
The Analysis of Energy Distribution Characteristics of Molten Pool in Welding of Aluminum Alloy with Oscillating Laser

Abstract
:1. Introduction
2. Experimental Methods
2.1. Equipmental Set-Up
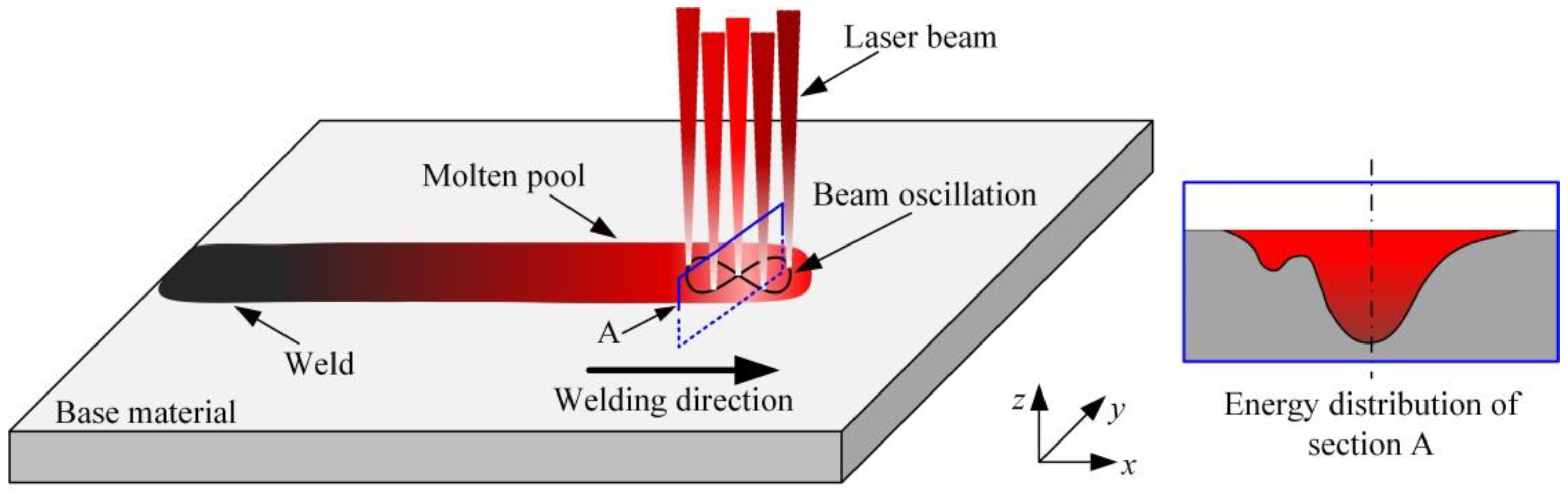
2.2. “∞” Shaped Oscillating Laser Welding
2.3. Data Acquisition
3. Numerical Modeling
3.1. Energy Distribution
3.2. Numerical Calculation
4. Results and Discussion
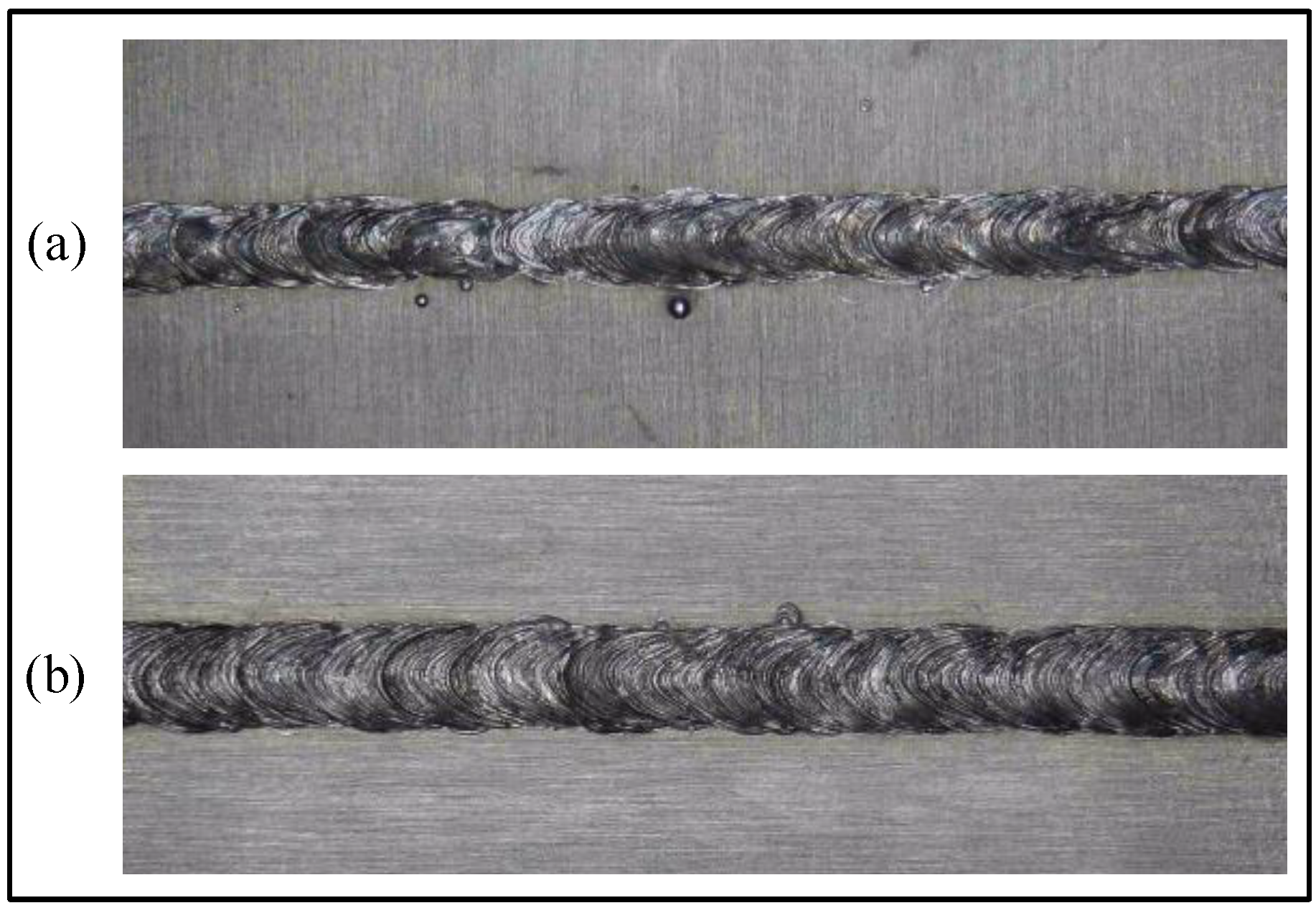
4.1. The Weld Forming Quality from Non-Oscillating Welding and Oscillating Welding
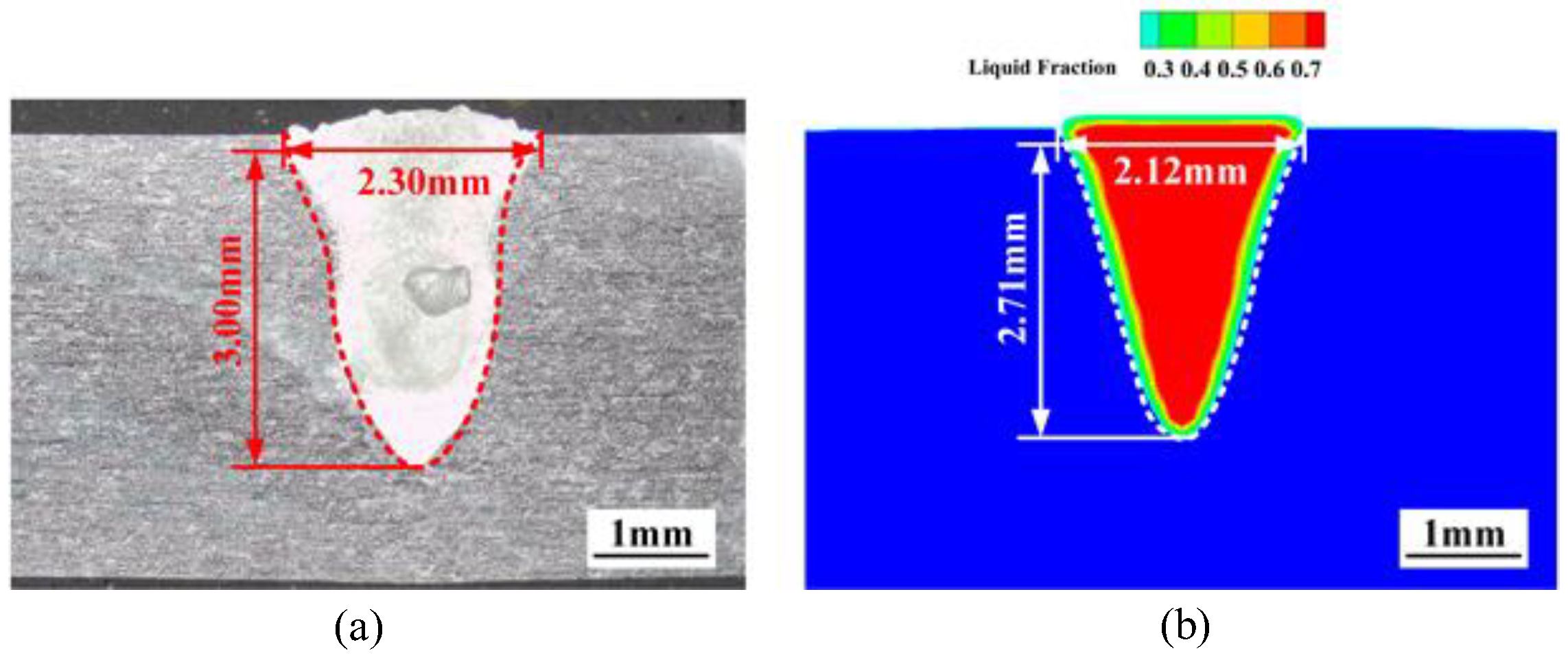
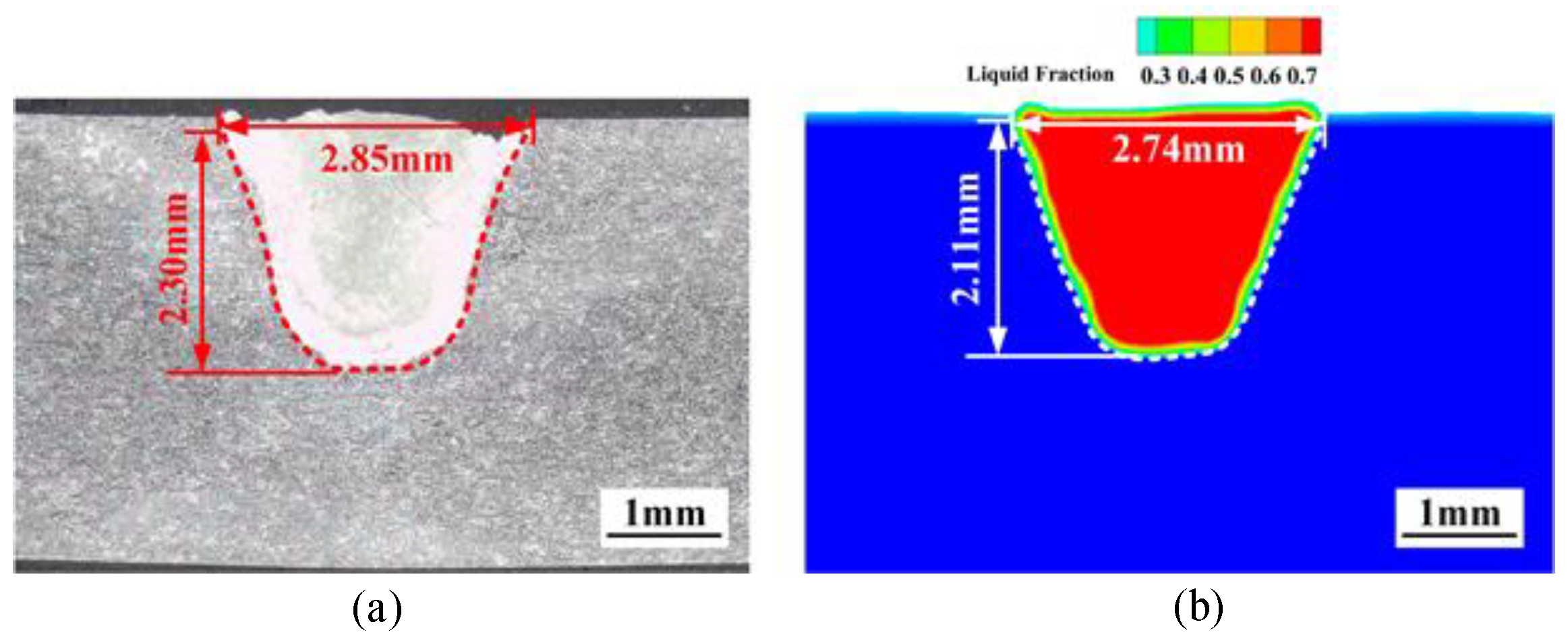
4.2. The Numerical Model Validation
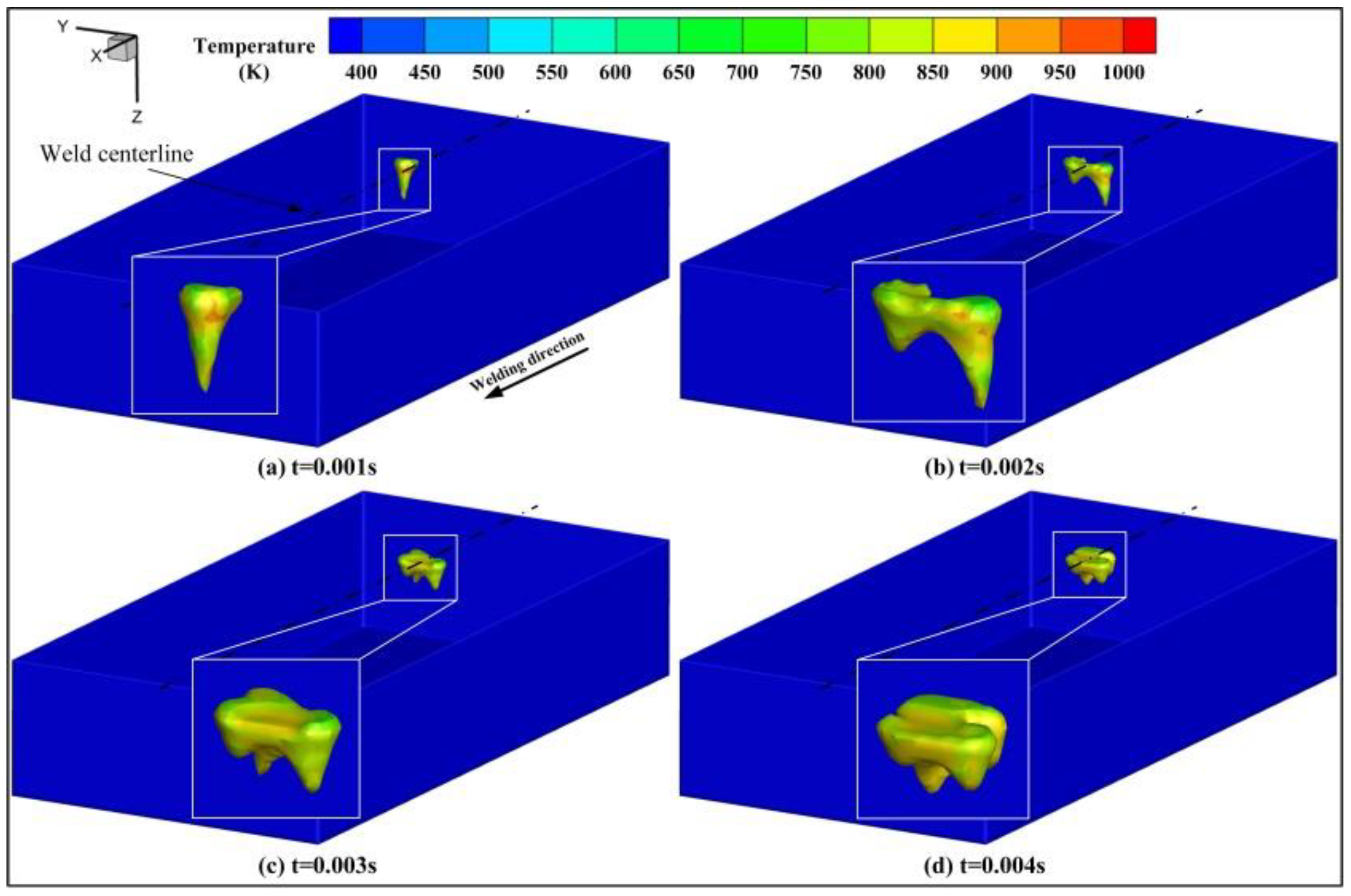
4.3. The Weld Forming Process under Oscillating Welding
4.4. The Comparison of the Energy, Temperature Field and Flow Field Distribution under Non-Oscillating and Oscillating Welding Conditions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Siao, Y.-H.; Wen, C.-D. Influence of process parameters on heat transfer of molten pool for selective laser melting. Comput. Mater. Sci. 2021, 193, 110388. [Google Scholar] [CrossRef]
- Wu, J.; Ren, S.; Zhang, Y.; Cao, Y.; Zhang, D.; Yin, C. Influence of spatial laser beam profiles on thermal-fluid transport during laser-based directed energy deposition. Virtual Phys. Prototyp. 2021, 16, 444–459. