Development of a Multi-Material Stereolithography 3D Printing Device


Abstract
:1. Introduction
2. Materials and Methods
3. MMSL Printing Device
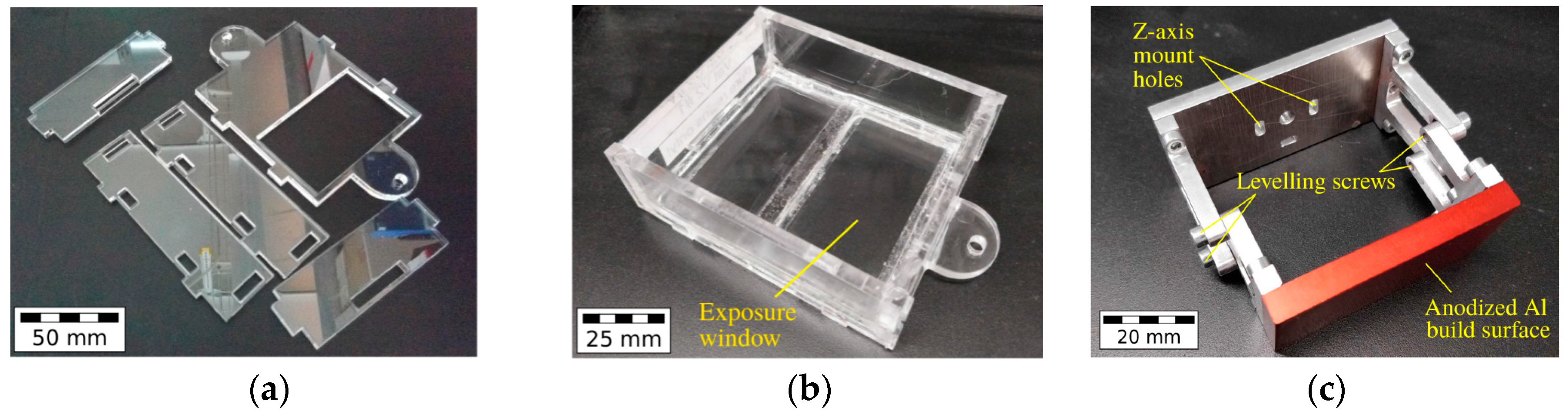
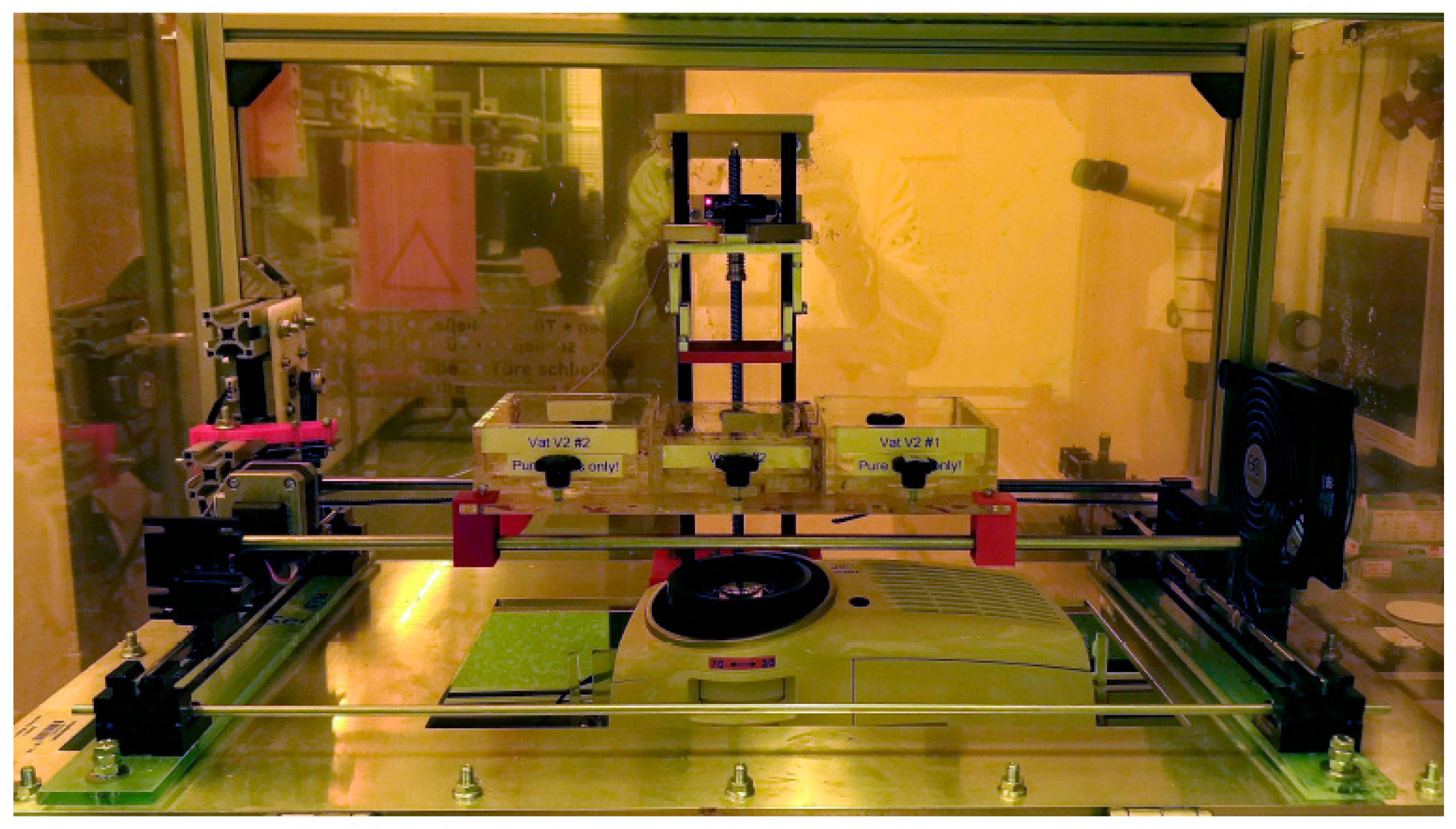
3.1. Design and Construction
- Simple and low-cost construction and setup.
- Integration of building blocks, like a DLP light source, from established commercial systems.
- No material exchange during the printing procedure.
- Realization of structural features below 100 µm with good reproducibility.
- Simple, adaptable control software.
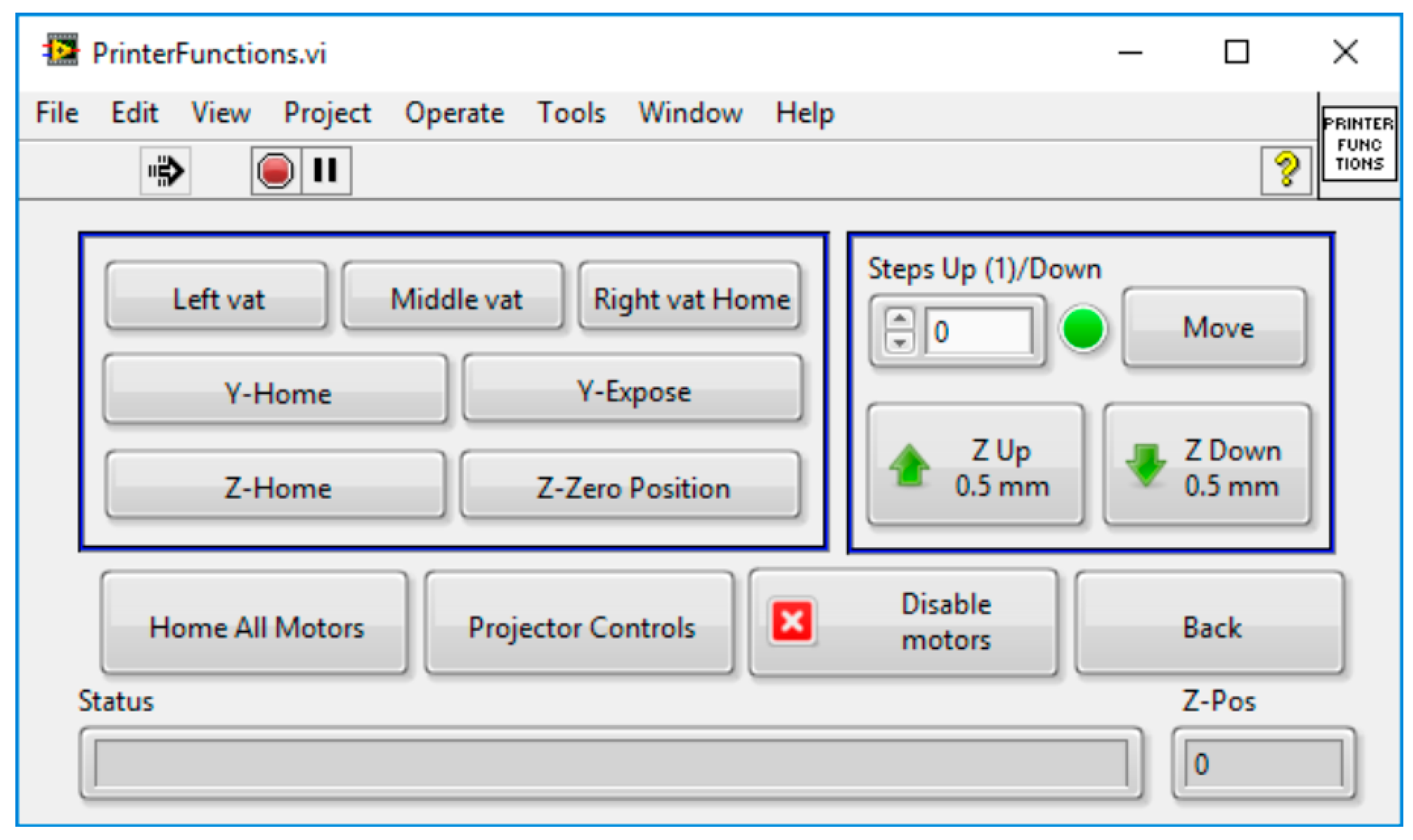
3.2. Device Control
3.3. Software: GUI and Printing Programs
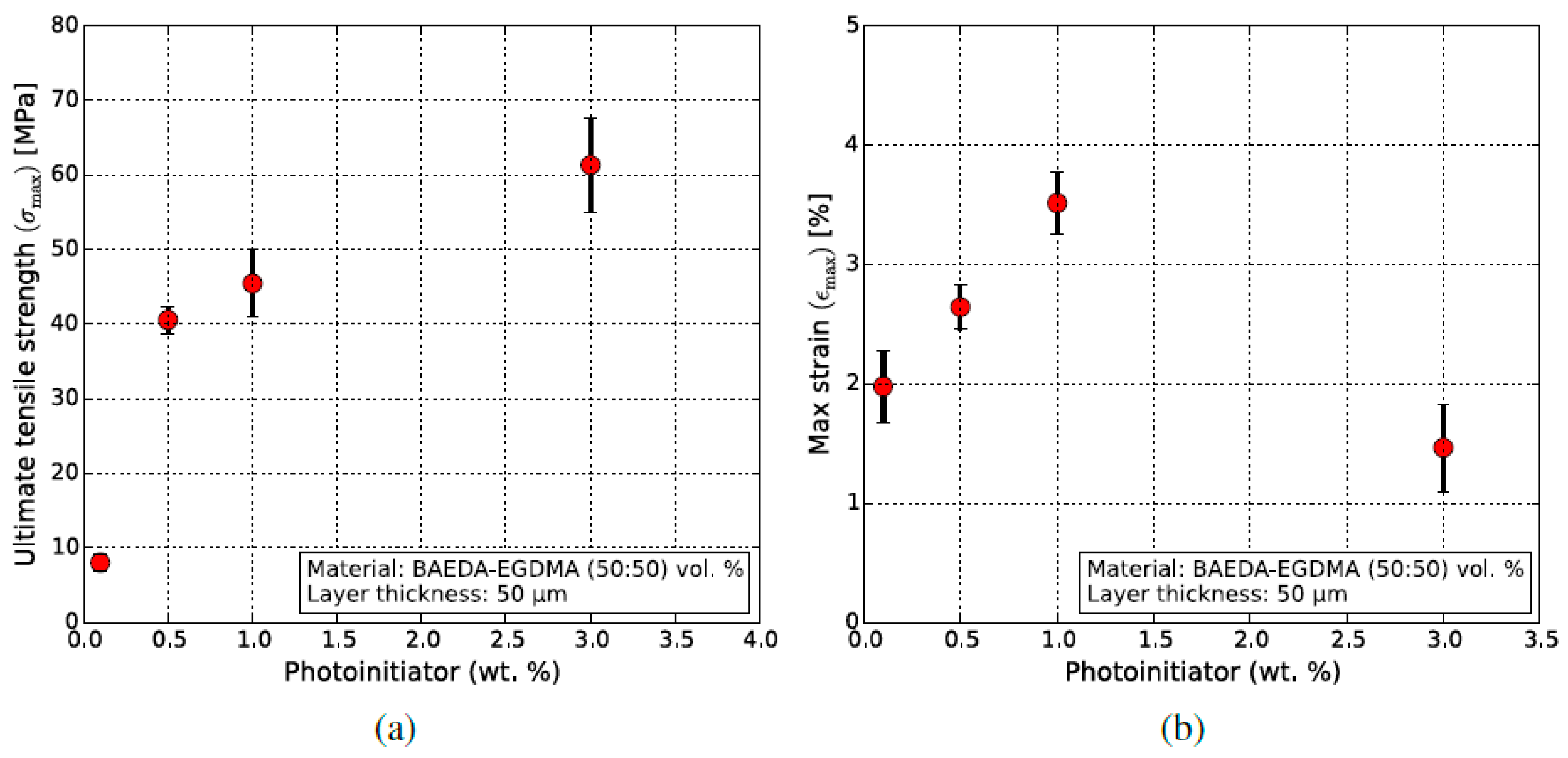
4. Resin Development and Characterization
5. Single-Material Print Mode Using the Base Resin BE-5050
6. Dual Material Print Mode Applying the MMSL Device
6.1. Feasibility Study
6.2. Systematic Investigations
