Highly Integrated Elastic Island-Structured Printed Circuit Board with Controlled Young’s Modulus for Stretchable Electronics

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
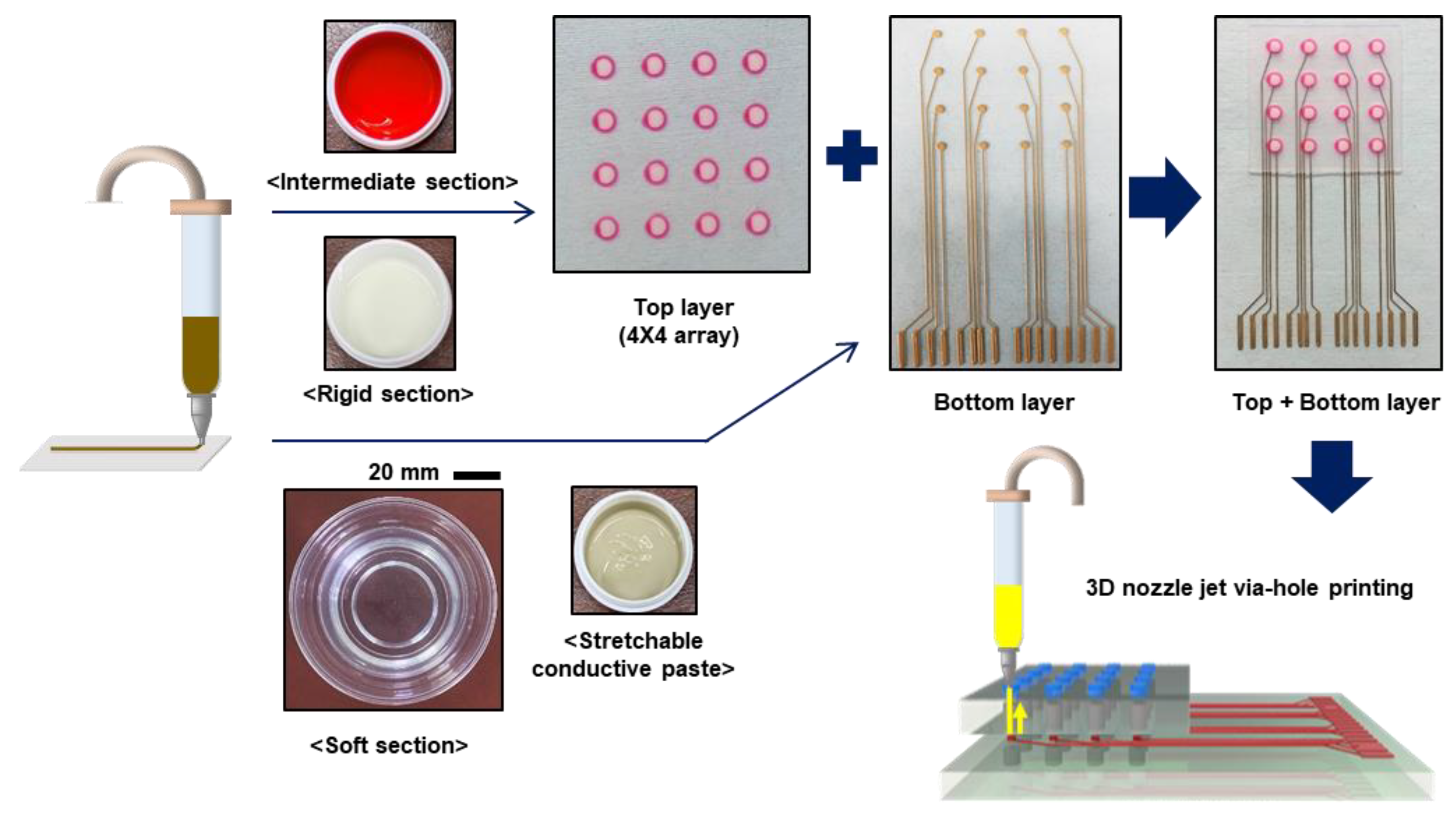
2.1. Preparation of Rigid–Intermediate–Soft (RIS) Substrate Paste
2.2. RIS Substrate Formation and Patterning Methods
2.3. Characterization of the RIS Substrate
2.4. Preparation of the Double Layer Stretchable Keypad
2.5. Characterization of the Double-Layer Stretchable Keypad
3. Results
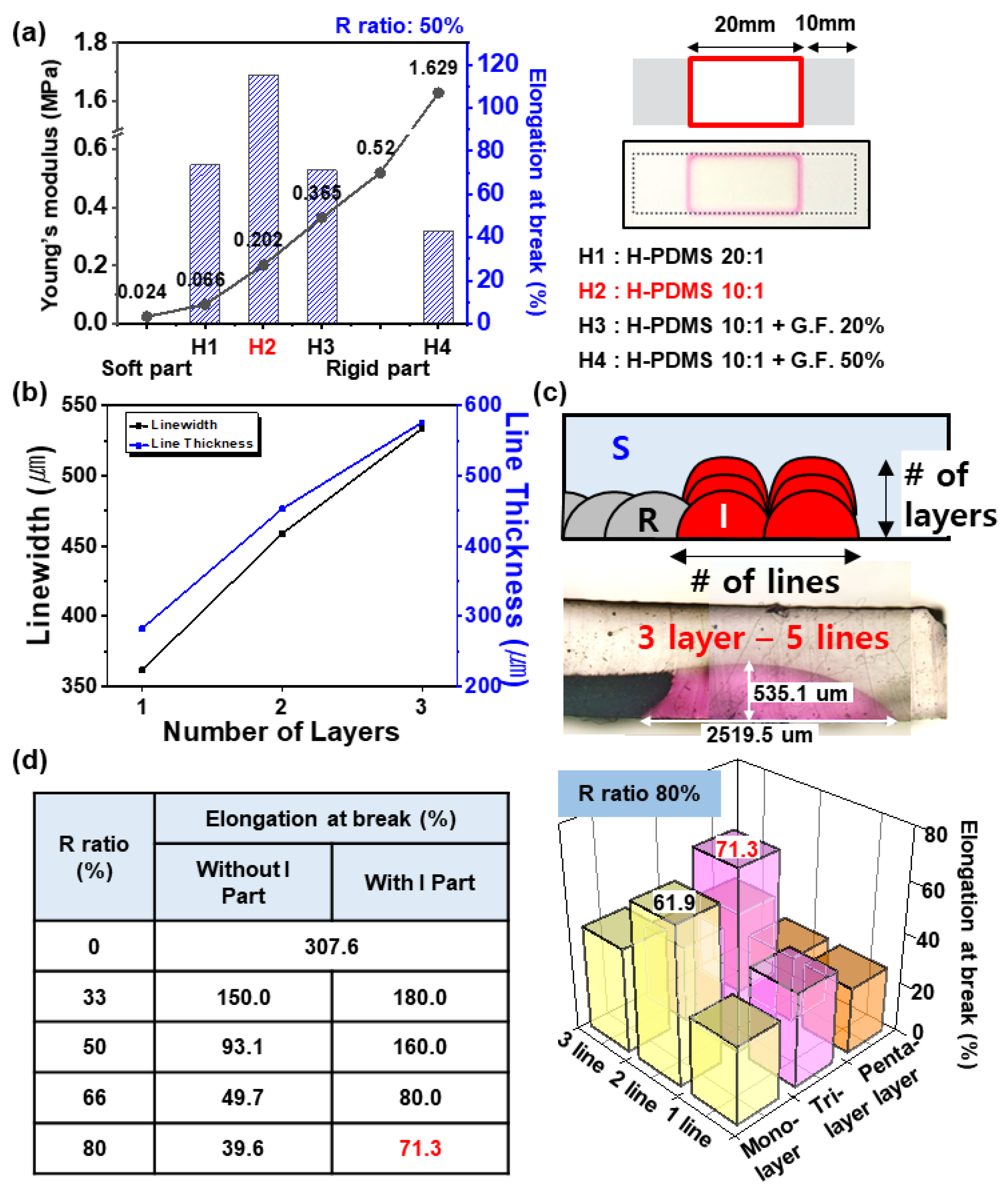
3.1. Rigid, Intermediate, and Soft Materials for Stretchable Island-Structured Printed Circuit Board (iPCB)
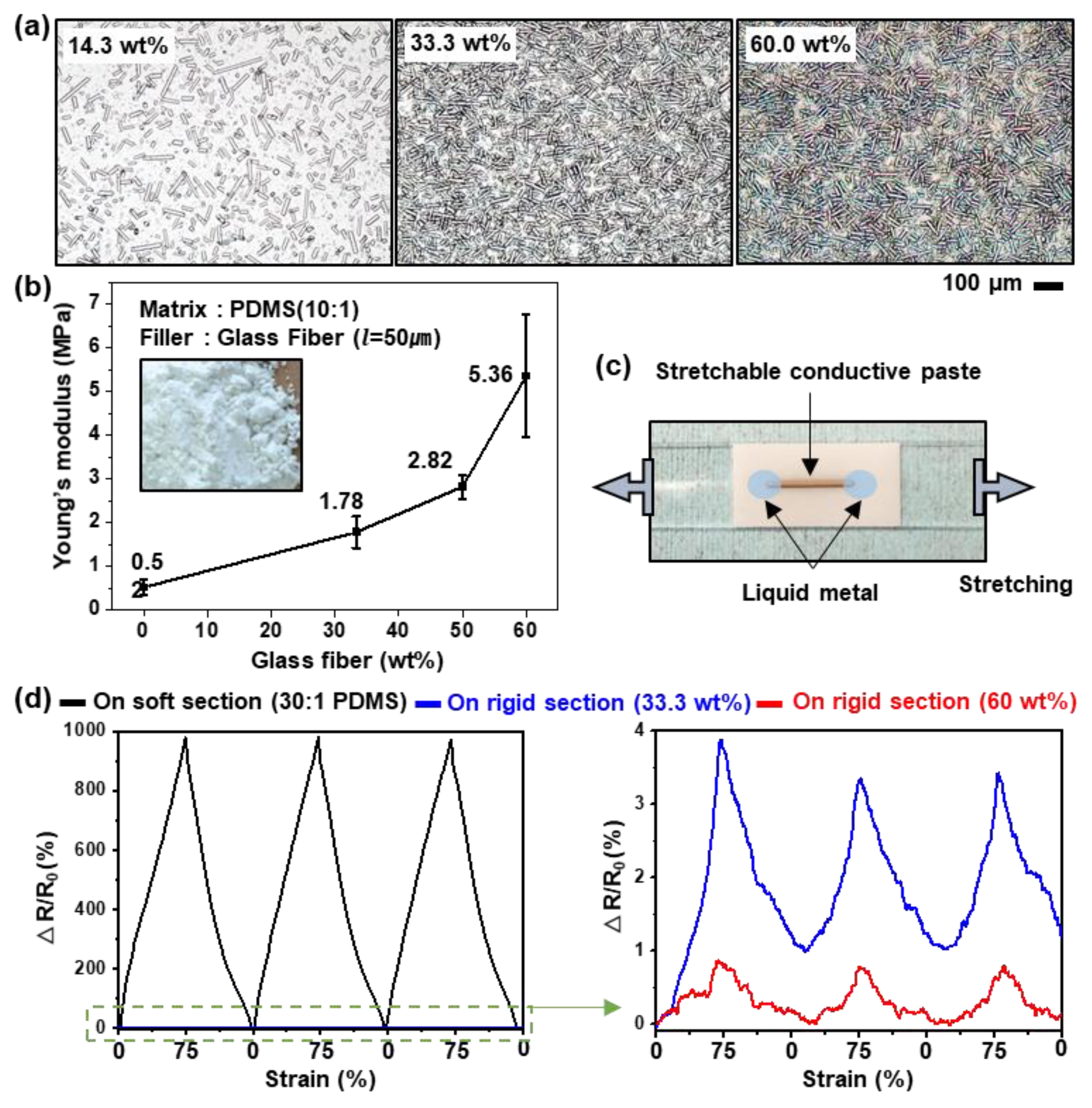
3.1.1. Rigid Section
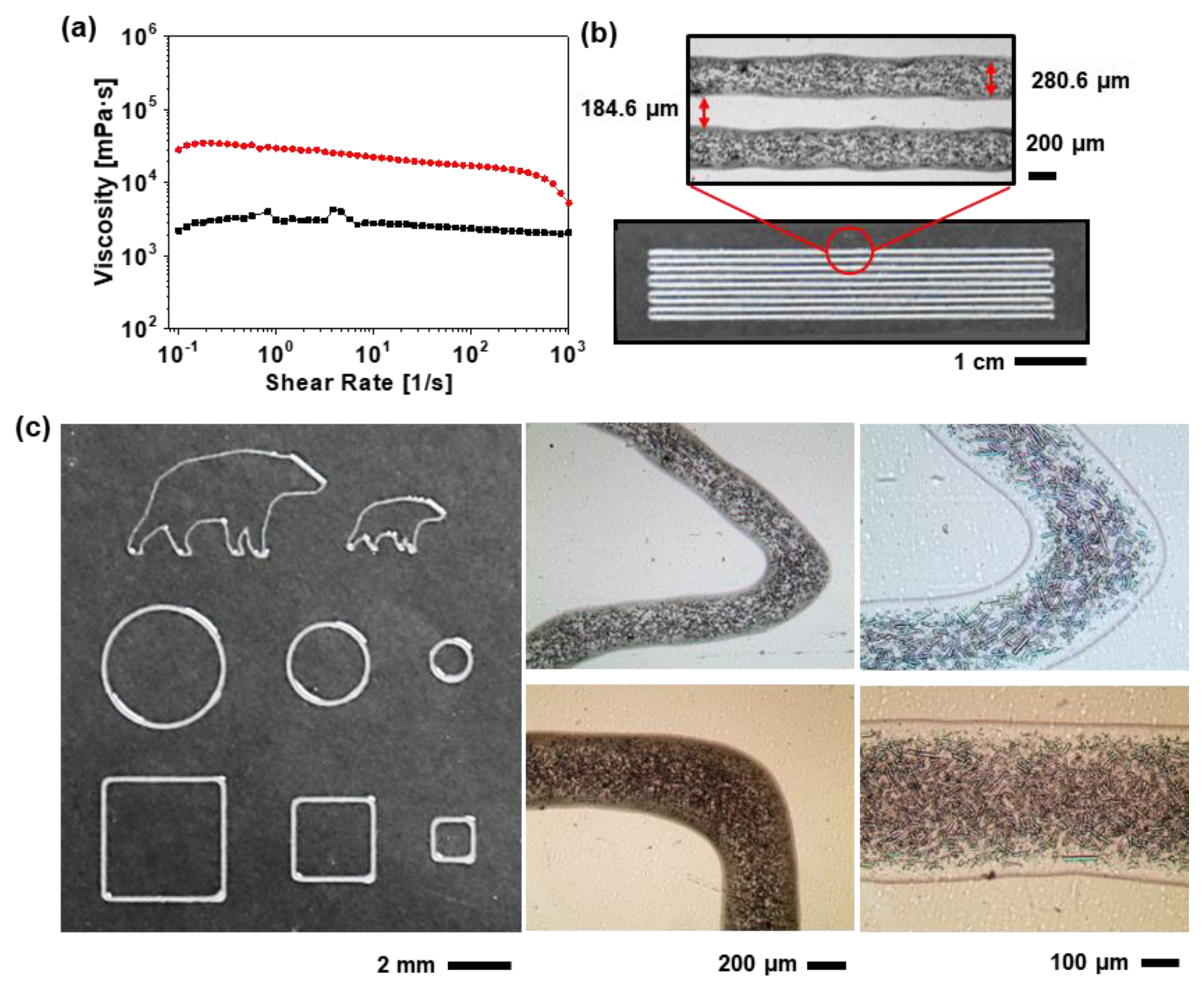
3.1.2. Soft Section
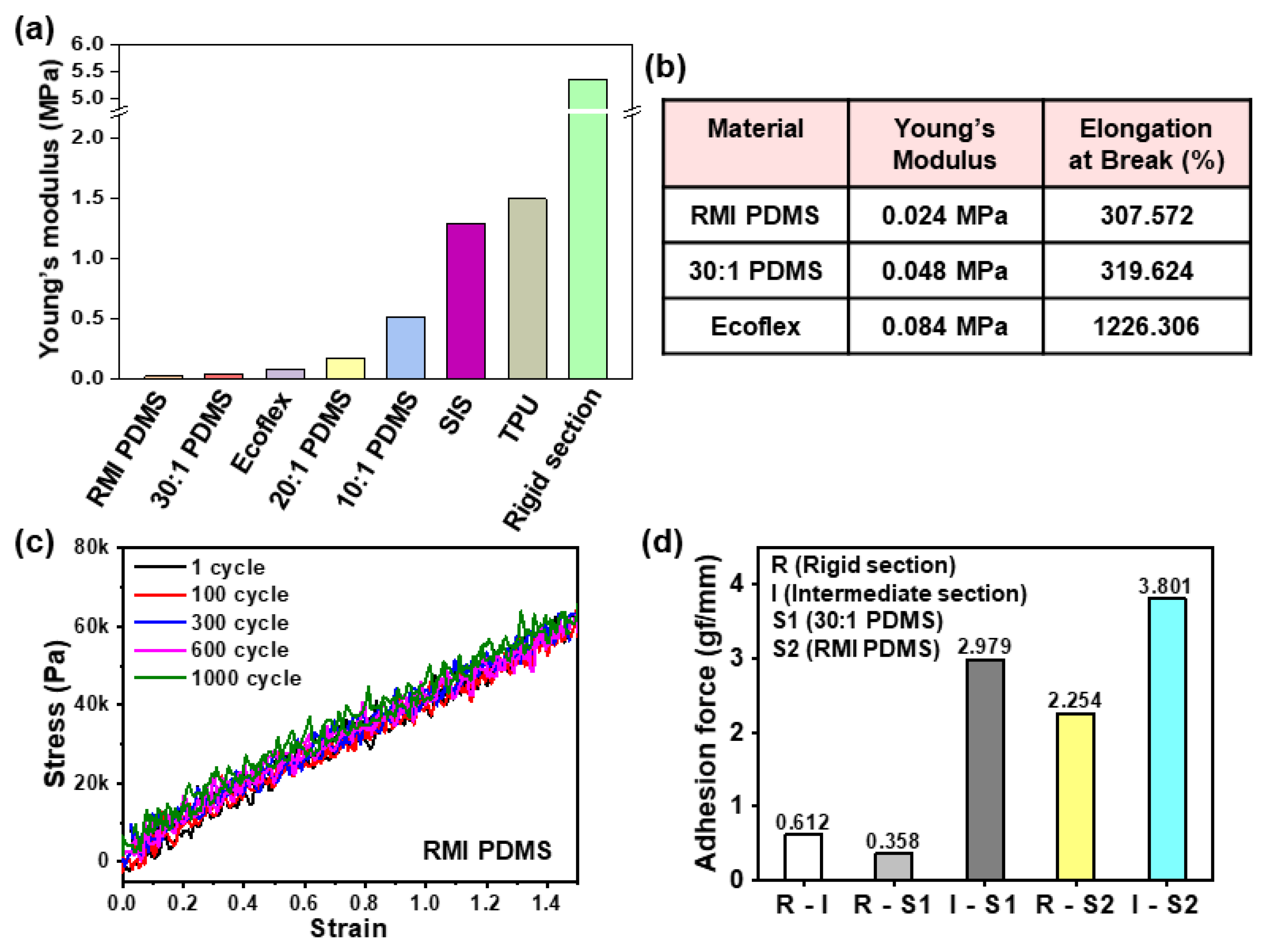
3.1.3. Intermediate Section
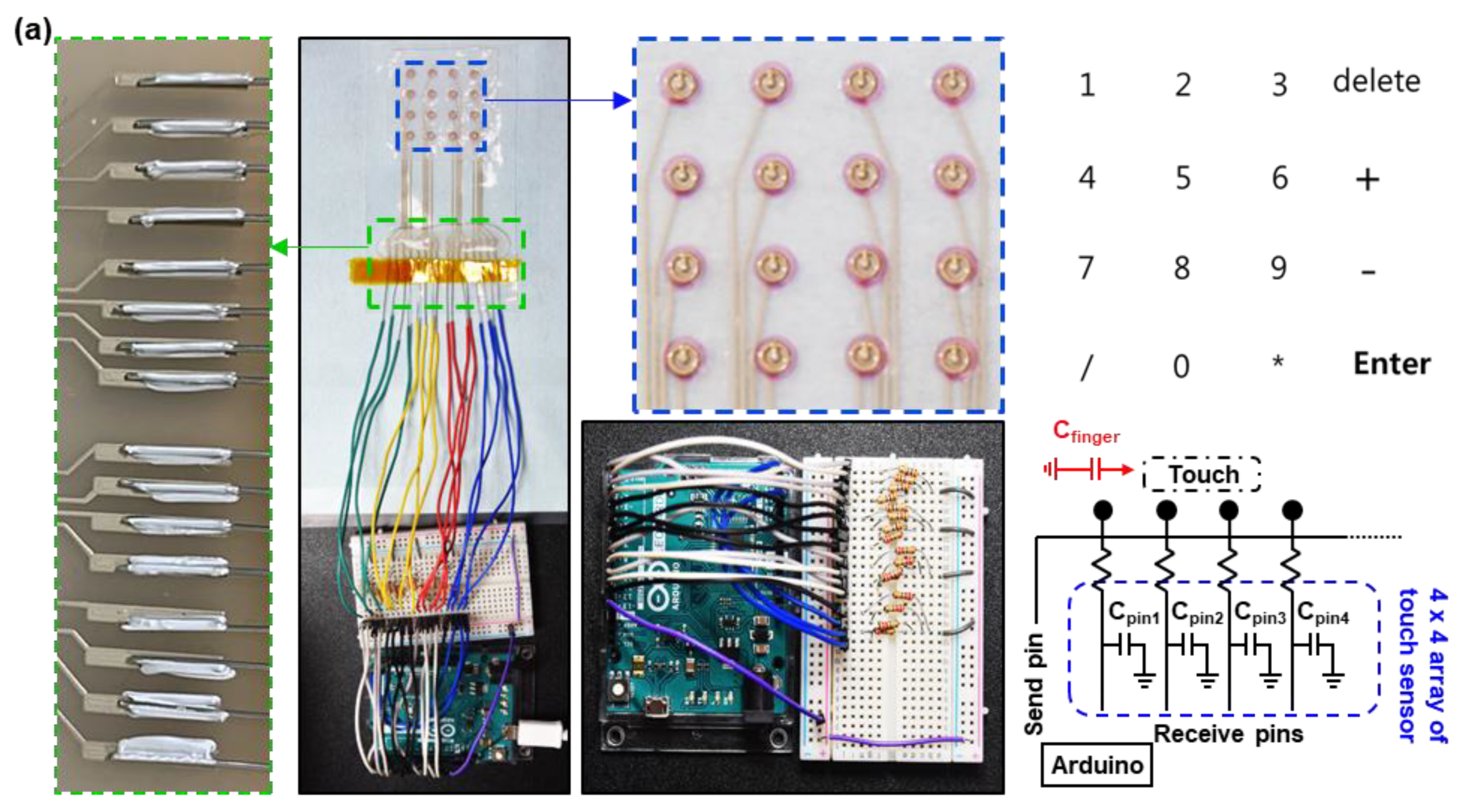
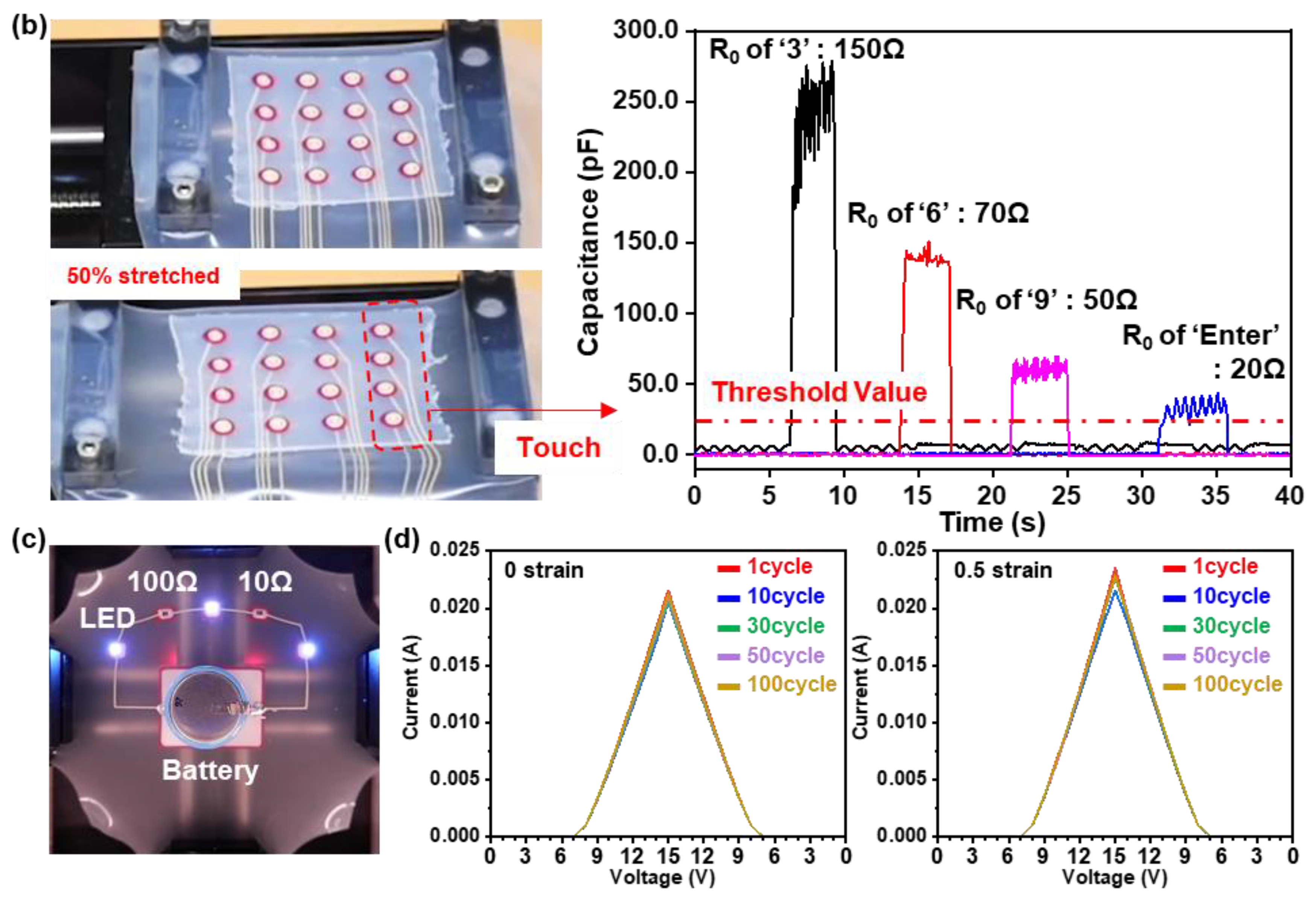
3.2. Stretchable Electronics Demonstration using Stretchable iPCB
4. Discussion
