Evolution of a Superhydrophobic H59 Brass Surface by Using Laser Texturing via Post Thermal Annealing

 , ,
, ,
Abstract
:1. Introduction
2. Setup and Experiments
2.1. Experimental Setup
2.2. Annealing of H59 Brass Substrates Prior to Laser Texturing
3. Evolution of WCAs on the Brass Sample Surfaces
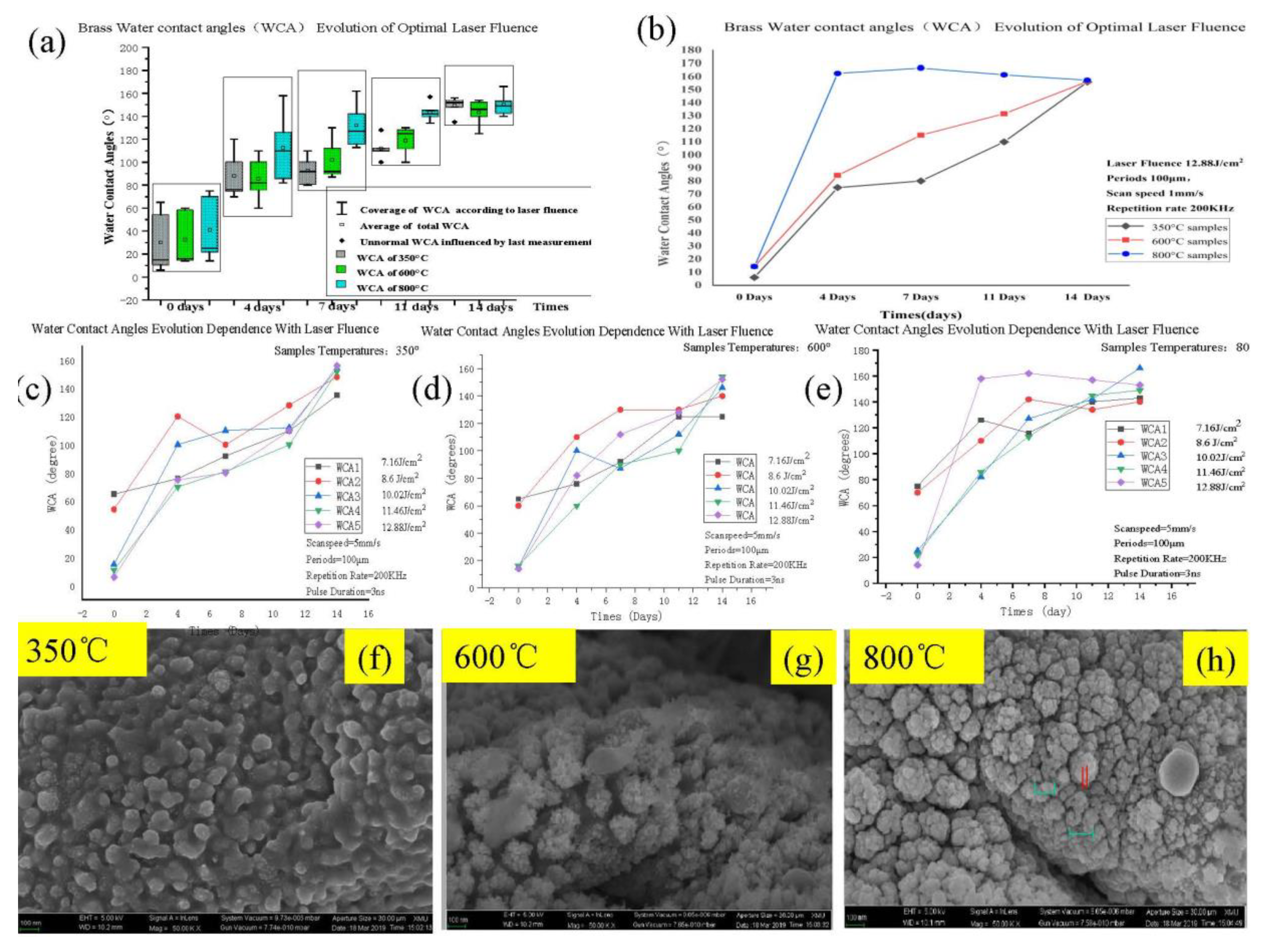
3.1. Dependence on WCA Evolution by Laser Fluence and Annealing Temperature
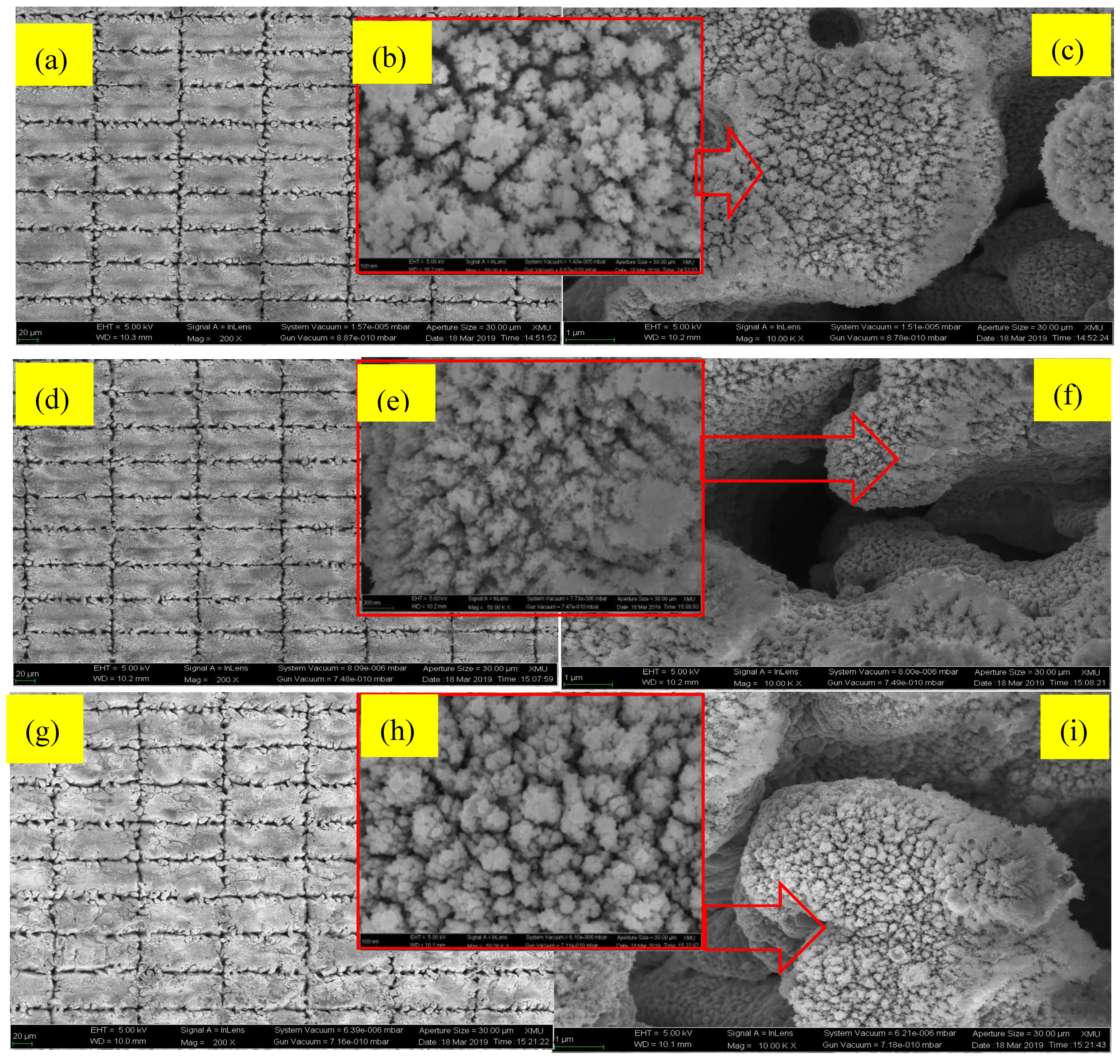
3.2. Dependence on WCA Evolution by Scan Periods and Dual Hierarchy Micro/Nano-Structures
3.3. Dependence on WCA Evolution by Scan Speed and Annealing Temperature
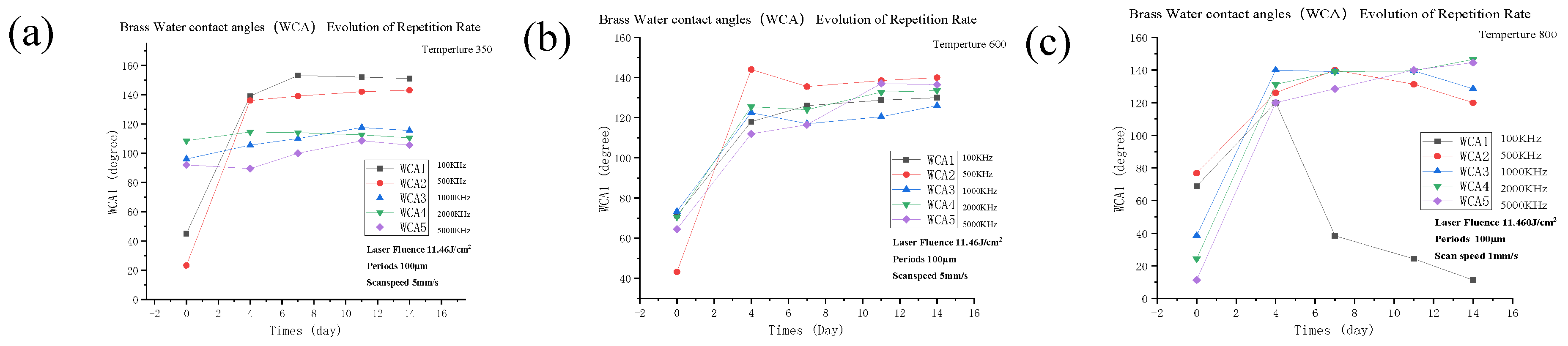
3.4. Dependence on WCA Evolution by Repetition Rate and Annealing Temperature
4. Results
5. Conclusions
- (1)
- The different distances between the nanograins were observed to affect (a) the reversible wettability time, (b) the nanoparticles, that in turn were related to the progress of the Cu2O evolution, and (c) the surface roughness (that would influence the surface energy). After the initial nanosecond laser ablation, the high laser fluence did increase the distances between the nanograins. More CuO materials were formed, and the surfaces received super-hydrophilic properties. The CuO composition infiltrated the grooves and became more easily embedded into the ablated microstructures. After the evolution of Cu2O, the surfaces were transferred to super-hydrophobic properties. To reduce the laser repeat repetition, it interacts with the H59 brass surface with a higher power in each pulse, and then, the brass oxidation was extended and the distances between the nanograins were increased. Furthermore, while the laser rate was turned down, the laser was removing an increased volume out of the micro-grooves. All of these methods were found to speed up the evolution of Cu2O and WCA.
- (2)
- The annealing temperatures were strongly coupled with the evolution of nanoparticles. High temperatures induced much smaller nanoparticles and increased the adhesion of Cu2O to these nanoparticles. Moreover, the number of nanoparticles increased rapidly, which was also the situation with the WCAs.
- (3)