6.2.1. Single-Material Print
6.2.2. Multi-Material Print
- (a)
- Material positioning: The two outer vats (Figure 4) are filled with the two materials to be printed (base plate resin and feature resin), while the middle vat is filled with isopropanol for rinsing.
- (b)
- The material intended to be the base plate is printed using the steps described for single-material printing.
- (c)
- The base plate is rinsed in isopropanol before moving to the vat with the feature material.
- (d)
- The features are printed using single-material print parameters.
- (e)
- The multi-material print is delaminated from the build-platform and post-processed, as described in Table 1.
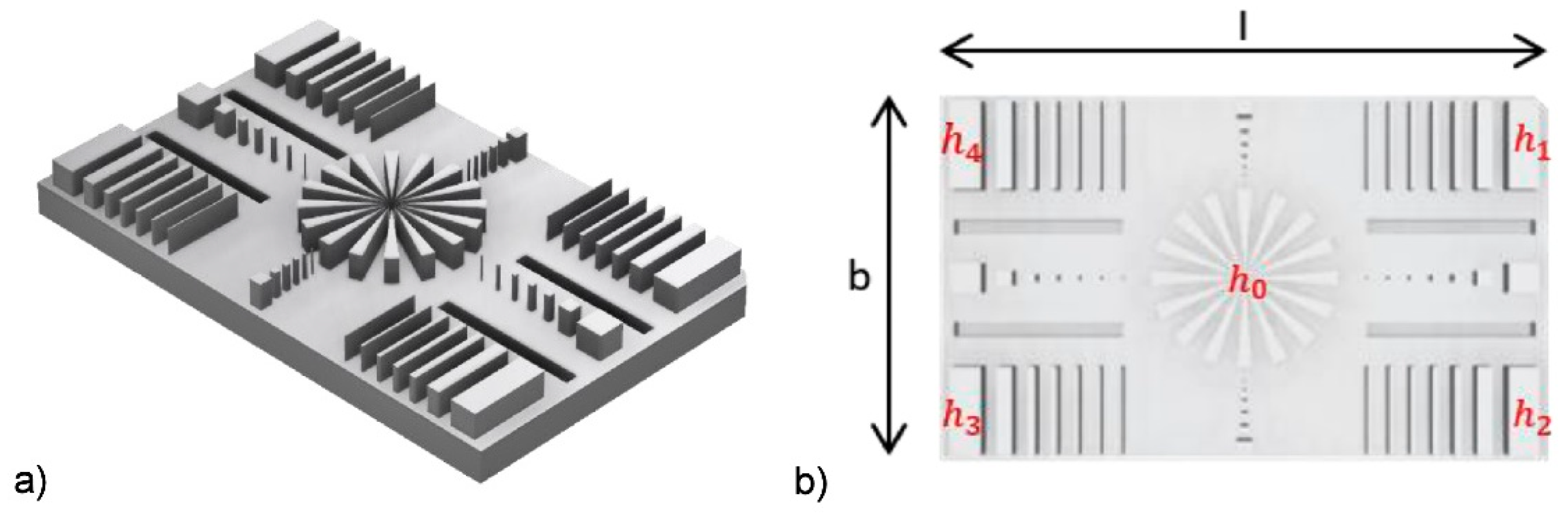
6.2.3. Best Accessible Resolution and Smallest Feature Size
6.3. Process Evaluation
7. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hull, C.H. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4575330, 3 November 1886. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Singh, R. Material issues in additive manufacturing: A review. J. Manuf. Process. 2017, 25, 185–200. [Google Scholar] [CrossRef]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2016, 32, 135–148. [Google Scholar] [CrossRef]
- Khatri, B.; Lappe, K.; Habedank, M.; Mueller, T.; Megnin, C.; Hanemann, T. Fused Deposition Modeling of ABS-Barium Titanate Composites: A Simple Route towards Tailored Dielectric Devices. Polymers 2018, 10, 666. [Google Scholar] [CrossRef] [Green Version]
- Khatri, B.; Lappe, K.; Noetzel, D.; Pursche, K.; Hanemann, T. A 3D-Printable Polymer-Metal Soft-Magnetic Functional Composite-Development and Characterization. Materials 2018, 11, 189. [Google Scholar] [CrossRef] [Green Version]
- Wei, X.; Liu, Y.; Zhao, D.; Mao, X.; Jiang, W.; Ge, S.S. Net-shaped barium and strontium ferrites by 3D printing with enhanced magnetic performance from milled powders. J. Magn. Magn. Mater. 2020, 493, 165664. [Google Scholar] [CrossRef]
- Noetzel, D.; Eickhoff, R.; Hanemann, T. Fused Filament Fabrication of Small Ceramic Components. Materials 2018, 11, 1463. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Gutierrez, J.; Arbeiter, F.; Schlauf, T.; Kukla, C.; Holzer, C. Tensile properties of sintered 17-4PH stainless steel fabricated by material extrusion additive manufacturing. Mater. Lett. 2019, 248, 165–168. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Duretek, I.; Holzer, C.; Arbeiter, F.; Kukla, C. Filler Content and Properties of Highly Filled Filaments for Fused Filament Fabrication of Magnets. In Proceedings of the ANTEC Conference, Anaheim, CA, USA, 8–10 May 2017. [Google Scholar]
- Abel, J.; Scheithauer, U.; Janics, T.; Hampel, S.; Cano, S.; Muller-Kohn, A.; Gunther, A.; Kukla, C.; Moritz, T. Fused Filament Fabrication (FFF) of Metal-Ceramic Components. J. Vis. Exp. (JoVE) 2019, 143, e57693. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qiu, D.; Langrana, N.A. Void eliminating toolpath for extrusion-based multi-material layered manufacturing. Rapid Prototyp. J. 2002, 8, 38–45. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Kanatani, T.; Todoroki, A. Multi-material additive manufacturing of polymers and metals using fused filament fabrication and electroforming. Addit. Manuf. 2019, 29, 100812. [Google Scholar] [CrossRef]
- Ambrosi, A.; Webster, R.D.; Pumera, M. Electrochemically driven multi-material 3D-printing. Appl. Mater. Today 2020, 18, 100530. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- LITHOZ. Available online: www.lithoz.com (accessed on 2 April 2020).
- ADMATEC. Available online: www.admateceurope.com (accessed on 2 April 2020).
