Enhancement of High-Resolution 3D Inkjet-Printing of Optical Freeform Surfaces Using Digital Twins


Abstract
:1. Introduction
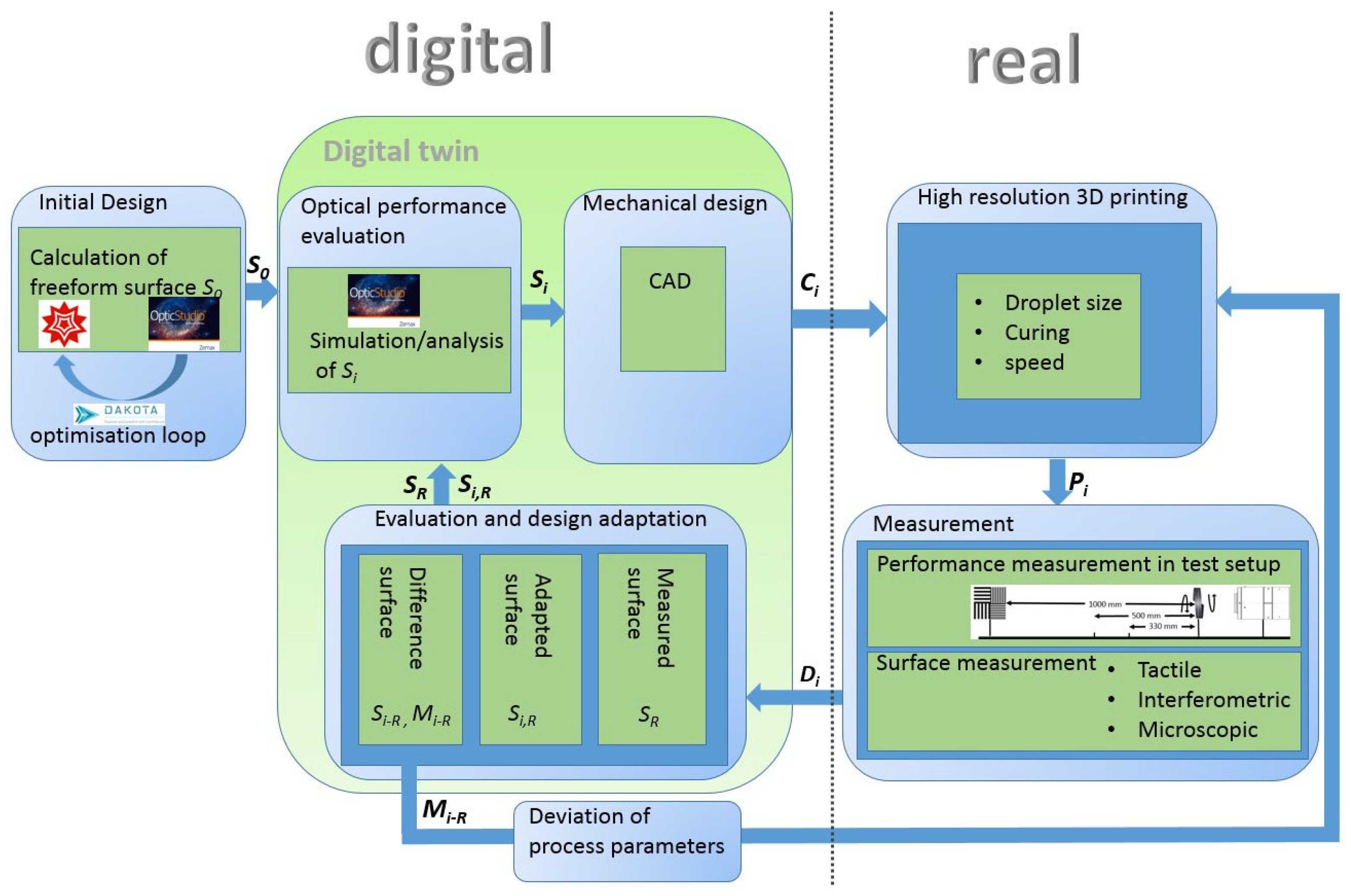
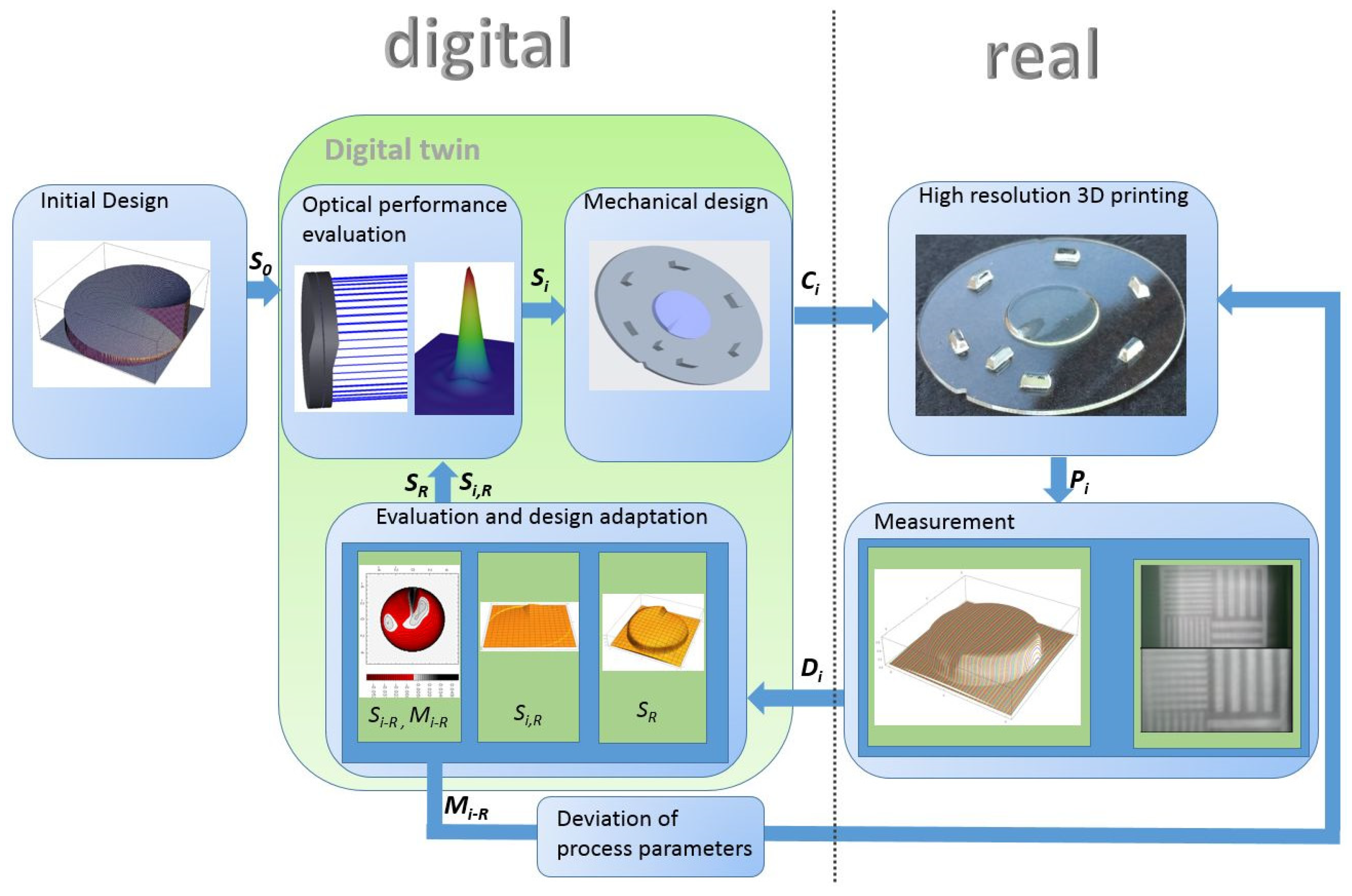
2. Concept of Generating and Using the Digital Twin
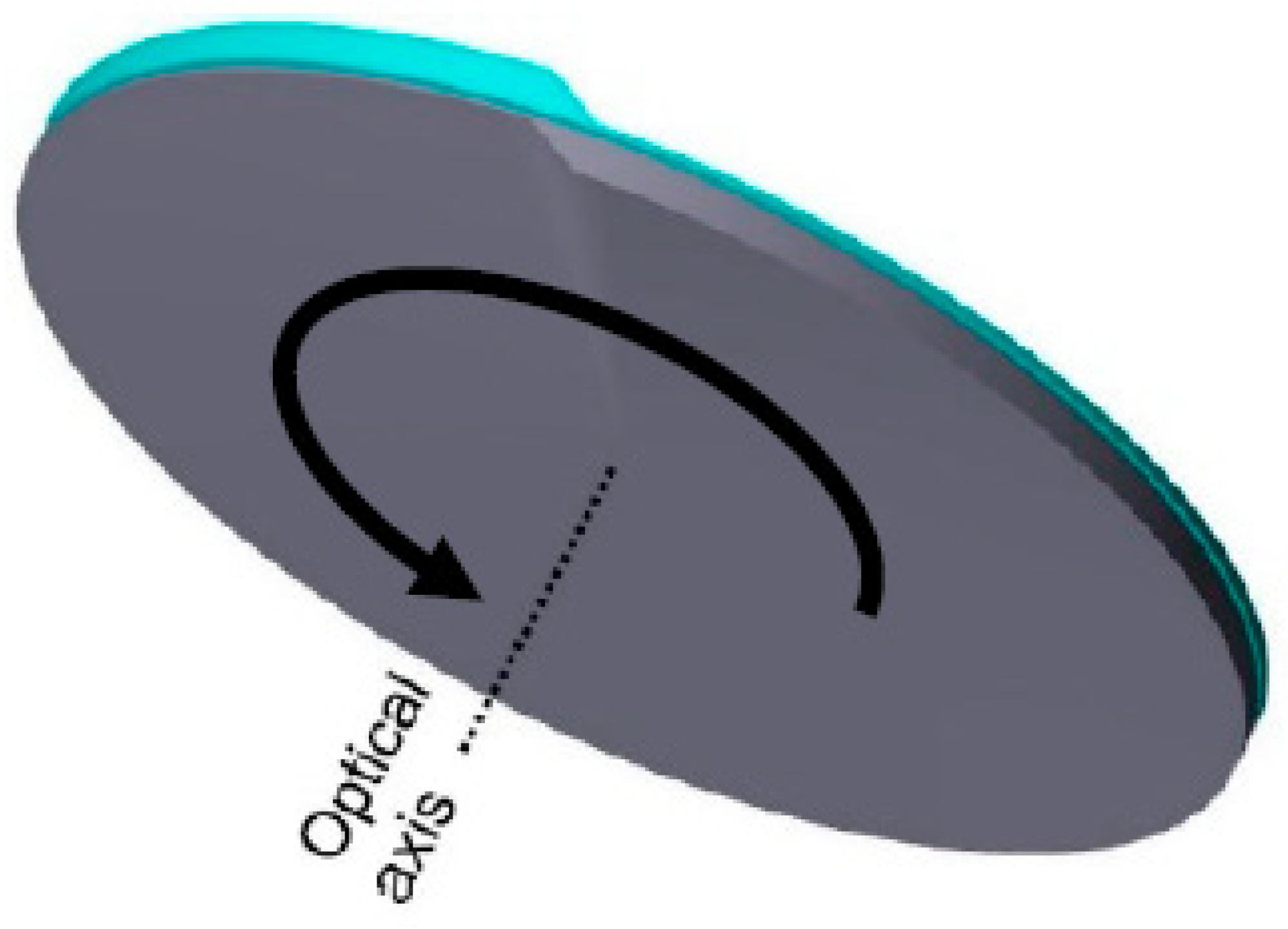
3. Optical System Used as Example
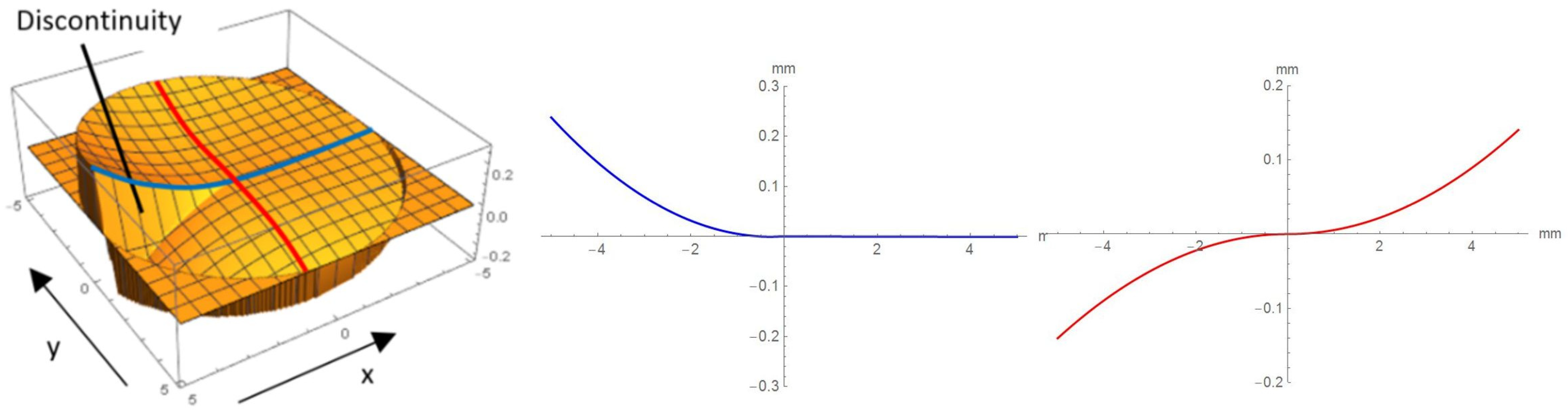
4. Evaluation of the Surface Measurements
5. Model Enhancement and Digital Twin
6. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Elkaseer, A.; Schneider, S.; Steffen, G. Scholz Experiment-Based Process Modeling and Optimization for High-Quality and Resource-Efficient FFF 3D Printing. Appl. Sci. 2020, 10, 2899. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Jarosinski, W.; Jung, Y.-G.; Zhang, J. Additive manufacturing processes and equipment. In Additive Manufacturing-Materials, Processes, Quantifications and Applications; Butterworth-Heinemann: Oxford, UK, 2018; pp. 39–51. [Google Scholar]
- International, A. Committee F42 on Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Mellor, S.; Hao, L.; Zhang, D. Additive manufacturing: A framework for implementation. Int. J. Prod. Econ. 2014, 149, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J.A.; Inglis, H.; Weilong, E.N.; McKinley, C.; Lewis, D.A. Morphology Control in a Dual-Cure System for Potential Applications in Additive Manufacturing. Polymers 2019, 11, 420. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Geng, P.; Zhao, J.; Wu, W.; Wang, Y.; Wang, B.; Wang, S.; Li, G. Effect of Thermal Processing and Heat Treatment Condition on 3D Printing PPS Properties. Polymers 2018, 10, 875. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gonçalves, J.; Lima, P.; Krause, B.; Pötschke, P.; Lafont, U.; Gomes, J.; Abreu, C.S.; Paiva, M.C.; Covas, J. Electrically Conductive Polyetheretherketone Nanocomposite Filaments: From Production to Fused Deposition Modeling. Polymers 2018, 10, 925. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, F.; Chen, Q.; Liu, C.; Ao, Q.; Tian, X.; Fan, J.; Tong, H.; Wang, X. Natural Polymers for Organ 3D Bioprinting. Polymers 2018, 10, 1278. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Harynska, A.; Gubanska, I.; Kucinska-Lipka, J.; Janik, H. Fabrication and Characterization of Flexible Medical-Grade TPU Filament for Fused Deposition Modeling 3DP Technology. Polymers 2018, 10, 1304. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, F.; Wang, K.; Qin, Z.; Wu, D.; Luo, X.; Liu, S. Design method of high-efficient LED headlamp lens. Opt. Express 2010, 18, 20926–20938. [Google Scholar] [CrossRef] [PubMed]
- Hsieh, C.; Li, Y.; Hung, C. Modular design of the LED vehicle projector headlamp system. Appl. Opt. 2013, 52, 5221–5229. [Google Scholar] [CrossRef] [PubMed]
- Duerr, F.; Thienpont, H. Analytic design of a zoom XY-beam expander with free-form optical surfaces. Opt. Express 2015, 23, 30438–30447. [Google Scholar] [CrossRef] [PubMed]
