
Explorative Study into Alkali-Activated Repair Mortars Using Blast Furnace Slag and Glass Waste
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Precursor Materials, Mortar Compositions and Specimen Preparation
2.2. Test Methods
2.3. Life Cycle Assessment
3. Results and Discussion
3.1. Mixtures Activated with Sodium Silicate and Sodium Hydroxide
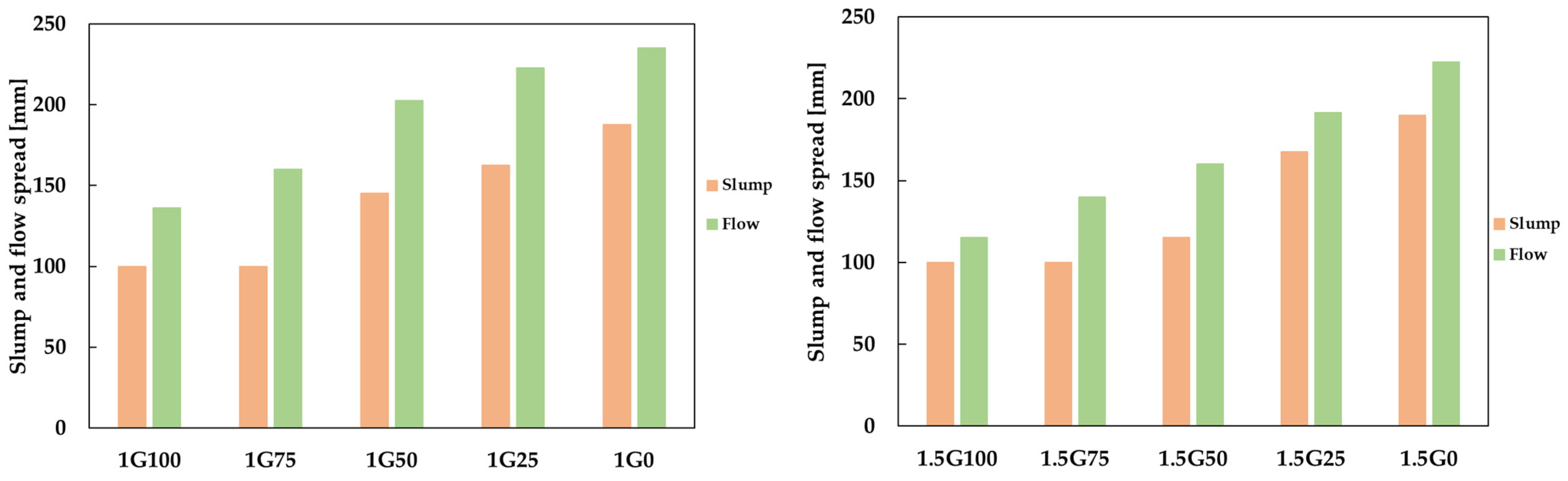
3.1.1. Slump and Flow Properties
3.1.2. Compressive and Flexural Tensile Strength
3.2. Optimisation of the Mix Design
3.2.1. Flow and Flow Retention, Compressive and Flexural Strength of Mixes Comprising KOH versus NaOH
3.2.2. Shrinkage of the Selected Mixes
3.2.3. Restrained Shrinkage and Pull-Off Bond Strength of Mixes Comprising KOH versus NaOH
3.2.4. LCA of KOH Compared to NaOH Mixes
4. Conclusions
- It is possible to replace BFS with glass waste in alkali-activated repair mortars with limited effects on compressive and flexural strength, a positive impact on workability (increased thixotropy), and workability retention, but with a negative effect on (already high) total shrinkage.
