
Feasibility of Efficient, Direct, Butanol Production from Food Waste without Nutrient Supplement by Clostridium saccharoperbutylacetonicum N1-4

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Food Waste
2.2. Microorganisms and Media
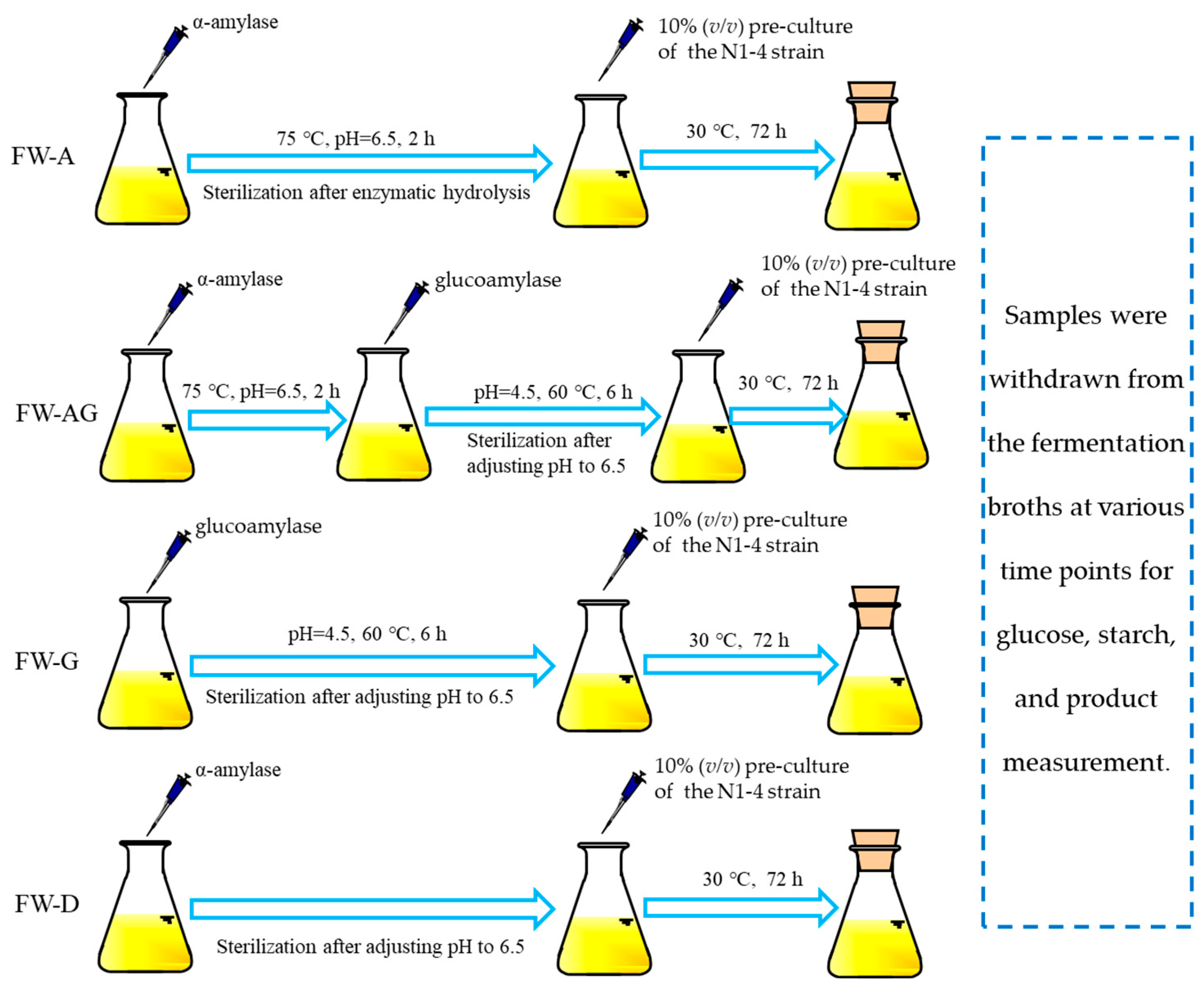
2.3. Culture Conditions and Acetone–Butanol–Ethanol Fermentation
2.4. Analytical Procedures
2.5. Calculation
3. Results and Discussion
3.1. Direct Butanol Production from Starch by Different Aceton–Butanol–Ethanol-Producing Clostridia
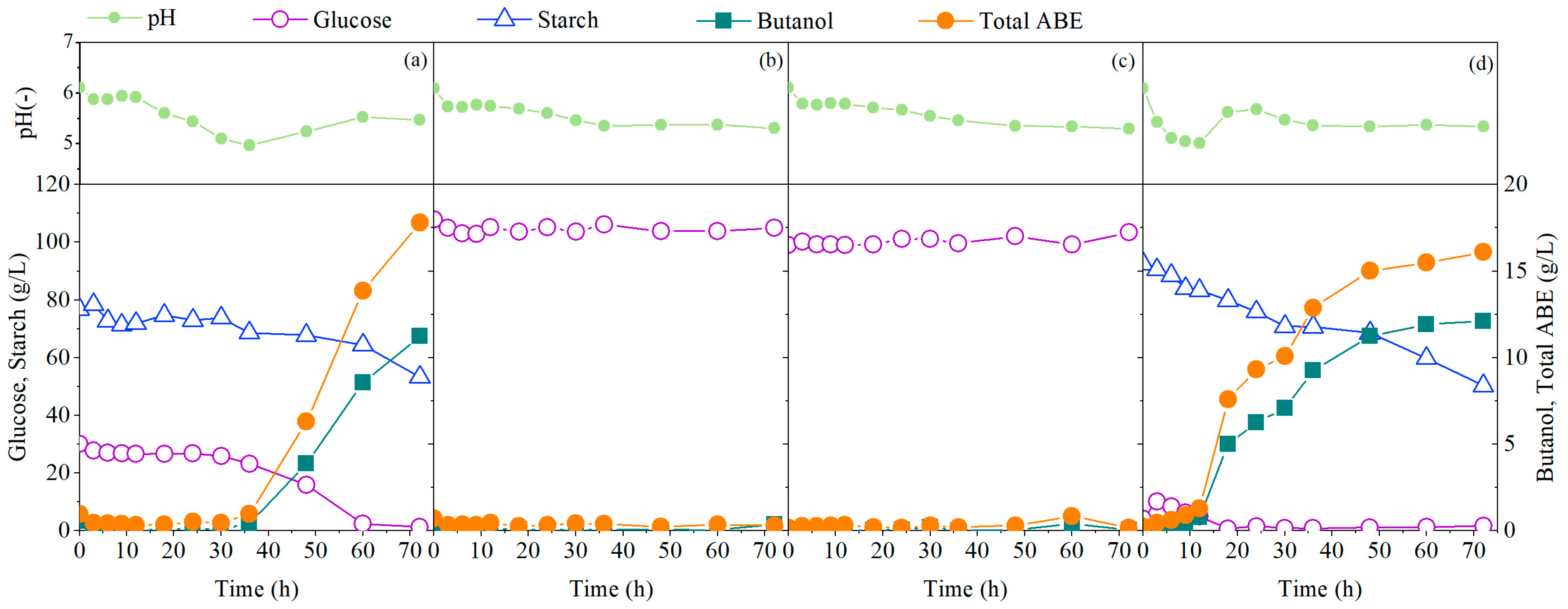
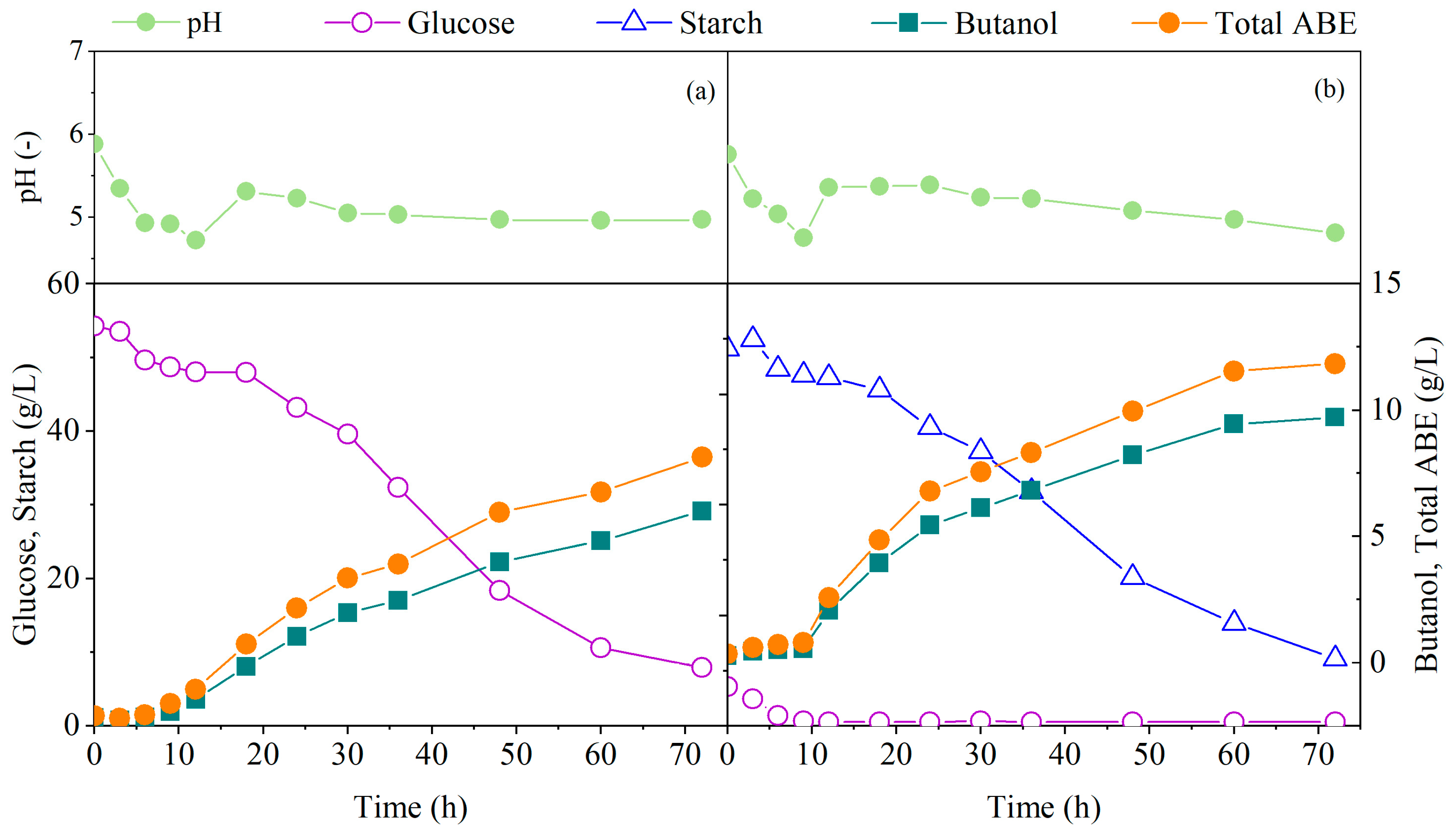
3.2. Butanol Production from Food Waste with or without (Direct) Saccharification
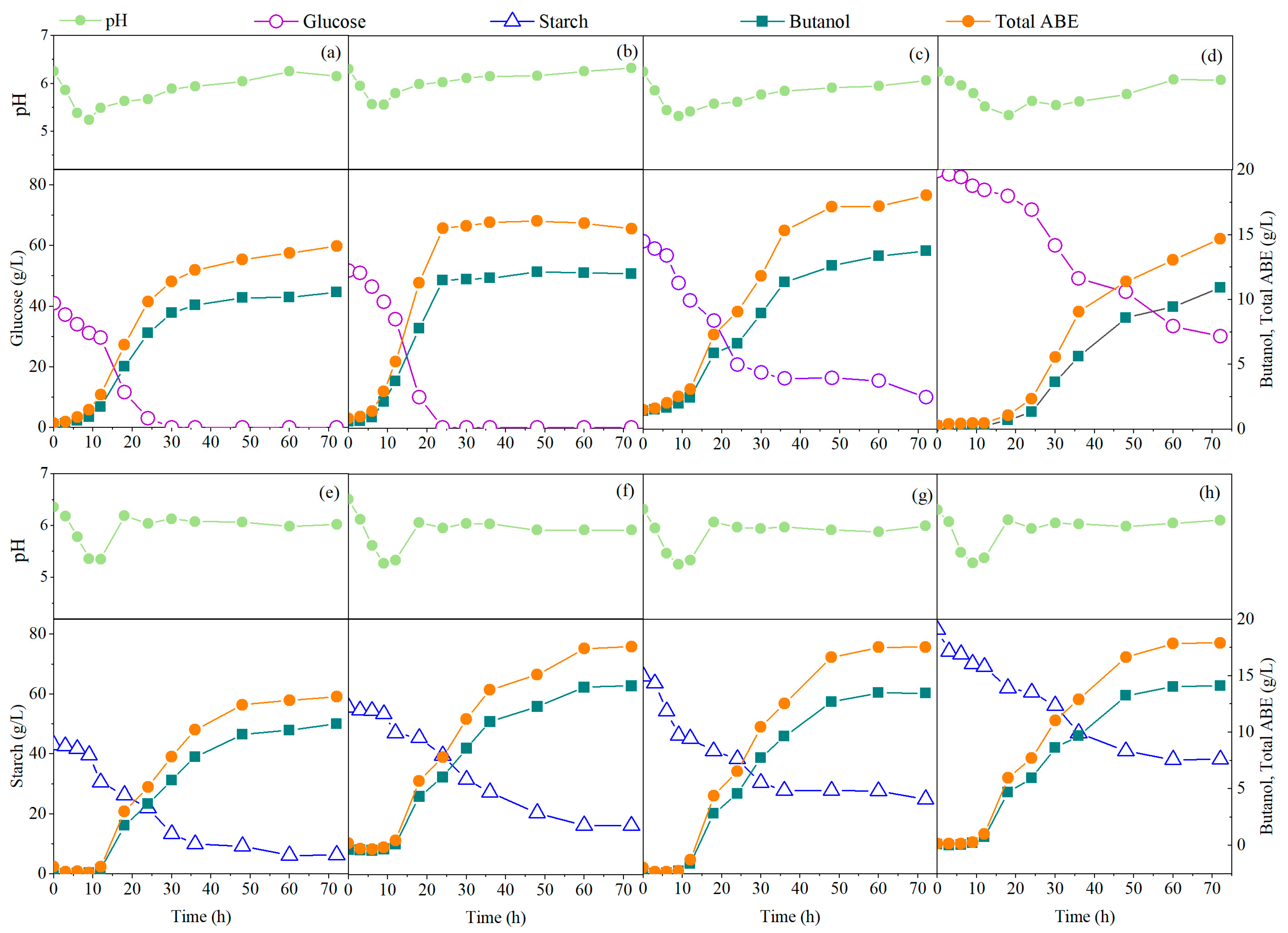
3.3. Effects of Starch/Glucose Concentrations on Butanol Production
3.4. Acetone–Butanol–Ethanol Fermentation Characteristics of Starchy Substrate
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Escobar, J.C.; Lora, E.S.; Venturini, O.J.; Yáñez, E.E.; Castillo, E.F.; Almazan, O. Biofuels: Environment, technology and food security. Renew. Sustain. Energy Rev. 2009, 13, 1275–1287. [Google Scholar] [CrossRef]
- Bharathiraja, B.; Jayamuthunagai, J.; Sudharsanaa, T.; Bharghavi, A.; Praveenkumar, R.; Chakravarthy, M.; Yuvaraj, D. Biobutanol—An impending biofuel for future: A review on upstream and downstream processing tecniques. Renew. Sustain. Energy Rev. 2017, 68, 788–807. [Google Scholar] [CrossRef]
- Huzir, N.M.; Aziz, M.M.A.; Ismail, S.B.; Abdullah, B.; Mahmood, N.A.N.; Umor, N.A.; Syed Muhammad, S.A.F.A. Agro-industrial waste to biobutanol production: Eco-friendly biofuels for next generation. Renew. Sustain. Energy Rev. 2018, 94, 476–485. [Google Scholar] [CrossRef]
- Ibrahim, M.F.; Ramli, N.; Kamal Bahrin, E.; Abd-Aziz, S. Cellulosic biobutanol by Clostridia: Challenges and improvements. Renew. Sustain. Energy Rev. 2017, 79, 1241–1254. [Google Scholar] [CrossRef]
