Inkjet Printing on a New Flexible Ceramic Substrate for Internet of Things (IoT) Applications

 , ,
, ,
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Printing of Test Pattern
2.3. Post-Processing and Resistivity Measurement
2.4. Surface Characterization
2.5. High-Temperature Tolerance Test
2.6. Flexibility and Adhesion Test
3. Results and Discussion
3.1. Electrical Conductivity
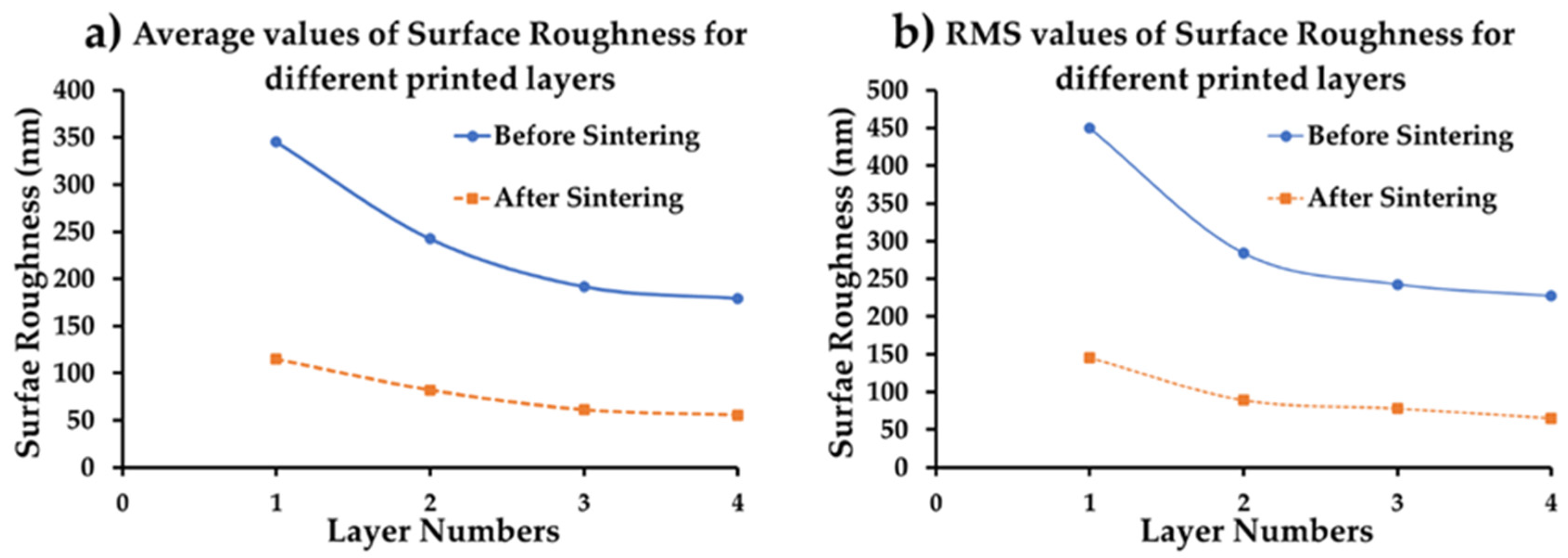
3.2. Surface Characterization
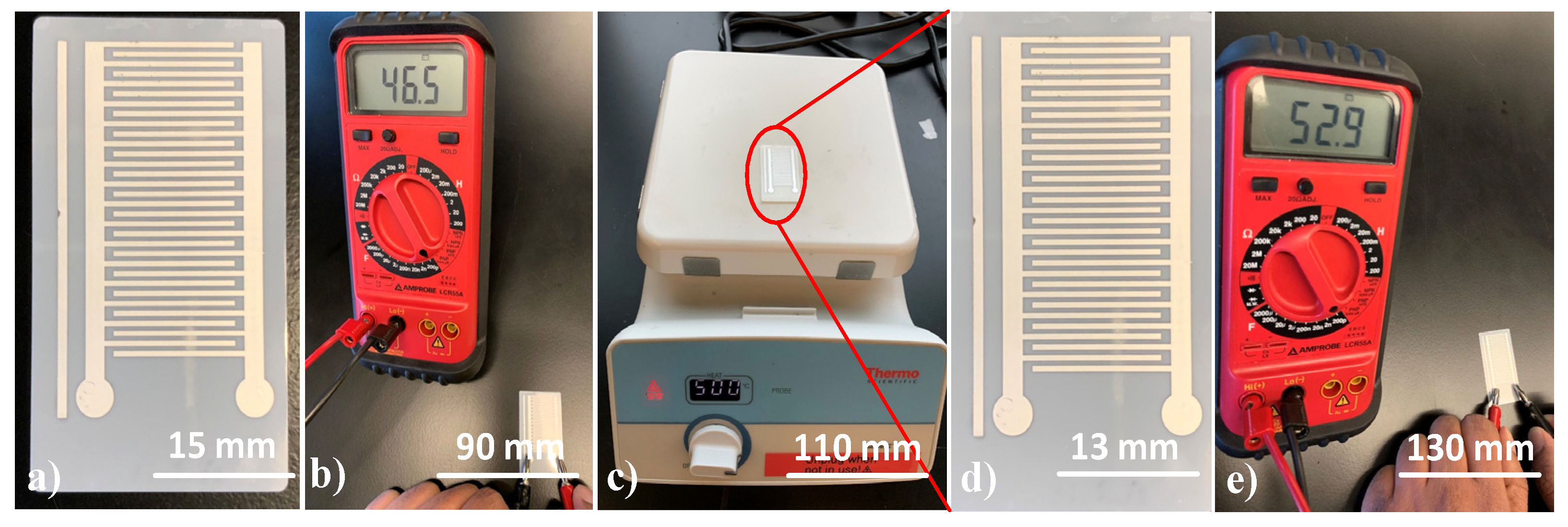
3.3. High-Temperature Tolerance
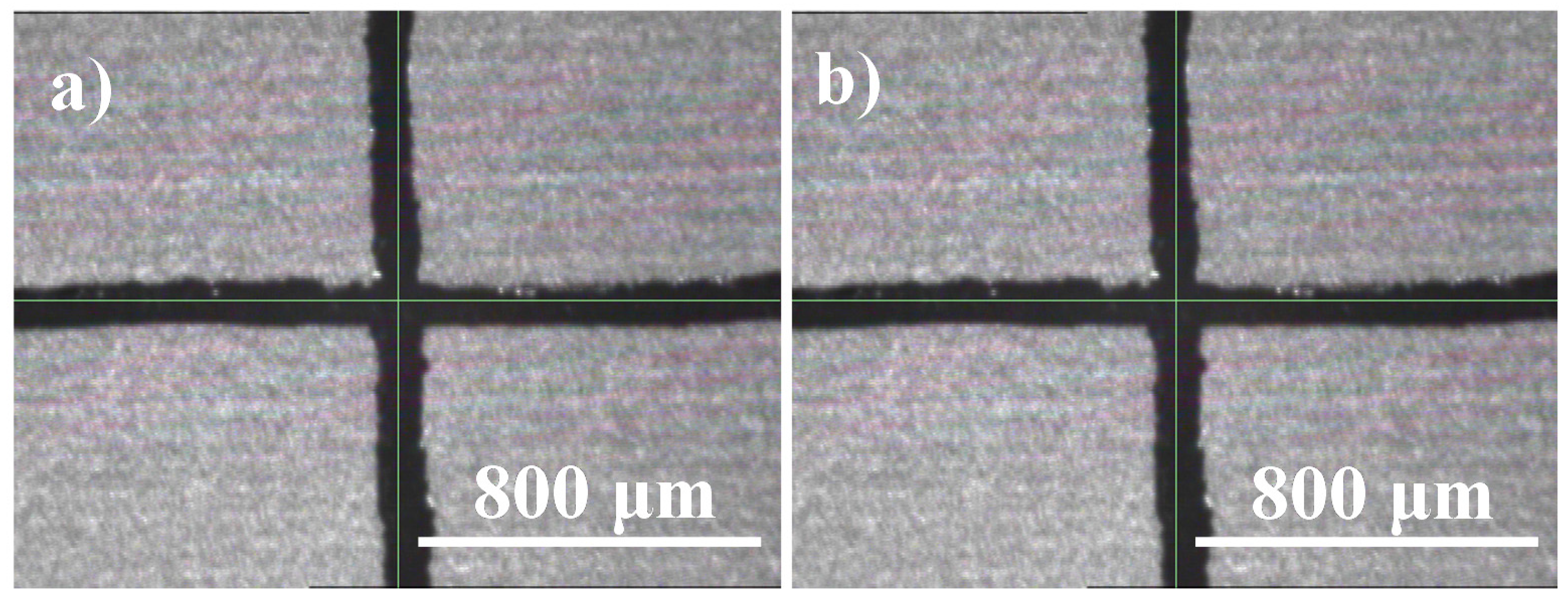
3.4. Flexibility and Adhesion Test Result
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Meng, K.; Zhao, S.; Zhou, Y.; Wu, Y.; Zhang, S.; He, Q.; Wang, X.; Zhou, Z.; Fan, W.; Tan, X.; et al. A Wireless Textile-Based Sensor System for Self-Powered Personalized Health Care. Matter 2020, 2, 896–907. [Google Scholar] [CrossRef]
- He, Y.; Shi, X.; Chen, K.; Yang, X.; Chen, J. Titanium-Doped P-Type WO3 Thin Films for Liquefied Petroleum Gas Detection. Nanomaterials 2020, 10, 727. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, N.; Tao, C.; Fan, X.; Chen, J. Progress in Triboelectric Nanogenerators as Self-powered Smart Sensors. J. Mater. Res. 2017, 32, 1628–1646. [Google Scholar] [CrossRef] [Green Version]
- Martin, P.G.; Tomkinson, N.G.; Scott, T.B. The Future of Nuclear Security: Commitments and Actions—Power Generation and Stewardship in the 21st Century. Energy Policy 2017, 110, 325–330. [Google Scholar] [CrossRef]
- Milligan, W.J.; Poli, G.; Harrison, D.K. The Integration of an API619 Screw Compressor Package into the Industrial Internet of Things. IOP Conf. Ser. Mater. Sci. Eng. 2017, 232, 012088. [Google Scholar] [CrossRef]