- The chemical properties of brass played a fundamental role in the evolution of super-hydrophobicity. For instance, the hydrophilic properties of the brass surfaces were related to the number of CuO nanoclusters. The transformation from a hydrophilic to a hydrophobic surface was then related to the existence of Cu2O nanoclusters in the micro/nanostructures, and to the surface energies.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tang, M. Laser Ablation of Metal Substrates for Super-hydrophobic Effect. J. Laser Micro/Nanoeng. 2011, 6, 6–9. [Google Scholar] [CrossRef]
- Tang, M.; Xie, X.Z.; Yang, J.; Chen, Z.C.; Xu, L.; Choo, Y.S.; Hong, M.H. Laser microprocessing and nanoengineering of large-area functional micro/nanostructures. Proc. SPIE 2011, 8204, 820428. [Google Scholar]
- Tang, M. Design and Fabrication of Super-Hydrophobic Surfaces by Laser Micro/Nano-Processing. Ph.D. Thesis, National University of Singapore, Singapore, 2012. [Google Scholar]
- Zhou, R.; Huang, T.; Lu, Y.; Hong, M. Tunable Coloring via Post-Thermal Annealing of Laser-Processed Metal Surface. Appl. Sci. 2018, 8, 1716. [Google Scholar] [CrossRef] [Green Version]
- Zhou, R.; Lu, X.; Lin, S.; Huang, T. Laser Texturing of NiTi Alloy with Enhanced Bioactivity for Stem Cell Growth and Alignment. J. Laser Micro/Nanoeng. 2017, 12, 23–27. [Google Scholar]
- Wang, Z.; Zhu, L.; Li, W.; Liu, H. Rapid reversible superhydrophobicity to super hydrophilicity transition on alternating current etched brass. ACS Appl. Mater. Interfaces 2013, 5, 4808–4814. [Google Scholar] [CrossRef]
- Mahmood, H.Y. Corrosion Protect of Brass Tubes Heat Exchanger by using CuO Nanocoating with Thermal Pyrolysis Techniques. J. Mech. Contin. Math. Sci. 2019, 14, 281–291. [Google Scholar] [CrossRef]
- Lei, T.; Xiong, J.; Huang, J.; Zheng, T.; Cai, X. Facile transformation of soot nanoparticles into nanoporous fibers via single-step electrospinning. AIP Adv. 2017, 7, 085212. [Google Scholar] [CrossRef] [Green Version]
- Lei, T.; Lu, D.; Xu, Z.; Xu, W.; Liu, J.; Deng, X.; Huang, J.; Xu, L.; Cai, X.; Lin, L. 2D→3D conversion of super wetting mesh: A simple but powerful strategy for effective and efficient oil/water separation. Sep. Purif. Technol. 2020, 242, 116244. [Google Scholar] [CrossRef]