- Inamdar, A.; Magana, M.; Medina, F.; Grajeda, Y.; Wicker, R.B. Development of an automated multiple material stereolithography machine. In Proceedings of the SFF Symposium Proceedings, Austin, TX, USA, 14–16 August 2006; pp. 624–635. [Google Scholar]
- Choi, J.-W.; Kim, H.-C.; Wicker, R.B. Multi-material stereolithography. J. Mater. Process. Technol. 2011, 211, 318–328. [Google Scholar] [CrossRef]
- Choi, J.-W.; MacDonald, E.; Wicker, R. Multi-material microstereolithography. Int. J. Adv. Manuf. Technol. 2010, 49, 543–551. [Google Scholar] [CrossRef]
- Wicker, R.B.; MacDonald, E.W. Multi-material, multi-technology stereolithography. Virtual Phys. Prototyp. 2012, 7, 181–194. [Google Scholar] [CrossRef]
- Hohnholz, A.; Obata, K.; Albrecht, D.; Koch, J.; Hohenhoff, G.; Suttmann, O.; Kaierle, S.; Overmeyer, L. Multimaterial bathless stereolithography using aerosol jet printing and UV laser based polymerization. J. Laser Appl. 2019, 31, 0022301. [Google Scholar] [CrossRef]
- Roach, D.J.; Hamel, C.M.; Dunn, C.K.; Johnson, M.V.; Kuang, X.; Qi, H.J. The m4 3D printer: A multi-material multi-method additive manufacturing platform for future 3D printed structures. Addit. Manuf. 2019, 29, 100819. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, Y.; Yang, Z.; Koshnevis, B. In Proceedings of the Development of a Multi-Material Mask-Image-Projection-Based Stereolithography for the Fabrication of Digital Materials. Solid Freeform Fabrication Proceedings, Austin, TX, USA, 08–10 May 2011. pp. 65–80. Available online: http://utw10945.utweb.utexas.edu/Manuscripts (accessed on 18 May 2020).
- Kim, Y.T.; Castro, K.; Bhattacharjee, N.; Folch, A. Digital Manufacturing of Selective Porous Barriers in Microchannels Using Multi-Material Stereolithography. Micromachines 2018, 9, 125. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Muguruza, A.; Bo, J.; Gómez, A.; Minguella-Canela, J.; Fernandes, J.; Ramos, F.; Xuriguera, E.; Varea, A.; Cirera, A. Development of a multi-material additive manufacturing process for electronic devices. Procedia Manuf. 2017, 13, 746–753. [Google Scholar] [CrossRef] [Green Version]
- Pantelakis, S.; Lehmhus, D.; Busse, M.; von Hehl, A.; Jägle, E.; Koubias, S. State of the Art and Emerging Trends in Additive Manufacturing: From Multi-Material processes to 3D printed Electronics. MATEC Web Conf. 2018, 188, 03013. [Google Scholar] [CrossRef]
- Hanemann, T.; Syperek, D.; Noetzel, D. 3D Printing of ABS Barium Ferrite Composites. Materials 2020, 13, 1481. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers 2019, 11, 62. [Google Scholar] [CrossRef] [Green Version]
- Magdassi, S. The Chemistry of Inkjet Inks; World Scientific Publishing: Singapore, 2010. [Google Scholar]
- Graf, D.; Burchard, S.; Crespo, J.; Megnin, C.; Gutsch, S.; Zacharias, M.; Hanemann, T. Influence of Al2O3Nanoparticle Addition on a UV Cured Polyacrylate for 3D Inkjet Printing. Polymers 2019, 11, 633. [Google Scholar] [CrossRef] [Green Version]
- Gleißner, U.; Hanemann, T. Tailoring the optical and rheological properties of an epoxy acrylate based host-guest system. Opt. Eng. 2014, 83, 087106. [Google Scholar] [CrossRef] [Green Version]
- Gleißner, U.; Hanemann, T.; Megnin, C.; Wieland, F. The influence of photo initiators on refractive index and glass transition temperature of optically and rheologically adjusted acrylate based polymers. Polym. Adv. Technol. 2016, 27, 1294–1300. [Google Scholar] [CrossRef]
