1. Introduction
Underground pipelines are vital to urban water supply, gas supply, and other lifeline systems, and are important part of the infrastructure ensuring sustainable development of a city. For a sectional connection pipeline, the pipeline joint is a weak link, while joint damage is the primary failure mode under the action of various disasters, i.e., earthquakes and geological disasters [
1,
2]. Recently, rubber gasket joints have been widely used in urban water supply, gas supply, and other pressure pipelines, as well as long-distance oil pipelines and super-large-diameter water pipelines, owing to their good adaptability to various deformations. The cost of a rubber gasket, a key component in the sealing of pipe joints, accounts for only 1% of the pipeline cost; however, its failure can cause leakage accidents, thus resulting in system failure and interruption, which may cause water pollution, explosions, and other severe secondary disasters.
Rubber is well recognized as a hyperelastic material with a low elastic modulus, high stretchability, and high energy storage capability. A rubber gasket undergoes significant shape changes during the assembly of the pipe joint, as well as intense extrusion and friction with the spigot and socket. Its mechanical analysis is highly complicated as it involves geometrical, physical, and boundary condition nonlinearities. Therefore, when analyzing the mechanical properties of the rubber gasket, the hardness and elongation of the rubber as well as the compression rate of the rubber gasket after assembly are typically used as control indicators. Nonetheless, refined analyses of the large deformation, stress state, and sealing performance of rubber gasket materials are limitedly conducted. The design of rubber gasket joints and the gaskets of various pipelines is based primarily on experience and a few tests [
3,
4]. Generally, the rubber gasket is accepted once it does not leak in the required tensile displacement or deflection angle tests. This acceptance criteria lacks theoretical support when designing for pipes located in poor ground environments or that may suffer strong earthquakes, which does not meet the sustainability requirements of a pipe for long-term service.
With the development of computer simulation technology and modern nonlinear theories, the finite element analysis method has been applied to the analysis of rubber components with various forces, constraints, and complex shapes. In recent years, numerical simulation studies pertaining to the use of rubber seals in aerospace and mechanical fields have been extensively performed [
5,
6,
7,
8,
9,
10]. Regarding municipal pipelines, Theiner et al. [
11] developed a simpler axisymmetric FE model of the joint for pipe systems under high operating pressures, and evaluated the preliminary design of the joint through numerical simulation. Zhong [
12] performed finite element modelling in ANSYS to analyze the contact pressure of a double O-rubber gasket for DN3000 Prestressed Concrete Cylinder Pipe (PCCP) pipelines and determine the effects of manufacturing accuracy, pipe settlement, and other factors on the sealing capacity of the gasket joint. Wang et al. [
13] established a three-dimensional numerical model of a socket drainage pipe using the ABAQUS finite element software and analyzed the effects of pulse amplitude, load location, and depth of burial on the dynamic response of the pipe under traffic loads. Dong et al. [
14] studied restrained joint and pulling load for ductile iron pipe in horizontal directional drilling, in which the finite element method (FEM) was used to study the mechanism of joint failure as well as the effect of slope angle. As test data regarding the basic mechanical properties of rubber materials are not available, most researchers typically use Treloar’s experimental data [
15] or the low-order Mooney–Rivlin model to determine the material constants when performing a numerical analysis of the sealing properties of rubber gaskets. However, Treloar’s basic mechanical property test of rubber, which is classical, was published in 1944, the results of which are not applicable to all rubber materials. Indeed, the constitutive relation of the model may differ significant from the actual mechanical properties of the rubber gasket owing to the different components of the rubber and the production process. Meanwhile, the low-order Mooney–Rivlin model, whose model parameters can be obtained easily, is only a low-order function, indicating that it is difficult to accurately predict the complex deformation behavior of rubber materials. Hence, the characteristics of the problem investigated can be reflected objectively only by fitting the corresponding constitutive mode with the experimental data of rubber materials.
