

A Review on the Application of 3D Printing Technology in Pavement Maintenance


Abstract
:1. Introduction
2. Development of 3D Printing Technology
2.1. Principle of 3D Printing Technology
2.2. Type and Material of 3D Printing Technology
2.3. Equipment of 3D Printing Technology
3. Advantages of 3D Printing Technology in Pavement Maintenance
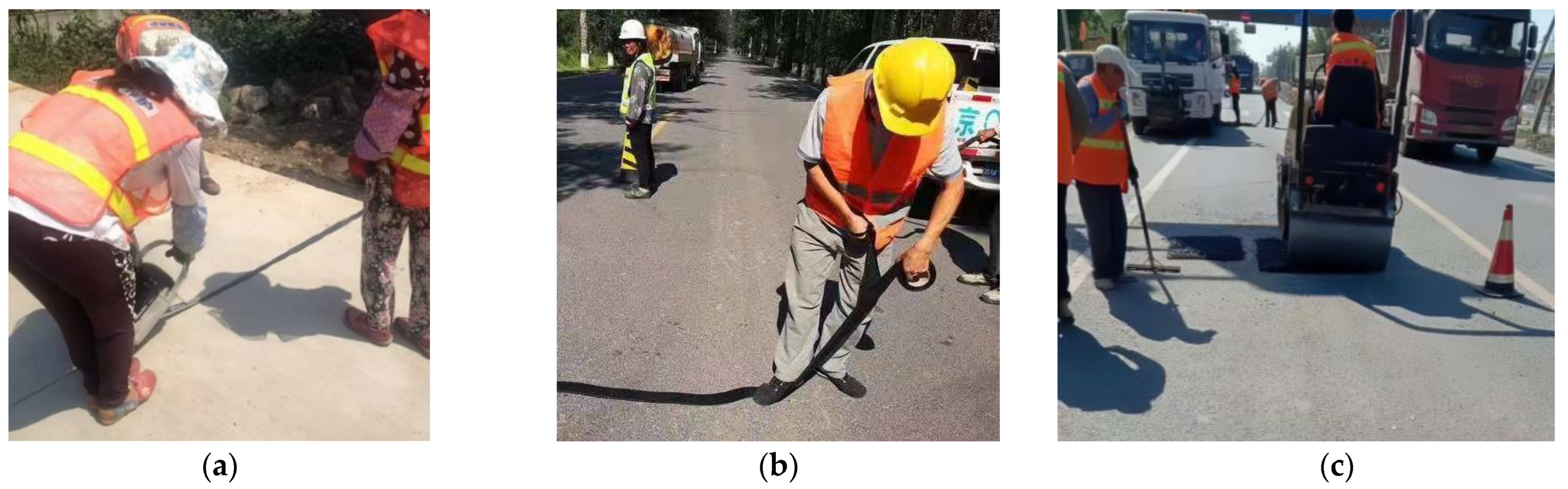
3.1. Traditional Repair Methods of Cracks and Potholes
3.2. Differences between 3D Printing Technology and Traditional Methods in Pavement Maintenance
4. 3D Printing Technology in Pavement Maintenance
4.1. Asphalt as 3D Printing Material
4.2. Types of 3D Asphalt Printing Technology
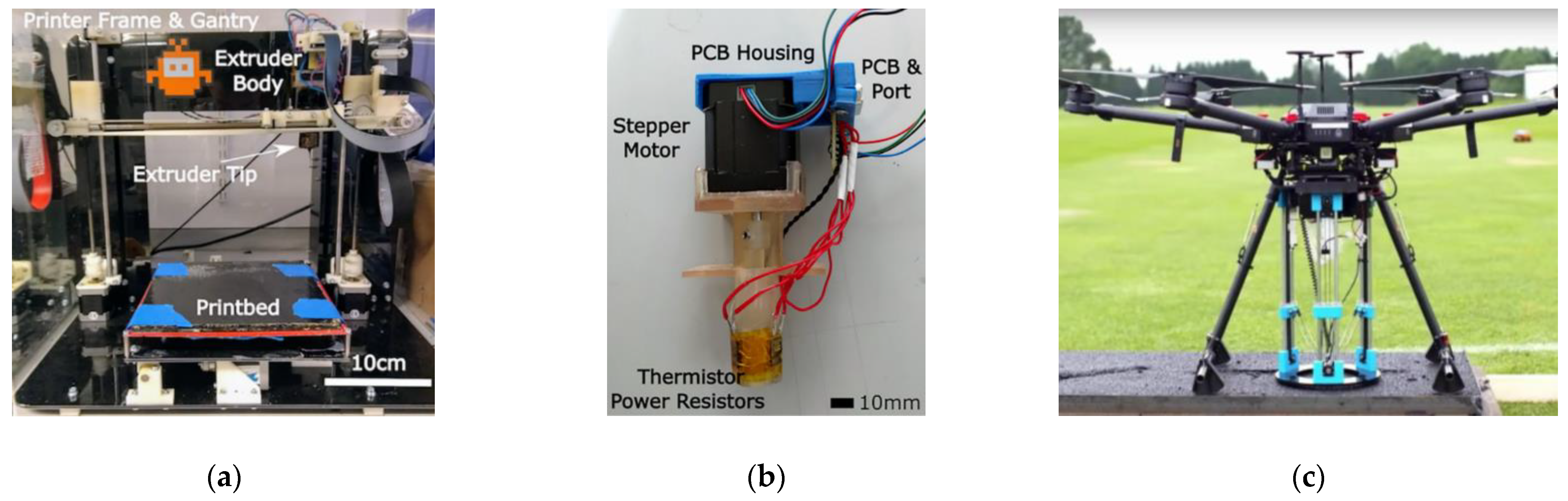
4.3. Equipment of 3D Asphalt Printing Technology
5. Conclusions
- (1)
- The implementation of 3D printing technology in the maintenance engineering of cracks and shallow potholes has the potential to significantly improve automation, precision, and standardization in the field. This can result in a reduced risk for workers during construction, a decrease in environmental limitations, and an improvement in maintenance quality;
- (2)
- Asphalt, due to its favorable printability, can be utilized as a 3D printing material in combination with material extrusion and material jetting technologies for pavement maintenance;
- (3)
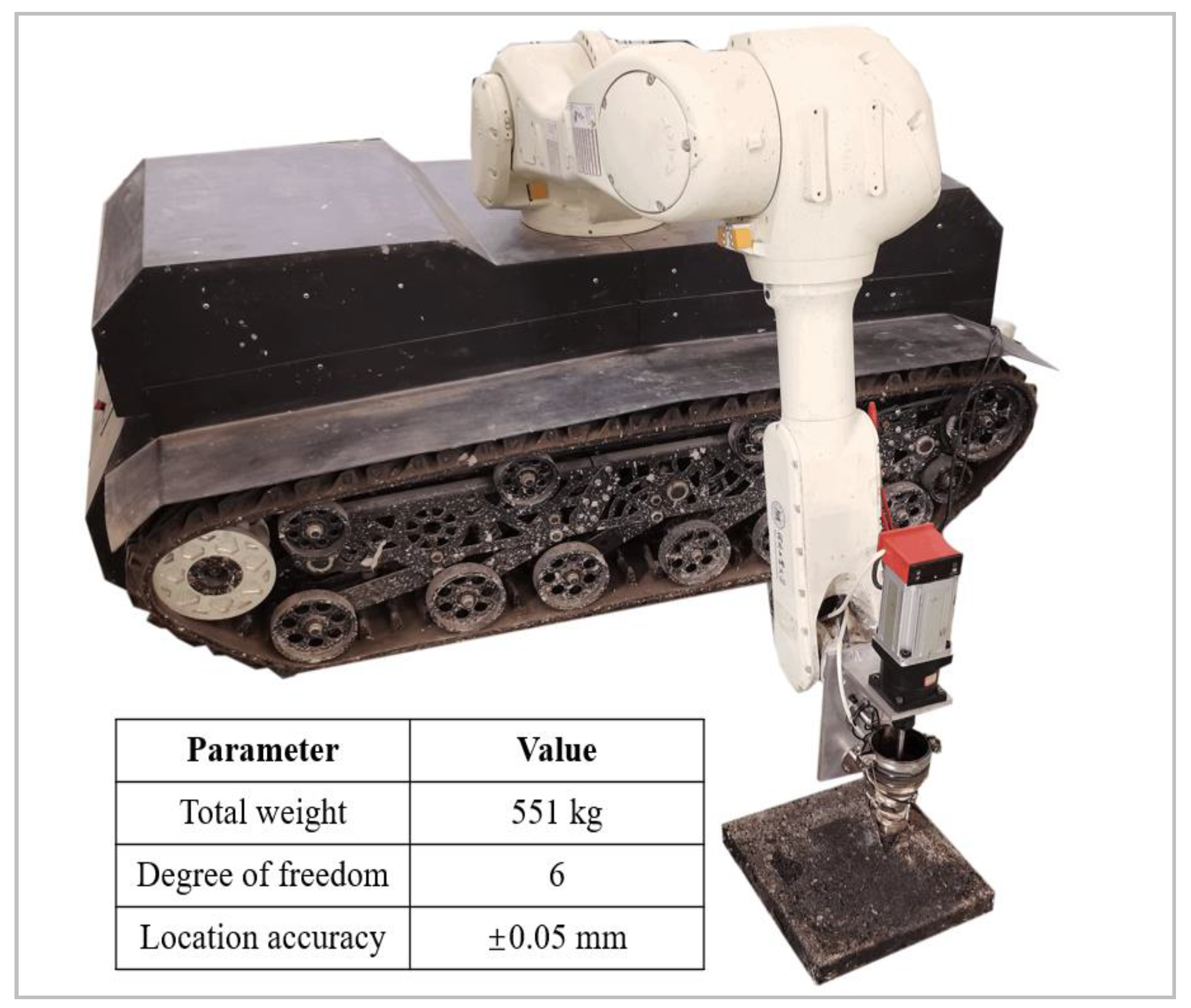
- A mobile 3D asphalt printing robot equipped with a screw extrusion device is the recommended primary equipment for 3D asphalt printing technology in pavement maintenance engineering on site, based on the requirements of printing scale, flexibility, and accuracy;