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Laser cladding assisted with an induction heater (LCAIH) of Ni–60% WC coating. J. Mater. Process. Technol. 2015, 222, 244–258. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.; Zhang, W.; Li, C.; Qiu, C.; Ding, J.; Lu, H.; Zhang, K. Study of spatter net forming mechanism and penetration mode under flexible ring mode laser welding. J. Mater. Res. Technol. 2023, 24, 2213–2225. [Google Scholar] [CrossRef]
- Chen, J.; Wei, Y.; Zhan, X.; Gao, Q.; Zhang, D.; Gao, X. Influence of magnetic field orientation on molten pool dynamics during magnet-assisted laser butt welding of thick aluminum alloy plates. Opt. Laser Technol. 2018, 104, 148–158. [Google Scholar] [CrossRef]
- Zhang, R.; Tang, X.; Xu, L.; Lu, F.; Cui, H. Study of molten pool dynamics and porosity formation mechanism in full penetration fiber laser welding of Al-alloy. Int. J. Heat Mass Transf. 2020, 148, 119089. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.P.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.; Gao, M. Effects of circular oscillating beam on heat transfer and melt flow of laser melting pool. J. Mater. Res. Technol. 2020, 9, 9271–9282. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Wang, L.; Gao, M.; Zhang, C.; Zeng, X. Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater. Des. 2016, 108, 707–717. [Google Scholar] [CrossRef]
