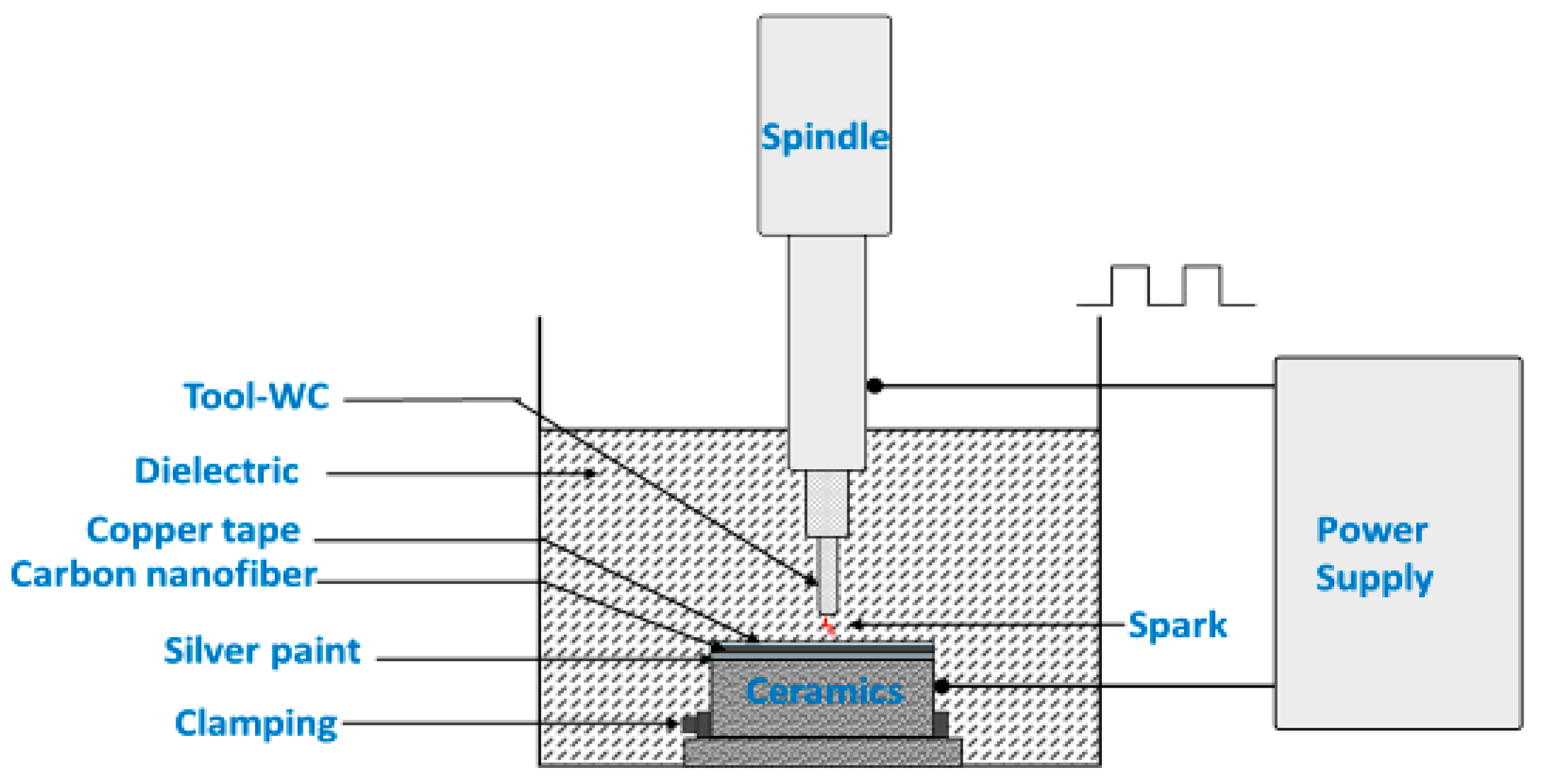
- The assistive electrode comprised of multiple layers of conductive coatings along with nanoparticles was found to be effective in the successful EDM of electrically non-conductive ZTA ceramics. Although ZTA is non-conductive and EDM requires the material to be electrically conductive, experiments show a successful machining of the workpiece by the demonstration of both blind and through holes. The progression of material removal process depends on the modified machined surface, where electrically conductive material from the assistive electrode, tool electrode, and hydrocarbon dielectric oil migrates to the machined surface. The strong presence of carbon on machined surface indicates possible formation of carbides, thus facilitating the continuous sparking and therefore removal of materials.