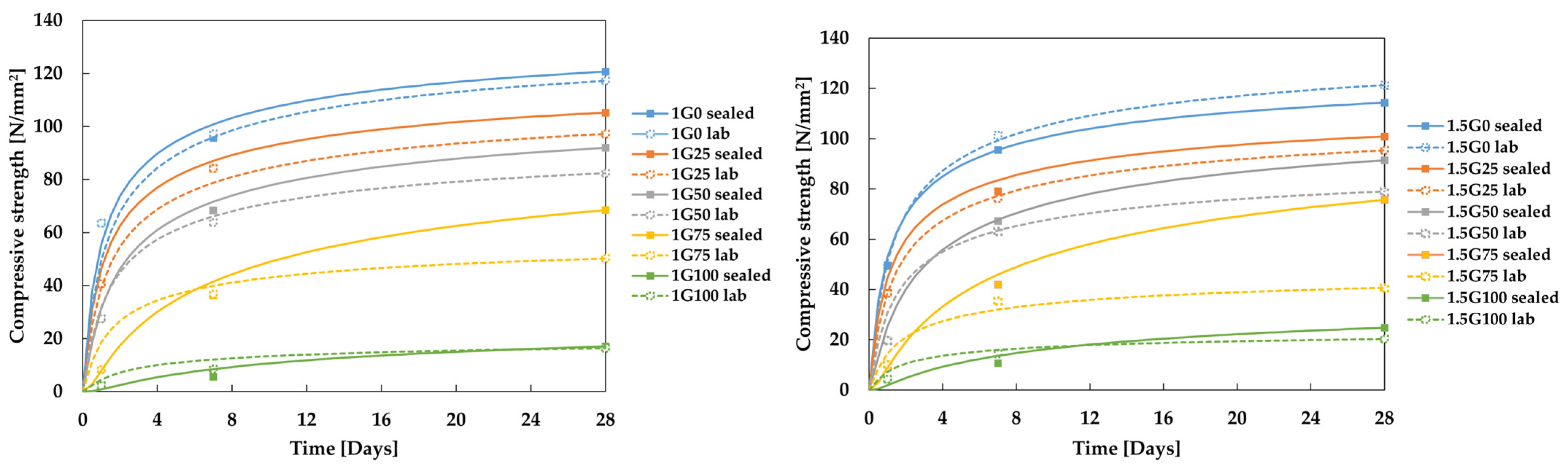
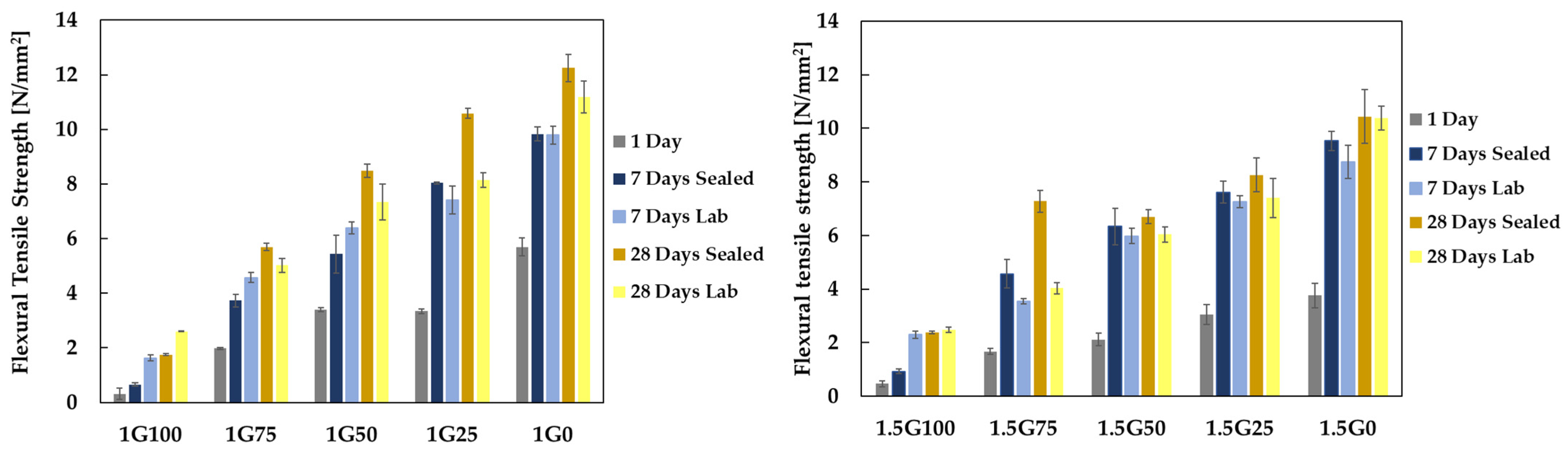
- The compressive and flexural tensile strength decreased with the increase of the GW content for both MRs and both curing regiments. Configurations with 100% GW content reached a compressive strength of 17 and 24.5 N/mm2 for 1G100 and 1.5G100, respectively, at the age of 28 days, when sealed, and 16.35 and 20.3 N/mm2, respectively, when cured under lab conditions. The compressive strength of all the other sealed specimens exceeded 45 N/mm2, which qualifies them for the R4 class of repair mortar, and almost all (other than 1G100 and 1.5G100) configurations have reached that value when cured under lab conditions.