- (4)
- To minimize traffic control and increase maintenance efficiency, the use of UAVs equipped with air-feeding 3D printing equipment is suggested for the maintenance of both dense and light cracks, though further improvements in their range and load capacity are necessary.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kogbara, R.B.; Masad, E.A.; Kassem, E.; Scarpas, A.; Anupam, K. A state-of-the-art review of parameters influencing measurement and modeling of skid resistance of asphalt pavements. Constr. Build. Mater. 2016, 114, 602–617. [Google Scholar] [CrossRef]
- Cheng, C.; Cheng, G.; Gong, F.Y.; Fu, Y.R.; Qiao, J.G. Performance evaluation of asphalt mixture using polyethylene glycol polyacrylamide graft copolymer as solid-solid phase change materials. Constr. Build. Mater. 2021, 300, 124221. [Google Scholar] [CrossRef]
- Cheng, C.; Gong, F.Y.; Fu, Y.R.; Liu, J.; Qiao, J.G. Effect of polyethylene glycol/polyacrylamide graft copolymerizaton phase change materials on the performance of asphalt mixture for road engineering. J. Mater. Res. Technol. 2021, 15, 1970–1983. [Google Scholar] [CrossRef]
- Zakeri, H.; Moghadas Nejad, F.; Fahimifar, A. Image based techniques for crack detection, Classification and Quantification in Asphalt Pavement: A Review. Arch. Comput. Methods Eng. 2017, 24, 935–977. [Google Scholar] [CrossRef]
- Wang, L.; Ren, M.D.; Xing, Y.M.; Chen, G. Study on affecting factors of interface crack for asphalt mixture based on microstructure. Constr. Build. Mater. 2017, 156, 1053–1062. [Google Scholar] [CrossRef]