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Viventi, J.; Kim, D.-H.; Moss, J.D.; Kim, Y.-S.; Blanco, J.A.; Annetta, N.; Hicks, A.; Xiao, J.; Huang, Y.G.; Callans, D.J.; et al. A conformal, bio-interfaced class of silicon electronics for mapping cardiac electrophysiology. Sci. Transl. Med. 2010, 2, 24ra22. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trung, T.Q.; Lee, N.E. Flexible and stretchable physical sensor integrated platforms for wearable human-activity monitoring and personal healthcare. Adv. Mater. 2016, 28, 4338–4372. [Google Scholar] [CrossRef] [PubMed]
- Yoon, J.S.; Baca, A.J.; Park, S.-I.; Elvikis, P.; Geddes, J.B.; Li, L.; Kim, R.H.; Xiao, J.; Wang, S.; Kim, T.-H.; et al. Ultrathin silicon solar microcells for semitransparent, mechanically flexible and microconcentrator module designs. Nat. Mater. 2008, 7, 907–915. [Google Scholar] [CrossRef] [PubMed]
- Qi, Y.; Jafferis, N.T.; Lyons, K.; Lee, C.M.; Ahmad, H.; McAlpine, M.C. Piezoelectric ribbons printed onto rubber for flexible energy conversion. Nano Lett. 2010, 10, 524–528. [Google Scholar] [CrossRef] [Green Version]
- Siciliano, B.; Oussama, K. Springer Handbook of Robotics; Springer: Berlin, Germany, 2008; Chapter 19. [Google Scholar]