Existing finite element analyses of the sealing performance of rubber gaskets do not sufficiently consider the gasket installation, pipe joint assembly process, and historical cumulative state of the sealing rubber gasket. To ensure that the pipe joint achieves high-quality sealing, the initial outer diameter of the T-rubber gasket is designed to be slightly larger than the inner diameter of the socket clamping groove. In the actual installation process, after the rubber gasket is placed in the clamping groove, a radial force must be applied to ensure its tight fit with the clamping groove. Thus, before the spigot is assembled, the rubber gasket has been subjected to a certain amount of initial stress. This guarantees the smooth assembly process of the pipe rubber gasket joint as well as its high-quality sealing after the assembly. However, owing to the limitations of the numerical method, the details above have rarely been considered in existing studies.
Compared with experimental studies, numerical simulations require fewer cycles and incur lower test costs, which is conducive to the realization of sustainable design. Owing to the small structural dimensions of the rubber gasket and the opaqueness of the pipe material, the changes and evolution of the deformation, stresses, and contact stresses of the rubber gasket during the assembly of the pipe joint are difficult to observe and measure.
In this study, to simulate the assembly stress and sealing performance of the rubber gasket joint, the T-rubber gasket joint of a DN300 ductile iron pipeline, which is typically used in municipal engineering, was selected. The basic mechanical properties of the rubber material and the material constant fitting of the third-order Ogden model were analyzed. The interference fit and assembly process of the rubber gasket joint were simulated. Additionally, the sealing performance of the rubber gasket joint and the influencing mechanisms of different factors are discussed herein. The relevant modeling and research results can provide a reference for the design of flexible joints and sustainable design of rubber-like components.
2. Computational Model
2.1. Model Parameters
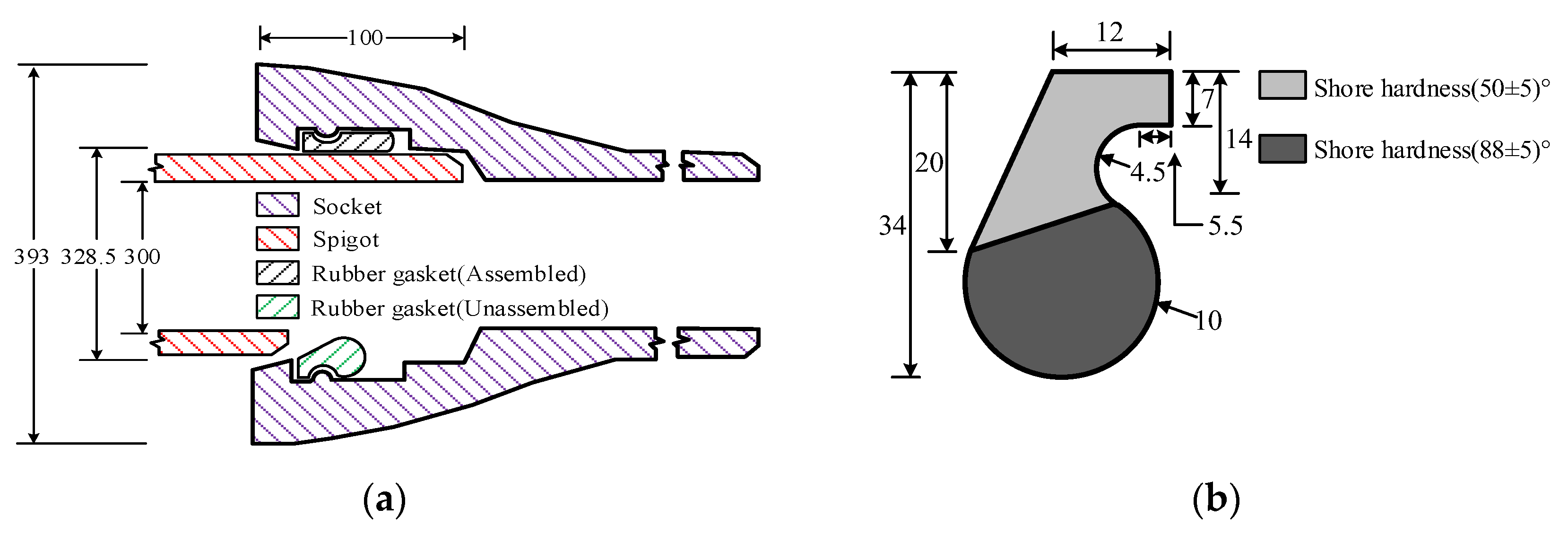
The research object of this study was a ductile iron pipe rubber gasket joint typically used in municipal engineering. The calculation model prototype, a DN300 socket-type ductile iron pipe (produced by Xinxing Casting Pipe Group Limited, Wu’an, China), was selected based on the national standard [
16]. The nominal diameter of a DN300 socket type ductile iron pipe is 300 mm, including a pipe socket, pipe spigot, and sealing rubber gasket, as shown in
Figure 1a. The rubber sealing gaskets used in this study were based on a T-rubber sealing gasket with Shore hardness values of 50 and 88, as shown in
Figure 1b. The calculated dimensions are shown in
Figure 1. Based on the national standard [
16], the assembly depth of the pipe socket was set to 100 mm.