- The compressive strength development of lab-cured specimens fits well with what is indicated in EC2 for PC mixes. When sealed and with a high content of GW, they have very slow strength development. This is shown by a relatively high s-value in the range of 0.5 to 0.7, while mixes with high BFS content have an s-value in the range of 0.18 to 0.19, which indicates fast strength development.
- The relationship between flexural tensile and compressive strength of investigated mixtures is similar to what is observed in the other binary blends of AAM mortars and in the same range, although somewhat steeper than what is observed in PC mixes, and indicated in EC 2.
- Replacing NaOH with KOH leads to a decrease in slump of about 15% and an increase in flow, and flow retention of about 30%, with almost no effect on the total shrinkage and an acceptable (up to 20%) reduction of compressive and flexural tensile strength.
- Pull-off strength decreases with the increase of molar ratio and further decreases when KOH replaces NaOH in the mixture. However, it stays above 1.7 N/mm2, which qualifies these mortars for at least class R3 according to EN 1504-3 [1]. Pull-off strength is also lower than the substrate’s tensile strength.
- LCA revealed that AARMs have up to 54% lower CO2 eq. emissions compared to PC-based repair mortar. Furthermore, NAOH mixes have 19% lower GWP compared to KOH-based mixes. Production of activators contributes up to 30% to the environmental impacts of AARMs. By localising mortar production and by using locally available waste streams, it is possible to reduce emissions of transportation and hence the total impacts of AARMs even further.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AAM | Alkali-Activated Material |
| AARM | Alkali-Activated Repair Mortar |
| BFS | Blast Furnace Slag |
| DE | Germany |
| EC2 | Eurocode 2 |
| EURO6 | European emission standard for vehicles |
| FA | Fly Ash |
| GW | Glass Waste |
| ISO | International Standard Organization |
| LCA | Life Cycle Assessment |
| LCD | Liquid-Crystal Display |
| MK | Metakaolin |
| MR | Molar Ratio |
| PC | Portland Cement |
| pH | Potential of Hydrogen |
| RER | Europe |
| ROW | Rest of World |
| rpm | Rotations per Minute |
| SEM | Scanning Electron Microscope |
| SRA | Shrinkage Reducing Agent |
| U | unit |
| wt.% | Weight Percentage |
| XRD | X-ray Diffraction |
| XRF | X-ray Fluorescence |
References
- NBN EN 1504-3; Products and Systems for the Protection and Repair of Concrete Structures—Definitions, Requirements, Quality Control and Evaluation of Conformity—Part 3: Structural and Non-Structural Repair. Bureau of Normalization: Brussels, Belgium, 2006.