- Konkona, T.; Mironov, S.; Korznikov, A.; Korznikova, G.; Myshlyaev, M.M.; Semiatin, S.L. Annealing behavior of cryogenically-rolled Cue30Zn brass. J. Alloy. Compd. 2015, 648, 858–863. [Google Scholar] [CrossRef] [Green Version]
- Konkova, T.; Mironov, S.; Korznikov, A.; Korznikova, G.; Myshlyaev, M.M.; Semiatin, S. Grain growth during annealing of cryogenically-rolled Cu–30Zn brass. J. Alloy. Compd. 2016, 666, 170–177. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Fan, P.; Gong, D.; Jiang, D.; Zhang, H.; Li, L.; Zhong, M. Superhydrophobic Surfaces Fabricated by Femtosecond Laser with Tunable Water Adhesion: From Lotus Leaf to Rose Petal. ACS Appl. Mater. Interfaces 2015, 7, 9858–9865. [Google Scholar] [CrossRef] [PubMed]
- Zang, D.; Zhu, R.; Zhang, W.; Yu, X.; Lin, L.; Guo, X.; Liu, M.; Jiang, L. Corrosion-Resistant Superhydrophobic Coatings on Mg Alloy Surfaces Inspired by Lotus Seedpod. Adv. Funct. Mater. 2017, 27, 1605446. [Google Scholar] [CrossRef]
- Tang, C.M.; Wang, Y.B.; Yao, R.H.; Ning, H.; Qiu, W.Q.; Liu, Z. Enhanced adhesion and field emission of CuO nanowires synthesized by simply modified thermal oxidation technique. Nanotechnology 2016, 27, 395605. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Xiao, X.; Chen, Z.; Chen, Y.; Zhou, R.; Wang, Z.; Hong, M. Realization of adhesion enhancement of CuO nanowires growth on copper substrate by laser texturing. Opt. Laser Technol. 2019, 119, 105612. [Google Scholar] [CrossRef]
- Wang, S.; Feng, X.; Yao, J.; Jiang, L. Controlling Wettability and Photochromism in a Dual-Responsive Tungsten Oxide Film. Angew. Chem. Int. Ed. 2006, 45, 1264–1267. [Google Scholar] [CrossRef] [PubMed]
- Yan, H.; Rashid, M.R.B.A.; Khew, S.Y.; Li, F.; Hong, M. Wettability transition of laser textured brass surfaces inside different mediums. Appl. Surf. Sci. 2018, 427, 369–375. [Google Scholar] [CrossRef]
- Li, X.; Jiang, Y.; Jiang, Z.; Li, Y.; Wen, C.; Lian, J. Reversible wettability transition between super hydrophilicity and superhydrophobicity through an alternate heating-reheating cycle on the laser-ablated brass surface. Appl. Surf. Sci. 2019, 492, 349–361. [Google Scholar] [CrossRef]
