Novel Hybrid Manufacturing Process of CM247LC and Multi-Material Blisks


 and
and 
Abstract
:1. Introduction
2. Experimental Methods
2.1. Fabrication of Blisk
- a.
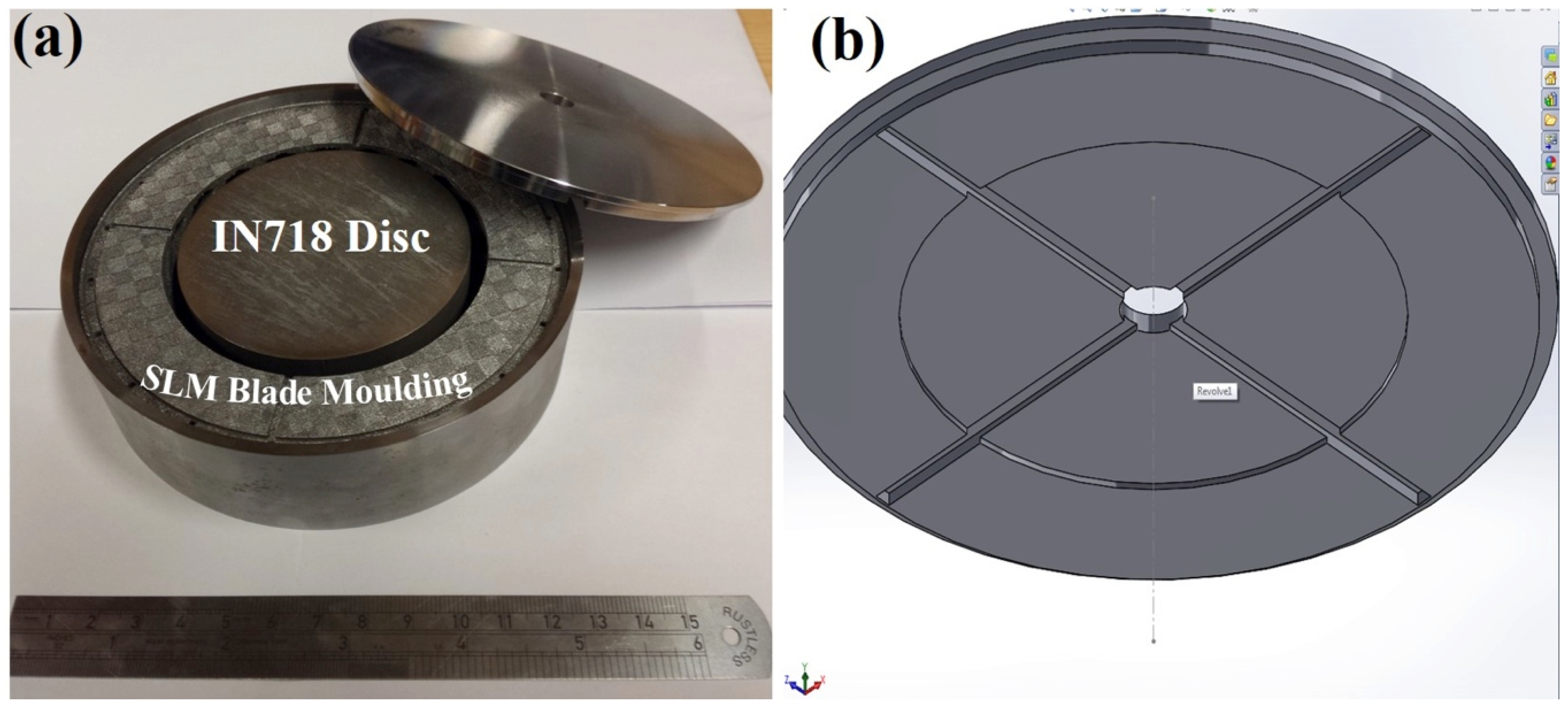
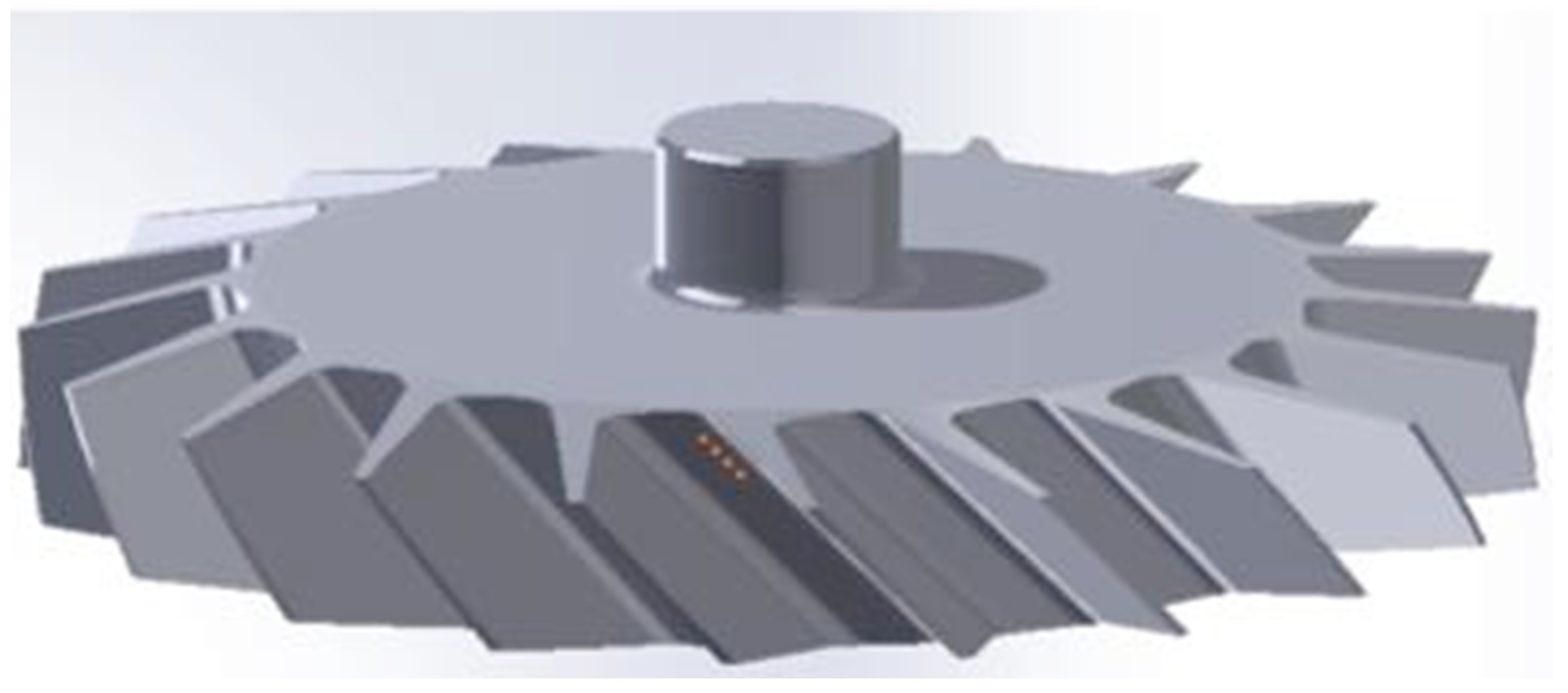
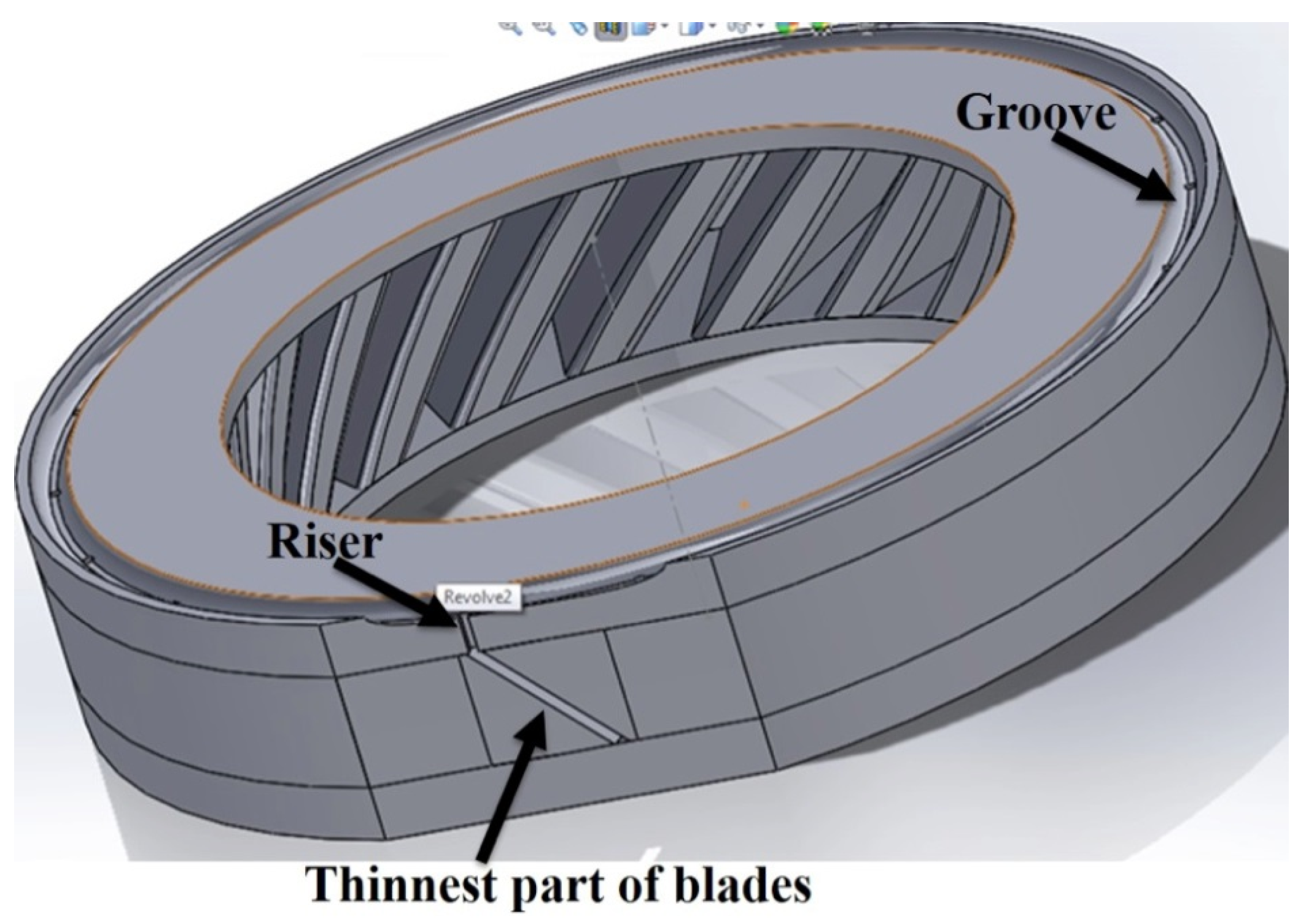
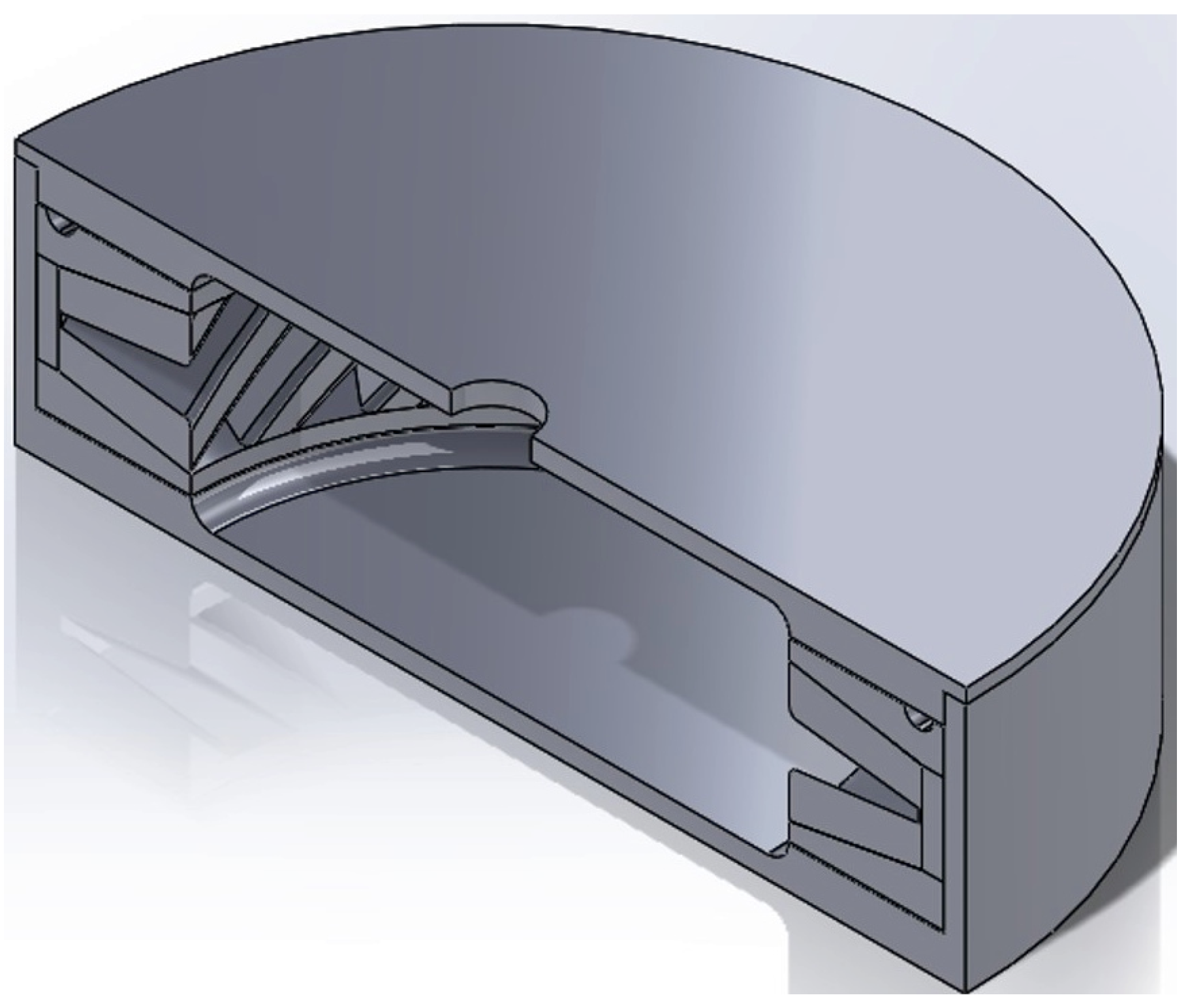
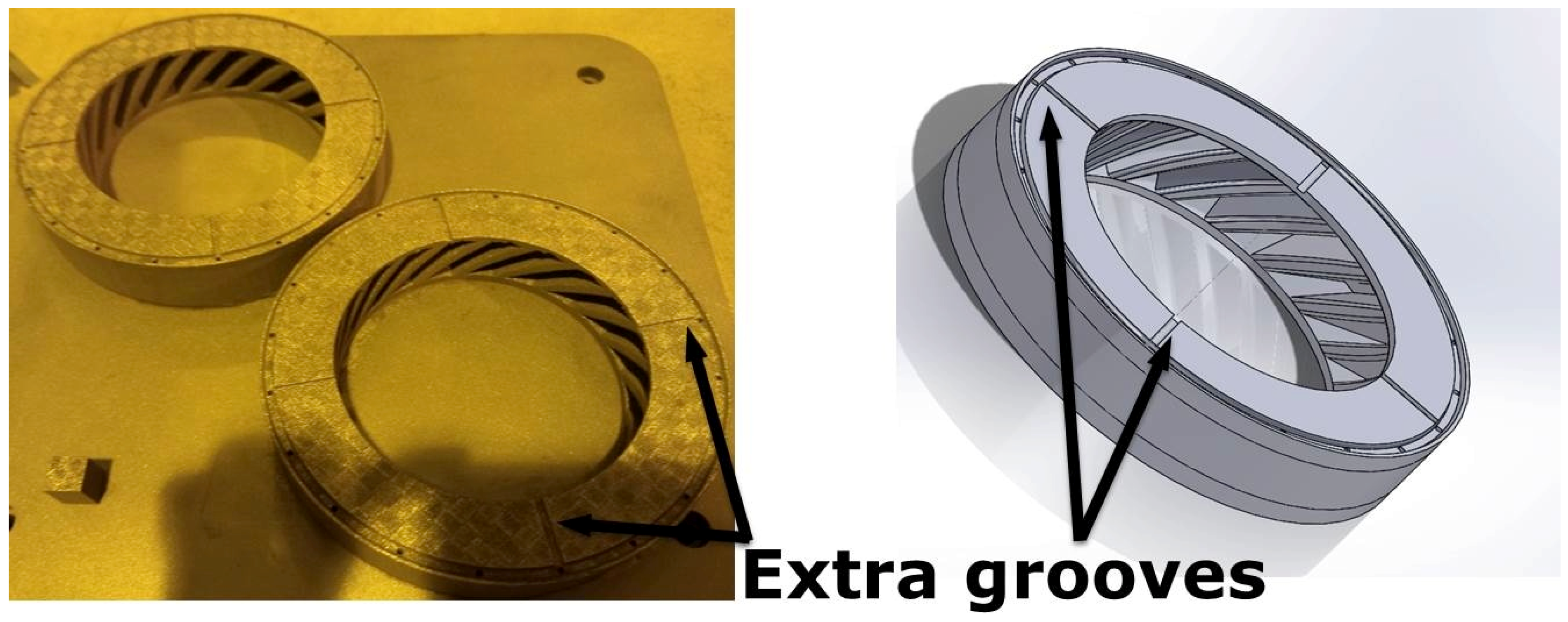
- The fabrication of blade tooling using an SLM process with Fe powder, Figure 1. To speed up building rates, processing conditions with a fast scan speed were selected (3000 mm/s at 300 W laser power). These conditions also had the benefit that the production of large amounts of black soot during processing was much reduced.
- b.
- The components were sprayed with a thin layer of oil (WD40) before cutting from the substrate using Electrical Discharge Machining (EDM) to prevent rusting.