- Ai, Y.; Cheng, J.; Yu, L.; Lei, C.; Yuan, P. Numerical investigation of weld bead porosity reduction in the oscillating laser T-joint welding of aluminum alloy. J. Laser Appl. 2022, 34, 012029. [Google Scholar] [CrossRef]
- Ai, Y.; Yu, L.; Huang, Y.; Liu, X. The investigation of molten pool dynamic behaviors during the “∞” shaped oscillating laser welding of aluminum alloy. Int. J. Therm. Sci. 2022, 173, 107350. [Google Scholar] [CrossRef]
- Shi, L.; Jiang, L.; Gao, M. Numerical research on melt pool dynamics of oscillating laser-arc hybrid welding. Int. J. Heat Mass Transf. 2022, 185, 122421. [Google Scholar] [CrossRef]
- Jiang, Z.; Chen, X.; Li, H.; Lei, Z.; Chen, Y.; Wu, S.; Wang, Y. Grain refinement and laser energy distribution during laser oscillating welding of Invar alloy. Mater. Des. 2020, 186, 108195. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, Y.; Zhou, X.; Zhan, X. Effect of droplet transition on the dynamic behavior of the keyhole during 6061 aluminum alloy laser-MIG hybrid welding. Int. J. Adv. Manuf. Technol. 2022, 119, 897–909. [Google Scholar] [CrossRef]
- Zhao, J.; Wang, J.; Kang, X.; Wang, X.; Zhan, X. Effect of beam oscillation and oscillating frequency induced heat accumulation on microstructure and mechanical property in laser welding of Invar alloy. Opt. Laser Technol. 2023, 158, 108831. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Lei, Z.; Zhang, W.; Chen, H. A study on the flow behavior and bubble evolution of circular oscillating laser welding of SUS301L-HT stainless steel. Int. J. Heat Mass Transf. 2023, 202, 123726. [Google Scholar] [CrossRef]
- Chen, G.; Wang, B.; Mao, S.; Zhong, P.; He, J. Research on the “∞”-shaped laser scanning welding process for aluminum alloy. Opt. Laser Technol. 2019, 115, 32–41. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.P.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Liu, T.; Mu, Z.; Hu, R.; Pang, S. Sinusoidal oscillating laser welding of 7075 aluminum alloy: Hydrodynamics, porosity formation and optimization. Int. J. Heat Mass Transf. 2019, 140, 346–358. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Mi, G.; Zhang, X. Effects of laser oscillating frequency on energy distribution, molten pool morphology and grain structure of AA6061/AA5182 aluminum alloys lap welding. J. Mater. Res. Technol. 2021, 15, 3133–3148. [Google Scholar] [CrossRef]
- Mahrle, A.; Beyer, E. Modeling and simulation of the energy deposition in laser beam welding with oscillatory beam deflection. International Congress on Applications of Lasers & Electro-Optics. Laser Inst. Am. 2007, 1, 1805. [Google Scholar] [CrossRef]