- Krasniqi, X.; Hajrizi, E. Use of IoT Technology to Drive the Automotive Industry from Connected to Full Autonomous Vehicles. IFAC-PapersOnLine 2016, 49, 269–274. [Google Scholar] [CrossRef]
- Liu, Y.; Kashef, M.; Lee, K.B.; Benmohamed, L.; Candell, R. Wireless Network Design for Emerging IIoT Applications: Reference Framework and Use Cases. Proc. IEEE 2019, 107, 1166–1192. [Google Scholar] [CrossRef]
- Fraga-Lamas, P.; Fernández-Caramés, T.; Suárez-Albela, M.; Castedo, L.; González-López, M. A Review on Internet of Things for Defense and Public Safety. Sensors 2016, 16, 1644. [Google Scholar] [CrossRef] [Green Version]
- Ohodnicki, P.R.; Credle, S.; Buric, M.; Lewis, R.; Seachman, S. High Temperature, Harsh Environment Sensors for Advanced Power Generation Systems; George, T., Dutta, A.K., Islam, M.S., Eds.; International Society for Optics and Photonics: Baltimore, MD, USA, 2015; p. 94671M. [Google Scholar]
- Raza, M.; Aslam, N.; Le-Minh, H.; Hussain, S.; Cao, Y.; Khan, N.M. A Critical Analysis of Research Potential, Challenges, and Future Directives in Industrial Wireless Sensor Networks. IEEE Commun. Surv. Tutor. 2018, 20, 39–95. [Google Scholar] [CrossRef]
- Cruz, S.M.F.; Rocha, L.A.; Viana, J.C. Printing Technologies on Flexible Substrates for Printed Electronics. In Flexible Electronics; Rackauskas, S., Ed.; InTech: London, UK, 2018; ISBN 978-1-78923-456-5. [Google Scholar]
- Khan, S.; Lorenzelli, L.; Dahiya, R.S. Technologies for Printing Sensors and Electronics Over Large Flexible Substrates: A Review. IEEE Sens. J. 2015, 15, 3164–3185. [Google Scholar] [CrossRef]
- Aryal, M.; Allison, S.W.; Olenick, K.; Sabri, F. Flexible thin film ceramics for high temperature thermal sensing applications. Opt. Mater. 2020, 100, 109656. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, S.; Pratap, R.; Galstyan, E.; Wosik, J.; Selvamanickam, V. Development of REBCO Tapes on Nonmetallic Flexible Substrates for RF Applications. IEEE Trans. Appl. Supercond. 2019, 29, 1–5. [Google Scholar] [CrossRef]