- Byun, J.H.; Lee, Y.T.; Yoon, J.Y.; Lee, B.M.; Oh, E.H.; Chung, S.J.; Lee, T.H.; Cho, K.-J.; Kim, J.H.; Hong, Y.T. Electronic skins for soft, compact, reversible assembly of wirelessly activated fully soft robots. Sci. Robot. 2018, 3, 9020. [Google Scholar] [CrossRef] [Green Version]
- Francoeur, A.D. Choosing the best protection. Photonics Spectra. 2009, 43, 50. [Google Scholar]
- Zopf, S.F.; Manser, M. Screen-printed military textiles for wearable energy storage. J. Eng. Fiber Fabr. 2016, 11, 3. [Google Scholar] [CrossRef]
- Park, S.-I.; Xiong, Y.J.; Kim, R.-H.; Elvikis, P.; Meitl, M.; Kim, D.-H.; Wu, J.; Yoon, J.S.; Yu, C.-J.; Liu, Z.; et al. Printed assemblies of inorganic light-emitting diodes for deformable and semitransparent displays. Science 2009, 325, 977–981. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.Y.; Kim, M.-J.; Sung, G.M.; Sun, J.-Y. Stretchable and reflective displays: Materials, technologies and strategies. Nano Convergence. 2019, 6, 21. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.-H.; Lu, N.; Ma, R.; Kim, Y.-S.; Kim, R.-H.; Wang, S.; Wu, J.; Won, S.M.; Tao, H.; Islam, A.; et al. Epidermal electronics. Science 2011, 333, 838–843. [Google Scholar] [CrossRef] [Green Version]