The simulation was performed using commercial finite element software ABAQUS. Because the T-rubber gasket joint is an axisymmetric component, the load and deformation of the rubber gasket in the joint assembly process under ideal conditions are axisymmetric; therefore, the model is regarded as axisymmetric. A CAX4H axisymmetric quadrilateral unit was used to simulate the T-rubber gasket and was supplemented by a triangular unit for transition, as shown in
Figure 2. The ductile iron pipe was assumed to be a rigid body owing to its high stiffness compared with that of the rubber gasket.
Two contact surfaces were set between the rubber gasket and socket and between the rubber gasket and spigot to define the normal contact and tangential friction behavior between them. In the actual construction process, the outer surface of the rubber gasket was coated with lubricant before the assembly of the rubber gasket joint to facilitate the installation of the spigot. The friction coefficients of a ductile iron pipe and rubber gasket were 0.85–1.05, while the friction coefficients were 0.1–0.5 after the lubricant was applied [
17]. Herein, to simulate the actual installation conditions of the rubber gasket joint, the coefficient of friction μ between the T-gasket and socket (without lubricant) was set to 0.95, whereas the coefficient of friction
μ0 between the rubber gasket and spigot (with lubricant) was assumed to be between 0–0.3.
2.2. Constitutive Parameters of T-Rubber Gasket Materials
Rubber materials are typically regarded as hyperelastic materials, and their stress tensor can be described by the derivative of the strain energy density function with respect to the strain tensor. Scholars have proposed several hypotheses regarding the strain energy density function of rubber-like materials. In this regard, the most representative models used are the Mooney [
18], Rivlin [
19], Ogden [
20], Yeoh [
21], and Gent [
22] models. As each of these strain energy models are based on specific assumptions or experiences [
23,
24,
25], they do not predict the complex deformation behavior of rubber-like materials in the same manner. When evaluating the constitutive model of hyperelastic materials, the Ogden third-order strain energy function has been shown to yield better simulation results pertaining to the multi-axial deformation behavior of rubber when both uniaxial tensile (UT) and plane tensile (PT) test data are applied [
26,
27].
The Ogden third-order strain energy function [
20] is expressed as shown in Equation (1).
where
αi and
μi are arbitrary material constants;
λi is the principal elongation ratio (i = 1, 2, and 3); and
λ1λ2λ3 = 1 when considering the isotropic and noncompressible characteristics of rubber.