- Fobare, D.; Haldar, P.; Efstathiadis, H.; Metacarpa, D.; Wax, J.; Olenick, J.; Olenick, K.; Venkateswaran, V. Novel Application of Yttria Stabilized Zirconia as a Substrate for Thin Film CIGS Solar Cells. In Proceedings of the 2014 IEEE 40th Photovoltaic Specialist Conference (PVSC), Denver, CO, USA, 8–13 June 2014. [Google Scholar]
- de Cos Gómez, M.E.; Fernández Álvarez, H.; Puerto Valcarce, B.; García González, C.; Olenick, J.; Las-Heras Andrés, F. Zirconia-Based Ultra-Thin Compact Flexible CPW-Fed Slot Antenna for IoT. Sensors 2019, 19, 3134. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- You, R.; Jing, G.; Yu, H.; Cui, T. Flexible Mixed-Potential-Type (MPT) NO2 Sensor Based on an Ultra-Thin Ceramic Film. Sensors 2017, 17, 1740. [Google Scholar] [CrossRef] [PubMed]
- Raut, N.C.; Al-Shamery, K. Inkjet Printing Metals on Flexible Materials for Plastic and Paper Electronics. J. Mater. Chem. C 2018, 6, 1618–1641. [Google Scholar] [CrossRef]
- Yu, J.H.; Rho, Y.; Kang, H.; Jung, H.S.; Kang, K.-T. Electrical behavior of laser-sintered Cu based metal-organic decomposition ink in air environment and application as current collectors in supercapacitor. Int. J. Precis. Eng. Manuf.-Green Tech. 2015, 2, 333–337. [Google Scholar] [CrossRef] [Green Version]
- Vandevenne, G.; Marchal, W.; Verboven, I.; Drijkoningen, J.; D’Haen, J.; Van Bael, M.K.; Hardy, A.; Deferme, W. A Study on the Thermal Sintering Process of Silver Nanoparticle Inkjet Inks to Achieve Smooth and Highly Conducting Silver Layers: Thermal Sintering Process of Silver Nanoparticle Inkjet Inks. Phys. Status Solidi A 2016, 213, 1403–1409. [Google Scholar] [CrossRef]