- Vanfleteren, J.; Gonzalez, M.; Bossuyt, F.; Hsu, Y.-Y.; Vervust, T.; De Wolf, I.; Jablonski, M. Printed circuit board technology inspired stretchable circuits. MRS Bull. 2012, 37, 254–260. [Google Scholar] [CrossRef] [Green Version]
- Wagner, S.; Bauer, S. Materials for stretchable electronics. MRS Bull. 2012, 37, 207–213. [Google Scholar] [CrossRef] [Green Version]
- Jung, I.H.; Xiao, J.; Malyarchuk, V.; Lu, C.; Li, M.; Liu, Z.; Yoon, J.S.; Huang, Y.G.; Rogers, J.A. Dynamically tunable hemispherical electronic eye camera system with adjustable zoom capability. Proc. Natl. Acad. Sci. USA 2011, 108, 1788–1793. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hu, X.; Krull, P.; de Graff, B.; Dowling, K.; Rogers, J.A.; Arora, W.J. Stretchable inorganic-semiconductor electronic systems. Adv. Mater. 2011, 23, 2933–2936. [Google Scholar] [CrossRef] [PubMed]
- Sekitani, T.; Noguchi, Y.; Hata, K.; Fukushima, T.; Aida, T.; Someya, T. A rubberlike stretchable active matrix using elastic conductors. Science 2008, 321, 1468–1472. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Drack, M.; Graz, I.; Sekitani, T.; Someya, T.; Kaltenbrunner, M.; Bauer, S. An imperceptible plastic electronic wrap. Adv. Mater. 2014, 27, 34–40. [Google Scholar] [CrossRef] [Green Version]