- Kramar, S.; Šajna, A.; Ducman, V. Assessment of alkali activated mortars based on different precursors with regard to their suitability for concrete repair. Constr. Build. Mater. 2016, 124, 937–944. [Google Scholar] [CrossRef]
- Habert, G.; Ouellet-Plamondon, C. Recent update on the environmental impact of geopolymers. RILEM Tech. Lett. 2016, 1, 17–23. [Google Scholar] [CrossRef]
- Komkova, A.; Habert, G. Environmental impact assessment of alkali-activated materials: Examining impacts of variability in constituent production processes and transportation. Constr. Build. Mater. 2023, 363, 129032. [Google Scholar] [CrossRef]
- Ouellet-Plamondon, C.; Habert, G. Life Cycle Assessment (LCA) of Alkali-Activated Cements and Concretes; Woodhead Publishing Limited: Sawston, UK, 2014. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali Activated Materials; Springer: Berlin/Heidelberg, Germany, 2014; Volume 13. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Ghoshal, S.; Hussein, A.A. Geopolymer mortars as sustainable repair material: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 80, 54–74. [Google Scholar] [CrossRef]
- Eurostat. Statistics. 2022. Available online: https://ec.europa.eu/eurostat/databrowser/bookmark/5ca48143-37c6-45e5-8ffb-2e6a336bb2ee?lang=en (accessed on 15 August 2022).
- The European Container Glass Federation. Available online: https://feve.org/glass_recycling_stats_2018/ (accessed on 16 August 2022).
- Liu, Y.; Shi, C.; Zhang, Z.; Li, N. An overview on the reuse of waste glasses in alkali-activated materials. Resour. Conserv. Recycl. 2019, 144, 297–309. [Google Scholar] [CrossRef]
- Tucker, E.L.; Ferraro, C.C.; Laux, S.J.; Townsend, T.G. Economic and life cycle assessment of recycling municipal glass as a pozzolan in portland cement concrete production. Resour. Conserv. Recycl. 2018, 129, 240–247. [Google Scholar] [CrossRef]
- Jani, Y.; Hogland, W. Waste glass in the production of cement and concrete—A review. J. Environ. Chem. Eng. 2014, 2, 1767–1775. [Google Scholar] [CrossRef]
- Shi, C.; Zheng, K. A review on the use of waste glasses in the production of cement and concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Zhang, S.; Keulen, A.; Arbi, K.; Ye, G. Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cem. Concr. Res. 2017, 102, 29–40. [Google Scholar] [CrossRef]
- Zhang, B.; He, P.; Poon, C.S. Optimizing the use of recycled glass materials in alkali activated cement (AAC) based mortars. J. Clean. Prod. 2020, 255, 120228. [Google Scholar] [CrossRef]
- Wang, W.-C.; Chen, B.-T.; Wang, H.-Y.; Chou, H.-C. A study of the engineering properties of alkali-activated waste glass material (AAWGM). Constr. Build. Mater. 2016, 112, 962–969. [Google Scholar] [CrossRef]
- Luhar, S.; Luhar, I. Valorisation of Waste Glasses for the Development of Geopolymer Mortar—Properties and Applications: An Appraisal. J. Compos. Sci. 2022, 6, 30. [Google Scholar] [CrossRef]
- Pascual, A.B.; Tognonovi, M.T.; Tagnit-Hamou, A. Waste glass powder-based alkali-activated mortar. Int. J. Res. Eng. Technol. 2014, 3, 32–36. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Huang, W.-L. Durability of self-consolidating concrete using waste LCD glass. Constr. Build. Mater. 2010, 24, 1008–1013. [Google Scholar] [CrossRef]
- Torres-Carrasco, M.; Puertas, F. Waste glass in the geopolymer preparation. Mechanical and microstructural characterisation. J. Clean. Prod. 2015, 90, 397–408. [Google Scholar] [CrossRef]
- Tashima, M.M.; Soriano, L.; Borrachero, M.V.; Monzó, J.; Cheeseman, C.R.; Payá, J. Alkali activation of vitreous calcium aluminosilicate derived from glass fiber waste. J. Sustain. Cem.-Based Mater. 2012, 1, 83–93. [Google Scholar] [CrossRef]
- Zhang, S. Waste Glass as Partial Binder Precursor and Fine Aggregate Replacement in Alkali Activated Slag/Fly ash System. Master’s Thesis, TU Delft, Delft, The Netherlands, 2015. [Google Scholar]