- Gamerith, S.; Klug, A.; Scheiber, H.; Scherf, U.; Moderegger, E.; List, E.J.W. Direct Ink-Jet Printing of Ag-Cu Nanoparticle and Ag-Precursor Based Electrodes for OFET Applications. Adv. Funct. Mater. 2007, 17, 3111–3118. [Google Scholar] [CrossRef]
- Mo, L.; Guo, Z.; Yang, L.; Zhang, Q.; Fang, Y.; Xin, Z.; Chen, Z.; Hu, K.; Han, L.; Li, L. Silver Nanoparticles Based Ink with Moderate Sintering in Flexible and Printed Electronics. IJMS 2019, 20, 2124. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Liu, J.; Tian, Q.; Wu, Z.; Yao, W.; Dai, Z.; Liu, L.; Wu, W. Preparing of Highly Conductive Patterns on Flexible Substrates by Screen Printing of Silver Nanoparticles with Different Size Distribution. Nanoscale Res. Lett. 2016, 11, 412. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Riheen, M.A.; Saha, T.K.; Sekhar, P.K. Inkjet Printing on PET Substrate. J. Electrochem. Soc. 2019, 166, B3036–B3039. [Google Scholar] [CrossRef]
- Saha, T.K.; Knaus, T.N.; Khosla, A.; Sekhar, P.K. Investigation of Printing Properties on Paper Substrate. J. Electrochem. Soc. 2018, 165, B3163–B3167. [Google Scholar] [CrossRef]
- Topsoe, H. Geometric Factors in Four Point Resistivity Measurement. Bulletin 1968, 472, 63. [Google Scholar]
- Tran, D.-P.; Lu, H.-I.; Lin, C.-K. Conductive Characteristics of Indium Tin Oxide Thin Film on Polymeric Substrate under Long-Term Static Deformation. Coatings 2018, 8, 212. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Wen, P.; Zhu, S.; Ren, B.; Guan, X.; Yu, H. Quad-Band CPW-Fed Monopole Antenna Based on Flexible Pentangle-Loop Radiator. Antennas Wirel. Propag. Lett. 2015, 14, 1373–1376. [Google Scholar]
- Chinga-Carrasco, G.; Tobjörk, D.; Österbacka, R. Inkjet-printed Silver Nanoparticle on Nano-engineered Cellulose Films for Electrically Conducting Structures and Organic Transistors: Concept and Challenges. J. Nanopart. Res. 2012, 14, 1213. [Google Scholar] [CrossRef]