- Byun, J.; Lee, B.M.; Oh, E.H.; Kim, H.J.; Kim, S.W.; Lee, S.H.; Hong, Y.T. Fully printable, strain-engineered electronic wrap for customizable soft electronics. Sci. Rep. 2017, 7, 45328. [Google Scholar] [CrossRef] [Green Version]
- Gandla, S.; Gupta, H.; Pininti, A.R.; Tewari, A.; Gupta, D. Highly elastic polymer substrates with tunable mechanical properties for stretchable electronic applications. RSC Adv. 2016, 6, 107793. [Google Scholar] [CrossRef]
- Alessia, R.; Qihan, L.; Zhigang, S.; Stephanie, P.L. Elastomeric substrates with embedded stiff platforms for stretchable electronics. Appl. Phys. Lett. 2013, 102, 131904. [Google Scholar]
- Park, C.W.; Jung, S.W.; Na, B.S.; Oh, J.-Y.; Park, N.-M.; Lee, S.S.; Koo, J.B. Locally-tailored structure of an elastomeric substrate for stretchable circuits. Semicond. Sci. Technol. 2016, 31, 025013. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.H.; Hwang, Y.J.; Jeong, S.H.; Lee, S.Y.; Choi, Y.M.; Jung, S.M. An elastomer for epidermal electronics with adjustable adhesion force and stretchability obtained via a reverse-micelle-induced process. J. Mater. Chem. C 2018, 6, 2210–2215. [Google Scholar] [CrossRef]