- Rajagopalan, G.; He, J.; Yang, K. One-pot fermentation of agricultural residues to produce butanol and hydrogen by Clostridium strain BOH3. Renew. Energy 2016, 85, 1127–1134. [Google Scholar] [CrossRef]
- Gu, Y.; Jiang, Y.; Wu, H.; Liu, X.; Li, Z.; Li, J.; Xiao, H.; Shen, Z.; Dong, H.; Yang, Y.; et al. Economical challenges to microbial producers of butanol: Feedstock, butanol ratio and titer. Biotechnol. J. 2011, 6, 1348–1357. [Google Scholar] [CrossRef]
- Qureshi, N.; Ezeji, T.C.; Ebener, J.; Dien, B.S.; Cotta, M.A.; Blaschek, H.P. Butanol production by Clostridium beijerinckii. Part I: Use of acid and enzyme hydrolyzed corn fiber. Bioresour. Technol. 2008, 99, 5915–5922. [Google Scholar] [CrossRef]
- Patáková, P.; Lipovsky, J.; Íz Ková, H.; Tová, J.F.; Rychtera, M. Exploitation of food feedstock and waste for production of biobutanol. Czech J. Food Sci. 2009, 27, 276–283. [Google Scholar] [CrossRef] [Green Version]
- Veza, I.; Muhamad Said, M.F.; Latiff, Z.A. Recent advances in butanol production by acetone-butanol-ethanol (ABE) fermentation. Biomass Bioenergy 2021, 144, 105919. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, Y.; Guan, M.; Tang, H.; Wang, Z.; Lin, L.; Pang, H. Production of butanol from lignocellulosic biomass: Recent advances, challenges, and prospects. RSC Adv. 2022, 12, 18848–18863. [Google Scholar] [CrossRef]
- Wang, Y.; Ho, S.; Yen, H.; Nagarajan, D.; Ren, N.; Li, S.; Hu, Z.; Lee, D.; Kondo, A.; Chang, J. Current advances on fermentative biobutanol production using third generation feedstock. Biotechnol. Adv. 2017, 35, 1049–1059. [Google Scholar] [CrossRef]
- Lin, C.S.K.; Pfaltzgraff, L.A.; Herrero-Davila, L.; Mubofu, E.B.; Abderrahim, S.; Clark, J.H.; Koutinas, A.A.; Kopsahelis, N.; Stamatelatou, K.; Dickson, F.; et al. Food waste as a valuable resource for the production of chemicals, materials and fuels. Current situation and global perspective. Energy Environ. Sci. 2013, 6, 426–464. [Google Scholar] [CrossRef]