- Puertas, F.; Torres-Carrasco, M.; Alonso, M.M. Reuse of Urban and Industrial Waste Glass as a Novel Activator for Alkali-Activated Slag Cement Pastes: A Case Study; Woodhead Publishing Limited: Sawston, UK, 2014. [Google Scholar] [CrossRef]
- Zhang, Y.; Xiao, R.; Jiang, X.; Li, W.; Zhu, X.; Huang, B. Effect of particle size and curing temperature on mechanical and microstructural properties of waste glass-slag-based and waste glass-fly ash-based geopolymers. J. Clean. Prod. 2020, 273, 122970. [Google Scholar] [CrossRef]
- Redden, R.; Neithalath, N. Microstructure, strength, and moisture stability of alkali activated glass powder-based binders. Cem. Concr. Compos. 2014, 45, 46–56. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Lee, S.K.; You, I.; Oh, T.; Lee, Y.; Zi, G. Development of strain-hardening geopolymer mortar based on liquid-crystal display (LCD) glass and blast furnace slag. Constr. Build. Mater. 2022, 331, 127334. [Google Scholar] [CrossRef]
- Wang, C.-C.; Wang, H.-Y.; Chen, B.-T.; Peng, Y.-C. Study on the engineering properties and prediction models of an alkali-activated mortar material containing recycled waste glass. Constr. Build. Mater. 2017, 132, 130–141. [Google Scholar] [CrossRef]
- Hemmings, R.T.; Nelson, R.D.; Graves, P.L.; Cornelius, B.J. White Pozzolan Composition and Blended Cements Containing Same. US Patent Office Patent No. 6776838, 7 December 2023. [Google Scholar]
- Krajnović, I.; Matthys, S. Influence of Curing Conditions on Alkali-Activated Mortars Intended for Concrete Repair. In Proceedings of the 4th International Rilem Conference on Microstructure Related Durability of Cementitious Composites: Microdurability, Delft, The Netherlands, 29 April–25 May 2021; Ye, G., Dong, H., Liu, J., Schlangen, E., Miao, C., Eds.; Delft University of Technology-Southeast University: Delft, The Netherlands, 2021; pp. 859–867. Available online: https://repository.tudelft.nl/islandora/object/uuid:4cc622a6-e31c-4b5b-8d23-ce30138b6bfb?collection=research (accessed on 8 August 2022).
- Belgian Construction Certification Association. PTV 563: Technische Voorschriften voor Herstelmortels voor Beton. pp. 1–59, 2007. Available online: https://www.bcca.be/download/B413DBAD-C5FE-4E1A-96DE-94431C0E497E (accessed on 7 December 2023).
- NBN EN 196-1; Methods of testing cement—Part 1: Determination of strength. European Committee for Standardization: Brussels, Belgium, 2016.
- NBN EN 1542; Products and systems for the protection and repair of concrete structures—Test methods—Measurement of bond strength by pull-off. European Committee for Standardization: Brussels, Belgium, 2003.
- NBN EN 1766; Products and systems for the protection and repair of concrete structures—Test methods—Reference concretes for testing. Bureau of Normalization: Brussels, Belgium, 2000.
- NBN EN 13395-1; Products and systems for the protection and repair of concrete structures—Test methods—Determination of workability—Part 1: Test for flow of thixotropic mortars. Bureau of Normalization: Brussels, Belgium, 2002.
- NBN EN 12190; Products and systems for the protection and repair of concrete structures—Test methods—Determination of compressive strength of repair mortar. Bureau of Normalization: Brussels, Belgium, 1998.
- NBN EN 1015-11; Methods of test for mortar for masonry—Part 11: Determination of flexural and compressive strength of hardened mortar. Bureau of Normalization: Brussels, Belgium, 2019.
- NBN EN 12617-4; Products and systems for the protection and repair of concrete structures—Test methods—Part 4: Determination of shrinkage and expansion. Bureau of Normalization: Brussels, Belgium, 2002.
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organization for Standardization: Brussels, Belgium, 2006.