- Yi-Chang, T.; Vivek, K.; Russell, M.M. Critical assessment of pavement distress segmentation methods. J. Transp. Eng. 2010, 136, 11–19. [Google Scholar]
- JTG. Ministry of Transport of the People’ s Republic of China. Statistics Bulletin of Transportation Industry Development in 2021; Ministry of Transport of the People’ s Republic of China: Beijing, China, 2021. (In Chinese) [Google Scholar]
- Tan, Y.Q.; Guo, M.; Cao, L.P.; Zhang, L. Performance optimization of composite modified asphalt sealant based on rheological behavior. Constr. Build. Mater. 2013, 47, 799–805. [Google Scholar] [CrossRef]
- Luo, X.; Gu, F.; Ling, M.; Lytton, R.L. Review of mechanistic-empirical modeling of top-down cracking in asphalt pavements. Constr. Build. Mater. 2018, 191, 1053–1070. [Google Scholar] [CrossRef]
- Liu, M.; Han, S.; Shang, W.; Qi, X.; Dong, S.; Zhang, Z. New polyurethane modified coating for maintenance of asphalt pavement potholes in winter-rainy condition. Prog. Org. Coat. 2019, 133, 368–375. [Google Scholar] [CrossRef]
- Wang, H. Approaches to safety management in daily maintenance of expressway. Commun. Sci. Technol. 2020, 43, 252–253. (In Chinese) [Google Scholar]
- Jia, Y.S.; Wang, S.Q.; Huang, A.Q.; Gao, Y.; Wang, J.S.; Zhou, W. A comparative long-term effectiveness assessment of preventive maintenance treatments under various environmental conditions. Constr. Build. Mater. 2021, 273, 121717. [Google Scholar] [CrossRef]
- The Third industrial revolution: The digitisation of manufacturing will transform the way goods are made-and change the politics of jobs too. Economist 2012.