- Ren, Y.; Yu, M.; Wu, C.; Wang, Q.; Gao, M.; Huang, Q.; Liu, Y. A comprehensive review on food waste anaerobic digestion: Research updates and tendencies. Bioresour Technol. 2018, 247, 1069–1076. [Google Scholar] [CrossRef]
- Zhang, S.; Guan, W.; Sun, H.; Zhao, P.; Wang, W.; Gao, M.; Sun, X.; Wang, Q. Intermittent energization improves microbial electrolysis cell-assisted thermophilic anaerobic co-digestion of food waste and spent mushroom substance. Bioresour Technol. 2023, 370, 128577. [Google Scholar] [CrossRef] [PubMed]
- Huang, H.; Singh, V.; Qureshi, N. Butanol production from food waste: A novel process for producing sustainable energy and reducing environmental pollution. Biotechnol. Biofuels 2015, 8, 147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ujor, V.; Bharathidasan, A.K.; Cornish, K.; Ezeji, T.C. Feasibility of producing butanol from industrial starchy food wastes. Appl. Energy 2014, 136, 590–598. [Google Scholar] [CrossRef]
- Thang, V.H.; Kobayashi, G. A novel process for direct production of acetone-butanol-ethanol from native starches using granular starch hydrolyzing enzyme by Clostridium saccharoperbutylacetonicum N1-4. Appl. Biochem. Biotechnol. 2014, 172, 1818–1831. [Google Scholar] [CrossRef]
- Madihah, M.S.; Ariff, A.B.; Sahaid, K.M.; Suraini, A.A.; Mia, K. Direct fermentation of gelatinized sago starch to acetone-butanol-ethanol by Clostridium acetobutylicum. World J. Microbiol. Biotechnol. 2001, 6, 567–576. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, H.; Xu, W.; Gong, L.; Zhang, W.; Zou, D. Ethanol production from kitchen garbage using response surface methodology. Biochem. Eng. J. 2008, 39, 604–610. [Google Scholar] [CrossRef]
- Noguchi, T.; Tashiro, Y.; Yoshida, T.; Zheng, J.; Sakai, K.; Sonomoto, K. Efficient butanol production without carbon catabolite repression from mixed sugars with Clostridium saccharoperbutylacetonicum N1-4. J. Biosci. Bioeng. 2013, 116, 716–721. [Google Scholar] [CrossRef]