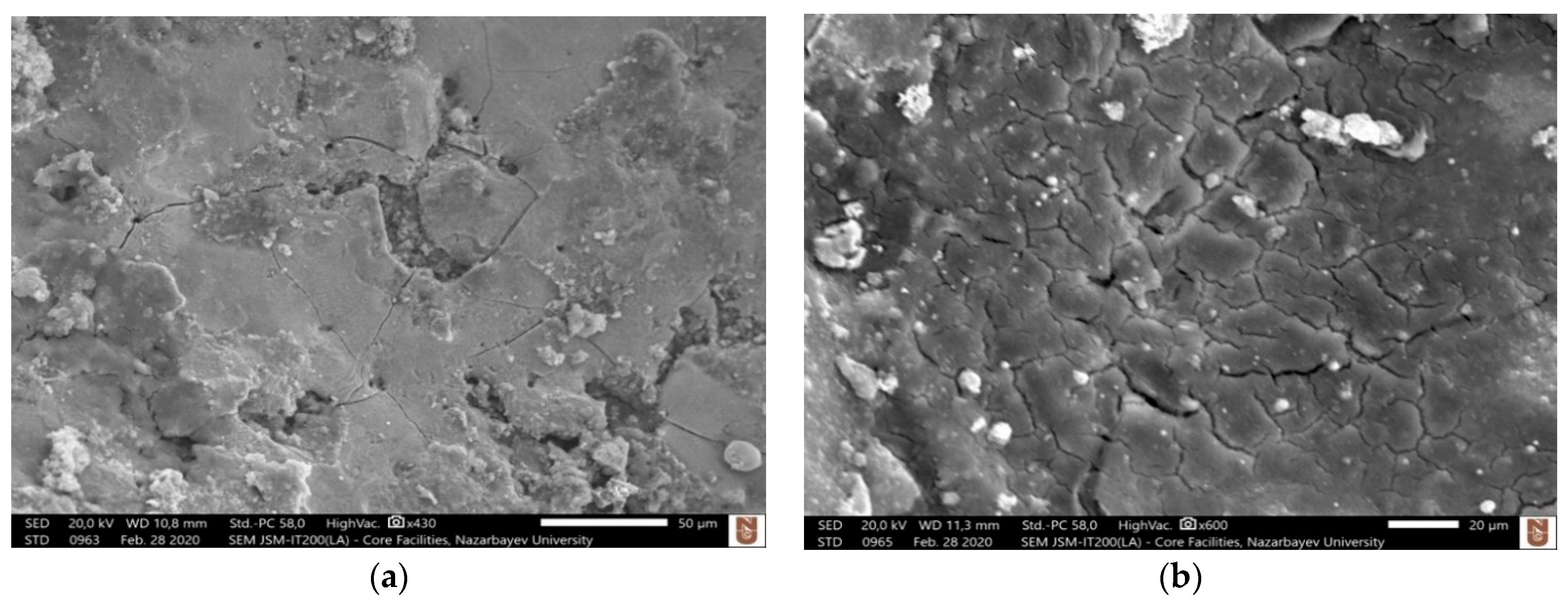
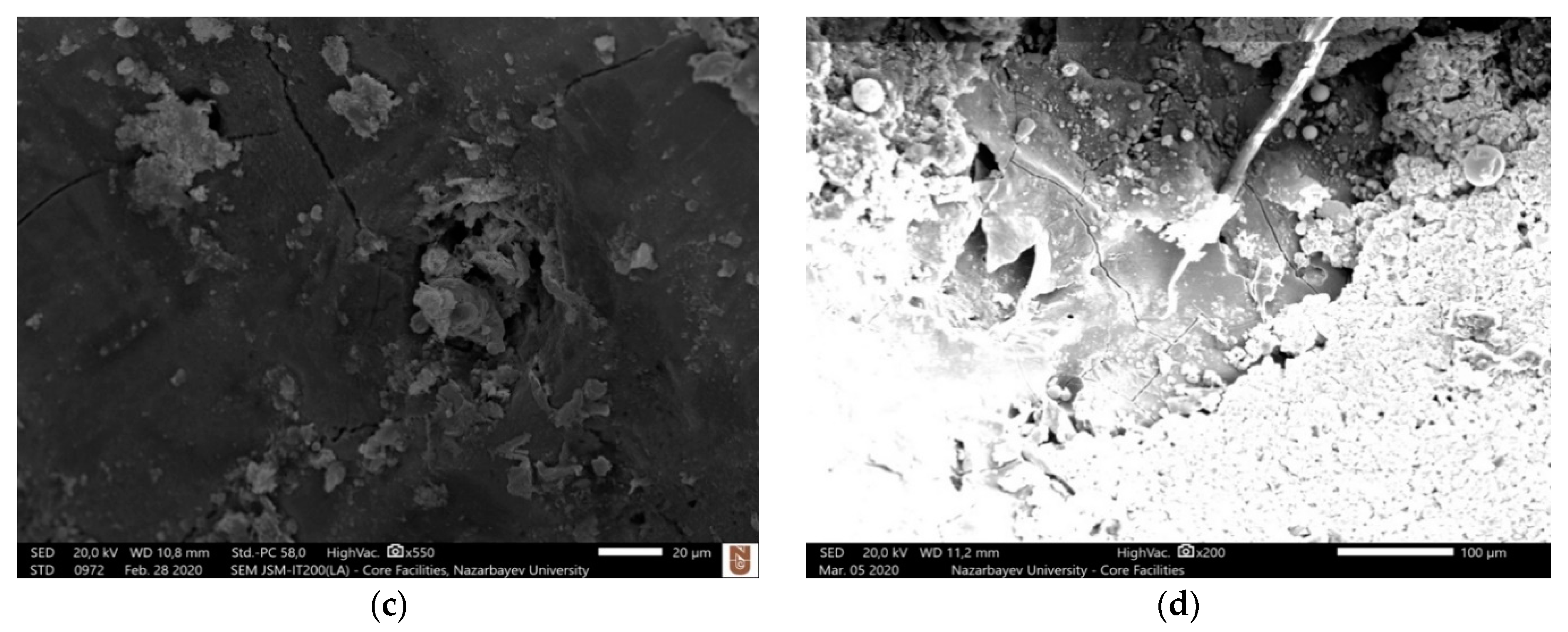
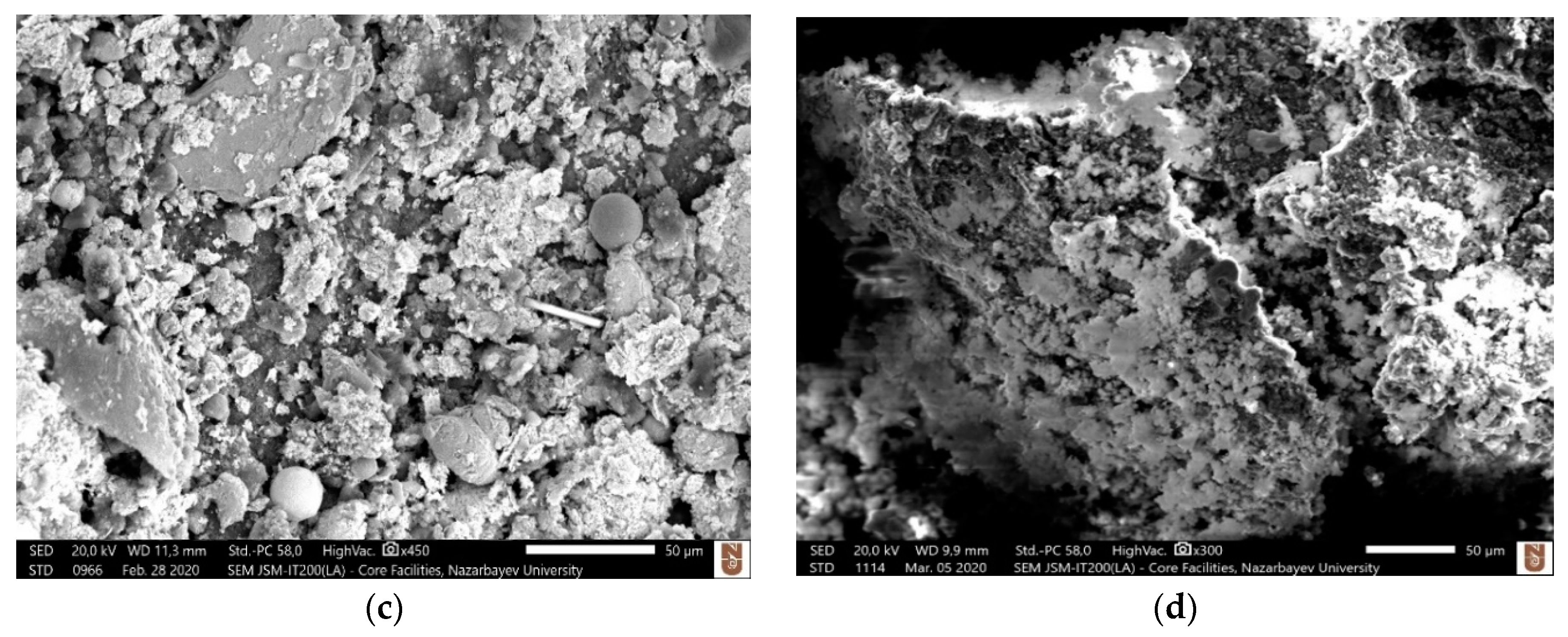
- The dominating material removal mechanisms observed in this study during EDM of non-conductive ceramics ZTA are thermal cracking and thermal spalling. Thermal spalling process starts with thermal cracking followed by the peeling of conductive layers that are formed during the machining process as a result of migration of electrically conductive materials and resulting surface composition. The machined surfaces for all machining parameters were found to be rougher than traditional EDM machined metal surfaces indicating different material removal mechanisms. Due to the presence of melted and re-solidified materials and cracks, it can be suggested, that the material removal mechanism also includes melting and evaporation along with thermal crack and spalling.
- The increase in peak current resulted in the increase of discharge energy, which in turn raised the MRR. Increased pulse duration (Ton) caused higher MRR but also resulted in redeposition of thick layer. Increased pulse interval (Toff) also facilitates the total removal of debris from the machined zone. However, an optimum Toff value is critical for machining of nonconductive materials, as complete removal of conductive debris particles may slower the intensity of sparking on the machined surface. Therefore, a suitable combination of pulse on time and pulse off time needs to be identified for stable and continuous material removal during EDM of non-conductive ceramics.
- For machining at 1 A peak current, increasing the pulse off time at pulse on time of 150 µs leads to a rapid decrease of the MRR. For the machining at 3 A, rapid decrease of the MRR can be observed at pulse on time of 200 µs.
- Increasing the pulse off time generally leads to a decrease of overcut. However, there are cases with the increase of overcut for increasing pulse off time at pulse on time of 150 µs and peak currents of 3 A and 5 A. Based on the main effects plot, the increase in the current results in the increase of MRR which in turn resulted in the increase of overcut. It was also concluded that interaction effect of peak current and pulse on time is significant for overcut.
