
Effect of Humic Acid Binder on the Preparation of Oxidized Pellets from Vanadium-Bearing Titanomagnetite Concentrate

Abstract
:1. Introduction
2. Experimental Materials and Method
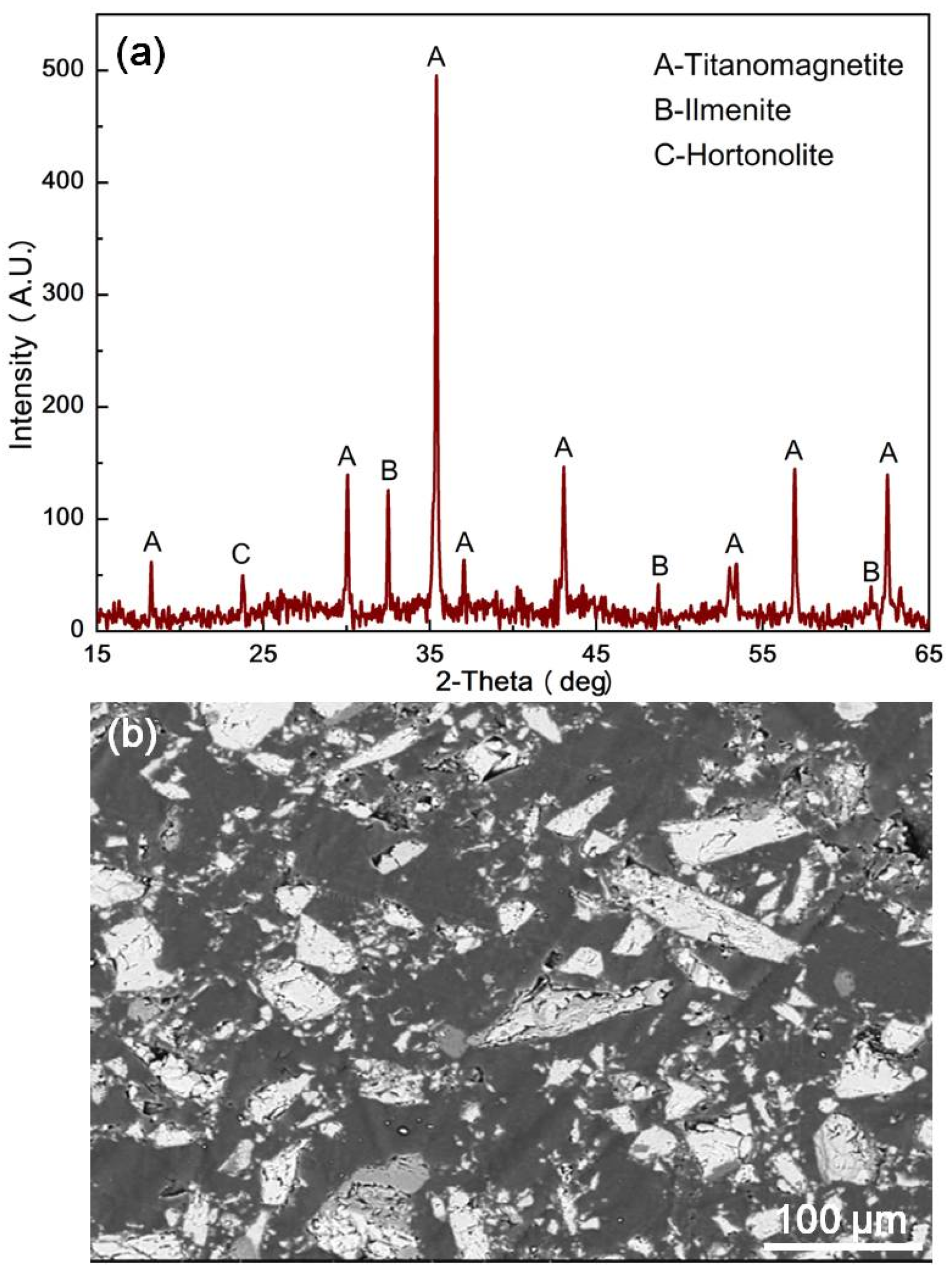
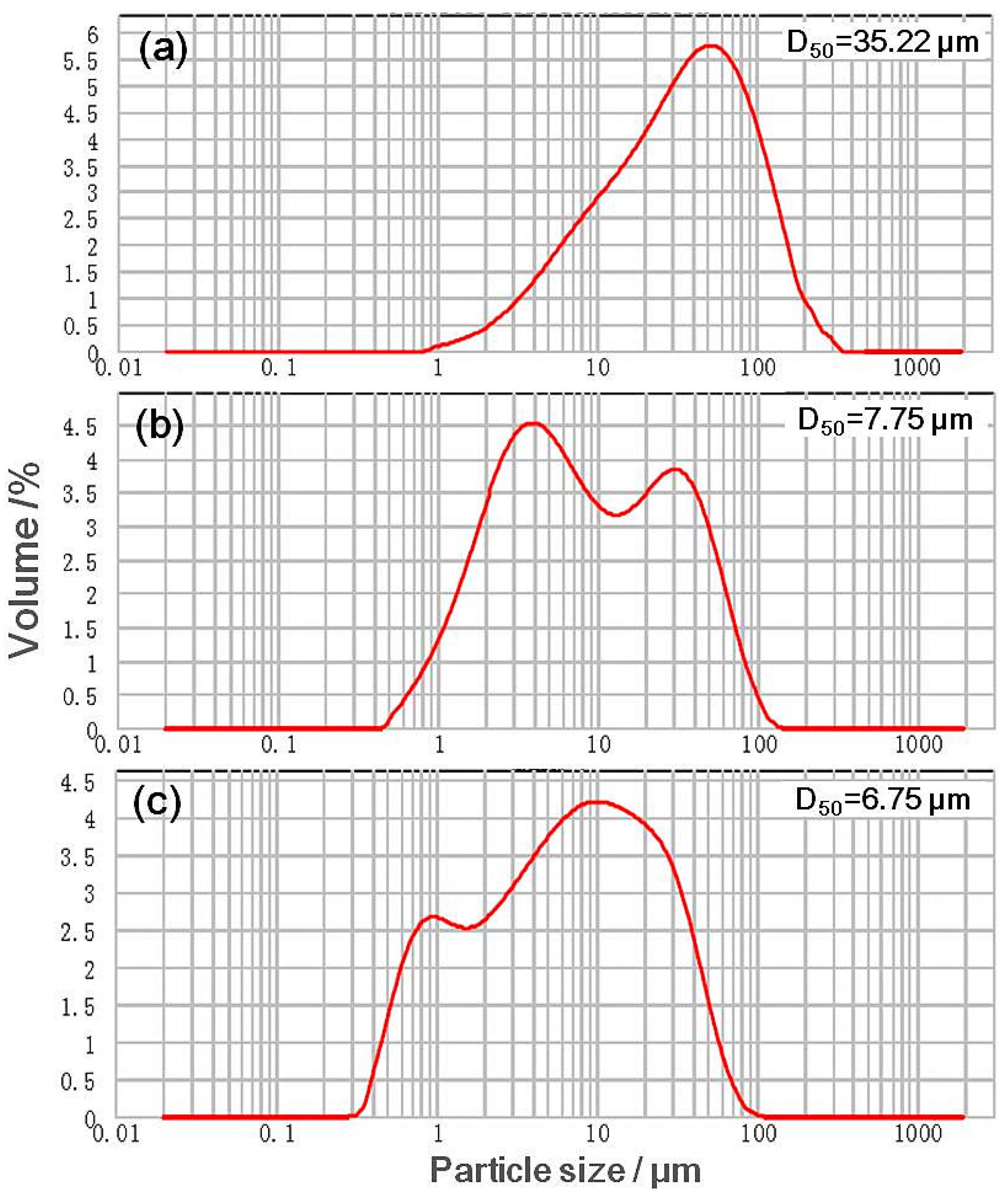
2.1. Materials
2.2. Method
3. Results and Discussion
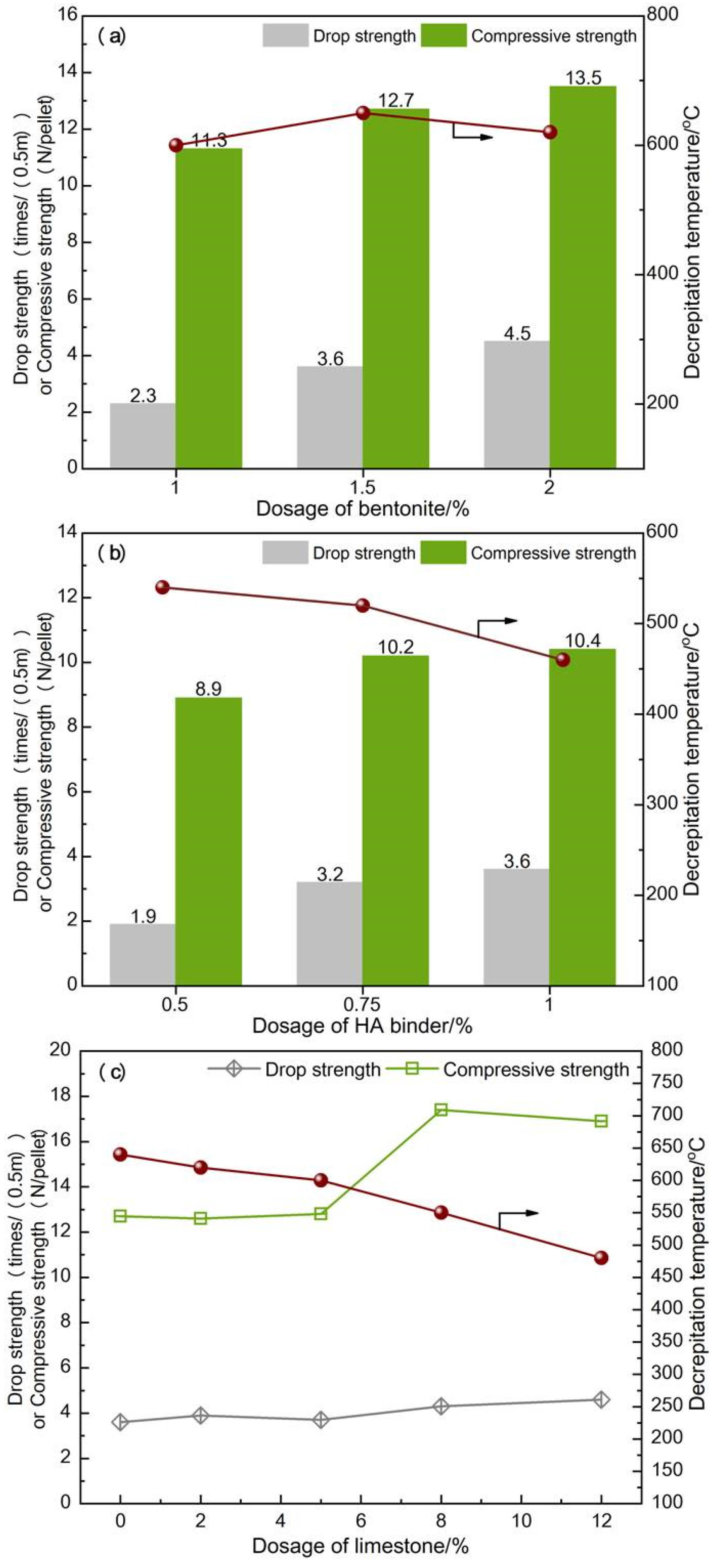
3.1. Effect of HA Binder on Balling Characteristic
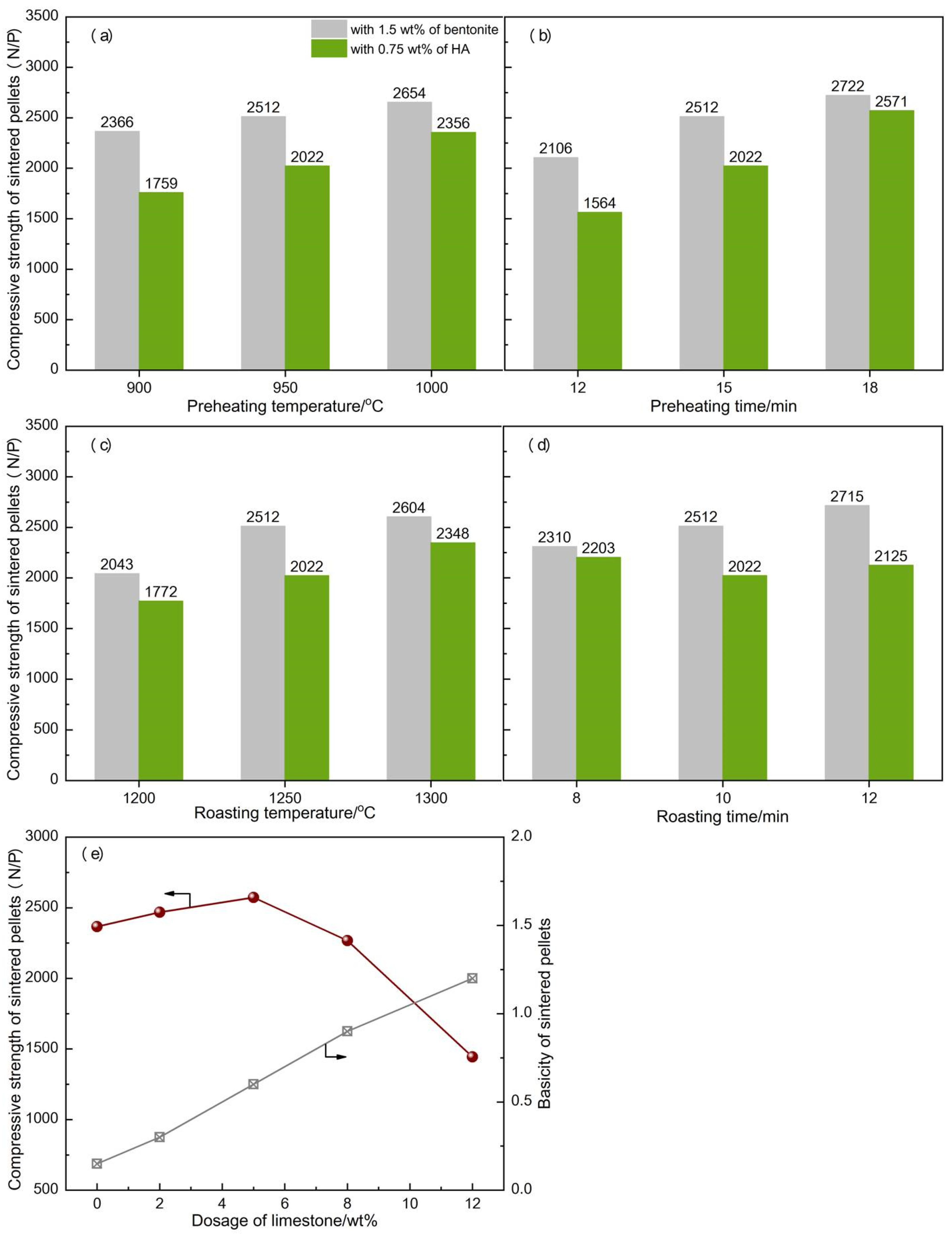
3.2. Effect of HA Binder on Sintering Characteristic
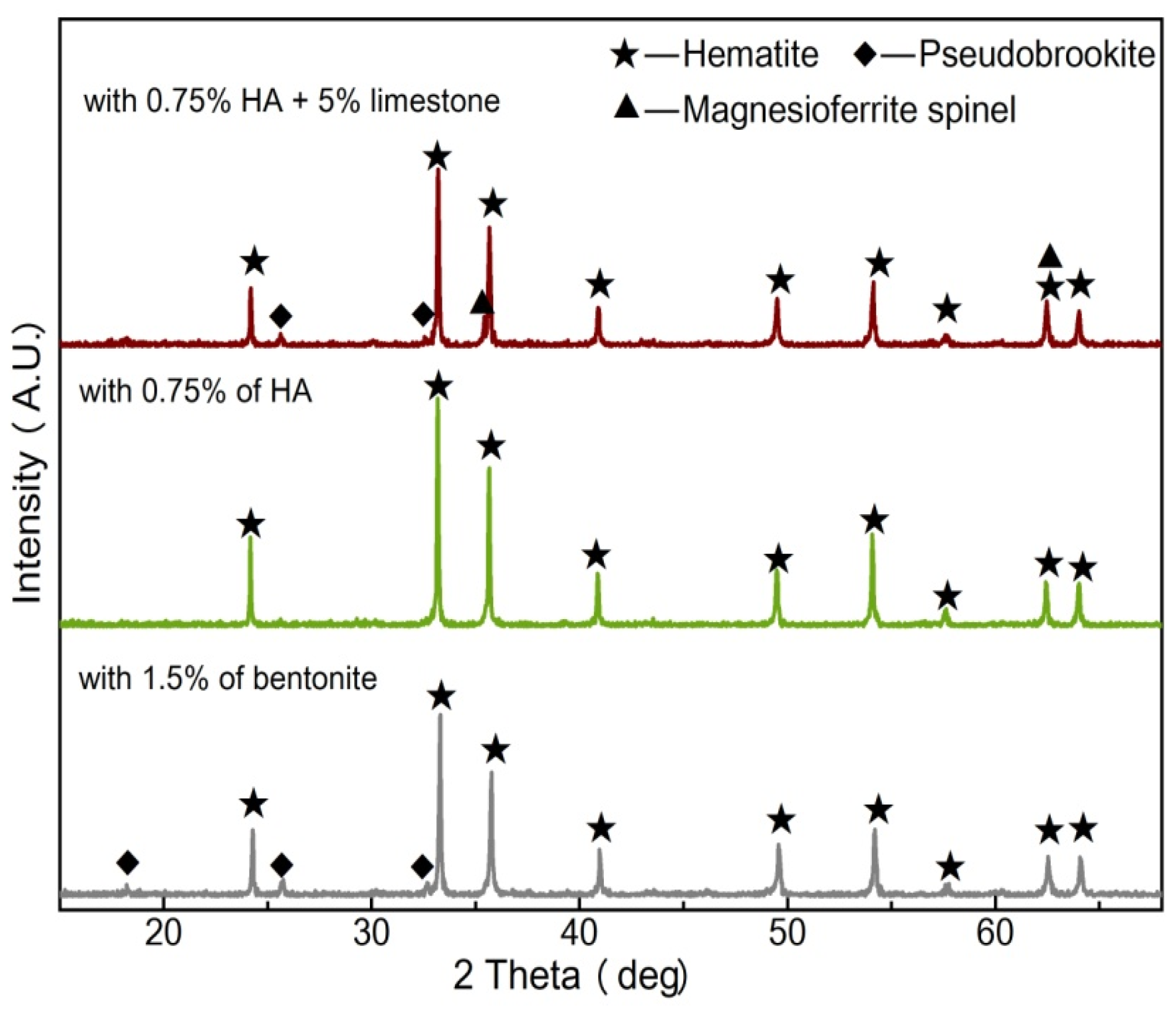
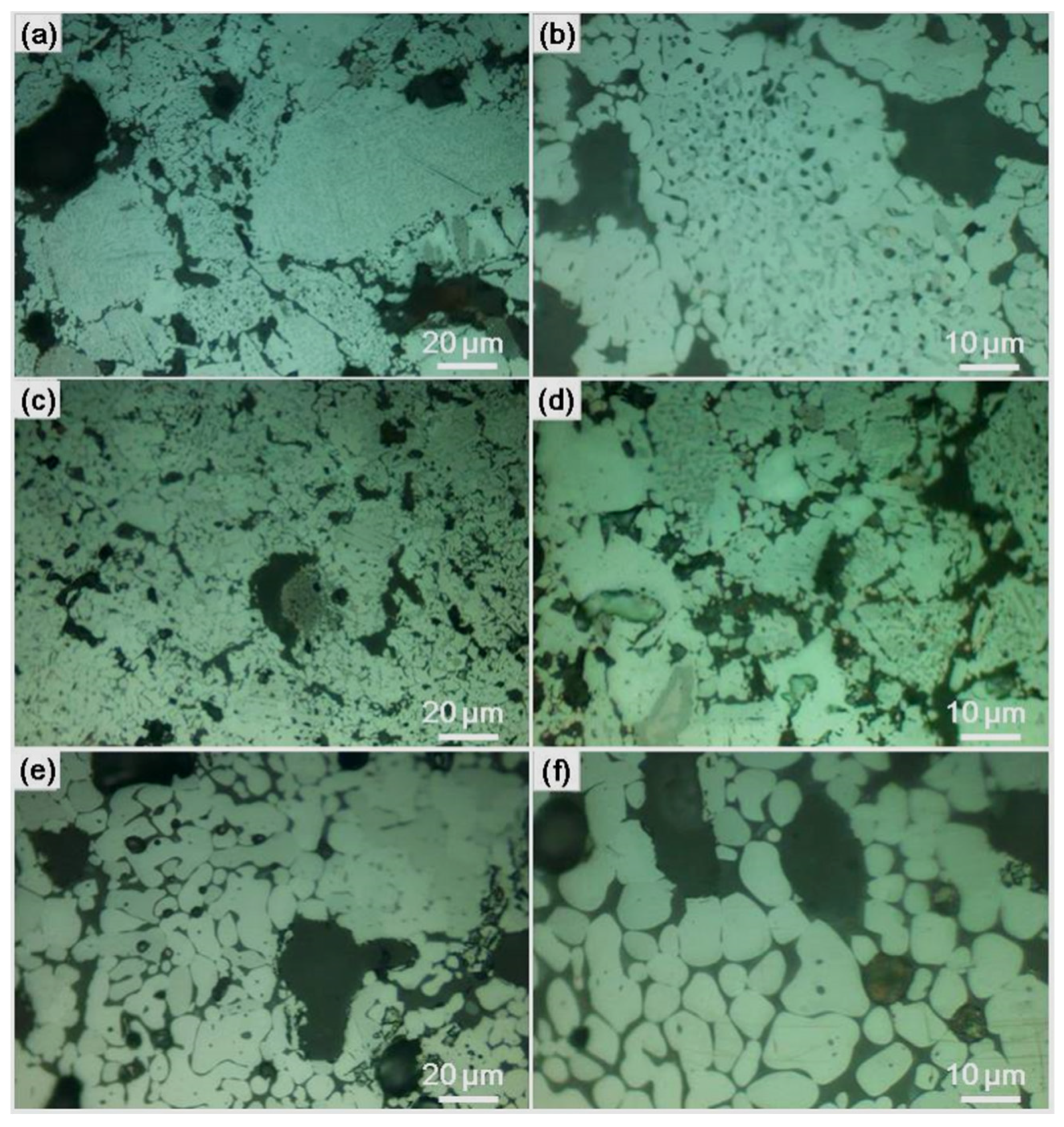
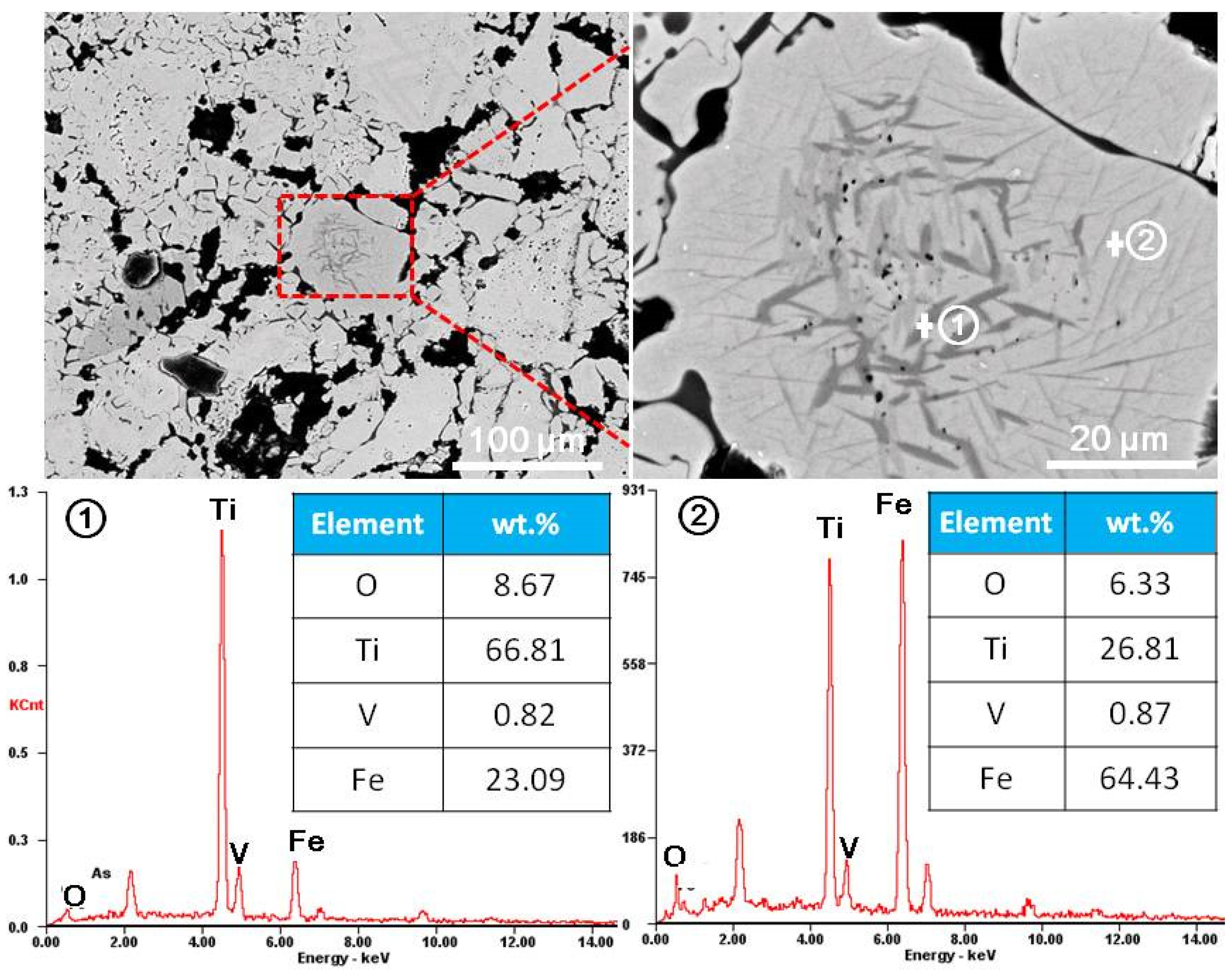
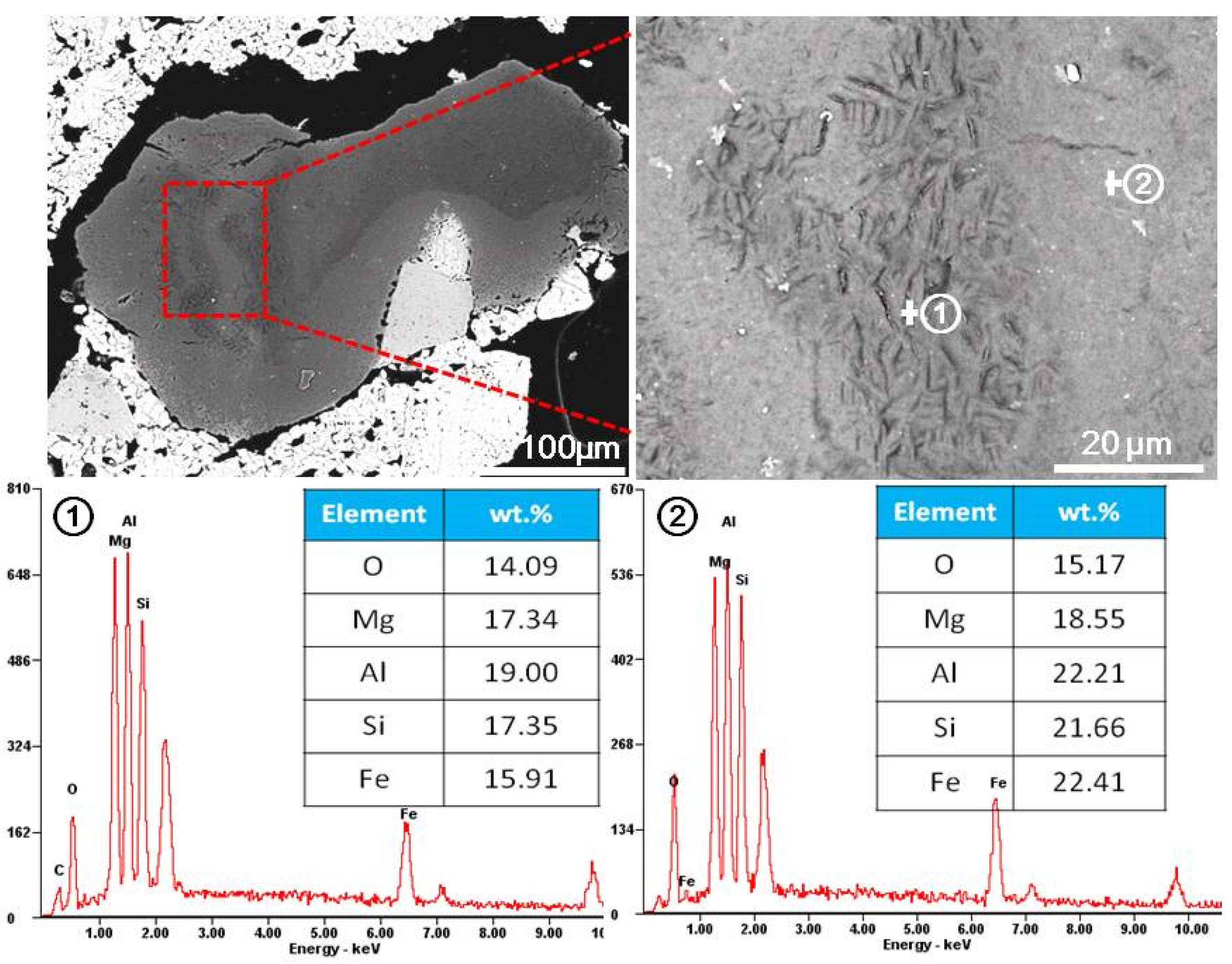
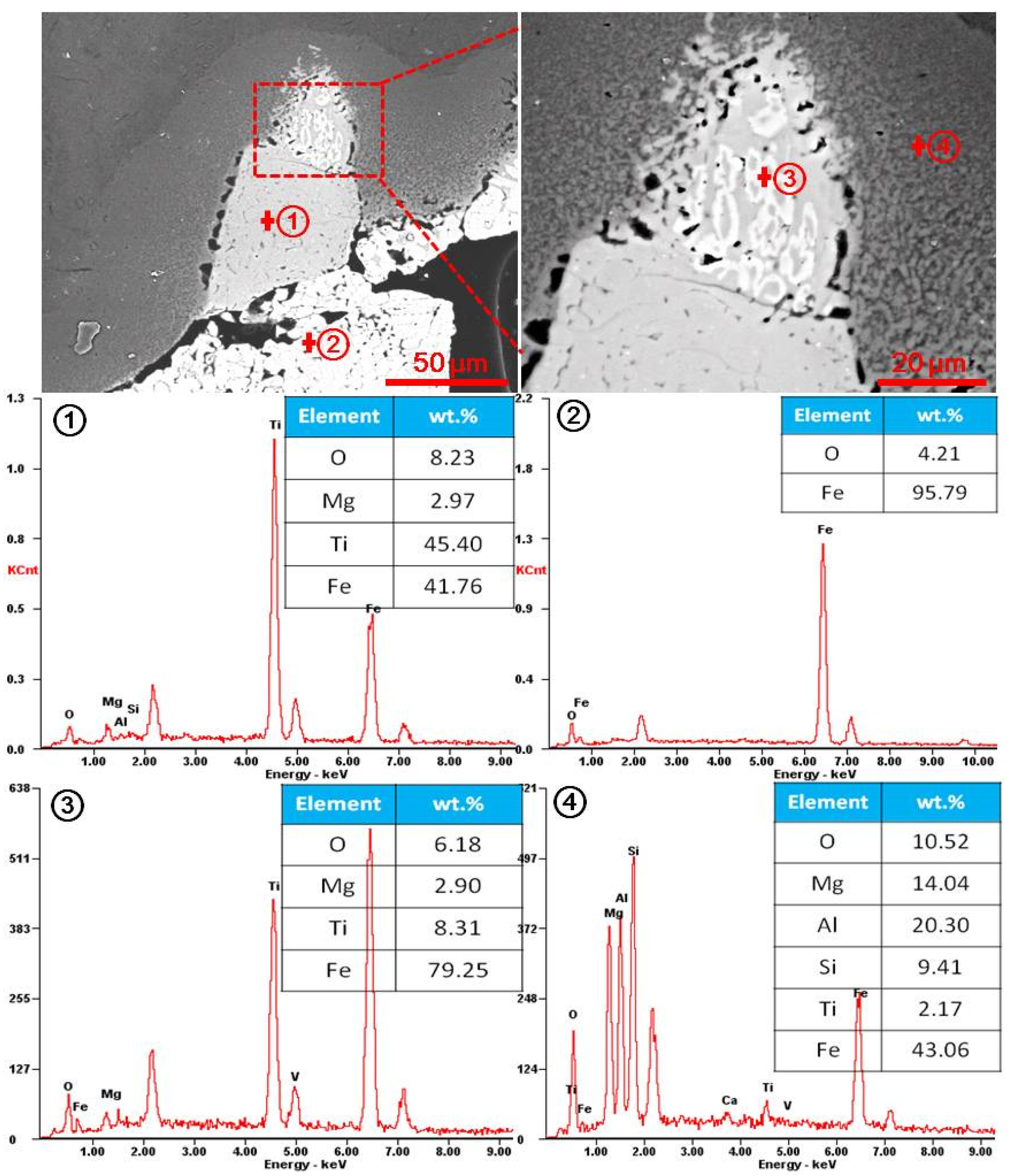
3.3. Effect of HA Binder on the Phase Structure of Sintered Pellets
4. Conclusions
- (1)
- Qualified oxidized pellets with compressive strength higher than 2000 N/P can be prepared by VTM concentrate with 0.75% of HA binder. The dosage of the binder can be reduced by 50% when HA is used instead of bentonite. The compressive strength of HA pellets can be further improved to higher than 2500 N/P when 5% of limestone is blended in;