- Patakova, P.; Linhova, M.; Rychtera, M.; Paulova, L.; Melzoch, K. Novel and neglected issues of acetone-butanol-ethanol (ABE) fermentation by clostridia: Clostridium metabolic diversity, tools for process mapping and continuous fermentation systems. Biotechnol. Adv. 2013, 31, 58–67. [Google Scholar] [CrossRef] [PubMed]
- Al-Shorgani, N.K.N.; Kalil, M.S.; Yusoff, W.M.W. Fermentation of sago starch to biobutanol in a batch culture using Clostridium saccharoperbutylacetonicum N1-4 (ATCC 13564). Ann. Microbiol. 2012, 62, 1059–1070. [Google Scholar] [CrossRef]
- Morris, V.J. Starch gelation and retrogradation. Trends Food Sci. Tech. 1990, 1, 2–6. [Google Scholar] [CrossRef]
- Krystyjan, M.; Dobosz-Kobędza, A.; Sikora, M.; Baranowska, H.M. Influence of Xanthan Gum Addition on the Short- and Long-Term Retrogradation of Corn Starches of Various Amylose Content. Ploymers 2022, 14, 452. [Google Scholar] [CrossRef]
- Tamaki, Y.; Konishi, T.; Tako, M. Gelation and Retrogradation Mechanism of Wheat Amylose. Materials 2011, 4, 1763–1775. [Google Scholar] [CrossRef] [Green Version]
- William, H.; Brown, T.P. Introduction to Organic Chemistry, 5th ed.; Wiley: New York, NY, USA, 2012. [Google Scholar]
- Do Prado Cordoba, L.; Ribeiro, L.S.; Rosa, L.S.; Lacerda, L.G.; Schnitzler, E. Effect of enzymatic treatments on thermal, rheological and structural properties of pinhão starch. Thermochim. Acta 2016, 642, 45–51. [Google Scholar] [CrossRef]
- Zhu, F. Structures, properties, and applications of lotus starches. Food Hydrocoll. 2017, 63, 332–348. [Google Scholar] [CrossRef]
- Fu, Z.; Wang, L.; Zou, H.; Li, D.; Adhikari, B. Studies on the starch–water interactions between partially gelatinized corn starch and water during gelatinization. Carbohyd. Polym. 2014, 101, 727–732. [Google Scholar] [CrossRef]