- Sieber, I.; Li, L.; Gengenbach, U.; Beckert, E.; Steinkopf, R.; Yi, A.Y. Optical performance simulation of free-form optics for an eye implant based on a measurement data enhanced model. Appl. Opt. 2016, 55, 6671–6679. [Google Scholar] [CrossRef] [PubMed]
- Simonov, A.N.; Vdovin, G.; Rombach, M.C. Cubic optical elements for an accommodative intraocular lens. Opt. Express 2006, 14, 7757–7775. [Google Scholar] [CrossRef] [PubMed]
- Sieber, I.; Martin, T.; Gengenbach, U. Robust Design of an Optical Micromachine for an Ophthalmic Application. Micromachines 2016, 7, 85. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sieber, I.; Martin, T.; Yi, A.; Li, L.; Rübenach, O. Optical design and tolerancing of an ophthalmological system. Proc. SPIE 2014, 9195, 919504. [Google Scholar] [CrossRef]
- Li, L.; Raasch, T.W.; Sieber, I.; Beckert, E.; Steinkopf, R.; Gengenbach, U.; Yi, A.Y. Fabrication of microinjection-molded miniature freeform Alvarez lenses. Appl. Opt. 2014, 53, 4248–4255. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rank, M.; Heinrich, A. 3D Printing of Optics; SPIE.Spotlight; SPIE Press: Bellingham, WA, USA, 2018. [Google Scholar]
- Sieber, I.; Moser, D.; Gengenbach, U. Design-for-manufacture of high-resolution 3D printed rotation optics. In Freeform Optics 2019, Proceedings of Optical Design and Fabrication 2019 (Freeform, OFT), Washington, DC, USA, 10–12 June 2019; OSA Technical Digest (Optical Society of America): Washington, DC, USA, 2019. [Google Scholar]