- ISO 14044; Environmental Management—Life Cycle Assessment—Re-quirements and Guidelines; 2018. International Organization for Standardization: Brussels, Belgium, 2018.
- NBN EN 15804; 2012+ A2: Sustainability of Construction Works—Environmental Product Declarations—Core Rules for the Product Category of Construction Products. Bureau of Normalization: Brussels, Belgium, 2019.
- Muller, S.; Lesage, P.; Ciroth, A.; Mutel, C.; Weidema, B.P.; Samson, R. The application of the pedigree approach to the distributions foreseen in ecoinvent v3. Int. J. Life Cycle Assess. 2014, 21, 1327–1337. [Google Scholar] [CrossRef]
- Leiden University CML-IA Characterisation Factors—Leiden University. Available online: https://www.universiteitleiden.nl/en/research/research-output/science/cml-ia-characterisation-factors (accessed on 4 December 2022).
- Kohvakka, T. Förnamn Efternamn Glass wool as geopolymer raw material Milling process waste with Mil-Tek IC60 screw mill. Bachelor’s Thesis, Materials Processing Technology, Helsinki, Finland, 2020. [Google Scholar]
- Technical Data Sheet MAXREST. Available online: https://www.drizoro.com/ingles/documentos/Fichas/maxrest.pdf (accessed on 20 December 2022).
- Environmental Product Declaration to Cement Repair Mortar. Available online: https://api.environdec.com/api/v1/EPDLibrary/Files/f53ae826-d94e-4138-a94c-08da599e304a/Data (accessed on 20 December 2022).
- NBN EN 1992-1-1/A1; Eurocode 2: Design of Concrete Structures—Part 1-1: General Rules and Rules for Buildings. Bureau of Normalization: Brussels, Belgium, 2015.
- American Concrete Institute. ACI 318-19: Building Code Requirements for Structural Concrete and Commentary; American Concrete Institute: Farmington Hills, MI, USA, 2019. [Google Scholar]
- Ahmed, M.; El Hadi, K.M.; Hasan, M.A.; Mallick, J.; Ahmed, A. Evaluating the co-relationship between concrete flexural tensile strength and compressive strength. Int. J. Struct. Eng. 2014, 5, 115. [Google Scholar] [CrossRef]
- Ghorbani, S.; Sun, Y.; Mohan, M.K.; Matthys, S. Effect of copper and stainless steel slags on fresh, mechanical and pore structure properties of alkali activated ground granulated blast furnace slag. Case Stud. Constr. Mater. 2023, 18, e01981. [Google Scholar] [CrossRef]
- Omur, T.; Kabay, N.; Miyan, N.; Özkan, H.; Özkan, Ç. The effect of alkaline activators and sand ratio on the physico-mechanical properties of blast furnace slag based mortars. J. Build. Eng. 2022, 58, 104998. [Google Scholar] [CrossRef]
- Sika Monotop 412—Eco. Available online: https://che.sika.com/de/construction/bauwerksschutz-und-sanierung/betonreparatur/reprofiliermoertel/sika-monotop-412eco.html (accessed on 21 April 2022).