- German, R.M. Thermodynamics of Sintering. In Sintering of Advanced Materials; Elsevier: Amsterdam, The Netherlands, 2010; pp. 3–32. ISBN 978-1-84569-562-0. [Google Scholar]
- Greer, J.R.; Street, R.A. Thermal Cure Effects on Electrical Performance of Nanoparticle Silver Inks. Acta Mater. 2007, 55, 6345–6349. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, L.; Guo, X.; Jung, Y.-G.; Zhang, J. Molecular Dynamics Simulation of Electrical Resistivity in Sintering Process of Nanoparticle Silver Inks. Comput. Mater. Sci. 2016, 125, 105–109. [Google Scholar] [CrossRef] [Green Version]
- Ingham, B.; Lim, T.H.; Dotzler, C.J.; Henning, A.; Toney, M.F.; Tilley, R.D. How Nanoparticles Coalesce: An in Situ Study of Au Nanoparticle Aggregation and Grain Growth. Chem. Mater. 2011, 23, 3312–3317. [Google Scholar] [CrossRef]
- Perelaer, J.; Smith, P.J.; Mager, D.; Soltman, D.; Volkman, S.K.; Subramanian, V.; Korvink, J.G.; Schubert, U.S. Printed Electronics: The Challenges Involved in Printing Devices, Interconnects, and Contacts Based on Inorganic Materials. J. Mater. Chem. 2010, 20, 8446. [Google Scholar] [CrossRef]
- Choi, J.H.; Ryu, K.; Park, K.; Moon, S.-J. Thermal Conductivity Estimation of Inkjet-printed Silver Nanoparticle Ink during Continuous Wave Laser Sintering. Int. J. Heat Mass Transf. 2015, 85, 904–909. [Google Scholar] [CrossRef]
- Nguyen, H.-A.-D.; Lee, C.; Shin, K.-H. A Mathematical Model to Predict Surface Roughness and Pattern Thickness in Roll-to-roll Gravure Printed Electronics. Robot. Comput.-Integr. Manuf. 2013, 29, 26–32. [Google Scholar] [CrossRef]
- Lanagan, M.T.; Yamamoto, J.K.; Bhalla, A.; Sankar, S.G. The Dielectric Properties of Yttria-stabilized Zirconia. Mater. Lett. 1989, 7, 437–440. [Google Scholar] [CrossRef]