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B-Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 2200568. [Google Scholar] [CrossRef]
- Jaeheum, Y.; Julian, K.; Wei, Y. Spall damage repair using 3D printing technology. Autom. Constr. 2018, 89, 266–274. [Google Scholar]
- Chen, F.; Song, C.H.; Yang, Y.Q.; Wei, H.M.; Zhou, H. Surface quality and mechanical properties of 316L stainless steel manufactured by powder feeding laser additive and milling subtractive hybrid manufacturing. Laser Optoelectron. Prog. 2021, 1–13. (In Chinese) [Google Scholar]
- Gao, W.; Zhang, Y.B.; Devarajan, R.; Karthik, R.; Chen, Y.; Christopher, B.W.; Charlie, C.L.W.; Yung, C.S.; Zhang, S.; Pablo, D.Z. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- ISO/ASTM 52900-2021; Standard Terminology for Additive Manufacturing–General Principles–Terminology. ISO: Geneva, Switzerland, 2021.
- Zhang, J.; Xiao, P. 3D printing of photopolymers. Polym. Chem. 2018, 9, 1530–1540. [Google Scholar] [CrossRef]
- Kitamori, H.; Sumida, I.; Tsujimoto, T.; Shimamoto, H.; Murakami, S.; Ohki, M. Evaluation of mouthpiece fixation devices for head and neck radiotherapy patients fabricated in PolyJet photopolymer by a 3D printer. Phys. Med.-Eur. J. Med. Phys. 2019, 58, 90–98. [Google Scholar] [CrossRef] [Green Version]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A review of vat photopolymerization technology: Materials, applications, challenges, and future trends of 3D printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef] [PubMed]
- Shinde, V.V.; Celestine, A.D.; Beckingham, L.E.; Beckingham, B.S. Stereolithography 3D printing of microcapsule catalyst-based self-healing composites. Acs Appl. Polym. Mater. 2020, 2, 5048–5057. [Google Scholar] [CrossRef]
- Mu, Q.Y.; Wang, L.; Dunn, C.K.; Kuang, X.; Duan, F.; Zhang, Z.; Qi, H.J.; Wang, T.J. Digital light processing 3D printing of conductive complex structures. Addit. Manuf. 2017, 18, 74–83. [Google Scholar] [CrossRef]
- Tan, P.F.; Shen, F.; Tey, W.S.; Zhou, K. A numerical study on the packing quality of fibre/polymer composite powder for powder bed fusion additive manufacturing. Virtual Phys. Prototyp. 2021, 16, S1–S18. [Google Scholar] [CrossRef]
- Nematollahi, M.; Saghaian, S.E.; Safaei, K.; Bayati, P.; Bassani, P.; Biffi, C.; Tuissi, A.; Karaca, H.; Elahinia, M. Building orientation-structure-property in laser powder bed fusion of NiTi shape memory alloy. J. Alloy. Compd. 2021, 873, 159791. [Google Scholar] [CrossRef]
- Jinoop, A.N.; Paul, C.P.; Kumar, J.G.; Anilkumar, V.; Singh, R.; Rao, S.; Bindra, K.S. Influence of heat treatment on the microstructure evolution and elevated temperature mechanical properties of Hastelloy-X processed by laser directed energy deposition. J. Alloys Compd. 2021, 868, 159207. [Google Scholar] [CrossRef]
- Kovalchuk, D.; Melnyk, V.; Melnyk, I.; Savvakin, D.; Dekhtyar, O.; Stasiuk, O.; Markovsky, P. Microstructure and properties of Ti-6Al-4V articles 3D-printed with co-axial electron beam and wire technology. J. Mater. Eng. Perform. 2021, 30, 5307–5322. [Google Scholar] [CrossRef]
- Dalaee, M.; Cheaitani, F.; Arabi-Hashemi, A.; Rohrer, C.; Weisse, B.; Leinenbach, C.; Wegener, K. Feasibility study in combined direct metal deposition (DMD) and plasma transfer arc welding (PTA) additive manufacturing. Int. J. Adv. Manuf. Technol. 2020, 106, 4375–4389. [Google Scholar] [CrossRef]
- Zhang, C.C.; Wei, H.L.; Liu, T.T.; Jiang, L.Y.; Yang, T.; Liao, W.H. Influences of residual stress and micro-deformation on microstructures and mechanical properties for Ti-6.5Al-3.5Mo-1.5Zr-0.3Si alloy produced by laser powder bed fusion. J. Mater. Sci. Technol. 2021, 75, 174–183. [Google Scholar] [CrossRef]