- Increasing the peak current from 1 to 3 A resulted in the decrease of the circularity error, however increasing it from 3 to 5 A resulted in the increase of the circularity error which is expected since an increase in the current leads to increase of crater radius and decrease in uniformity of machining. Increase of pulse on time showed only a slight decrease of circularity. The pulse off time increase reveals sharp increase initially and after reaching 250 µs it demonstrates sharp decrease. At higher peak currents, circularity, i.e., irregularity at the edge of the machined holes, increases, due to higher discharge energy which leads to larger craters sizes. However higher pulse on time and pulse off time help to decrease circularity. Higher peak currents allow removing more material, however, too short pulse on and pulse off time result in rough machining. This leads to uneven radial surface causing high circularity error.
- Although increasing the peak current from 1 to 3 A results in a sharp increase however further increase leads to a reduction of taper. The trend for pulse on time and pulse off time is similar. Increase in those parameters lead to a slight increase of taper. It can be noticed that the most significant interaction effect for taper among different combinations is between peak current and pulse on time.
- As the machining begins on the surface of conductive layer, the sparks are more intense and regular, thus leading to higher radial overcut. As the machining continues and reaches the region of ceramics, discharge intensity decreases since sparks occurs only in the areas where electrically conductive materials are deposited. The most significant interaction effect for taper was found to be between peak current and pulse on time.
- Finally, this study demonstrates that using the proposed layered assistive electrode method, successful machining of through and blind holes can be achieved on the electrically non-conductive ceramic ZTA using the EDM process. This study provides insights into the material removal mechanisms and effects of important machining parameters on the EDM performance, thus, will help future researchers to attempt further investigation into the EDM of non-conductive ceramics.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bilal, A.; Jahan, M.P.; Talamona, D.; Perveen, A. Electro-discharge machining of ceramics: A review. Micromachines 2019, 10, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schmitt-Radloff, U.; Kern, F.; Gadow, R. Wire EDM of ZTA-NbC Dispersion Ceramics—The Influence of ED Machining on Mechanical Properties. Procedia CIRP 2018, 68, 91–95. [Google Scholar] [CrossRef]
- Yao, Y.; Wang, B.; Wang, J.; Jin, H.; Zhang, Y.; Dong, S. Chemical machining of Zerodur material with atmospheric pressure plasma jet. CIRP Ann. 2010, 59, 337–340. [Google Scholar] [CrossRef]
- Shimpi, J.R.; Sidhaye, D.S.; Prasad, B.L. Digestive ripening: A fine chemical machining process on the nanoscale. Langmuir 2017, 33, 9491–9507. [Google Scholar] [CrossRef] [Green Version]
- Malhotra, R.; Saxena, I.; Ehmann, K.; Cao, J. Laser-induced plasma micro-machining (LIPMM) for enhanced productivity and flexibility in laser-based micro-machining processes. CIRP Ann. 2013, 62, 211–214. [Google Scholar] [CrossRef]
- Shi, B.; Dai, Y.; Xie, X.; Li, S.; Zhou, L. Arc-enhanced plasma machining technology for high efficiency machining of silicon carbide. Plasma Chem. Plasma Process. 2016, 36, 891–900. [Google Scholar] [CrossRef]
- Samant, A.N.; Dahotre, N.B. Three-dimensional laser machining of structural ceramics. J. Manuf. Process. 2010, 12, 1–7. [Google Scholar] [CrossRef]
- Romoli, L.; Tantussi, G.; Dini, G. Experimental approach to the laser machining of PMMA substrates for the fabrication of microfluidic devices. Opt. Lasers Eng. 2011, 49, 419–427. [Google Scholar] [CrossRef]
- Li, Z.; Zheng, H.; Lim, G.; Chu, P.; Li, L. Study on UV laser machining quality of carbon fibre reinforced composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1403–1408. [Google Scholar] [CrossRef]
- Cong, W.; Pei, Z.; Sun, X.; Zhang, C. Rotary ultrasonic machining of CFRP: A mechanistic predictive model for cutting force. Ultrasonics 2014, 54, 663–675. [Google Scholar] [CrossRef]
- Rao, R.V.; Pawar, P.; Davim, J. Parameter optimization of ultrasonic machining process using nontraditional optimization algorithms. Mater. Manuf. Process. 2010, 25, 1120–1130. [Google Scholar] [CrossRef]