- Hwang, Y.J.; Lee, J.H.; Kim, Y.H.; Jeong, S.H.; Lee, S.Y.; Jung, J.B.; Kim, J.H.; Choi, Y.M.; Jung, S.M. Lubricant-added conductive composite for direct writing of a stretchable electrode. ACS Appl. Mater. Interfaces 2019, 11, 48459–48465. [Google Scholar] [CrossRef] [PubMed]
- Jung, S.M.; Kim, J.H.; Kim, J.M.; Choi, S.J.; Lee, J.S.; Park, I.H.; Hyeon, T.H.; Kim, D.-H. Reverse-micelle-induced porous pressure-sensitive rubber for wearable human-machine interfaces. Adv. Mater. 2014, 26, 4825–4830. [Google Scholar] [CrossRef] [PubMed]
- Park, Y.-G.; Min, H.G.; Kim, H.B.; Zhexembekova, A.; Lee, C.Y.; Park, J.-U. Three-dimensional, high-resolution printing of carbon nanotube/liquid Metal composites with mechanical and electrical reinforcement. Nano Lett. 2019, 19, 4866–4872. [Google Scholar] [CrossRef] [PubMed]
- Park, J.-U.; Hardy, M.; Kang, S.J.; Barton, K.; Adair, K.; Mukhopadhyay, D.K.; Lee, C.Y.; Strano, M.S.; Alleyne, A.G.; Georgiadis, J.G.; et al. High-resolution electrohydrodynamic jet printing. Nat. Mater. 2007, 6, 782–789. [Google Scholar] [CrossRef]