- Phan, M.A.L.; Fraser, D.; Gulizia, S.; Chen, Z.W. Mechanism of hot crack propagation and prevention of crack formation during electron beam powder bed fusion of a difficult-to-weld Co-Cr-Ni-W superalloy. J. Mater. Process. Technol. 2021, 293, 117088. [Google Scholar] [CrossRef]
- Ahn, D.G. Directed energy deposition (DED) process: State of the art. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Feenstraa, D.R.; Banerjeec, R.; Fraserd, H.L.; Huanga, A.e.; Molotnikovf, A.; Birbilisg, N. Critical review of the state of the art in multi-material fabrication via directed energy deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Bardot, M.; Schulz, M.D. Biodegradable poly(Lactic Acid) nanocomposites for fused deposition modeling 3D printing. Nanomaterials 2020, 10, 2567. [Google Scholar] [CrossRef]
- Wang, J.; Yang, B.; Lin, X.; Gao, L.; Liu, T.; Lu, Y.L.; Wang, R.G. Research of TPU materials for 3D printing aiming at non-pneumatic tires by FDM method. Polymers 2020, 12, 2492. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D printing of PLA-TPU with different component ratios: Fracture toughness, mechanical properties, and morphology. J. Mater. Res. Technol. 2022, 21, 3970–3981. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Rasouli, S.A. Statistical and Experimental Analysis of Process Parameters of 3D Nylon Printed Parts by Fused Deposition Modeling: Response Surface Modeling and Optimization. J. Mater. Eng. Perform. 2021, 30, 5441–5454. [Google Scholar] [CrossRef]
- Domenico, A.; Ferdinando, A.; Costantino, M.; Valentina, M. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar]
- Nurhudan, A.I.; Supriadi, S.; Whulanza, Y.; Saragih, A.S. Additive manufacturing of metallic based on extrusion process: A review. J. Manuf. Process. 2021, 66, 228–237. [Google Scholar] [CrossRef]
- Yu, T.Y.; Zhang, Z.Y.; Liu, Q.Y.; Kuliiev, R.; Orlovskaya, N.; Wu, D.Z. Extrusion-based additive manufacturing of yttria-partially-stabilized zirconia ceramics. Ceram. Int. 2020, 46, 5020–5027. [Google Scholar] [CrossRef]
- Azad, M.A.; Olawuni, D.; Kimbell, G.; Badruddoza, A.M.; Hossain, M.S.; Sultana, T. Polymers for extrusion-based 3D printing of pharmaceuticals: A holistic materials-process perspective. Pharmaceutics 2020, 12, 124. [Google Scholar] [CrossRef] [Green Version]
- Wasti, S.; Adhikari, S. Use of Biomaterials for 3D printing by fused deposition modeling technique: A review. Front. Chem. 2020, 8, 315. [Google Scholar] [CrossRef] [PubMed]
- Willems, E.; Turon-Vinas, M.; Camargo, D.S.B.; Van Hooreweder, B.; Zhang, F.; Van Meerbeek, B.; Vleugels, J. Additive manufacturing of zirconia ceramics by material jetting. J. Eur. Ceram. Soc. 2021, 41, 5292–5306. [Google Scholar] [CrossRef]
- Yun, B.; Christopher, B.W. The effect of inkjetted nanoparticles on metal part properties in binder jetting additive manufacturing. Nanotechnology 2018, 29, 395706. [Google Scholar]
- Bernhard, G.H.; Grohowski, J.A.; Schade, C.P.; Sheffield, P.; Crowder, S. Comparison of Ti-6Al-4V materials fabricated via mim and binder-jet printing. Int. J. Powder Metall. 2021, 57, 31–36. [Google Scholar]
- Huang, S.J.; Ye, C.S.; Zhang, H.P.; Fan, Z.T. Additive manufacturing of thin alumina ceramic cores using binder-jetting. Addit. Manuf. 2019, 29, 100802. [Google Scholar] [CrossRef]
- Viktor, M.; Venkatesh, N.N.; Frank, W.; Mathias, N.T.; Jens, O.; Martin, K. Large-scale digital concrete construction—CONPrint3D concept for on-site, monolithic 3D-printing. Autom. Constr. 2019, 107, 102933. [Google Scholar]
- ASTM D6433-07; Standard Practice for Roads and Parking Lots Pavement Condition Index Surveys. ASTM: West Conshohocken, PA, USA, 2016.