- Gleißner, U.; Khatri, B.; Megnin, C.; Sherman, S.; Xiao, Y.; Hofmann, M.; Günther, A.; Rahlves, M.; Roth, B.; Zappe, H.; et al. Optically and rheologically tailored polymers for applications in integrated optics. Sens. Actuators A Phys. 2016, 241, 224–230. [Google Scholar] [CrossRef]
- Andrade, E.D.C. A Theory of the viscosity of liquids—Part I. Lond. Edinb. Dub. Philos. Mag. J. Sci. 1934, 17, 497–511. [Google Scholar] [CrossRef]
- Rebaioli, L.; Fassi, I. A review on benchmark artifacts for evaluating the geometrical performance of additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2017, 93, 2571–2598. [Google Scholar] [CrossRef]
- Moylan, S.; Slotwinski, J.; Cooke, A.; Jurrens, K.; Donmez, M.A. An Additive Manufacturing Test Artifact. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 429–459. [Google Scholar] [CrossRef] [PubMed]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Step | Parameter |
|---|---|
| Rinsing in ultrasonic bath | 5 min, isopropanol |
| Flood illumination wavelength | 385 nm |
| Flood illumination intensity | 200 mW/cm2 |
| Flood illumination time | 100 s |
| Flood illumination atmosphere | N2 |
| Item | BE-5050 | BE-5050\F305 | BE-5050\V570 |
|---|---|---|---|
| Polymerization time per layer (s) | 2 | 2.75 | 2 |
| Height (mm) | 3.67 ± 0.20 | 2.92 ± 0.28 | 3.80 ± 0.31 |
| Density (g/cm3) | 1.21 ± 0.00 | 1.22 ± 0.01 | 1.21 ± 0.00 |
| Length (mm) | 38.90 | 39.14 | 39.35 |
| Width (mm) | 24.52 | 25.04 | 24.93 |
| Smallest structural detail (µm) | 100–200 | 100–200 | 400 |
| Item | BE-5050 | BE-5050\F305 | BE-5050\V570 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Curing time (s) | 1 | 2 | 3 | 2 | 2.75 | 3.5 | 1 | 2 | 2.5 |
| Young’s module (MPa) | 236 ± 124 | 474 ± 78 | 459 ± 53 | 614 ± 193 | 578 ± 152 | 781 ± 144 | 261 ± 113 | 348 ± 61 | 304 ± 51 |
| Max. tensile strength (MPa) | 16 ± 4 | 30 ± 11 | 30 ± 5 | 26 ± 13 | 40 ± 12 | 35 ± 14 | 26 ± 5 | 36 ± 7 | 24 ± 8 |
| Item | BE-5050\F305 | BE-5050\V570 |
|---|---|---|
| Height (mm) | 3.42 ± 0.44 | 3.20 ± 0.56 |
| Density (g/cm3) | 1.20 ± 0.00 | 1.20 ± 0.01 |
| Length (mm) | 39.39 ± 0.17 | 39.26 ± 0.29 |
| Width (mm) | 24.91 ± 0.07 | 24.81 ± 0.04 |
| Smallest structural detail (µm) | 250 | 250 |
| Item | Base:Top: | BE-5050\F305 BE-5050 | BE-5050\F305 BE-5050\V570 | BE-5050\V570 BE-5050 | BE-5050\V570 BE-5050\F305 |
|---|---|---|---|---|---|
| Height (mm) | - | 2.84 ± 0.42 | 2.10 ± 0.24 | 3.56 ± 0.17 | 1.89 ± 0.52 |
| Length (mm) | - | 39.13 ± 0.40 | 39.50 ± 0.26 | 39.11 ± 0.10 | 39.76 ± 0.30 |
| Width (mm) | - | 25.02 ± 0.42 | 25.13 ± 0.12 | 24.96 ± 0.29 | 25.47 ± 0.11 |
| Smallest structural detail (µm) | - | 300 | 300 | 200 | 200 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khatri, B.; Frey, M.; Raouf-Fahmy, A.; Scharla, M.-V.; Hanemann, T. Development of a Multi-Material Stereolithography 3D Printing Device. Micromachines 2020, 11, 532. https://doi.org/10.3390/mi11050532
Khatri B, Frey M, Raouf-Fahmy A, Scharla M-V, Hanemann T. Development of a Multi-Material Stereolithography 3D Printing Device. Micromachines. 2020; 11(5):532. https://doi.org/10.3390/mi11050532
Chicago/Turabian StyleKhatri, Bilal, Marco Frey, Ahmed Raouf-Fahmy, Marc-Vincent Scharla, and Thomas Hanemann. 2020. "Development of a Multi-Material Stereolithography 3D Printing Device" Micromachines 11, no. 5: 532. https://doi.org/10.3390/mi11050532