- Sieber, I.; Yi, A.Y.; Gengenbach, U. Metrology Data-Based Simulation of Freeform Optics. Appl. Sci. 2018, 8, 2338. [Google Scholar] [CrossRef] [Green Version]
- Sieber, I.; Thelen, R.; Gengenbach, U. Assessment of high-resolution 3D printed optics for the use case of rotation optics. Opt. Express 2020, 28, 13423–13431. [Google Scholar] [CrossRef] [PubMed]
- Rosen, R.; Fischer, J.; Boschert, S. Next Generation Digital Twin: An Ecosystem for Mechatronic Systems? In Proceedings of the 8th IFAC Symposium on Mechatronic Systems, Vienna, Austria, 4–6 September 2019; pp. 736–741. [Google Scholar]
- He, B.; Bai, K.-J. Digital twin-based sustainable intelligent manufacturing: A review. Adv. Manuf. 2020, 1–21. [Google Scholar] [CrossRef]
- Mathematica. Available online: https://www.wolfram.com/mathematica/ (accessed on 23 November 2020).
- OpticStudio. Available online: https://www.zemax.com/products/opticstudio (accessed on 23 November 2020).
- Dakota. Available online: https://dakota.sandia.gov/ (accessed on 23 November 2020).
- Sieber, I.; Stiller, P.; Gengenbach, U. Design studies of varifocal rotation optics. Opt. Eng. 2018, 57, 125102. [Google Scholar] [CrossRef] [Green Version]
- Luximprint. Available online: https://www.luximprint.com (accessed on 23 November 2020).
- Sieber, I.; Stiller, P.; Gengenbach, U.; Moser, D. Design for manufacture of a varifocal rotation optics. In Proceedings of the SPIE, 10690, Optical Design and Engineering VII, Frankfurt, Germany, 14–17 May 2018; p. 106901B. [Google Scholar]