- c.
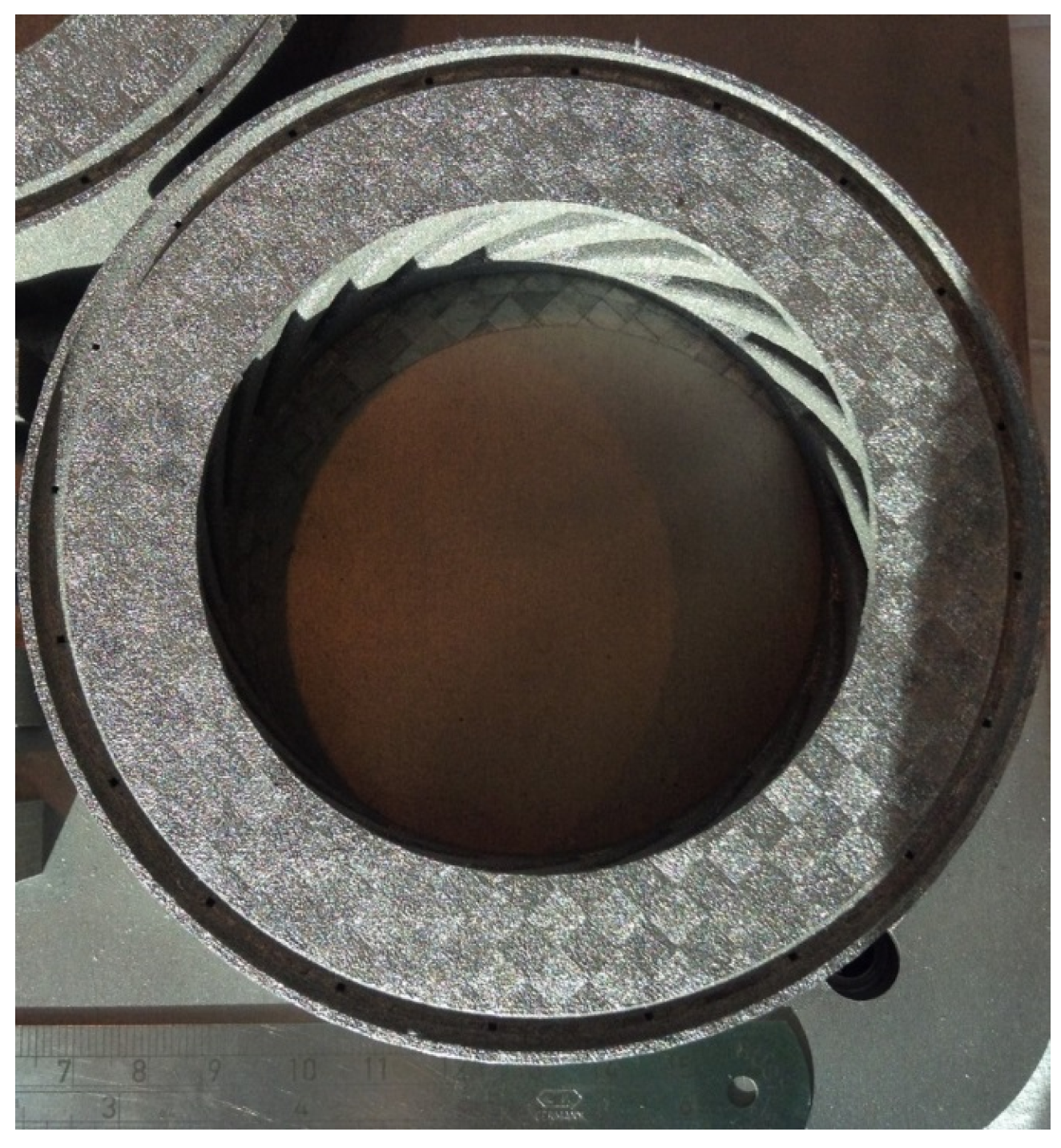
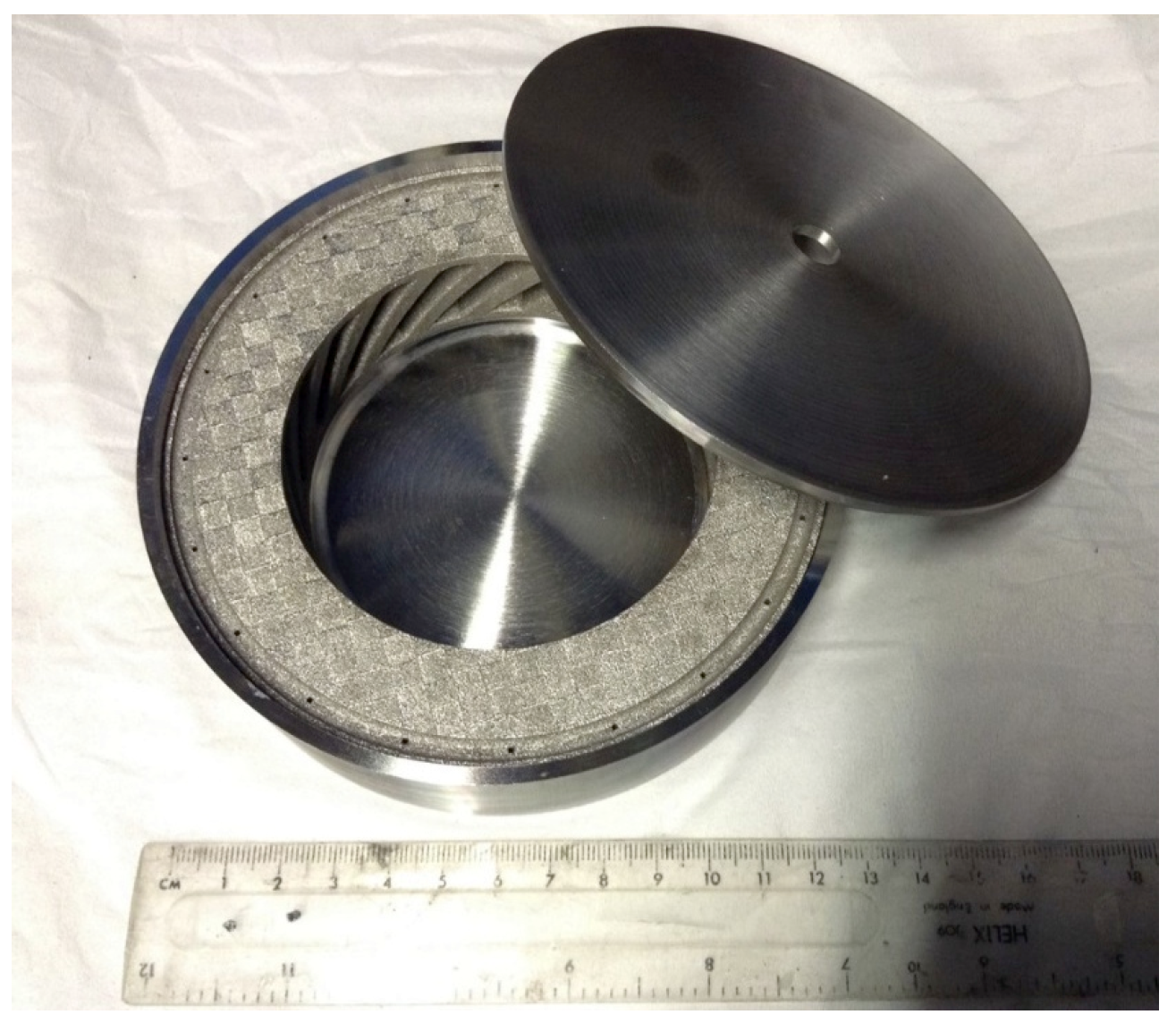
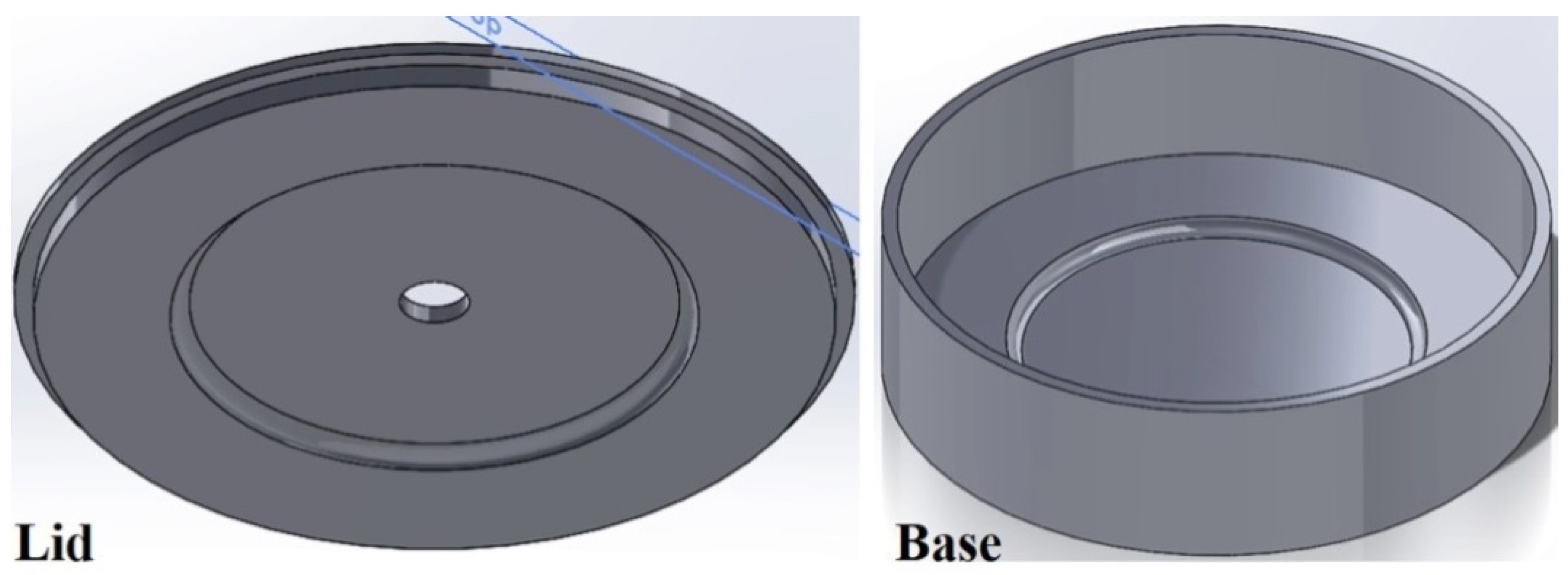
- To avoid contaminating the powder, all of the parts, lid, base and SLM-processed tooling, were degreased with acetone in an ultrasonic bath before assembling, Figure 2.