- Lim, H.S.; Han, J.T.; Kwak, D.; Jin, M.; Cho, K. Photo reversibly switchable superhydrophobic surface with an erasable and rewritable pattern. J. Am. Chem. Soc. 2006, 128, 14458–14459. [Google Scholar] [CrossRef]
- Sun, T.; Wang, G.; Feng, L.; Liu, B.; Ma, Y.; Jiang, L.; Zhu, D. Reversible switching between super hydrophilicity and superhydrophobicity. Angew. Chem. Int. Ed. 2003, 43, 357–360. [Google Scholar] [CrossRef]
- Wu, X.; Shen, J.; Jiang, F.; Wu, H.; Li, L. Study on the oxidation of WC-Co cemented carbide under different conditions. Int. J. Refract. Met. Hard Mater. 2020, 94, 105381. [Google Scholar] [CrossRef]
- Balík, J.; Faltus, J.; Janecek, M. High temperature creep of modified α+β brasses. Mater. Sci. Eng. A 2008, 494, 113–121. [Google Scholar] [CrossRef]
- Atsumi, H.; Imai, H.; Li, S.; Kondoh, K.; Kousaka, Y.; Kojima, A. The Characteristics of High Strength and Lead-Free Machinable α-β Duplex Phase Brass Cu-40Zn-Cr-Fe-Sn-Bi Alloy. Process. Prop. Adv. Ceram. Compos. VII 2011, 529, 275–281. [Google Scholar]
- Marashi, M.S.; Khaki, J.V. Synthesis of alumina reinforced nanostructured α-brass by mechanochemical reduction of CuO and ZnO with Al and C. Mater. Chem. Phys. 2010, 122, 609–611. [Google Scholar] [CrossRef]
- Panagopoulos, C.N.; Georgiou, E.P.; Simeonidis, K. Lubricated wear behavior of leaded α+β brass. Tribol. Int. 2012, 50, 1–5. [Google Scholar] [CrossRef]
- Feng, L.; Wang, S.; Sun, T.; Song, W.; Jiang, W.; Jiang, L. Dual-responsive surfaces that switch between super hydrophilicity and superhydrophobicity. Adv. Mater. 2006, 18, 432–436. [Google Scholar]
- Gao, R.; Liu, Q.; Wang, J.; Zhang, X.; Yang, W.; Liu, J.; Liu, L. Fabrication of fibrous szaibelyite with hierarchical structure superhydrophobic coating on AZ31 magnesium alloy for corrosion protection. Chem. Eng. J. 2014, 241, 352–359. [Google Scholar] [CrossRef]
- Minko, S.; Müller, M.; Motornov, M.; Nitschke, M.; Grundke, A.K.; Stamm, M. Two-Level Structured Self-Adaptive Surfaces with Reversibly Tunable Properties. J. Am. Chem. Soc. 2003, 125, 3896–3900. [Google Scholar] [CrossRef]
- Liu, L.; Liu, W.; Chen, R.; Li, X.; Xie, X. Hierarchical growth of Cu zigzag microstrips on Cu foil for superhydrophobicity and corrosion resistance. Chem. Eng. J. 2015, 281, 804–812. [Google Scholar] [CrossRef]