- Liu, D.; Cong, W.; Pei, Z.J.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar] [CrossRef] [Green Version]
- Spinney, P.; Howitt, D.; Smith, R.; Collins, S. Nanopore formation by low-energy focused electron beam machining. Nanotechnology 2010, 21, 375301. [Google Scholar] [CrossRef] [PubMed]
- Parthasarathy, J.; Starly, B.; Raman, S.; Christensen, A. Mechanical evaluation of porous titanium (Ti6Al4V) structures with electron beam melting (EBM). J. Mech. Behav. Biomed. Mater. 2010, 3, 249–259. [Google Scholar] [CrossRef]
- Koike, M.; Martinez, K.; Guo, L.; Chahine, G.; Kovacevic, R.; Okabe, T. Evaluation of titanium alloy fabricated using electron beam melting system for dental applications. J. Mater. Process. Technol. 2011, 211, 1400–1408. [Google Scholar] [CrossRef]
- El-Hofy, H.A.-G. Advanced Machining Processes: Nontraditional and Hybrid Machining Processes; McGraw Hill Professional: New York, NY, USA, 2005. [Google Scholar]
- Rajurkar, K.P.; Sundaram, M.; Malshe, A. Review of electrochemical and electrodischarge machining. Procedia CIRP 2013, 6, 13–26. [Google Scholar] [CrossRef] [Green Version]
- Tiwari, A.; Mandal, A.; Kumar, K. Multi-objective optimization of electro-chemical machining by non-dominated sorting genetic algorithm. Mater. Today Proc. 2015, 2, 2569–2575. [Google Scholar] [CrossRef]
- Holstein, N.; Krauss, W.; Konys, J. Development of novel tungsten processing technologies for electro-chemical machining (ECM) of plasma facing components. Fusion Eng. Des. 2011, 86, 1611–1615. [Google Scholar] [CrossRef]
- Ghobeity, A.; Getu, H.; Papini, M.; Spelt, J. Surface evolution models for abrasive jet micromachining of holes in glass and polymethylmethacrylate (PMMA). J. Micromech. Microeng. 2007, 17, 2175. [Google Scholar] [CrossRef]
- Ting, H.; Abou-El-Hossein, K.; Chua, H. Review of micromachining of ceramics by etching. Trans. Nonferrous Met. Soc. China 2009, 19, s1–s16. [Google Scholar] [CrossRef]
- Matsumura, T.; Muramatsu, T.; Fueki, S. Abrasive water jet machining of glass with stagnation effect. CIRP Ann. 2011, 60, 355–358. [Google Scholar] [CrossRef]
- Gupta, V.; Pandey, P.; Garg, M.P.; Khanna, R.; Batra, N. Minimization of kerf taper angle and kerf width using Taguchi’s method in abrasive water jet machining of marble. Procedia Mater. Sci. 2014, 6, 140–149. [Google Scholar] [CrossRef] [Green Version]
- Deris, A.M.; Zain, A.M.; Sallehuddin, R. A note of hybrid GR-SVM for prediction of surface roughness in abrasive water jet machining: A response. Meccanica 2017, 52, 1993–1994. [Google Scholar] [CrossRef]
- Ohnishi, O.; Suzuki, H.; Uhlmann, E.; Schröer, N.; Sammler, C.; Spur, G.; Weismiller, M. Chapter 4—Grinding. In Handbook of Ceramics Grinding and Polishing; Marinescu, I.D., Doi, T.K., Uhlmann, E., Eds.; William Andrew Publishing: Boston, MA, USA, 2015; pp. 133–233. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Uhlmann, E.; Domingos, D. Investigations on vibration-assisted EDM-machining of seal slots in high-temperature resistant materials for turbine components. Procedia CIRP 2013, 6, 71–76. [Google Scholar] [CrossRef]
- Uhlmann, E.; Domingos, D.C. Investigations on vibration-assisted EDM-machining of seal slots in high-temperature resistant materials for turbine components—Part II. Procedia CIRP 2016, 42, 334–339. [Google Scholar] [CrossRef]
- Volosova, M.; Okunkova, A.; Peretyagin, P.; Melnik, Y.A.; Kapustina, N. On Electrical Discharge Machining of Non-Conductive Ceramics: A Review. Technologies 2019, 7, 55. [Google Scholar] [CrossRef] [Green Version]
- Yongfeng, G.; Yerui, F.; Li, W.; Kelie, D.; Changjin, M.; Lin, T. Experimental investigation of EDM parameters for ZrB2-SiC ceramics machining. Procedia CIRP 2018, 68, 46–51. [Google Scholar] [CrossRef]
- Liu, Y.; Ji, R.; Li, Q.; Yu, L.; Li, X. Electric discharge milling of silicon carbide ceramic with high electrical resistivity. Int. J. Mach. Tools Manuf. 2008, 48, 1504–1508. [Google Scholar] [CrossRef]
- Mohri, N.; Fukuzawa, Y.; Tani, T.; Saito, N.; Furutani, K. Assisting electrode method for machining insulating ceramics. CIRP Ann. Manuf. Technol. 1996, 45, 201–204. [Google Scholar] [CrossRef]
- Hösel, T.; Müller, C.; Reinecke, H. Spark erosive structuring of electrically nonconductive zirconia with an assisting electrode. CIRP J. Manuf. Sci. Technol. 2011, 4, 357–361. [Google Scholar] [CrossRef]
- Schubert, A.; Zeidler, H.; Hahn, M.; Hackert-Oschätzchen, M.; Schneider, J. Micro-EDM milling of electrically nonconducting zirconia ceramics. Procedia CIRP 2013, 6, 297–302. [Google Scholar] [CrossRef]