- d.
- The assembled parts were welded together with a filling tube, Figure 3.
- e.
- After vacuum testing, the assembled parts were filled with CM247LC powder with a size range of 0–150 µm. The container was filled on a vibrating table to ensure good filling of the cavities and high, reproducible packing density. The filled can was degassed overnight and then sealed by crimping and welding. The sealed can was then HIPped at 1260 °C for 2 h.
- f.
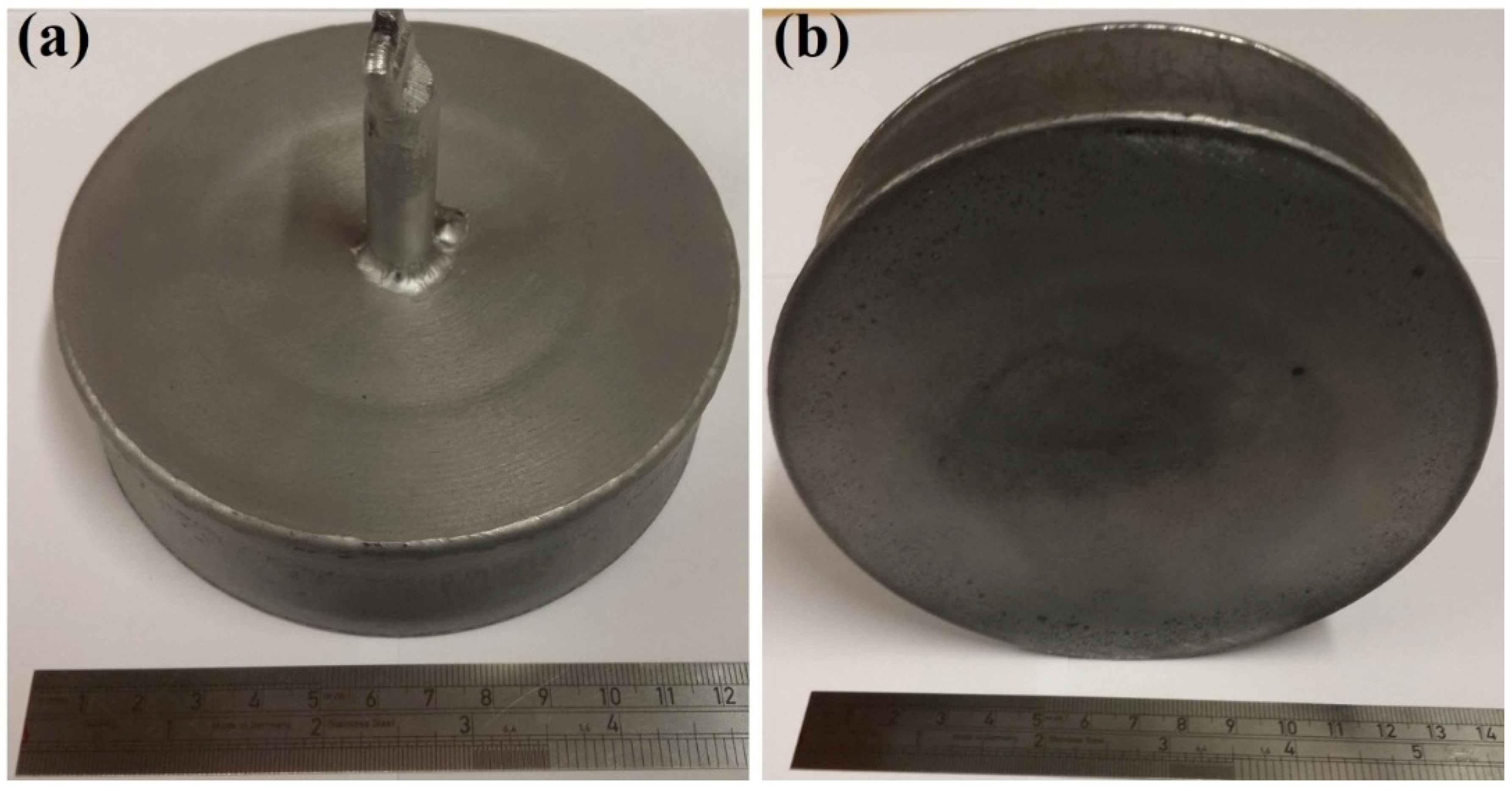
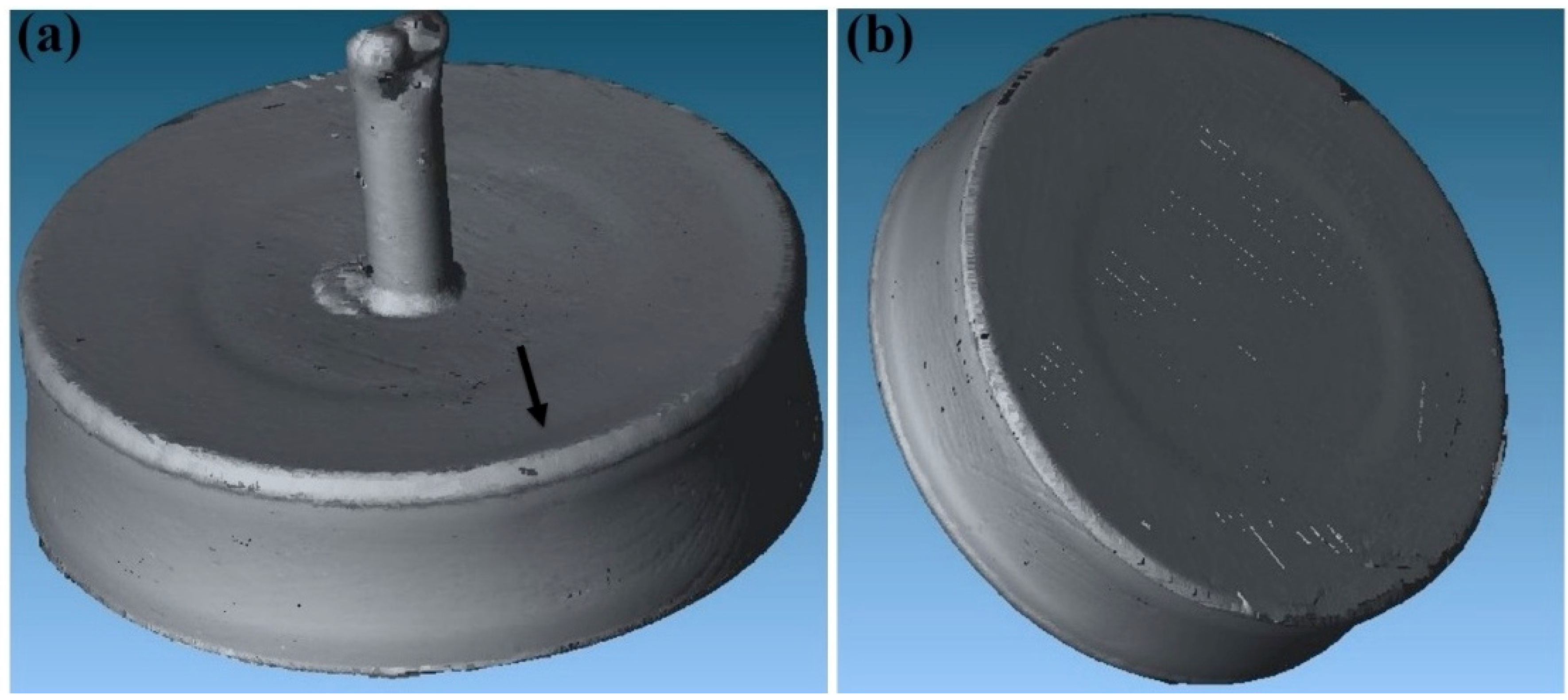
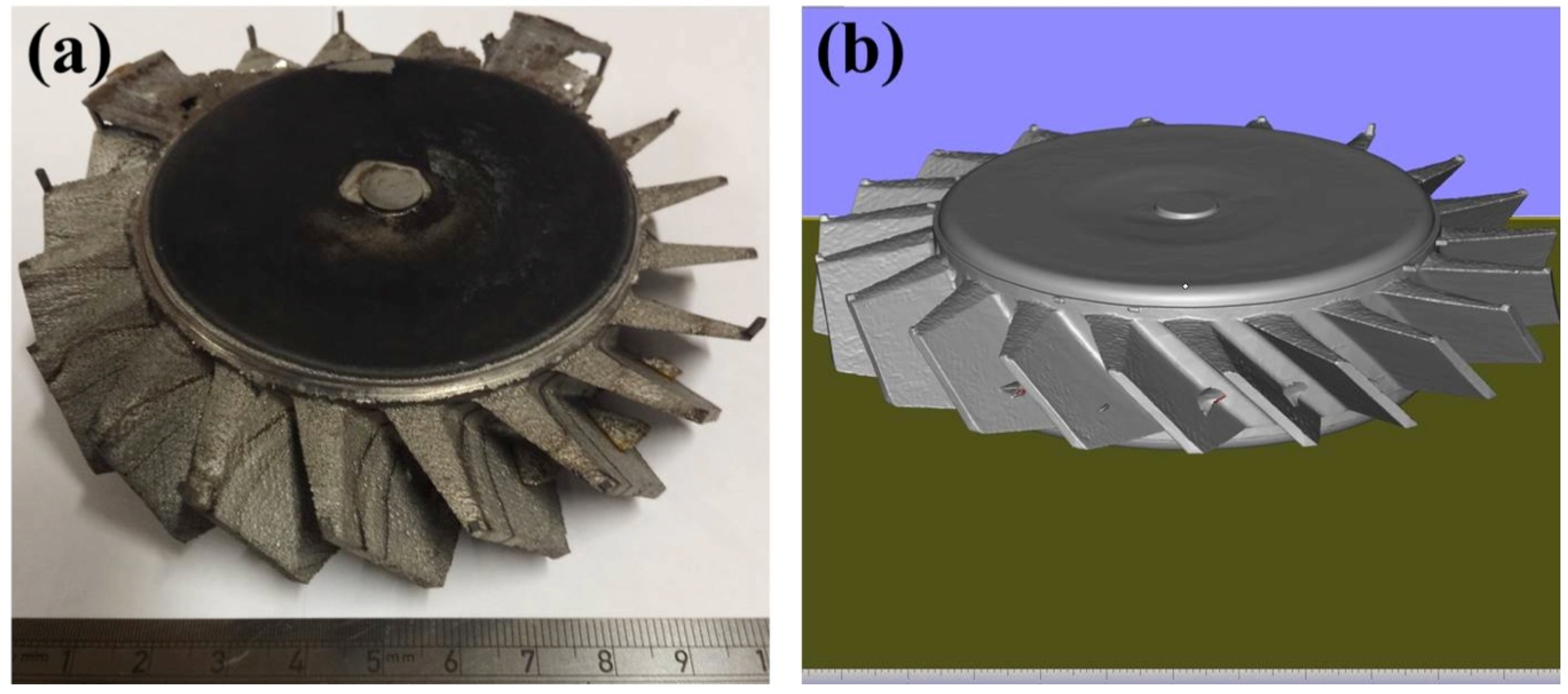
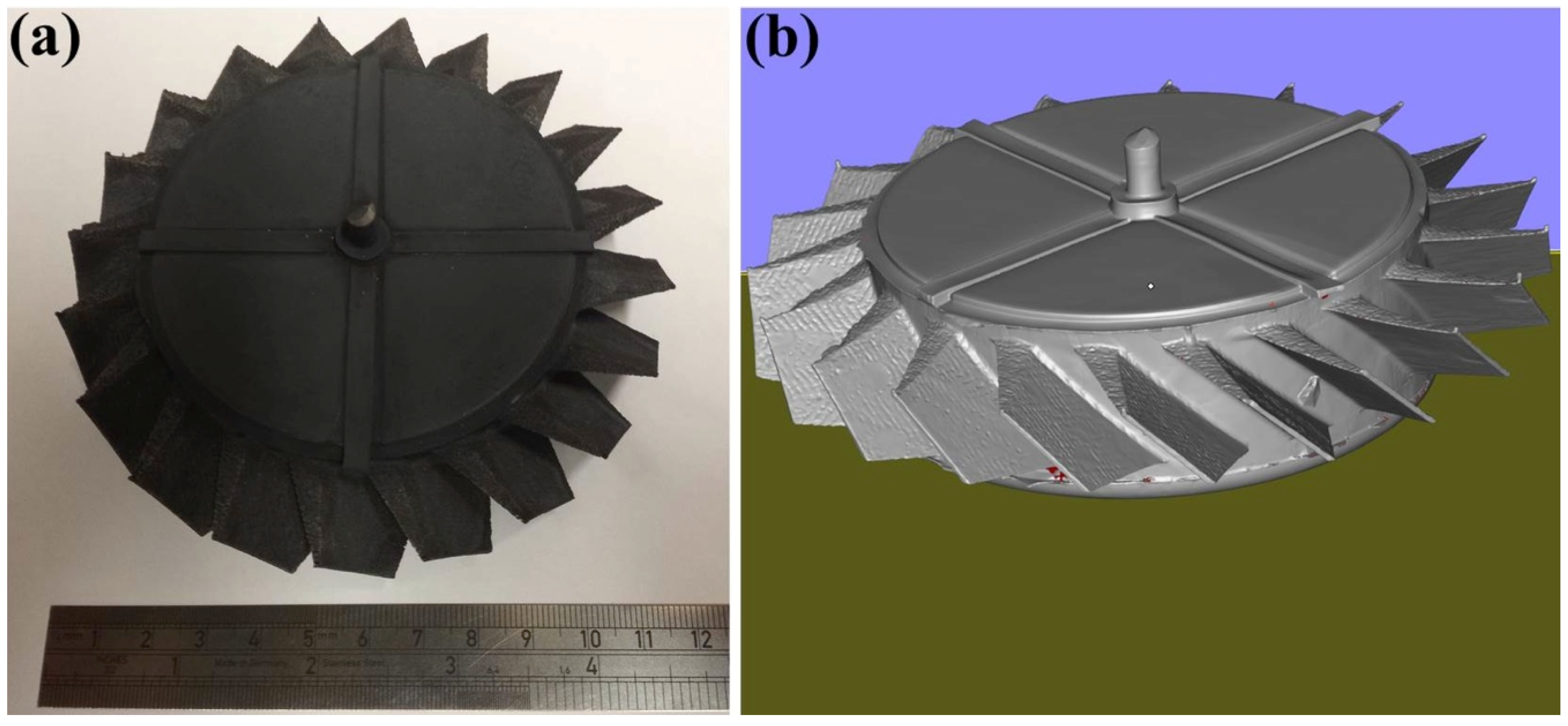
- The HIPped component was scanned with a Faro laser scanner.
- g.