- An, B.W.; Kim, K.J.; Lee, H.J.; Kim, S.-Y.; Shim, Y.H.; Lee, D.-Y.; Song, J.Y.; Park, J.-U. High-resolution printing of 3D structures using an electrohydrodynamic inkjet with multiple functional inks. Adv. Mater. 2015, 27, 4322–4328. [Google Scholar] [CrossRef]
- Lee, H.S.; Jo, Y.J.; Joo, J.H.; Woo, K.H.; Zhong, Z.; Jung, S.M.; Lee, S.Y.; Choi, Y.M.; Jeong, S.H. Three-dimensionally printed stretchable conductors from surfactant-mediated composite pastes. ACS Appl. Mater. Interfaces 2019, 11, 12622–12631. [Google Scholar] [CrossRef]
- Ozutemiz, K.B.; Wissman, J.; Ozdoganlar, O.B.; Majidi, C. Egain-metal interfacing for liquid metal circuitry and microelectronics integration. Adv. Mater. Interfaces 2018, 5, 1701596. [Google Scholar] [CrossRef]
- Rafael, L.; Randall, M.E.; Alain, R.; Hortense, L.F.; Martin, J.S.; Ralph, S.; Andre, R.S. Stretchable heterogeneous composites with extreme mechanical gradients. Nat. Commun. 2012, 11, 1265. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rigid Material | Soft Material | R Ratio (%) | Elongation at Break (%) | Ref. |
|---|---|---|---|---|