- (2)
- For the sintered pellets with HA binder, fine hematite grains crystallize, with more pores embed in. However, 5% of limestone blending drives the fine hematite grains to evolve to a plump interlocking state. The formation of pseudobrookite and magnesioferrite spinel phase during sintering treatment could hinder the crystallization of hematite grains, and cause strength decline in the final pellets.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, H.T.; Zhao, W.; Chu, M.S.; Feng, C.; Liu, Z.G.; Tang, J. Current status and development trends of innovative blast furnace ironmaking technologies aimed to environmental harmony and operation intellectualization. J. Iron Steel Res. Int. 2017, 24, 751–769. [Google Scholar] [CrossRef]
- Wang, Y.J.; Zuo, H.B.; Zhao, J. Recent progress and development of ironmaking in China as of 2019: An overview. Ironmak. Steelmak. 2020, 47, 640–649. [Google Scholar] [CrossRef]
- “China’s Pellet Production Will Reach 230 Million Tons in 2022” (Zhonglian Steel United Steel Network, 2022). Available online: https://www.zgltw.cn/m/view.php?aid=40012 (accessed on 26 January 2023).
- Kawatra, S.K.; Claremboux, V. Iron Ore Pelletization: Part II. Inorganic Binders. Miner. Process. Extr. Metall. Rev. 2022, 43, 813–832. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Shalabi, M.E.H.; El-Hussiny, N.A.; Khedr, M.H.; Mostafa, F. The role of normal and activated bentonite on the pelletization of barite iron ore concentrate and the quality of pellets. Powder Technol. 2003, 130, 277–282. [Google Scholar] [CrossRef]
- Wang, C.; Xu, C.Y.; Liu, Z.J.; Wang, Y.Z.; Wang, R.R.; Ma, L.M. Effect of organic binders on the activation and properties of indurated magnetite pellets. Int. J. Min. Met. Mater. 2021, 28, 1145–1152. [Google Scholar] [CrossRef]
- Zhou, J.A.; Wang, J.; Wang, B.; Ding, B.; Dang, Y.C.; Li, Y.J. The bonding mechanism and effects of sodium ligninsulfonate (SL) in iron ore pelletization. Metall. Res. Technol. 