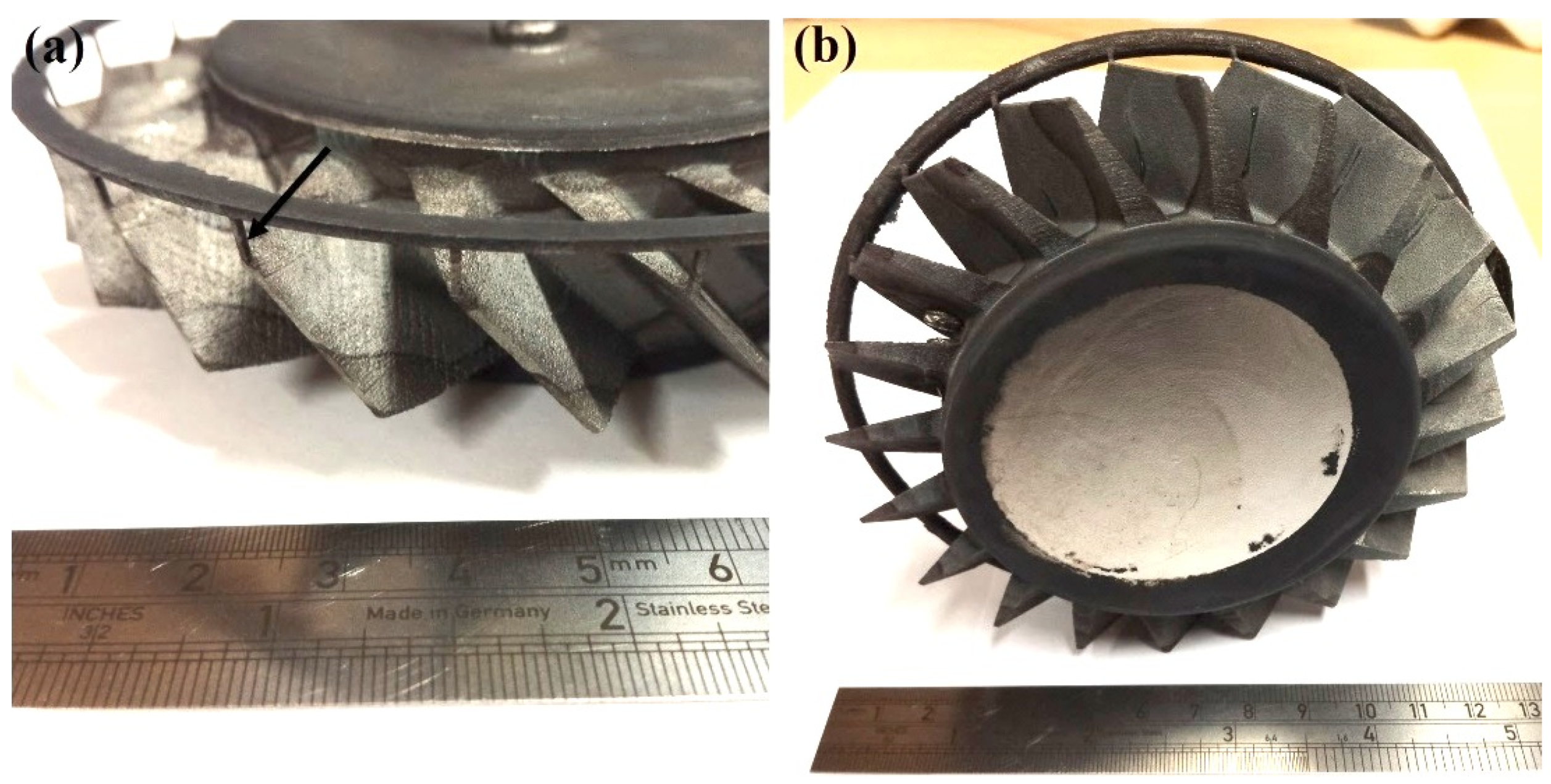
- The outer Fe-tooling was removed by pickling in nitric acid starting with concentrated acid (50%) for a day, diluted acid for 2–3 days and more dilute acid for 2 more days.
2.2. Fe-tooling SLM/HIP of CM247LC Blisk with IN718 Inserted Disk
2.3. Surface Finish
2.4. Microstructural Observation
2.5. Mechanical Testing
3. Results and Discussion
3.1. The 1st Blisk
3.2. The 2nd Oversized Blisk
3.3. Blisk with IN718 Inserted Disk
3.4. Surface Finish
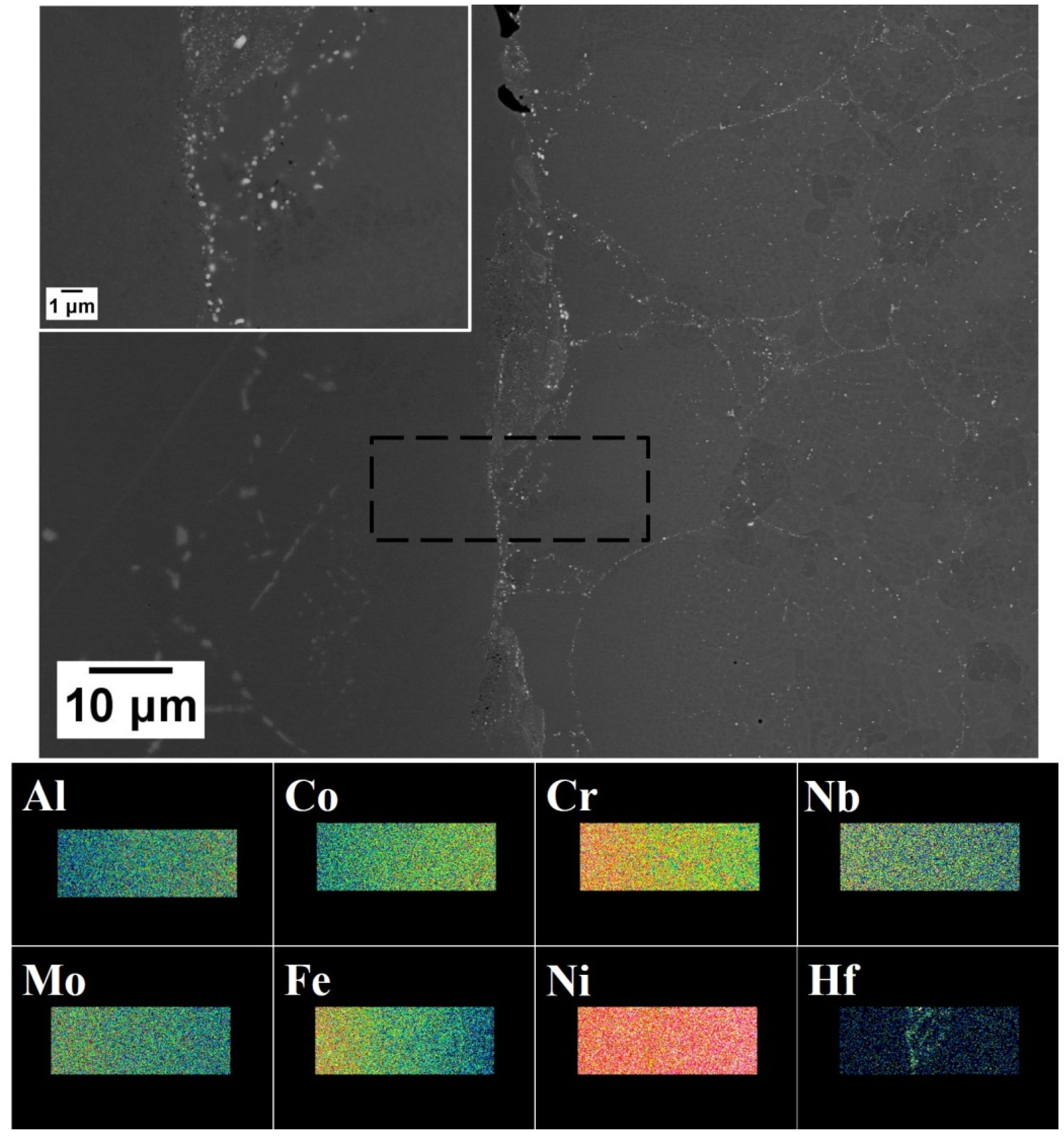
3.5. Microstructural Assessment—Results and Discussion
3.5.1. Blisk
3.5.2. Blisk with IN718 Inserted Disk
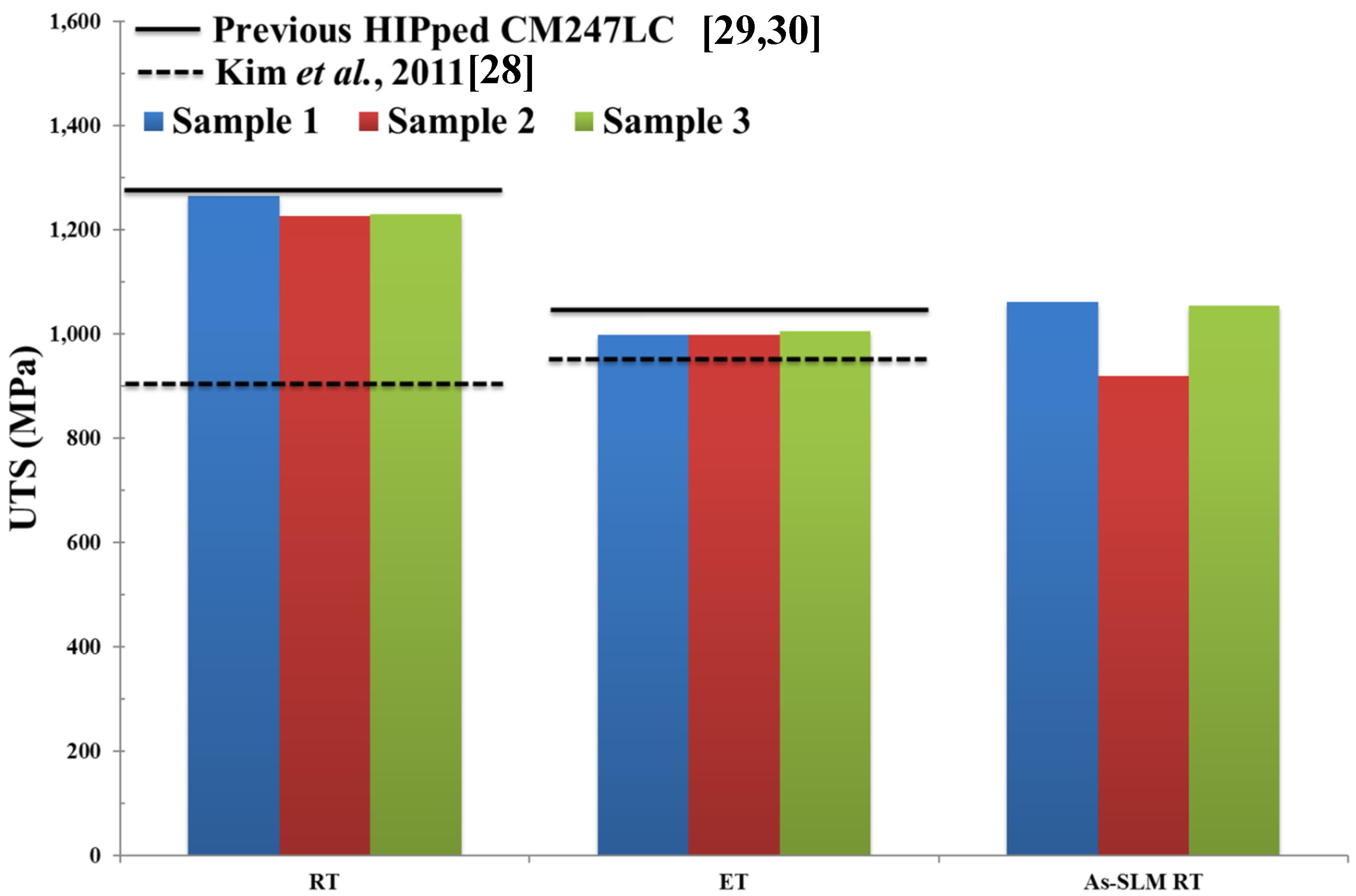
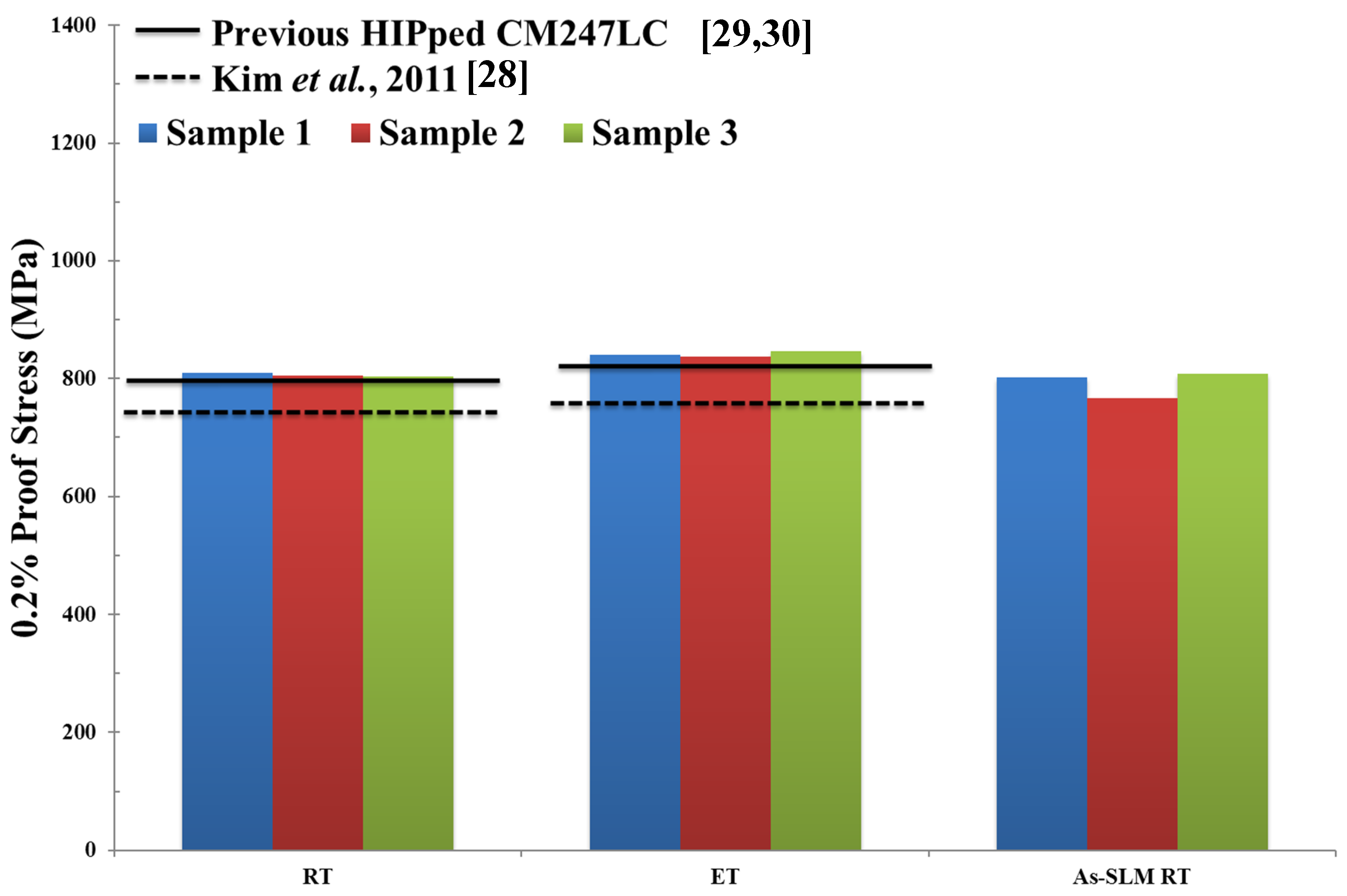
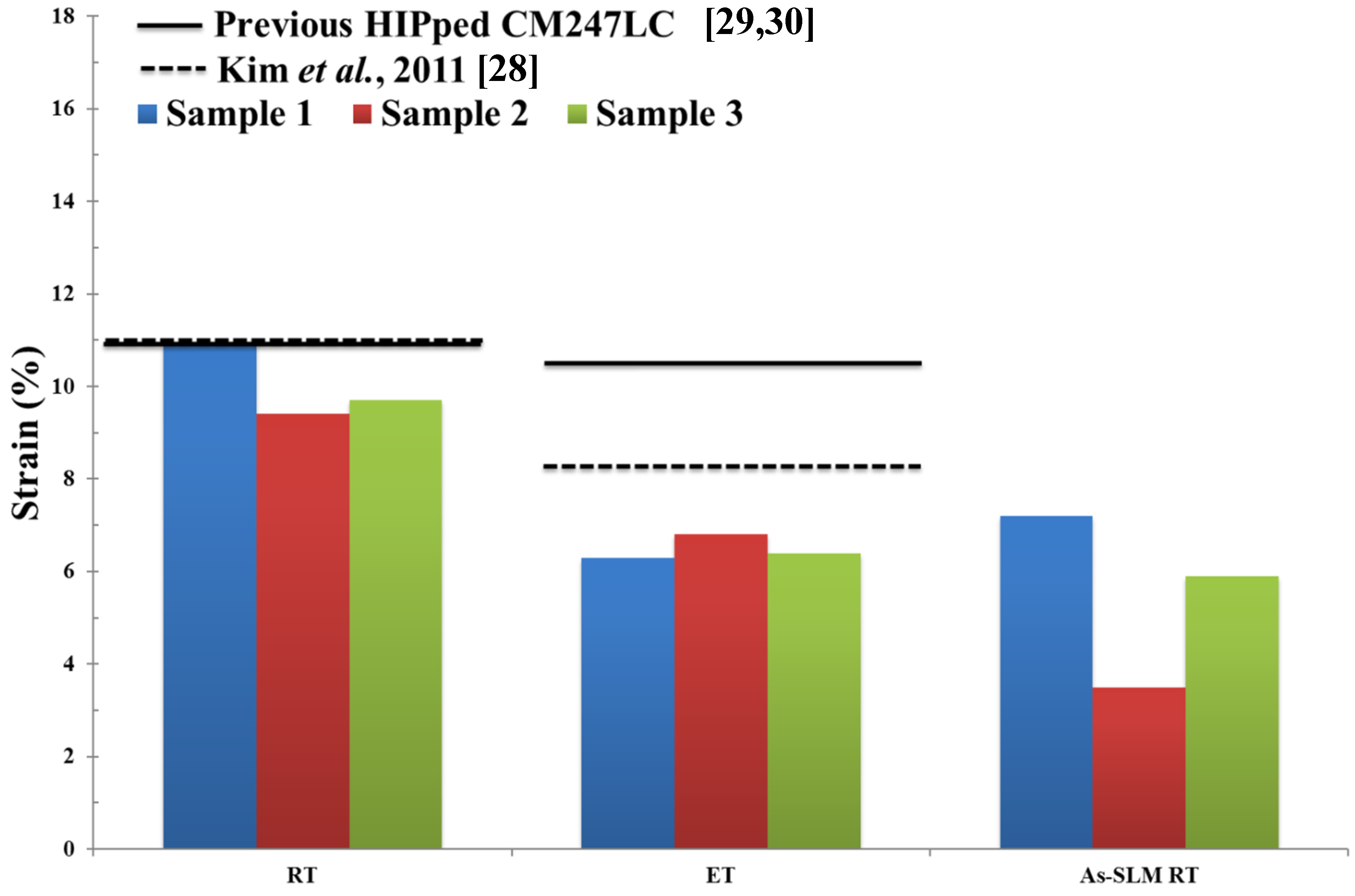
3.6. Mechanical Testing
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Megahed, M.; Mindt, H.-W.; N’Dri, N.; Duan, H.; Desmaison, O. Metal additive-manufacturing process and residual stress modeling. Integrating Mater. Manuf. Innov. 2016, 5, 61–93. [Google Scholar] [CrossRef] [Green Version]
- Tan, C.; Li, S.; Essa, K.; Jamshidi, P.; Zhou, K.; Ma, W.; Attallah, M.M. Laser Powder Bed Fusion of Ti-rich TiNi lattice structures: Process optimisation, geometrical integrity, and phase transformations. Int. J. Mach. Tool. Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.E.; Essa, K. The development of TiNi-based negative Poisson’s ratio structure using selective laser melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Elsayed, M.; Ghazy, M.; Youssef, Y.; Essa, K. Optimization of SLM process parameters for Ti6Al4V medical implants. Rapid Prototyping J. 2019, 5, 433–447. [Google Scholar] [CrossRef] [Green Version]
- Carter, L.N.; Essa, K.; Attallah, M.M. Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyping J. 2015, 21, 423–432. [Google Scholar] [CrossRef]
- Sabouri, A’.; Yetisen, A.K.; Sadigzade, R.; Hassanin, H.; Essa, K.; Butt, H. Three-Dimensional Microstructured Lattices for Oil Sensing. Energy Fuels 2017, 31, 2524–2529. [Google Scholar] [CrossRef] [Green Version]
- Essa, K.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.; Musker, A.J.; Roberts, G.T.; Tenev, N.; Smith, M. Development and testing of an additively manufactured monolithic catalyst bed for HTP thruster applications. Appl. Catal. A 2017, 542, 125–135. [Google Scholar] [CrossRef] [Green Version]
- Essa, K.; Sabouri, A.; Butt, H.; Basuny, F.H.; Ghazy, M.; El-Sayed, M.A. Laser additive manufacturing of 3D meshes for optical applications. PLoS One. 2018, 13, e0192389. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Harris, K.; Erickson, G.; Schwer, R. CMSX Single Crystal Alloys: Properties & Performance. Superalloys 1984, 221–230. [Google Scholar] [CrossRef]
- Stoloff, N.; Duquette, D.; Giamei, A. Critical Issues in the Development of High Temperature Structural materials; Minerals, Metals and Materials Society: Warrendale, PA, USA, 1993. [Google Scholar]