- ASTM International. D01 Committee Test Methods for Rating Adhesion by Tape Test; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Merilampi, S.; Laine-Ma, T.; Ruuskanen, P. The Characterization of Electrically Conductive Silver Ink Patterns on Flexible Substrates. Microelectron. Reliab. 2009, 49, 782–790. [Google Scholar] [CrossRef]
- Halonen, E.; Viiru, T.; Ostman, K.; Cabezas, A.L.; Mantysalo, M. Oven Sintering Process Optimization for Inkjet-Printed Ag Nanoparticle Ink. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 350–356. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Jetting Voltage (V) | 15.4 |
| Jetting Frequency (kHz) | 4.4 |
| Drop Size (pL) | 10 |
| Printing Print Height (μm) | 550 |
| Cartridge Temperature (°C) | 31 |
| Platen Temperature (°C) | 50 |
| Parameter | Value | Unit |
|---|---|---|
| Drop Spacing | 15, 20, 25 | μm |
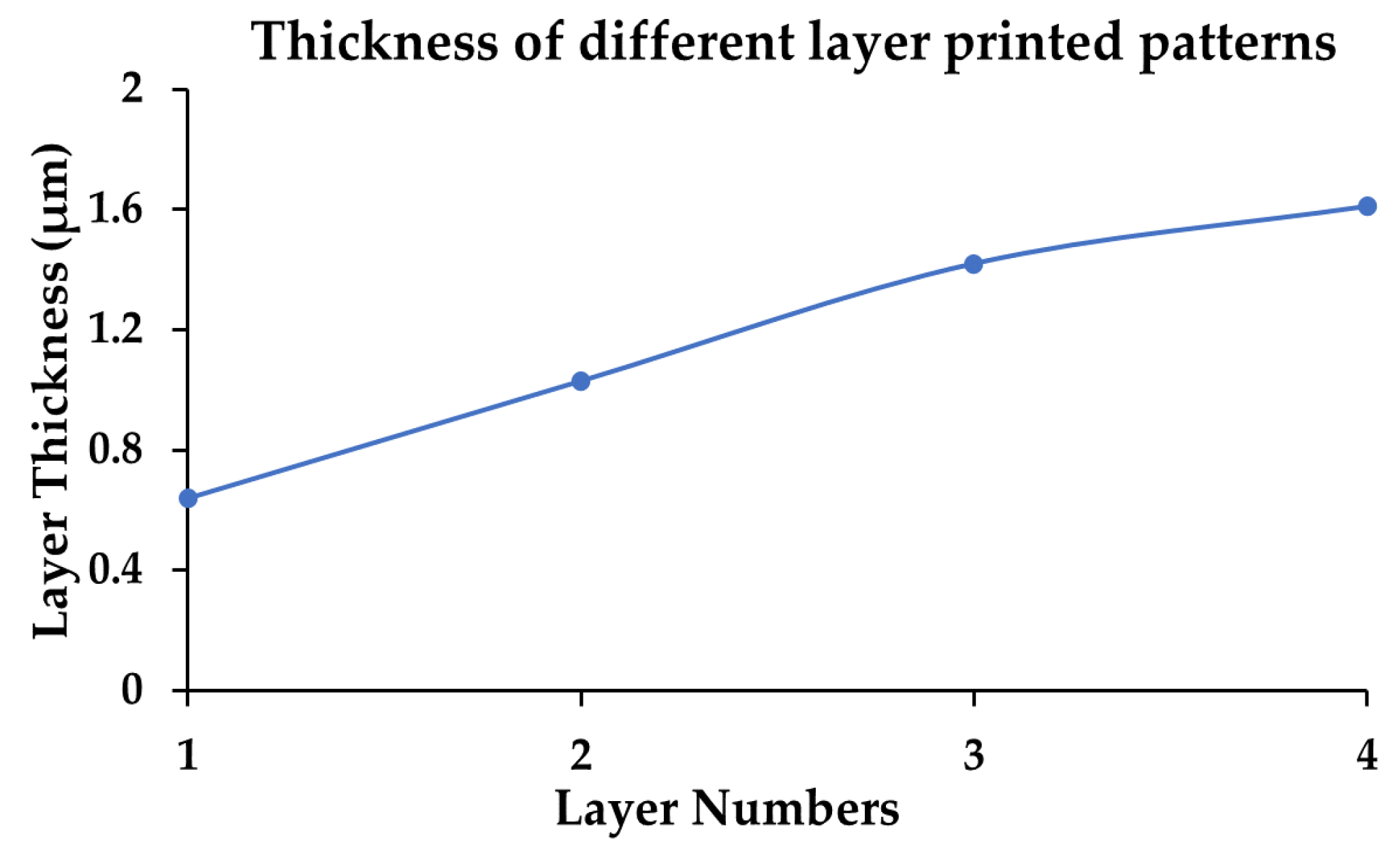
| Printed Layer Numbers | 1, 2, 3, 4 | |
| Sintering Temperature | 250, 300, 350, 400 | °C |
| Sintering Time | 10, 20, 30, 40 | min |
| Sintering Temperature (°C) (A) | Resistivity (μΩ-cm) | ||||||
|---|---|---|---|---|---|---|---|
| Number of Layers (B) | 2 L | 3 L | 4 L | ||||
| Sintering Time (C) | run-1 | run-2 | run-1 | run-2 | run-1 | run-2 | |
| 250 | 10 | 113.52 | 112.24 | 12.65 | 13.59 | 13.59 | 12.65 |
| 20 | 30.92 | 30.57 | 8.66 | 9.47 | 7.55 | 8.66 | |
| 30 | 28.02 | 29.01 | 7.33 | 6.66 | 6.8 | 7.04 | |
| 40 | 26.57 | 26.57 | 5.33 | 5.33 | 6.04 | 6.66 | |
| 300 | 10 | 5.8 | 6.16 | 4.66 | 4.68 | 3.78 | 3.78 |
| 20 | 5.31 | 5.81 | 4 | 4.1 | 3.4 | 3.4 | |
| 30 | 5.31 | 5.31 | 3.33 | 3.33 | 3.02 | 3.05 | |
| 40 | 5.31 | 5.31 | 3.33 | 3.33 | 3.02 | 3.05 | |
| 350 | 10 | 6.16 | 6.16 | 4.75 | 4.58 | 4.29 | 4.55 |
| 20 | 5.81 | 6.12 | 4.25 | 4.2 | 4.21 | 4.33 | |