- Schubert, A.; Zeidler, H.; Kühn, R.; Hackert-Oschätzchen, M.; Flemmig, S.; Treffkorn, N. Investigation of ablation behaviour in micro-EDM of nonconductive ceramic composites ATZ and Si3N4-TiN. Procedia CIRP 2016, 42, 727–732. [Google Scholar] [CrossRef]
- Muttamara, A.; Fukuzawa, Y.; Mohri, N.; Tani, T. Probability of precision micro-machining of insulating Si3N4 ceramics by EDM. J. Mater. Process. Technol. 2003, 140, 243–247. [Google Scholar] [CrossRef]
- Fukuzawa, Y.; Mohri, N.; Tani, T. Electrical discharge machining phenomena of insulating sialon ceramics with an assisting electrode. Int. J. Electr. Mach. 1997, 2, 25–30. [Google Scholar]
- Zeller, F.; Hösel, T.; Müller, C.; Reinecke, H. Microstructuring of non-conductive silicon carbide by electrical discharge machining. Microsyst. Technol. 2014, 20, 1875–1880. [Google Scholar] [CrossRef]
- Basha, S.; Basha, M.; Raj, G.; Venkaiah, N.; Sankar, M. Past and current trends in electric discharge based machining of Silicon Carbide. Mater. Today Proc. 2020, 26, 542–548. [Google Scholar] [CrossRef]
- Ojha, N.; Hösel, T.; Zeller, F.; Müller, C.; Reinecke, H.; Azcárate, S.; Dimov, S. Major parameters affecting the electric discharge machining of non-conductive SiC. In Proceedings of the 10th International Conference on Multi-Material Micro Manufacture, San Sebastian, Spain, 8–10 October 2013; pp. 978–981. [Google Scholar]
- Muttamara, A.; Fukuzawa, Y.; Mohri, N.; Tani, T. Effect of electrode material on electrical discharge machining of alumina. J. Mater. Process. Technol. 2009, 209, 2545–2552. [Google Scholar] [CrossRef]
- Liu, Y.; Li, X.; Ji, R.; Yu, L.; Zhang, H.; Li, Q. Effect of technological parameter on the process performance for electric discharge milling of insulating Al2O3 ceramic. J. Mater. Process. Technol. 2008, 208, 245–250. [Google Scholar] [CrossRef]
- Liu, Y.; Ji, R.; Li, X.; Yu, L.; Zhang, H.; Li, Q. Effect of machining fluid on the process performance of electric discharge milling of insulating Al2O3 ceramic. Int. J. Mach. Tools Manuf. 2008, 48, 1030–1035. [Google Scholar] [CrossRef]
- Chen, Y.; Lin, Y.; Lin, Y.; Chen, S.; Hsu, L. Optimization of electrodischarge machining parameters on ZrO2 ceramic using the Taguchi method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 195–205. [Google Scholar] [CrossRef]
- Schubert, A.; Zeidler, H. Machining of nonconductive ZrO2 ceramics with micro-EDM. In Proceedings of the 9th International Conference of the European Society for Precision Engineering and Nanotechnology, San Sebastian, Spain, 2–5 June 2009; pp. 6–9. [Google Scholar]
- Hösel, T.; Cvancara, P.; Ganz, T.; Müller, C.; Reinecke, H. Characterisation of high aspect ratio non-conductive ceramic microstructures made by spark erosion. Microsyst. Technol. 2011, 17, 313. [Google Scholar] [CrossRef]
- Rashid, A.; Bilal, A.; Liu, C.; Jahan, M.; Talamona, D.; Perveen, A. Effect of Conductive Coatings on Micro-Electro-Discharge Machinability of Aluminum Nitride Ceramic Using On-Machine-Fabricated Microelectrodes. Materials 2019, 12, 3316. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sarsen, A.; Bilal, A.; Sankar, M.R.; Talamona, D.; Perveen, A. Assistive Electro Discharge Machining of AIN Ceramics. In Proceedings of the Materials Science Forum, Sapporo, Japan, 26–29 October 2018; pp. 109–113. [Google Scholar]
- Antony, J. 6—Full Factorial Designs. In Design of Experiments for Engineers and Scientists, 2nd ed.; Antony, J., Ed.; Elsevier: Oxford, UK, 2014; pp. 63–85. [Google Scholar] [CrossRef]
- Douglas, C. Montgomery. In Design and Analysis of Experiments; Wiley: New York, NY, USA, 1984. [Google Scholar]
- Rashid, A.; Jahan, M.; Talamona, D.; Perveen, A. Feasibility Study of Through Hole Fabrication on Aluminium Nitride Ceramic Using Die-Sinking Electro-Discharge Machining. In Advances in Manufacturing Engineering; Springer: Berlin/Heidelberg, Germany, 2020; pp. 531–537. [Google Scholar]
- Bilal, A.; Rashid, A.; Liu, C.; Jahan, M.; Talamona, D.; Perveen, A. Powder Mixed Micro Electro Discharge Machining of Aluminium Nitride Ceramic. In Proceedings of the MATEC Web of Conferences, Lisbon, Portugal, 25–27 September 2019; p. 06002. [Google Scholar]
- Selvarajan, L.; Manohar, M.; Jayachandran, J.A.R.; Mouri, P.; Selvakumar, P. A review on less tool wear rate and improving surface quality of conductive ceramic composites by spark EDM. Mater. Today Proc. 2018, 5, 5774–5782. [Google Scholar] [CrossRef]