- Huang, H.-E.; Koo, C.-H. Effect of Zirconium on Microstructure and Mechanical Properties of Cast Fine-Grain CM 247 LC Superalloy. Mater. Trans. 2004, 45, 554–561. [Google Scholar] [CrossRef] [Green Version]
- Moore, Z.J.; Neu, R.W. Creep fatigue of a directionally solidified Ni-base superalloy - smooth and cylindrically notched specimens. Fatigue Fract. Eng. Mater. Struct. 2010, 34, 17–31. [Google Scholar] [CrossRef]
- Eßer, W. Directional Solidification of Blades for Industrial Gas Turbines. In Kluwer Academic Publishers Group, Materials for Advanced Power Engineering 1994. Part I(Netherlands); Kluwer Academic Publishers: Alphen aan den Rijn, the Netherland, 1994. [Google Scholar]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M.M. Process optimisation of selective laser melting using energy density model for nickel based superalloys. Mater. Sci. Technol. 2016, 32, 1–5. [Google Scholar] [CrossRef]
- Essa, K.; Khan, R.; Hassanin, H.; Attallah, M.M.; Reed, R. An iterative approach of hot isostatic pressing tooling design for net-shape IN718 superalloy parts. Int. J. Adv. Manuf. Technol. 2015, 83, 1835–1845. [Google Scholar] [CrossRef] [Green Version]
- Abdelhafeez, A.M.; Essa, K.E.A. Influences of Powder Compaction Constitutive Models on the Finite Element Simulation of Hot Isostatic Pressing. Procedia CIRP 2016, 55, 188–193. [Google Scholar] [CrossRef] [Green Version]
- Abena, A.; Aristizabal, M.; Essa, K. Comprehensive numerical modelling of the hot isostatic pressing of Ti-6Al-4V powder: From filling to consolidation. Adv. Powder Tech. 2019, 30, 2451–2463. [Google Scholar] [CrossRef]
- Das, S.; Wohlert, M.; Beaman, J.J.; Bourell, D.L. Producing metal parts with selective laser sintering/hot isostatic pressing. JOM 1998, 50, 17–20. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.; Hassanin, H.; Attallah, M.M.; Essa, K. In-situ shelling via selective laser melting: Modelling and microstructural characterisation. Mater. Des. 2015, 87, 845–853. [Google Scholar] [CrossRef]
- Hassanin, H.; Essa, K.; Qiu, C.; Abdelhafeez, A.M.; Adkins, N.J.; Attallah, M.M. Net-shape manufacturing using hybrid selective laser melting/hot isostatic pressing. Rapid Prototyp. J. 2017, 23, 720–726. [Google Scholar] [CrossRef] [Green Version]
- Hassanin, H.; Modica, F.; El-Sayed, M.A.; Liu, J.; Essa, K. Manufacturing of Ti–6Al–4V Micro-Implantable Parts Using Hybrid Selective Laser Melting and Micro-Electrical Discharge Machining. Adv. Eng. Mater. 2016, 18, 1544–1549. [Google Scholar] [CrossRef] [Green Version]
- Essa, K.; Jamshidi, P.; Zou, J.; Attallah, M.M.; Hassanin, H. Porosity control in 316L stainless steel using cold and hot isostatic pressing. Mater. Des. 2018, 138, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Hassanin, H.; Al-Kinani, A.A.; ElShaer, A.; Polycarpou, E.; El-Sayed, M.A.; Essa, K. Stainless steel with tailored porosity using canister-free hot isostatic pressing for improved osseointegration implants. J. Mater. Chem. B 2017, 77, 9384–9394. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Penchev, P.; Bhaduri, D.; Carter, L.; Mehmeti, A.; Essa, K.; Dimov, S.; Adkins, N.J.E.; Maillol, N.; Bajolet, J.; Maurath, J.; et al. System-level integration tools for laser-based powder bed fusion enabled process chains. J. Manuf. Syst. 2019, 50, 87–102. [Google Scholar] [CrossRef]