- Cho, W.-I.; Na, S.-J.; Thomy, C.; Vollertsen, F. Numerical simulation of molten pool dynamics in high power disk laser welding. J. Mater. Process. Technol. 2012, 212, 262–275. [Google Scholar] [CrossRef]
- Gao, X.S.; Wu, C.S.; Goecke, S.F.; Kügler, H. Numerical simulation of temperature field, fluid flow and weld bead formation in oscillating single mode laser-GMA hybrid welding. J. Mater. Process. Technol. 2017, 242, 147–159. [Google Scholar] [CrossRef]
- He, S.; Chen, S.; Zhao, Y.; Qi, N.; Zhan, X. Study on the intelligent model database modeling the laser welding for aerospace aluminum alloy. J. Manuf. Process. 2021, 63, 121–129. [Google Scholar] [CrossRef]
- Cho, J.; Farson, D.F.; Hollis, K.J.; Milewski, J.O. Numerical analysis of weld pool oscillation in laser welding. J. Mech. Sci. Technol. 2015, 29, 1715–1722. [Google Scholar] [CrossRef]
- Xu, B.; Jiang, P.; Wang, Y.; Zhao, J.; Geng, S. Multi-physics simulation of wobbling laser melting injection of aluminum alloy with SiC particles: SiC particles gradient distribution in fusion zone. Int. J. Heat Mass Transf. 2022, 182, 121960. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|
| 0.56 | 0.70 | 0.30 | 0.89 | 0.93 | 0.25 | 0.15 | 0.04 | Bal. |
| Case | Oscillating Shape | Laser Power (kW) | Welding Speed (m/min) | Oscillating Frequency (Hz) | Oscillating Amplitude (mm) |
|---|---|---|---|---|---|
| 1 | Non-oscillating | 2.0 | 3.0 | — | — |