- Liu, J.W.; Yang, X.; Stephen, L.; Wang, X.; Luo, S.; Vincent, C.S.L.; Ding, L. Automated pavement crack detection and segmentation based on two-step convolutional neural network. Comput.-Aided Civ. Infrastruct. Eng. 2020, 35, 1291–1305. [Google Scholar] [CrossRef]
- Wu, S.Y.; Liu, Q.; Yang, J.; Yang, R.C.; Zhu, J.P. Study of adhesion between crack sealant and pavement combining surface free energy measurement with molecular dynamics simulation. Constr. Build. Mater. 2020, 240, 117900. [Google Scholar] [CrossRef]
- JTG 5210-2018; Highway Performance Assessment Standards. Ministry of Transport of the People ’s Republic of China: Beijing, China, 2018. (In Chinese)
- Ma, D.C.; Yang, S. Applicability and economic analysis of asphalt road crack and pothole technique. Constr. Mach. 2007, 17, 82–85. (In Chinese) [Google Scholar]
- Gong, F.Y.; Liu, Y.; You, Z.P.; Zhou, X.D. Characterization and evaluation of morphological features for aggregate in asphalt mixture: A review. Constr. Build. Mater. 2021, 273, 121989. [Google Scholar] [CrossRef]
- Kim, S.J.; Ko, K.J. Asphalt sealant containing the waste lubricant oil. Elastomers Compos. 2009, 44, 69–75. [Google Scholar]
- Li, X.L.; Zhou, Z.H.; Ye, J.H.; Zhang, X.A.; Wang, S.Y.; Diab, A. High-temperature creep and low-temperature relaxation of recycled asphalt mixtures: Evaluation and balanced mix design. Constr. Build. Mater. 2021, 310, 125222. [Google Scholar] [CrossRef]
- Byzyka, J.; Rahman, M.; Chamberlain, D.A. Thermal analysis of hot mix asphalt pothole repair by finite-element method. J. Transp. Eng. Part B-Pavements 2020, 146, 04020029. [Google Scholar] [CrossRef] [Green Version]
- Geng, L.T.; Xu, Q.; Yu, X.X.; Jiang, C.L.; Zhang, Z.; Li, C.Z. Laboratory performance evaluation of a cold patching asphalt material containing cooking waste oil. Constr. Build. Mater. 2020, 246, 117637. [Google Scholar] [CrossRef]
- Li, B.; Meng, L.F.; Wang, H.Y.; Li, J.; Liu, C.M. Rapid prototyping eddy current sensors using 3D printing. Rapid Prototyp. J. 2018, 24, 106–113. [Google Scholar] [CrossRef]
- Liang, Y.Y.; Zhao, J.; Huang, Q.L.; Hu, P.; Xiao, C.F. PVDF fiber membrane with ordered porous structure via 3D printing near field electrospinning. J. Membr. Sci. 2021, 618, 118709. [Google Scholar] [CrossRef]
- McLouth, T.D.; Severino, J.V.; Adams, P.M.; Patel, D.N.; Zaldivar, R.J. The impact of print orientation and raster pattern on fracture toughness in additively manufactured ABS. Addit. Manuf. 2017, 18, 103–109. [Google Scholar] [CrossRef]
- Huang, Y.M.; Jiang, C.P. Curl distortion analysis during photopolymerisation of stereolithography using dynamic finite element method. Int. J. Adv. Manuf. Technol. 2003, 21, 586–595. [Google Scholar] [CrossRef]
- Lin, S.; Xia, L.W.; Ma, G.W.; Zhou, S.W.; Xie, Y.M. A maze-like path generation scheme for fused deposition modeling. Int. J. Adv. Manuf. Technol. 2019, 104, 1509–1519. [Google Scholar] [CrossRef]
- Li, J.Y.; He, F.; Shi, H.L.; Qin, K.Q. Application of 3D Printing Technology in Pavement Repair Engineering. Highway 2019, 64, 51–55. (In Chinese) [Google Scholar]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Gong, F.Y.; Cheng, X.J.; Chen, Y.; Liu, Y.; You, Z.P. 3D printed rubber modified asphalt as sustainable material in pavement maintenance. Constr. Build. Mater. 2022, 354, 129160. [Google Scholar] [CrossRef]
- Luo, W.J.; Mao, Z.C.; Lu, H.Z.; Yang, J.; Ma, X.C.; Xu, L.J. Subversion of conventional construction: Building 3D printing technology. IOP Conf. Ser. Earth Environ. Sci. 2020, 531, 012005. [Google Scholar] [CrossRef]
- Hao, Y.S.; Liu, X.D. Causes and treatment of asphalt pavement potholes on highways. J. China Foreign Highw. 2012, 32, 118–120. (In Chinese) [Google Scholar]
- Han, C.Y.; Yuan, Y.S. Research on rapid repair technique of asphalt pavement pothole. J. China Foreign Highw. 2013, 33, 59–63. (In Chinese) [Google Scholar]
- Zhu, J.Q.; Bj, R.B.; Niki, K. Polymer modification of bitumen: Advances and challenges. Eur. Polym. J. 2014, 54, 18–38. [Google Scholar] [CrossRef] [Green Version]
- Polacco, G.; Filippi, S.; Merusi, F.; Stastna, G. A review of the fundamentals of polymer-modified asphalts: Asphalt/polymer interactions and principles of compatibility. Adv. Colloid Interface Sci. 2015, 224, 72–112. [Google Scholar] [CrossRef]