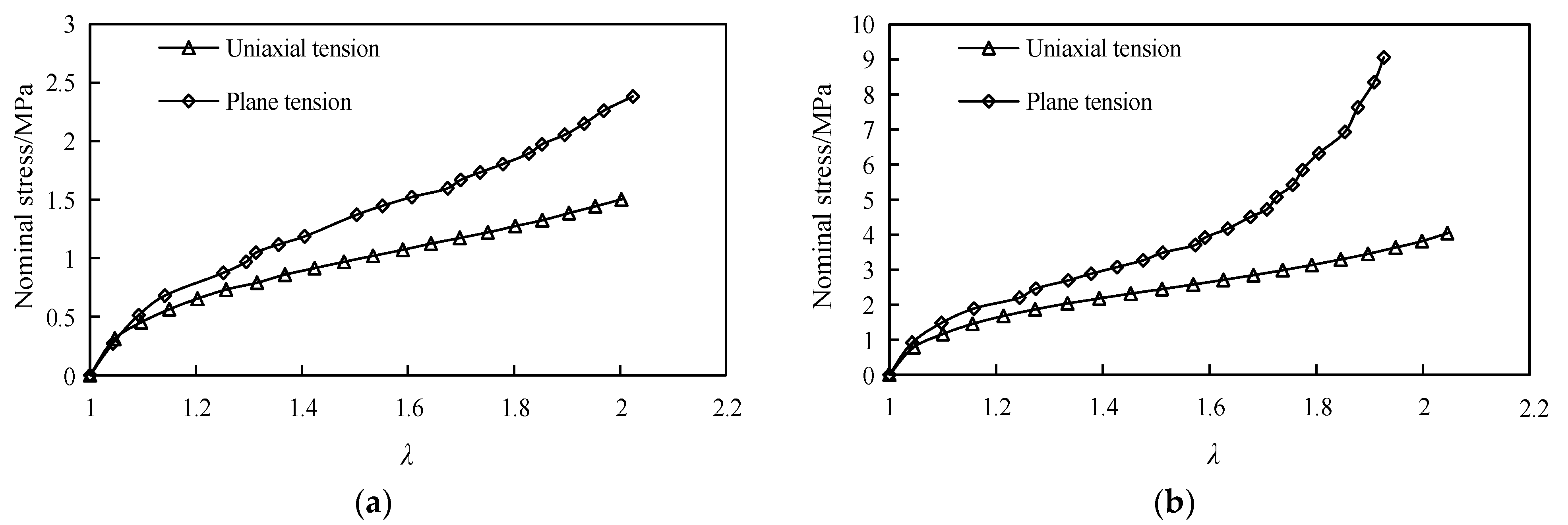
To determine the basic mechanical properties of the T-rubber gasket to be used for ductile iron pipe joints, two types of rubber specimens with Shore hardness values of 50 and 88 were fabricated and subsequently subjected to UT and PT tests, as shown in
Figure 3.
The relationship between nominal stress
σ and axial elongation ratio
λ based on the deformation process of the two types of rubber materials with Shore hardness values of 50 and 88 is shown in
Figure 4.
For the two types of rubber materials, their elongation ratio in each direction during the deformation process can be described as shown in Equation (2).
where
λ is the axial elongation ratio of the two rubber materials.
For a strain energy density function
W, the Cauchy principal stress
ti (
i = 1, 2, and 3) corresponding to the elongation ratio
λi can be expressed using Equation (3).
where
p is the hydrostatic pressure.
Combining Equations (2) and (3), the relationship between the nominal axial stress σ and axial elongation ratio
λ based on UT and PT tests can be obtained, as shown in Equations (4) and (5), respectively.
Based on the equations above and the UT and PT test results in
Figure 4, the material constants were globally fitted using the least-squares method. A comparison between the fitting and test results is shown in
Figure 5, and the obtained material constants,
αi and
μi, are listed in
Table 1.
The results shown in the graphs reveal that the Ogden model (N = 3) predicted the deformation history of rubber materials with a Shore hardness of 50 more closely. Moreover, for the prediction of rubber materials with a Shore hardness of 88, the UT test results were more similar to the fitted results compared with the PT results. In terms of the PT test, although the predicted results were underestimated compared with the fitting results when the main elongation ratio λ exceeded 1.7, the results maintained an ideal fitting when the elongation ratio was less than 1.7. As the peak elongation ratio λ of a T-rubber gasket under actual working condition is generally less than 1, the fitting parameters satisfied the simulation accuracy of the assembly process of the pipe rubber gasket joint.
2.3. Simulation Scheme
The pseudo-static method was applied to closely model the actual operating condition of the assembly process of the pipe T-rubber gasket joint. Three static analysis procedures were established to simulate the installation of the rubber gasket, installation of the joint, and hydrostatic test, as follows.
Step 1: A sealing rubber gasket was installed in the socket. The socket was uniformly heated and expanded to match the size of the rubber gasket (the groove circumference of the socket expanded from 356.5 to 366 mm). Subsequently, the rubber gasket was installed, and the socket was cooled uniformly to the actual size of the socket groove (the groove circumference decreased from 366 to 356.5 mm) to model the annular extrusion of the rubber gasket. The rubber gasket was tightly fitted with the socket groove to generate the initial assembly stress in the rubber gasket.