- Bhaduri, D.; Penchev, P.; Essa, K.; Dimov, S.; Carter, L.N.; Pruncu, C.I.; Pullini, D. Evaluation of surface/interface quality, microstructure and mechanical properties of hybrid additive-subtractive aluminium parts. CIRP Ann. 2019, 68, 237–240. [Google Scholar] [CrossRef]
- ASTM International Standards. 2015. Available online: https://www.astm.org/ (accessed on 14 June 2017).
- Kim, I.; Choi, B.; Hong, H.; Yoo, Y.; Jo, C.Y. Anomalous deformation behavior and twin formation of Ni-base superalloys at the intermediate temperatures. Mater. Sci. Eng. A 2011, 528, 7149–7155. [Google Scholar] [CrossRef]
- MacDonald, J.E. Hot Isostatic Pressing of a High Temperature Ni-Superalloy CM247LC: Processing-Microstructure-Properties. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2017. [Google Scholar]
- Macdonald, J.; Khan, R.; Aristizabal, M.; Essa, K.; Lunt, M.; Attallah, M.M. Influence of powder characteristics on the microstructure and mechanical properties of HIPped CM247LC Ni superalloy. Mater. Des. 2019, 174, 15. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Mo | W | Al | Ti | Ta | Hf | C | B | Zr | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 8.1 | 9.2 | 0.5 | 9.5 | 5.6 | 0.7 | 3.2 | 1.4 | 0.07 | 0.015 | 0.015 | Bal |
| Stages | Components | Materials | Comments |
|---|---|---|---|
| I | 1st blisk | Fe and CM247LC powder | Assess shrinkages |
| II | 2nd Oversized blisk | Fe and CM247LC powder | Attempt to achieve required sizes |
| III | Blisk with IN718 inserted disc | Fe, CM247LC powder and IN718 disc | Bring up a novel idea |
| Parts | 1st Tooling Design | Actual after HIP | Required | 2nd Tooling Design | |
|---|---|---|---|---|---|
| Blades Thickness | Thinnest | 1.7 | 0.7-0.9 | 1.2 | 3.2 |
| Thickest | 7.3 | 6.6 | 6.5 | 8.8 | |
| Blades Height | Lowest | 17.4 | 16.4 | 17.6 | 19.5 |
| Highest | 26.6 | 23.4 | 25.3 | 27.9 | |
| Blades Length | Shortest | 17.6 | 17.1 | 14.8 | 17.8 |
| Longest | 20 | 18.7 | 17.9 | 20.2 | |
| Disk | Dia. | 82.4 | 74.9 | 82.4 | 84.4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Carter, L.N.; Adkins, N.J.E.; Essa, K.; Attallah, M.M. Novel Hybrid Manufacturing Process of CM247LC and Multi-Material Blisks. Micromachines 2020, 11, 492. https://doi.org/10.3390/mi11050492
Wang X, Carter LN, Adkins NJE, Essa K, Attallah MM. Novel Hybrid Manufacturing Process of CM247LC and Multi-Material Blisks. Micromachines. 2020; 11(5):492. https://doi.org/10.3390/mi11050492
Chicago/Turabian StyleWang, Xiqian, Luke N. Carter, Nicholas J. E. Adkins, Khamis Essa, and Moataz M. Attallah. 2020. "Novel Hybrid Manufacturing Process of CM247LC and Multi-Material Blisks" Micromachines 11, no. 5: 492. https://doi.org/10.3390/mi11050492