- Kumarappa, D.B. Quantification of drying shrinkage in alkali activated slag mortars and validating the efficiency of various shrinkage mitigation methods. In Proceedings of the Transportation Research Board 96th Annual MeetingAt: TRB 96th Annual Meeting Compendium of Papers, Washington, DC, USA, 8–12 January 2017; pp. 1–13. [Google Scholar]
- Živica, V. Effects of type and dosage of alkaline activator and temperature on the properties of alkali-activated slag mixtures. Constr. Build. Mater. 2007, 21, 1463–1469. [Google Scholar] [CrossRef]
- Kumarappa, D.B.; Peethamparan, S.; Ngami, M. Autogenous shrinkage of alkali activated slag mortars: Basic mechanisms and mitigation methods. Cem. Concr. Res. 2018, 109, 1–9. [Google Scholar] [CrossRef]
- Zhao, J.; Li, S. Performance study and environmental evaluation of alkali-activated materials based on waste photovoltaic glass. J. Clean. Prod. 2022, 379, 134576. [Google Scholar] [CrossRef]
- He, J.; Bai, W.; Zheng, W.; He, J.; Sang, G. Influence of hydrated lime on mechanical and shrinkage properties of alkali-activated slag cement. Constr. Build. Mater. 2021, 289, 123201. [Google Scholar] [CrossRef]
- Rezende Schuab, M.; dos Santos, W.J.; Borges, P.H.R. On the development of MK/BFS alkali-activated materials as repair mortars: Performance under free and restrained shrinkage tests. Constr. Build. Mater. 2021, 275, 122109. [Google Scholar] [CrossRef]
- Ducman, V.; Kramar, S.; Šajna, A. Alkali activated repair mortars based on different precursors. In Eco-Efficient Repair and Rehabilitation of Concrete Infrastructures; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar] [CrossRef]
- Komkova, A.; Habert, G. Optimal supply chain networks for waste materials used in alkali-activated concrete fostering circular economy. Resour. Conserv. Recycl. 2023, 193, 106949. [Google Scholar] [CrossRef]
- Aydin, S.; Baradan, B. Effect of activator type and content on properties of alkali-activated slag mortars. Compos. Part B Eng. 2014, 57, 166–172. [Google Scholar] [CrossRef]
- Aydin, S.; Baradan, B. Engineering Properties of Reactive Powder Concrete without Portland Cement. ACI Mater. J. 2013, 110, 619–627. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide (wt.%) | CaO | SiO2 | Al2O3 | SO3 | Fe2O3 | MgO |
|---|---|---|---|---|---|---|
| BFS | 40.9 | 31.1 | 13.7 | 2.3 | 0.4 | 9.2 |
| GW | 24.4 | 58.6 | 13.3 | n.d. | 0.3 | 2.4 |
| Designation | BFS | GW | Water | Hydroxide | Sodium Silicate | Sand 0–1 |
|---|---|---|---|---|---|---|
| [g] | [g] | [g] | [g] | [g] | [g] | |
| Combination of sodium silicate and sodium hydroxide | ||||||
| 1G100 | 0 | 598 | 160.7 | 23.3 | 115 | 1302 |
| 1G75 | 150.2 | 450.7 | 161.5 | 23.4 | 115.5 | 1308.4 |
| 1G50 | 301.9 | 301.9 | 161.5 | 23.5 | 116.1 | 1314.8 |
| 1G25 | 455.1 | 151 | 161.5 | 23.5 | 116.1 | 1314.8 |
| 1G0 | 609.8 | 0 | 163.9 | 23.8 | 117.2 | 1327.8 |
| 1.5G100 | 0 | 607.2 | 115.4 | 12.4 | 175.8 | 1322.1 |
| 1.5G75 | 152.5 | 457.6 | 115.9 | 12.4 | 176.7 | 1328.6 |
| 1.5G50 | 306.6 | 306.6 | 115.9 | 12.5 | 177.6 | 1335.3 |
| 1.5G25 | 459.9 | 153.3 | 115.9 | 12.5 | 177.6 | 1335.5 |
| 1.5G0 | 619.4 | 0 | 117.7 | 12.6 | 179.4 | 1348.7 |
| Combination of sodium silicate and potassium hydroxide | ||||||
| 1G50KOH | 301 | 301 | 168.5 | 31.4 | 94.1 | 1312.4 |