- Li, H.; Luo, W.; Wang, Q.; Yu, X. Direct Fermentation of Gelatinized Cassava Starch to Acetone, Butanol, and Ethanol Using Clostridium acetobutylicum Mutant Obtained by Atmospheric and Room Temperature Plasma. Appl. Biochem. Biotechnol. 2014, 172, 3330–3341. [Google Scholar] [CrossRef]
- Wehmeier, U.F.; Piepersberg, W. Biotechnology and molecular biology of the α-glucosidase inhibitor acarbose. Appl. Microbiol. Biotechnol. 2004, 63, 613–625. [Google Scholar] [CrossRef]
- Mariano, A.P.; Qureshi, N.; Filho, R.M.; Ezeji, T.C. Bioproduction of butanol in bioreactors: New insights from simultaneous in situ butanol recovery to eliminate product toxicity. Biotechnol. Bioeng. 2011, 108, 1757–1765. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Shi, Z.; Li, Z. Increasing butanol/acetone ratio and solvent productivity in ABE fermentation by consecutively feeding butyrate to weaken metabolic strength of butyrate loop. Bioprocess Biosyst. Eng. 2014, 37, 1609–1616. [Google Scholar] [CrossRef] [PubMed]
- Modenbach, A.A.; Nokes, S.E. The use of high-solids loadings in biomass pretreatment-a review. Biotechnol. Bioeng. 2012, 109, 1430–1442. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ezeji, T.; Blaschek, H.P. Fermentation of dried distillers’ grains and solubles (DDGS) hydrolysates to solvents and value-added products by solventogenic clostridia. Bioresour. Technol. 2008, 99, 5232–5242. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, M.; Ye, B.; Liu, L.; Ji, S. Calcium ion improves cold resistance of green peppers (Capsicum annuum L.) by regulating the activity of protective enzymes and membrane lipid composition. Sci. Hortic. 2021, 277, 109789. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | TS a | TN b,d | TOC c,d | Starch d | Glucose d | pH e |
|---|---|---|---|---|---|---|
| FW (%) | 26.5 | 2.16 | 48.3 | 61.7 | 4.03 | 4.84 |
| Strains | Starchy Substrate a | Acetone | Max. Solvents Production (g/L) | ||