- Zeller, F.; Ojha, N.; Müller, C.; Reinecke, H. Electrical Discharge Milling of Silicon Carbide with Different Electrical Conductivity. Key Eng. Mater. 2014, 611, 677–684. [Google Scholar] [CrossRef]
- Jahan, M.; Wong, Y.; Rahman, M. A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J. Mater. Process. Technol. 2009, 209, 1706–1716. [Google Scholar] [CrossRef]
- Wu, H.; Ma, J.; Meng, Q.; Jahan, M.P.; Alavi, F. Numerical modeling of electrical discharge machining of Ti-6Al-4V. Procedia Manuf. 2018, 26, 359–371. [Google Scholar] [CrossRef]
- Jahan, M.P.; San Wong, Y.; Rahman, M. A comparative experimental investigation of deep-hole micro-EDM drilling capability for cemented carbide (WC-Co) against austenitic stainless steel (SUS 304). Int. J. Adv. Manuf. Technol. 2010, 46, 1145–1160. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabrication Method | Process | Pros | Cons | References |
|---|---|---|---|---|
| Chemical Machining | Manufacturing process where etchants are used to attack workpiece material and small amounts of material are removed. Since this method is suitable only for shallow material removal, structural features such as deep cavities, sharp corners and porous workpieces are not easily machined. | Stress absence on workpiece; tool and capital costs are low; weight is reduced near complex contours | Chemical’s handling and disposal; difficult to process porous materials; surface defects; cuts are shallow | [3,4] |
| Plasma Machining | Material is machined by using ionized gas at high temperatures. This results in good surface finish and small kerf widths. | Independent of hardness; less operation energy is required [5]; capital costs are low | Poor accuracy (±0.762–1.524 mm); difficult to process thick materials; edge quality is poor; significant heat distortion | [5,6] |
| Laser Machining | Machining process where optical energy of high density is incident on material surface. Material ablation occurs through melting, evaporation, decomposition, and material expulsion. | Independent of hardness and electrical conductivity; acceptable edge quality and dimensional integrity | Beam geometry causes inaccuracies in geometry; recast layer and heat affected zone are significant; difficult to machine thick materials; surface quality is poor (macro-cracks, surface damage) [7] | [7,8,9] |
| Ultrasonic Machining | Material removal occurs by abrasive particles which are vibrated ultrasonically. The tool is vibrated at high frequency along its longitudinal axis. | Low thermal effect; surface quality is good | High cost of abrasive particles; material removal rate is low | [10,11,12] |
| Electron Beam Machining | In this process heat is generated by collision of workpiece surface and high-speed electrons. Because deflection coil rapidly positions electron beam, high-speed machining is possible | Independent of hardness, reflectivity, and ductility; high material removal rate; good accuracy and repeatability | Recast layer exists; Auxiliary backing material is needed; high equipment cost; production time is long | [13,14,15] |
| Electro-chemical Machining | This technique of machining is suitable for producing complex cavities in materials of high strength. An electrolyte is used to erode material from surface or sharp profiles. Hence, it cannot be used to produce sharp corners. | Negligible tool wear; intricate shapes can be manufactured; high resolution [16] | Low efficiency; storage and handling of electrolyte is difficult; poor accuracy due to side machining effect | [17,18,19] |
| Abrasive Waterjet Machining | In this method, a blast of water stream strikes the surface of the workpiece and leads to erosive wear. | High-speed cutting; operating and capital costs are low [20]; absence of thermal effect; low tool wear and machining time | Kerf formation due to hydrodynamic forces; abrasive is needed; low surface quality; difficult to manufacture intricate shapes and to cut thick workpieces [21] | [22,23,24] |
| Grinding | In this method, rotating grinding wheel containing abrasive grains remove material due to relative motion. | Very fine chip size is possible, very high shape accuracy and dimensional precision | Higher specific energy, cracked surface, sintered ceramic difficult to machine, time consuming and expensive | [25] |