2022, 119, 303. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Claremboux, V. Iron Ore Pelletization: Part I. Fundamentals. Miner. Process. Extr. Metall. Rev. 2022, 43, 529–544. [Google Scholar] [CrossRef]
- Alsaqoor, S.; Borowski, G.; Alahmer, A.; Beithou, N. Using of Adhesives and Binders for Agglomeration of Particle Waste Resources. Adv. Sci. Technol. Res. 2022, 16, 124–135. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Zhang, Y.B.; Li, P.; Li, G.H.; Jiang, T. Comparative study on the adsorption interactions of humic acid onto natural magnetite, hematite and quartz: Effect of initial HA concentration. Powder Technol. 2014, 251, 1–8. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Zhang, Y.B.; Li, G.H.; Wu, Y.D.; Jiang, T. A further study on adsorption interaction of humic acid on natural magnetite, hematite and quartz in iron ore pelletizing process: Effect of the solution pH value. Powder Technol. 2015, 271, 155–166. [Google Scholar] [CrossRef]
- Han, G.H.; Huang, Y.F.; Li, G.H.; Zhang, Y.B.; Jiang, T. Detailed Adsorption Studies of Active Humic Acid Fraction of a New Binder on Iron Ore Particles. Miner. Process. Extr. Metall. Rev. 2014, 35, 1–14. [Google Scholar] [CrossRef]
- Li, W.; Fu, G.Q.; Chu, M.S.; Zhu, M.Y. Investigation of the oxidation induration mechanism of Hongge vanadium titanomagnetite pellets with different Al2O3 additions. Powder Technol. 2020, 360, 555–561. [Google Scholar] [CrossRef]
- Fu, G.Q.; Li, W.; Chu, M.S.; Zhu, M.Y. Influence Mechanism of SiO2 on the Oxidation Behavior and Induration Process of Hongge Vanadium Titanomagnetite Pellets. Metall. Mater. Trans. B 2020, 51, 114–123. [Google Scholar] [CrossRef]
- Fu, J.Y.; Jiang, T.; Zhu, D.Q. Sintering and Pelletizing; Central South University Press: Changsha, China, 1996; pp. 160–165. [Google Scholar]
- Shi, Y.; Zhu, D.Q.; Pan, J.; Guo, Z.Q.; Lu, S.H.; Xu, M.J. Improving hydrogen-rich gas-based shaft furnace direct reduction of fired hematite pellets by modifying basicity. Powder Technol. 2022, 408, 117782. [Google Scholar] [CrossRef]