- Gong, F.Y.; Guo, S.C.; Chen, S.Y.; You, Z.P.; Liu, Y.; Dai, Q.L. Strength and durability of dry-processed stone matrix asphalt containing cement pre-coated scrap tire rubber particles. Constr. Build. Mater. 2019, 214, 475–483. [Google Scholar] [CrossRef]
- Capitao, S.D.; Picado-Santos, L.G.; Martinho, F. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar] [CrossRef]
- Meneses, J.P.C.; Vasconcelos, K.; Bernucci, L.L.B. Stiffness assessment of cold recycled asphalt mixtures—Aspects related to filler type, stress state, viscoelasticity, and suction. Constr. Build. Mater. 2022, 318, 126003. [Google Scholar] [CrossRef]
- Ma, G.W.; Wang, L.; Ju, Y. State-of-the-art of 3D printing technology of cementitious material—An emerging technique for construction. Sci. China Technol. Sci. 2018, 61, 475–495. [Google Scholar] [CrossRef]
- Safi, B.; Saidi, M.; Daoui, A.; Bellal, A.; Mechekak, A.; Toumi, K. The use of seashells as a fine aggregate (by sand substitution) in self-compacting mortar (SCM). Constr. Build. Mater. 2015, 78, 430–438. [Google Scholar] [CrossRef]
- Kurup, A.R.; Kumar, K.S. Effect of recycled PVC fibers from electronic waste and silica powder on shear strength of concrete. J. Hazard. Toxic Radioact. Waste 2017, 21, 06017001. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Chacon, J.M.; Caminero, M.A.; Garcia-Plaza, E.; Nunez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Cong, L.; Yang, F.; Guo, G.H.; Ren, M.D.; Shi, J.C.; Tan, L. The use of polyurethane for asphalt pavement engineering applications: A state-of-the-art review. Constr. Build. Mater. 2019, 225, 1012–1025. [Google Scholar] [CrossRef]
- Jacques, K.; Stephan, Z.; Gideon, V.Z. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar]
- Lv, X.Y.; Ye, F.; Cheng, L.F.; Fan, S.W.; Liu, Y.S. Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and post-treatment. Ceram. Int. 2019, 45, 12609–12624. [Google Scholar] [CrossRef]
- Gong, F.Y.; Cheng, X.J.; Fang, B.J.; Cheng, C.; Liu, Y.; You, Z.P. Prospect of 3D printing technologies in maintenance of asphalt pavement cracks and potholes. J. Clean. Prod. 2023, 397, 136551. [Google Scholar] [CrossRef]
- Richard, J.J.; Adam, W.; Mark, M. 3D printing of asphalt and its effect on mechanical properties. Mater. Des. 2018, 160, 468–474. [Google Scholar]
- Fabbaloo. Available online: https://www.fabbaloo.com/2018/07/repairing-potholes-with-3d-printers (accessed on 12 February 2023).




{kind=link}
{kind=link}
{kind=link}
| Type | Printing Principle | Typical Materials |
|---|---|---|
| Vat photopolymerization | With the decline of the printing platform, the photosensitive resin is scanned layer by layer along the liquid surface using UV with a specific wavelength and intensity. | Photosensitive resin |
| Material jetting | Structures are formed on the printing platform layer by layer with the deposition of photosensitive resin droplet or nano-particle jetting (NJP). | Photosensitive resin, metal powders, ceramic powders, cement mortars, etc. |
| Directional energy deposition | Materials are delivered to the melt pool created by energy beams such as lasers, electron beams, and plasma arcs. Then the materials are melted and deposited layer by layer to form structures. | Metal powders, metal wires, plastics, etc. |
| Power bed fusion | The structures are formed layer by layer through the process of repeated powder laying and selective sintering of the powder on the printing platform with energy beams such as laser beams and electron beams. | Polymer, metal powders, etc. |
| Sheet lamination | Tools such as lasers are used to cut layers of sheets to form 3D entities. The layers are usually joined by binders or bolts or by welding. | Paper board, plastic and metal sheets, etc. |
| Binder jetting | Dosed powder is tiled by the roller tiles on the printing platform and is bonded by the selective glue to build the component layer by layer. | Metal, ceramic, metal–ceramic composite powders, etc. |
| Material extrusion | Thermoplastic materials are extruded on the printing platform in the form of long filaments after melting and deposited layer by layer to form structures. | Thermoplastic, cement mortar, liquid metal, ceramic, pharmaceutical, bio materials, etc. |
| 3D Printer System | Type | DOF | Features |
|---|---|---|---|
| Gantry system | Large dragon gate three-axis robot | 3 | Simple structure, high positioning accuracy, print range limited by a three-axis movement system |
| Platform gantry three-axis robot | |||