| Hard PDMS (Photolithography) | Soft PDMS | 50 | 70 | 19 |
| PDMS | UV cured PDMS | 27 | 200 | 20 |
| SU8 | PDMS | 33.3 | 20 | 21 |
| Alumina-PU | PU | 33.3 | 350 | 30 |
| Glass fiber-PDMS | RMI-PDMS | 50 | 160 | This work |
| Glass fiber-PDMS | RMI-PDMS | 80 | 71.3 | This work |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, D.; Kim, J.; Jeong, P.; Shim, W.; Lee, S.Y.; Choi, Y.; Jung, S. Highly Integrated Elastic Island-Structured Printed Circuit Board with Controlled Young’s Modulus for Stretchable Electronics. Micromachines 2020, 11, 617. https://doi.org/10.3390/mi11060617
Cho D, Kim J, Jeong P, Shim W, Lee SY, Choi Y, Jung S. Highly Integrated Elastic Island-Structured Printed Circuit Board with Controlled Young’s Modulus for Stretchable Electronics. Micromachines. 2020; 11(6):617. https://doi.org/10.3390/mi11060617
Chicago/Turabian StyleCho, Duho, Junhyung Kim, Pyoenggeun Jeong, Wooyoung Shim, Su Yeon Lee, Youngmin Choi, and Sungmook Jung. 2020. "Highly Integrated Elastic Island-Structured Printed Circuit Board with Controlled Young’s Modulus for Stretchable Electronics" Micromachines 11, no. 6: 617. https://doi.org/10.3390/mi11060617