- Huang, Z.C.; Yi, L.Y.; Jiang, T. Mechanisms of strength decrease in the initial reduction of iron ore oxide pellets. Powder Technol. 2012, 221, 284–291. [Google Scholar] [CrossRef]
- Yi, L.Y.; Huang, Z.C.; Jiang, T.; Zhong, R.H.; Liang, Z.K. Iron ore pellet disintegration mechanism in simulated shaft furnace conditions. Powder Technol. 2017, 317, 89–94. [Google Scholar] [CrossRef] [Green Version]
- Park, T.J.; Choi, J.S.; Min, D.J. In Situ Observation of Crystallization in CaO-Fe2O3 System with Different Cooling Rates and Chemical Compositions Using Confocal Laser Scanning Microscope. Metall. Mater. Trans. B 2018, 49, 2174–2181. [Google Scholar] [CrossRef]
- Xiao, Y.Y.; Zhu, K.; Ye, S.X.; Xie, Z.Y.; Zhang, Y.W.; Lu, X.G. Hydrogen on softening-melting and slag forming behavior under the operation of blast furnace with iron coke charging. Int. J. Hydrogen Energy 2022, 47, 31129–31139. [Google Scholar] [CrossRef]
- Gan, M.; Sun, Y.F.; Fan, X.H.; Ji, Z.Y.; Lv, W.; Chen, X.L.; Jiang, T. Preparing high-quality vanadium titano-magnetite pellets for large-scale blast furnaces as ironmaking burden. Ironmak. Steelmak. 2020, 47, 130–137. [Google Scholar] [CrossRef]