|---|---|---|---|---|---|
| Ethanol | Butanol | Total ABE | |||
| C. saccharoperbutylacetonicum N1-4 | Amylose starch | 0.778 ± 0.057 | 0.385 ± 0.023 | 6.04 ± 0.23 | 7.21 ± 0.34 |
| Corn starch | 0.799 ± 0.025 | 0.479 ± 0.015 | 5.60 ± 0.27 | 6.88 ± 0.27 | |
| Potato starch | 0.714 ± 0.032 | 0.259 ± 0.009 | 4.99 ± 0.18 | 5.96 ± 0.29 | |
| C. acetobutylicum ATCC 824 | Amylose starch | 1.220 ± 0.078 | 0.208 ± 0.007 | 3.99 ± 0.19 | 5.41 ± 0.19 |
| Corn starch | 0.752 ± 0.053 | 0.168 ± 0.009 | 3.37 ± 0.20 | 4.29 ± 0.21 | |
| Potato starch | 1.070 ± 0.038 | 0.163 ± 0.011 | 2.89 ± 0.13 | 4.13 ± 0.16 | |
| C. beijerinckii NCIMB 8052 | Amylose starch | 0.873 ± 0.044 | 0.186 ± 0.011 | 2.63 ± 0.10 | 3.69 ± 0.12 |
| Corn starch | 0.897 ± 0.051 | 0.187 ± 0.008 | 2.46 ± 0.10 | 3.54 ± 0.15 | |
| Potato starch | 0.993 ± 0.039 | 0.184 ± 0.009 | 2.42 ± 0.14 | 3.60 ± 0.20 | |
| Group a | S/L b (w/v) | Max. Solvents Production (g/L) | Initial Carbon Source (g/L) | Substrates Consumption c (g/L) | Butanol Yield (C-mol/C-mol) | Max. Butanol Production Rate d (g/L/h) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Acetone | Butanol | Ethanol | Total ABE | Glucose | Starch | |||||
| FW-A | 1:1 | 5.79 ± 0.39 | 11.2 ± 0.4 | 0.760 ± 0.035 | 17.8 ± 0.7 | 30.1 ± 1.5 | 76.6 ± 4.4 | 52.2 ± 2.1 | 0.330 ± 0.010 | 0.390 ± 0.016 (36−48 h) |
| FW-G | 0.116 ± 0.005 | 0.362 ± 0.015 | 0.230 ± 0.011 | 0.708 ± 0.037 | 108 ± 4 | N.D. e | 5.06 ± 0.20 | 0.116 ± 0.006 | 0.026 ± 0.001 (48−60 h) | |
| FW-AG | 0.161 ± 0.007 | 0.399 ± 0.013 | 0.287 ± 0.010 | 0.847 ± 0.028 | 103 ± 2 | N.D. e | 4.34 ± 0.09 | 0.149 ± 0.004 | 0.030 ± 0.001 (48−60 h) | |
| FW-D | 3.58 ± 0.17 | 12.1 ± 0.5 | 0.453 ± 0.009 | 16.1 ± 1.0 | 4.26 ± 0.22 | 92.5 ± 3.8 | 44.7 ± 1.9 | 0.402 ± 0.012 | 0.705 ± 0.015 (12−18 h) | |
| FW-G | 1:2 | 2.37 ± 0.11 | 9.72 ± 0.49 | 0.063 ± 0.005 | 12.2 ± 0.6 | 54.3 ± 2.0 | N.D. e | 46.3 ± 2.3 | 0.340 ± 0.015 | 0.250 ± 0.009 (12−18 h) |