| 30 | 5.21 | 5.2 | 3.33 | 3.33 | 3.35 | 3.33 | |
| 40 | 5.12 | 5.15 | 3.33 | 3.33 | 3.33 | 3.33 | |
| 400 | 10 | 5.8 | 6.66 | 4.66 | 5.33 | 4.15 | 4.33 |
| 20 | 5.07 | 5.15 | 4 | 4.66 | 3.78 | 3.78 | |
| 30 | 5.07 | 5.07 | 3.33 | 3.33 | 3.78 | 3.53 | |
| 40 | 5.07 | 5.07 | 3.33 | 3.33 | 3.78 | 3.87 | |
| Source of Variation | Sum of Squares (SS) | Degrees of Freedom (DF) | Mean Square (MS) | Fcritical | F | p-Values |
|---|---|---|---|---|---|---|
| Sintering Temperature (A) | 5796.77 | 3 | 1932.26 | 2.80 | 19267.78 | p << 0.05 |
| Number of printing layers (B) | 2846.73 | 2 | 1423.36 | 3.19 | 14,193.29 | p << 0.05 |
| Sintering Time (C) | 1372.86 | 3 | 457.62 | 2.80 | 4563.21 | p << 0.05 |
| AB | 6190.36 | 6 | 1031.73 | 2.29 | 10,288.02 | p << 0.05 |
| CA | 3978.44 | 9 | 442.05 | 2.08 | 4407.96 | p << 0.05 |
| BC | 1525.08 | 6 | 254.18 | 2.29 | 2534.59 | p << 0.05 |
| ABC | 3935.35 | 18 | 218.63 | 1.82 | 2180.11 | p << 0.05 |
| Error | 4.81 | 48 | 0.10 | |||
| Total | 25,650.40 | 95 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kirtania, S.G.; Riheen, M.A.; Kim, S.U.; Sekhar, K.; Wisniewska, A.; Sekhar, P.K. Inkjet Printing on a New Flexible Ceramic Substrate for Internet of Things (IoT) Applications. Micromachines 2020, 11, 841. https://doi.org/10.3390/mi11090841
Kirtania SG, Riheen MA, Kim SU, Sekhar K, Wisniewska A, Sekhar PK. Inkjet Printing on a New Flexible Ceramic Substrate for Internet of Things (IoT) Applications. Micromachines. 2020; 11(9):841. https://doi.org/10.3390/mi11090841
Chicago/Turabian StyleKirtania, Sharadindu Gopal, Manjurul Ahsan Riheen, Sun Ung Kim, Karthik Sekhar, Anna Wisniewska, and Praveen Kumar Sekhar. 2020. "Inkjet Printing on a New Flexible Ceramic Substrate for Internet of Things (IoT) Applications" Micromachines 11, no. 9: 841. https://doi.org/10.3390/mi11090841