| 1G40KOH | 378 | 252 | 180.6 | 33.6 | 100.8 | 1373.4 |
| Material | Distance (km) | Source |
|---|---|---|
| BFS | 106 | Komkova and Habert (2023) [4] |
| GW | 860 | Estimate |
| Water | 0 | Komkova and Habert (2023) [4] |
| NaOH | 95 | Komkova and Habert (2023) [4] |
| KOH | 95 | Komkova and Habert (2023) [4] |
| Sodium silicate | 112 | Komkova and Habert (2023) [4] |
| Sand | 50 | Komkova and Habert (2023) [4] |
| Unit | GWP (kg CO2 eq.) | Source | |
|---|---|---|---|
| Ground granulated blast furnace slag {RoW} | production | Cut-off, U | kg | 9.7 × 10−2 | Ecoinvent v3.9.1 [41] |
| Glass waste | kg | 2.55 × 10−2 | Estimate |
| Tap water {RER} | market group for | Cut-off, U | kg | 3.07 × 10−4 | Ecoinvent v3.9.1 [41] |
| Sodium hydroxide, chlor-alkali electrolysis, membrane cell {RER} | production | Cut-off, U | kg | 7.33 × 10−1 | Ecoinvent v3.9.1 [41] |
| Sodium hydroxide, chlor-alkali electrolysis, diaphragm cell {RER} | production | Cut-off, U | kg | 8.04 × 10−1 | Ecoinvent v3.9.1 [41] |
| Potassium hydroxide {RER} | production | Cut-off, U | kg | 2.14 | Ecoinvent v3.9.1 [41] |
| Sodium silicate, without water, 45% solid content | kg | 2.27 × 10−1 | Komkova and Habert (2023) [4] |
| Silica sand {DE} | production | Cut-off, U | kg | 2.72 × 10−2 | Ecoinvent v3.9.1 [41] |
| Electricity, medium voltage {RER} | market group for | Cut-off, U | kwh | 3.49 × 10−1 | Ecoinvent v3.9.2 [41] |
| Transport, freight, lorry 16–32 metric ton, EURO6 {RER}| Cut-off, U | kg·km | 1.84 × 10−4 | Ecoinvent v3.9.1 [41] |
| Sealed Conditions | Lab Conditions | |||
|---|---|---|---|---|
| Mix Configurations | s | R2 | S | R2 |
| 1G100 | 0.7 | 0.930 | 0.3 | 0.953 |
| 1G75 | 0.5 | 0.989 | 0.23 | 0.999 |
| 1G50 | 0.25 | 0.999 | 0.22 | 0.999 |
| 1G25 | 0.19 | 0.999 | 0.21 | 0.991 |
| 1G0 | 0.18 | 0.978 | 0.2 | 0.996 |
| 1.5G100 | 0.6 | 0.950 | 0.24 | 0.998 |
| 1.5G75 | 0.5 | 0.994 | 0.24 | 0.970 |
| 1.5G50 | 0.3 | 0.999 | 0.22 | 0.996 |
| 1.5G25 | 0.19 | 0.998 | 0.21 | 0.999 |
| 1.5G0 | 0.18 | 0.999 | 0.2 | 0.998 |
| Designation | N/mm2 | St. Dev | % of the Substrate’s Tensile Strength | Failure Aspect |
|---|---|---|---|---|
| 1G50 | 2.3 | 0.7 | 63% | In mortar 90% and on the interface between mortar and concrete 10% |
| 1.5G50 | 2.0 | 0.2 | 54% | In mortar 100% |
| 1G50KOH | 1.9 | 0.1 | 52% | In mortar 100% |
| 1G40KOH | 1.8 | 0.1 | 49% | In mortar 100% |
| CEM-RM [44] | 2.3 | Not tested | Not tested | Not tested |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krajnović, I.; Komkova, A.; Barragán, B.; Tardy, G.; Bos, L.; Matthys, S. Explorative Study into Alkali-Activated Repair Mortars Using Blast Furnace Slag and Glass Waste. Sustainability 2024, 16, 764. https://doi.org/10.3390/su16020764
Krajnović I, Komkova A, Barragán B, Tardy G, Bos L, Matthys S. Explorative Study into Alkali-Activated Repair Mortars Using Blast Furnace Slag and Glass Waste. Sustainability. 2024; 16(2):764. https://doi.org/10.3390/su16020764
Chicago/Turabian StyleKrajnović, Ivana, Anastasija Komkova, Bryan Barragán, Gérard Tardy, Léo Bos, and Stijn Matthys. 2024. "Explorative Study into Alkali-Activated Repair Mortars Using Blast Furnace Slag and Glass Waste" Sustainability 16, no. 2: 764. https://doi.org/10.3390/su16020764