| FW-D | 1.83 ± 0.09 | 9.72 ± 0.39 | 0.292 ± 0.012 | 11.8 ± 0.6 | 4.88 ± 0.12 | 46.9 ± 2.3 | 39.9 ± 1.9 | 0.363 ± 0.007 | 0.512 ± 0.015 (9−12 h) | |
| Carbon Source | Group a | Max. Solvents Production (g/L) | Substrates Consumption (g/L) | Butanol Yield (C-mol/C-mol) | Maximum Butanol Production Rate b (g/L/h) | |||
|---|---|---|---|---|---|---|---|---|
| Acetone | Butanol | Ethanol | Total ABE | |||||
| Glucose | G40 | 2.95 | 10.5 | 0.647 | 14.1 | 41.0 | 0.407 | 0.519 (12−18 h) |
| G50 | 3.81 | 12.1 | 0.483 | 16.4 | 51.6 | 0.364 | 0.679 (12−18 h) | |
| G60 | 2.80 | 11.4 | 1.08 | 15.3 | 51.2 | 0.351 | 0.515 (12−18 h) | |
| G80 | 2.77 | 10.9 | 1.01 | 14.7 | 54.1 | 0.320 | 0.382 (24−30 h) | |
| Starch | S40 | 1.76 | 11.8 | 0.370 | 13.9 | 36.6 | 0.472 | 0.567 (12−18 h) |
| S50 | 2.70 | 13.5 | 0.599 | 16.7 | 39.2 | 0.505 | 0.647 (12−18 h) | |
| S60 | 2.92 | 14.2 | 0.725 | 17.8 | 41.1 | 0.506 | 0.653 (12−18 h) | |
| S80 | 3.14 | 14.0 | 0.683 | 17.9 | 43.4 | 0.483 | 0.655 (12−18 h) | |
| Elements | Na | K | Mg | Ca | Fe | Mn | Zn | Cu | Se |
|---|---|---|---|---|---|---|---|---|---|
| FW (mg/g) a | 0.694 | 2.10 | 0.490 | 4.95 | 46.0 × 10−3 | 4.51 × 10−3 | 0.148 | 7.59 × 10−3 | 1.24 × 10−3 |
| Substrate | Starch Concentration (g/L) | Producer Strain | Nutrientsaddition a | Butanol (g/L) | ABE (g/L) | Butanol Yield (C-mol/C-mol) | Butanol Production Rate (g/L/h) | Reference |
|---|---|---|---|---|---|---|---|---|
| Sago starch | 60 | C. acetobutylicum P262 | Nitrogen | 16.0 | 18.0 | 0.390 | 0.290 b | [18] |
| Corn starch | 30 | C. acetobutylicum P262 | Nitrogen | 8.61 | 11.9 | 0.424 | 0.180 b | [18] |
| 49.32 | C. beijerinckii NCIMB 8052 | P2 | 9.30 | 12.3 | — c | 0.378 d | [16] | |
| 58.1 | C. saccharoperbutylacetonicum N1-4 | TYA | 17.5 | 22.4 | 0.569 | 0.686 d | [17] | |
| Potato starch | 30 | C. acetobutylicum P262 | Nitrogen | 3.34 | 4.62 | 0.164 | 0.06 b | [18] |