| Direct Additive Manufacturing | “Single-step” or “multi-step” AM process where layer by layer | Mold-free process, cost reduction, short lead time, design freedom | High melting points, low tolerance to processing defects, limited choice of materials, excessive surface roughness, lumps, internal porosity, and surface micro- and macro-cracks | [26] |
| Parameter | Al2O3 (%) | ZrO2 + Y2O3 + CeO2+ La2O3 (%) | Density (g/cm3) | Compressive Strength (MPa) | Fracture Toughness (Indentation Method) Mpa.m1/2 | Vickers Hardness (Kgf/mm2) | Electrical Resistivity (Ohms-cm)−1 |
|---|---|---|---|---|---|---|---|
| Amount | 75.68 | 23.62 | 4.14 | 492 | 4.6 | 1426 | 10−14 (25 °C) |
| Criteria | C Codes | Pulse on Time | Pulse off Time | Peak Current | HV Discharge | LV Discharge | Discharge Time | Gap Voltage |
|---|---|---|---|---|---|---|---|---|
| Description | Predefined 2000 sets | 0–2000 µs | 0–4000 µs | 0–288 amps | 140 V–235 V DC | 0.4–1.8 Amps | 0.1–99.9 s | 20–120 V |
| No. | Ip (A) | Ton (µs) | Toff (µs) | Diameter (mm) | Machining Time (s) | Depth (mm) | Overcut (mm) | Circularity (mm) | Taper (degree) | MRR (mm3/s) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 100 | 200 | 2.373 | 1145 | 0.870 | 0.237 | 0.138 | 16.111 | 2.699−3 |
| 2 | 1 | 100 | 250 | 2.520 | 1775 | 1.332 | 0.310 | 0.560 | 19.412 | 2.522−3 |
| 3 | 1 | 100 | 300 | 2.250 | 5900 | 1.550 | 0.175 | 0.058 | 12.883 | 7.504−4 |
| 4 | 1 | 150 | 200 | 2.348 | 4552 | 2.588 | 0.224 | 0.275 | 22.701 | 9.847−3 |
| 5 | 1 | 150 | 250 | 2.326 | 1418 | 1.175 | 0.213 | 0.208 | 5.703 | 3.178−3 |
| 6 | 1 | 150 | 300 | 2.298 | 3185 | 1.882 | 0.199 | 0.169 | 4.996 | 2.116−3 |
| 7 | 1 | 200 | 200 | 2.845 | 1411 | 0.807 | 0.473 | 0.449 | 18.080 | 3.003−3 |
| 8 | 1 | 200 | 250 | 2.641 | 1021 | 0.684 | 0.371 | 0.262 | 43.922 | 2.145−3 |
| 9 | 1 | 200 | 300 | 2.590 | 1152 | 0.948 | 0.345 | 0.137 | 32.761 | 2.615−3 |
| 10 | 5 | 100 | 200 | 2.724 | 1395 | 1.552 | 0.412 | 0.044 | 28.175 | 3.331−3 |
| 11 | 5 | 100 | 250 | 3.272 | 3900 | 1.602 | 0.686 | 0.606 | 4.484 | 3.195−3 |
| 12 | 5 | 100 | 300 | 2.816 | 2628 | 2.787 | 0.458 | 0.671 | 28.506 | 2.641−2 |
| 13 | 5 | 150 | 200 | 2.490 | 823 | 1.080 | 0.295 | 0.222 | 36.948 | 3.127−3 |
| 14 | 5 | 150 | 250 | 2.517 | 727 | 1.227 | 0.309 | 0.322 | 29.692 | 4.595−3 |
| 15 | 5 | 150 | 300 | 2.913 | 732 | 0.977 | 0.507 | 0.422 | 41.683 | 4.640−3 |
| 16 | 5 | 200 | 200 | 2.665 | 729 | 1.279 | 0.383 | 0.212 | 29.396 | 5.450−3 |
| 17 | 5 | 200 | 250 | 2.824 | 403 | 0.878 | 0.462 | 0.170 | 21.815 | 1.053−2 |
| 18 | 5 | 200 | 300 | 2.679 | 715 | 1.490 | 0.390 | 0.173 | 13.997 | 8.790−3 |
| 19 | 3 | 100 | 200 | 2.336 | 690 | 0.771 | 0.218 | 0.040 | 24.900 | 3.468−3 |
| 20 | 3 | 100 | 250 | 2.280 | 743 | 0.942 | 0.190 | 0.162 | 35.505 | 2.723−3 |
| 21 | 3 | 100 | 300 | 2.207 | 723 | 0.863 | 0.154 | 0.139 | 42.094 | 2.101−3 |
| 22 | 3 | 150 | 200 | 2.341 | 763 | 0.808 | 0.220 | 0.151 | 29.822 | 2.992−3 |
| 23 | 3 | 150 | 250 | 2.534 | 860 | 1.140 | 0.317 | 0.366 | 17.772 | 4.943−3 |
| 24 | 3 | 150 | 300 | 2.922 | 684 | 1.024 | 0.511 | 0.280 | 33.986 | 6.045−3 |
| 25 | 3 | 200 | 200 | 3.165 | 729 | 1.452 | 0.632 | 0.417 | 20.800 | 1.084−2 |
| 26 | 3 | 200 | 250 | 2.952 | 848 | 1.388 | 0.526 | 0.172 | 14.456 | 8.703−3 |
| 27 | 3 | 200 | 300 | 2.601 | 728 | 0.604 | 0.351 | 0.048 | 47.696 | 2.542−3 |
| Voltage (V) | Current (A) | Pulse on Time, Ton (μs) | Pulse off Time, Toff (μs) | Crack Length (μm) | Average Crack Length (μm) |
|---|---|---|---|---|---|
| 80 | 1 | 100 | 200 | 76.532 | 54.128 |
| 63.322 | |||||
| 40.198 | |||||
| 53.105 | |||||
| 37.484 | |||||
| 80 | 1 | 100 | 250 | 80.726 | 71.231 |
| 69.796 | |||||
| 63.172 | |||||
| 80 | 1 | 150 | 250 | 89.038 | 82.900 |
| 76.819 | |||||
| 78.511 | |||||
| 87.232 | |||||
| 80 | 1 | 150 | 300 | 302.414 | 249.657 |
| 206.321 | |||||
| 240.235 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bilal, A.; Perveen, A.; Talamona, D.; Jahan, M.P. Understanding Material Removal Mechanism and Effects of Machining Parameters during EDM of Zirconia-Toughened Alumina Ceramic. Micromachines 2021, 12, 67. https://doi.org/10.3390/mi12010067
Bilal A, Perveen A, Talamona D, Jahan MP. Understanding Material Removal Mechanism and Effects of Machining Parameters during EDM of Zirconia-Toughened Alumina Ceramic. Micromachines. 2021; 12(1):67. https://doi.org/10.3390/mi12010067
Chicago/Turabian StyleBilal, Azat, Asma Perveen, Didier Talamona, and Muhammad Pervej Jahan. 2021. "Understanding Material Removal Mechanism and Effects of Machining Parameters during EDM of Zirconia-Toughened Alumina Ceramic" Micromachines 12, no. 1: 67. https://doi.org/10.3390/mi12010067