- Gregorcic, P.; Zupancic, M.; Golobic, I. Scalable surface micro structuring by a fiber laser for controlled nucleate boiling performance of high- and low surface tension fluids. Sci. Rep. 2018, 8, 7461. [Google Scholar] [CrossRef] [Green Version]
- Trdan, U.; Hocevar, M.; Gregorcic, P. Transition from super hydrophilic to a superhydrophobic state of laser textured stainless steel surface and its effect on corrosion resistance. Corros. Sci. 2017, 123, 21–26. [Google Scholar] [CrossRef] [Green Version]
- Zhou, R.; Lin, S.; Ding, Y.; Yang, H.; Keng, K.O.Y.; Hong, M. Enhancement of laser ablation via interacting spatial double-pulse effect. Opto-Electron. Adv. 2018, 1, 180014. [Google Scholar] [CrossRef] [Green Version]
- Boinovich, L.B.; Emelyanenko, A.M.; Modestov, A.D.; Domantovsky, A.G.; Emelyanenko, K.A. Synergistic Effect of Superhydrophobicity and Oxidized Layers on Corrosion Resistance of Aluminum Alloy Surface Textured by Nanosecond Laser Treatment. ACS Appl. Mater. Interfaces 2015, 7, 19500–19508. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zahiri, B.; Sow, P.K.; Kung, C.H.; Mérida, W. Active Control over the Wettability from Superhydrophobic to Superhydrophilic by Electrochemically Altering the Oxidation State in a Low Voltage Range. Adv. Mater. Interfaces 2017, 4, 1700121. [Google Scholar] [CrossRef]
- Kong, L.; Chen, C.; Zhang, P.; He, Q. Superhydrophobic Cuprous Oxide Nanostructures on Phosphor-copper Foil with Rapid Thermal Transitions from Superhydrophobicity-to-hydrophilicity. China Surf. Eng. 2017, 30, 108–116. [Google Scholar]
- Xu, K.; Yan, H.; Tan, C.F.; Lu, Y.; Li, Y.; Ho, G.W.; Ji, R.; Hong, M. Hedgehog Inspired CuO Nanowires/Cu2 O Composites for Broadband Visible-Light-Driven Recyclable Surface Enhanced Raman Scattering. Adv. Opt. Mater. 2018, 6, 1701167. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, D.; Chen, Y.; Jin, Q.; Wang, G. Enhanced Field Emission from UV-Illuminated CuO Nanowires Fabricated by Thermal Oxidation of Cu Film. Nano 2016, 11, 1650056. [Google Scholar] [CrossRef] [Green Version]