- Sui, Y.L.; Guo, Y.F.; Jiang, T.; Qiu, G.Z. Separation and recovery of iron and titanium from oxidized vanadium titano-magnetite by gas-based reduction roasting and magnetic separation. J. Mater. Res. Technol. 2019, 8, 3036–3043. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Chun, T.J.; Pan, J.; Zhang, J.L. Influence of basicity and MgO content on metallurgical performances of Brazilian specularite pellets. Int. J. Miner. Process. 2013, 125, 51–60. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Fe Total | FeO | TiO2 | V2O5 | SiO2 | CaO | MgO | Al2O3 | K2O | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|
| VTM | 55.45 | 32.36 | 11.17 | 0.61 | 4.39 | 0.75 | 3.16 | 3.05 | 0.02 | 0.11 | −1.33 |
| Bentonite | - | - | - | - | 59.66 | 4.60 | 3.40 | 12.43 | 0.94 | 2.68 | 14.08 |
| Limestone | - | - | - | - | 2.35 | 49.92 | 2.21 | 0.37 | 0.11 | 0.05 | 42.77 |
| Component | Moisture | Volatiles | Ash | Fixed Carbon | Chemical Composition of Ash | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fe2O3 | SiO2 | CaO | MgO | Al2O3 | Na2O | |||||
| Mass/wt% | 15.62 | 18.21 | 39.51 | 26.66 | 5.86 | 56.90 | 0.58 | 0.70 | 24.69 | 6.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Zhang, Y.; Zhang, X.; Meng, F.; Cao, P.; Yi, L. Effect of Humic Acid Binder on the Preparation of Oxidized Pellets from Vanadium-Bearing Titanomagnetite Concentrate. Sustainability 2023, 15, 6454. https://doi.org/10.3390/su15086454
Li G, Zhang Y, Zhang X, Meng F, Cao P, Yi L. Effect of Humic Acid Binder on the Preparation of Oxidized Pellets from Vanadium-Bearing Titanomagnetite Concentrate. Sustainability. 2023; 15(8):6454. https://doi.org/10.3390/su15086454
Chicago/Turabian StyleLi, Guanghui, Yongkang Zhang, Xin Zhang, Feiyu Meng, Pengxu Cao, and Lingyun Yi. 2023. "Effect of Humic Acid Binder on the Preparation of Oxidized Pellets from Vanadium-Bearing Titanomagnetite Concentrate" Sustainability 15, no. 8: 6454. https://doi.org/10.3390/su15086454