| Robotic arm | Rotary arm robot | 3–7 | Ability to work in limited space, high flexibility, higher accuracy |
| Tracked transmission robot | |||
| The cable type | Cable-type automatic control robot | N | Multiple degrees of freedom, poor positioning accuracy |
| Type | Cause | Description | Level | Grading Basis |
|---|---|---|---|---|
| Longitudinal cracking | Poorly constructed paving lane joint, shrinkage of the AC surface, daily temperature cycling, reflective crack | Cracks parallel to the pavement’s centerline or laydown direction | L | Nonfilled crack width < 10 mm, or filled crack of any width. |
| M | Nonfilled crack width ≥ 10 mm and <75 mm, nonfilled crack ≤ 75 mm surrounded by light and random cracking; or filled crack is of any width surrounded by light random cracking | |||
| Transverse cracking | Structure of foundation and subgrade, not usually load associated | Cracks extend across the pavement at approximate right angles to the pavement centerline | ||
| H | Crack filled or nonfilled surrounded by medium- or high-severity cracking; nonfilled crack > 75 mm, or a crack of any width where approximately 100 mm of pavement around the crack is severely broken. | |||
| Joint reflection cracking | Cracks caused mainly by thermal or moisture-induced movement of the PCC slab beneath the AC surface | On asphalt-surfaced pavements be laid over a PCC slab, different from any other type of base (cement- or lime-stabilized) | ||
| Alligator cracking (fatigue) | Interconnecting cracks caused by fatigue failure of the asphalt concrete surface under repeated traffic loading | Cracks connect, forming many sided, sharp-angled pieces, pieces generally less than 0.5 m on the longest side | L | Parallel longitudinal hairline cracks, a few interconnecting cracks, not spalled crack. |
| M | Light alligator cracks into a pattern or network, lightly spalled. | |||
| H | Pieces be defined and spalled at the edges well, some pieces may rock under traffic. | |||
| Block cracking | Interconnected cracks caused by shrinkage and daily temperature cycling, resulting in daily stress/strain cycling | Divide the pavement into approximately rectangular pieces, in size from approximately 0.3 by 0.3 m to 3 by 3 m | L | Blocks defined by low-severity cracks. |
| M | Blocks defined by medium-severity cracks. | |||
| H | Blocks defined by high-severity cracks. | |||
| Edge cracking | Cracks accelerated by traffic loading and frost-weakened base or subgrade near the edge of the pavement | Parallel, within 0.3 to 0.5 m of the outer edge of the pavement | L | Low or medium cracking with no breakup or raveling. |
| M | Medium cracks with some breakup and raveling. | |||
| H | Considerable breakup or raveling along the edge. | |||
| slippage cracking | Pavement surface slides or deforms due to braking or turning wheels | Crescent or half-moon shaped cracks, transverse to the direction of travel | L | Average crack width < 10 mm. |
| M | Average crack width ≥ 10 and < 40 mm, or crack area is moderately spalled, or surrounded by secondary cracks. | |||
| H | Average crack width > 40 mm or the area around the crack is broken into easily removed pieces. |
| Type | Cause | Description | Grading Basis of Severity Level | |||
|---|---|---|---|---|---|---|
| Potholes | Impact of traffic load, water-temperature cycle effect | Less than 750 mm in diameter bowl-shaped depressions in the pavement surface, sharp edges, vertical sides near the top of the hole. | Maximum depth of pothole | Average diameter (mm) | ||
| 100 to 200 | 200 to 450 | 450 to 750 | ||||
| 13 to ≤25 mm | L | L | M | |||
| >25 and ≤50 mm | L | M | H | |||
| >50 mm | M | M | H | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, F.; Cheng, X.; Wang, Q.; Chen, Y.; You, Z.; Liu, Y. A Review on the Application of 3D Printing Technology in Pavement Maintenance. Sustainability 2023, 15, 6237. https://doi.org/10.3390/su15076237
Gong F, Cheng X, Wang Q, Chen Y, You Z, Liu Y. A Review on the Application of 3D Printing Technology in Pavement Maintenance. Sustainability. 2023; 15(7):6237. https://doi.org/10.3390/su15076237
Chicago/Turabian StyleGong, Fangyuan, Xuejiao Cheng, Qinghua Wang, Yi Chen, Zhanping You, and Yu Liu. 2023. "A Review on the Application of 3D Printing Technology in Pavement Maintenance" Sustainability 15, no. 7: 6237. https://doi.org/10.3390/su15076237