- Sieber, I.; Martin, T.; Stiller, P. Tunable refractive power by mutual rotation of helical lens parts. In Proceedings of the SPIE Optical Engineering + Applications, San Diego, CA, USA, 6–10 August 2017; p. 103750L. [Google Scholar]
- Sieber, I. Design of aspheric rotation optics. In Frontiers in Optics 2019, Proceedings of Frontiers in Optics + Laser Science APS/DLS, Washington, DC, USA, 15–19 September 2019; OSA Technical Digest (Optical Society of America): Washington, DC, USA, 2019. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1 dpt | 2 dpt | 3 dpt |
|---|---|---|
 |  |  |
 |  |  |
 |  |  |
 |  |  |
| 1 dpt | 2 dpt | 3 dpt |
|---|---|---|
 |  |  |
 |  |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sieber, I.; Thelen, R.; Gengenbach, U. Enhancement of High-Resolution 3D Inkjet-Printing of Optical Freeform Surfaces Using Digital Twins. Micromachines 2021, 12, 35. https://doi.org/10.3390/mi12010035
Sieber I, Thelen R, Gengenbach U. Enhancement of High-Resolution 3D Inkjet-Printing of Optical Freeform Surfaces Using Digital Twins. Micromachines. 2021; 12(1):35. https://doi.org/10.3390/mi12010035
Chicago/Turabian StyleSieber, Ingo, Richard Thelen, and Ulrich Gengenbach. 2021. "Enhancement of High-Resolution 3D Inkjet-Printing of Optical Freeform Surfaces Using Digital Twins" Micromachines 12, no. 1: 35. https://doi.org/10.3390/mi12010035