Step 2: A spigot was pushed into the fixed socket for assembly. Particularly, the spigot was pushed into the socket at a uniform speed along the axial direction of the pipe and then assembled to a standard installation depth of 100 mm. The friction coefficient between the spigot and rubber gasket was assumed to be 0.15.
Step 3: A hydrostatic test was performed by changing the friction coefficient between the spigot and rubber gasket to 0.95 (to simulate the dry failure of the lubricant after pipeline assembly). Subsequently, the water pressure supply was increased to simulate the normal operating state of the pipeline rubber gasket joint.
3. Results
Figure 6 shows the von Mises stress cloud plot for the installation of the T-rubber gasket in Step 1. As shown in
Figure 6, as the diameter of the socket continued to reduce to the actual size, the rubber gasket and socket groove tightened gradually, and the deviatoric stress increased slowly, thus resulting in significant changes along the interface of the two types of rubber. This indicates that (i) the T-rubber gasket was subjected to a certain initial assembly stress after installation was completed, (ii) the subsequent socket assembly was completed based on the initial assembly stress, and (iii) a certain historical accumulation of rubber gasket deformation occurred.
Figure 7 shows the assembly process of the socket and spigot in Step 2 of the analysis (assuming that the friction coefficient between the outer surface of the T-rubber gasket and the spigot was 0.15 after the lubricant was applied).
Figure 8 shows the relationship between the required propulsion force and socket assembly depth during the socket assembly process.
As shown in
Figure 7, as the spigot was jacked in, the T-rubber gasket was gradually subjected to compression, shear, and friction, and the peak stress appeared at the interface of the two types of rubber. During the assembly of the socket, the T-rubber gasket rotated slightly. Simultaneously, the contact length of the two seepage (contact) surfaces between the rubber gasket and each of the socket and spigot increased gradually. When the assembly was completed, the rubber gasket was extruded into a flat shape and closely fitted with the socket and spigot to form a contact pressure for ensuring high-quality sealing. As shown in
Figure 8, when the spigot was inserted into the socket at 35 mm, it began to establish contact with the rubber gasket and generated thrust. As the assembly depth increased, the required push force increased nonlinearly; it reached a maximum value of 12.5 kN when the assembly depth reached 56 mm. Subsequently, the propulsive force decreased gradually until the assembly depth reached 75 mm. As the insertion of the spigot continued until the assembly was completed, the push force and deformation form of the rubber gasket stopped changing, which signifies the beginning of the sliding friction stage.
To analyze the sealing performance of the T-rubber gasket, the contact pressure distribution on the two seepage surfaces of the T-rubber gasket was extracted after water pressure supply was incorporated in Step 3 (the water pressure in this step was set to 0.2 MPa, which is the normal operating pressure of the municipal network system), as shown in
Figure 9 (where the contact positions of the rubber gasket and socket pipe are dimensionless).
Evidently, the contact pressure peaks of the two seepage surfaces of the T-rubber gasket appeared in the middle of the contact surface as two wave peaks, which decreased at both ends; however, the contact pressure distribution of the two seepage surfaces differed slightly. On the contact surface between the T-rubber gasket and spigot, the contact pressure on the region with a Shore hardness of 88 was slightly greater than that with a Shore hardness of 50. The contact pressure trough was located at the interface of the two types of rubber, and a high contact stress was observed on the entire seepage surface. In terms of the contact surface between the rubber gasket and socket, the contact pressure was distributed primarily at the region with a Shore hardness of 50, whereas the contact pressure was 0 at the interface of the two types of rubber, thus indicating that the rubber gasket was partially detached from the socket groove (
Figure 7).
The high-quality sealing of the pipe joint can be guaranteed if the contact pressure on the seepage surface of the sealing rubber gasket exceeds the internal fluid pressure [
3]. The minimum stress within a certain range was defined as the effective contact pressure. The results show that the effective contact pressure of the T-gasket exceeded 2 MPa after the assembly of the pipeline rubber gasket joint (see
Figure 9), which is much higher than the normal operating pressure of 0.2 MPa for urban municipal pipelines. This indicates that the constructed T-rubber gasket offers the ideal sealing performance.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}