| 2 | “∞” shaped oscillating | 2.0 | 3.0 | 200 | 1.2 |
| Thermophysical Parameters | Symbol | Value | Unit |
|---|---|---|---|
| Density | 2630 | kg/m3 | |
| Thermal expansion coefficient | 2.8 × 10−5 | 1/K | |
| Thermal conductivity (solid state) | 235 | W/(m∙K) | |
| Thermal conductivity (liquid state) | 90 | W/(m∙K) | |
| Temperature of solid phase line | 858.13 | K | |
| Temperature of liquid phase line | 923.15 | K | |
| Latent heat of fusion | hsl | 3.87 × 105 | J/kg |
| Convective heat transfer coefficient | hA | 20 | W/m2∙K4 |
| Temperature coefficient of surface tension | −1.3 × 10−4 | N/(m∙K) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ai, Y.; Yan, Y.; Yu, L.; Cheng, J. The Analysis of Energy Distribution Characteristics of Molten Pool in Welding of Aluminum Alloy with Oscillating Laser. Sustainability 2023, 15, 6868. https://doi.org/10.3390/su15086868
Ai Y, Yan Y, Yu L, Cheng J. The Analysis of Energy Distribution Characteristics of Molten Pool in Welding of Aluminum Alloy with Oscillating Laser. Sustainability. 2023; 15(8):6868. https://doi.org/10.3390/su15086868
Chicago/Turabian StyleAi, Yuewei, Yachao Yan, Long Yu, and Jian Cheng. 2023. "The Analysis of Energy Distribution Characteristics of Molten Pool in Welding of Aluminum Alloy with Oscillating Laser" Sustainability 15, no. 8: 6868. https://doi.org/10.3390/su15086868