- Yuan, L.; Wang, Y.; Mema, R.; Zhou, G. Driving force and growth mechanism for spontaneous oxide nanowire formation during the thermal oxidation of metals. Acta Mater. 2011, 59, 2491–2500. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polished Samples | Laser Processing Results | Microscopy of Metallographic Substrates Surface Structures [24] |
|---|---|---|
| Brass sample after 350 °C annealing |  |  small-sized grains [24] |
| Brass sample after 600 °C annealing |  |  medium-sized grains [24] |
| Brass sample after 800 °C annealing |  |  large-sized grains [24] |
| Tuned Items of Laser | Column 1 | Column 2 | Column 3 | Column 4 | Column 5 | Other Parameters |
|---|---|---|---|---|---|---|
| Laser fluence (J/cm2) | 7.16 | 8.60 | 10.02 | 11.46 | 12.88 | Period: 100 μm Scan speed: 1 mm/s Repetition rate: 200 kHz |
| Period (μm) | 80 | 90 | 100 | 110 | 120 | Laser fluence: 8.60 J/cm2 Scan speed: 1 mm/s Repetition rate: 200 kHz |
| Scan speed (mm/s) | 0.1 | 0.5 | 5 | 10 | 100 | Period: 100 μm Laser fluence: 8.60 J/cm2 Repetition rate: 200 kHz |
| Repetition rate (kHz) | 100 | 500 | 1000 | 2000 | 5000 | Period: 100 μm Laser fluence: 11.46 J/cm2 Scan speed: 5 mm/s |
| Elements | Wt% | At% | Elements | Wt% | At% |
|---|---|---|---|---|---|
| Cu | 51.92 | 36.31 | C | 5.00 | 18.51 |
| O | 6.55 | 18.20 | Na | 2.10 | 4.05 |
| Zn | 33.06 | 22.48 | Fe | 0.27 | 0.21 |
| Pb | 1.10 | 0.24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, X.; Kang, L.; Yan, B.; Lei, T.; Zheng, G.; Xie, H.; Sun, J.; Jiang, K. Evolution of a Superhydrophobic H59 Brass Surface by Using Laser Texturing via Post Thermal Annealing. Micromachines 2020, 11, 1057. https://doi.org/10.3390/mi11121057
Lu X, Kang L, Yan B, Lei T, Zheng G, Xie H, Sun J, Jiang K. Evolution of a Superhydrophobic H59 Brass Surface by Using Laser Texturing via Post Thermal Annealing. Micromachines. 2020; 11(12):1057. https://doi.org/10.3390/mi11121057
Chicago/Turabian StyleLu, Xizhao, Lei Kang, Binggong Yan, Tingping Lei, Gaofeng Zheng, Haihe Xie, Jingjing Sun, and Kaiyong Jiang. 2020. "Evolution of a Superhydrophobic H59 Brass Surface by Using Laser Texturing via Post Thermal Annealing" Micromachines 11, no. 12: 1057. https://doi.org/10.3390/mi11121057