| 110 | C. beijerinckii CCM 6218 | NO | 4.73 | 7.69 | — | — | [8] | |
| 110 | C. saccharoperbutylacetonicum DSM 14923 | NO | 3.83 | 6.18 | — | — | [8] | |
| Cassava starch | 30 | C. acetobutylicum P262 | Nitrogen | 4.89 | 6.74 | 0.236 | 0.160 b | [18] |
| Wheat starch | 56.5 | C. saccharoperbutylacetonicum N1-4 | TYA | 17.8 | 22.0 | 0.601 | 0.692 d | [17] |
| Inedible dough | 49.91 | C. beijerinckii NCIMB 8052 | P2 | 9.30 | 14.4 | — | 0.412 d | [16] |
| Breading | 49.32 | C. beijerinckii NCIMB 8052 | P2 | 10.5 | 14.8 | — | 0.290 d | [16] |
| Batter liquid | 50.55 | C. beijerinckii NCIMB 8052 | P2 | 10.0 | 15.1 | — | 0.449 d | [16] |
| Modeling FW | 129 e | C. beijerinckii P260 | P2 | 13.2 | 19.7 | 0.390 | 0.560 d | [15] |
| 181 e | C. beijerinckii P260 | P2 | 12.8 | 20.9 | 0.368 | 0.663 d | [15] | |
| Canteen FW | 92.5 | C. saccharoperbutylacetonicum N1-4 | NO | 12.1 | 16.1 | 0.402 | 0.705 | This study |
| 46.9 | C. saccharoperbutylacetonicum N1-4 | NO | 9.72 | 11.8 | 0.363 | 0.512 | This study |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Sun, H.; Wang, Y.; Wang, F.; Zhu, W.; Wu, C.; Wang, Q.; Gao, M. Feasibility of Efficient, Direct, Butanol Production from Food Waste without Nutrient Supplement by Clostridium saccharoperbutylacetonicum N1-4. Sustainability 2023, 15, 6061. https://doi.org/10.3390/su15076061
Wang X, Sun H, Wang Y, Wang F, Zhu W, Wu C, Wang Q, Gao M. Feasibility of Efficient, Direct, Butanol Production from Food Waste without Nutrient Supplement by Clostridium saccharoperbutylacetonicum N1-4. Sustainability. 2023; 15(7):6061. https://doi.org/10.3390/su15076061
Chicago/Turabian StyleWang, Xiaona, Haishu Sun, Yonglin Wang, Fangxia Wang, Wenbin Zhu, Chuanfu Wu, Qunhui Wang, and Ming Gao. 2023. "Feasibility of Efficient, Direct, Butanol Production from Food Waste without Nutrient Supplement by Clostridium saccharoperbutylacetonicum N1-4" Sustainability 15, no. 7: 6061. https://doi.org/10.3390/su15076061