
Operational Control Model Based on Integrated Failure Analysis and Risk Assessment in Sustainable Technological Processes


Abstract
:1. Introduction
2. Operational Control
2.1. Process Approach Based on Risk
- The creation, in the process, of the conditions enabling the fulfillment of the requirements;
- Control and assessment confirming that the process is correctly realized and, if there is the need, making corrections and taking corrective actions;
- Improvement focused on increasing the effectiveness of the realized processes.
2.2. Systemic Requirements for Operational Control
2.3. Risk Assessment in Operational Control
- Risk identification together with its source;
- Risk analysis, also called risk measurement, allows for highlighting the risk level based on the reason and risk source, the positive and negative consequences of the risk, and the probability that these consequences will occur;
- Risk assessment by comparing the risk assessment outcomes with the accepted criteria of risk acceptability.
2.4. Multi-Criteria FMEA
- The integration of failure mode effects and criticality analysis (FMECA) and ANP (analytic network process), splitting the severity, occurrence, and detectability into sub-criteria, arranging them in a hybrid decision structure for including qualitative judgments and reliable quantitative data in the analysis and incorporation of the consequences of the domino effects in the criticality assessment [62];
- Improvement in the Sphynx method, including the application of product tree (PT), safety block diagrams (SBDs), preliminary hazard analysis (HPA), functional analysis (FA), functional failure mode effects and criticality analysis (FMECA), safety targets (STs) corrected by new factors of safety allocation (environmental danger/functionality factors) and the integrated hazard method, which ensures better flexibility [63,64];
- Changing the Sphynx method by proposing critical allocation and catastrophic allocation factors within the range of the mathematical formulation of the new safety allocation technique: the integrated dangers method [65];
- The unification of the occurrence, severity, and detection grades in the assessment of the safety, environmental, and quality risks in the application of failure mode and effects analysis (FMEA) [68];
- The integration of quality, environmental, and occupational risk assessment methods based on failure mode and effects analysis (FMEA) and the inclusion of additional factors: the difficulty in realizing the technological parameters, their influence on the fulfillment of the requirements, and the importance of the requirements in the risk assessment [69];
- The modification of the conventional failure mode and effects analysis (FMEA) via the application of anticipatory failure determination (AFD) in the identification of the possible failures and analytic hierarchy process (AHP) in the calculation of the weight of the risk priority number (RPN) factors [70];
- Improvement in the classic failure mode and effects analysis (FMEA) via the utilization of the cloud model (CM), calculation weights using the interval analytic hierarchy process (IAHP), and the introduction of the cloud risk priority number (CRPN) [71];
- The combination of prospect theory (PT) and failure mode and effects analysis (FMEA) via the introduction of the relationship between the occurrence, severity, and detectability factors of the risk priority number (RPN) and the main principles of prospect theory [72];
- The application of the interval-valued Pythagorean fuzzy number (IVPFN) with the Bonferroni mean operator and the interactive multi-criteria decision-making (MCDM) approach for the determination of the risk priority numbers in failure mode and effect analysis (FMEA) [73];
- The unification of the quality, environmental, and occupational safety approaches for risk analysis via the application of machinery and process failure mode and effects analysis (FMEA) [74].
- The literature indicates numerous studies on the modification of FMEA and its application to various processes independently based on different criteria. These modifications are specifically aimed at reducing the uncertainty in the evaluation process. FMEA is rarely used to determine risks arising simultaneously from quality, environmental, and safety factors.
3. The Operational Control Model
3.1. Aims of the Study
- The preparation of a consistent method of identification, analysis, assessment, and acceptability estimation of the integrated risk in the technological process, taking into account the quality, environmental, and safety criteria;
- The development of a method that enables the definition of the key operational parameters and their criteria, considering the criterion of integrated risk and allowing for the realization of processes in pre-planned conditions of supervised risk.
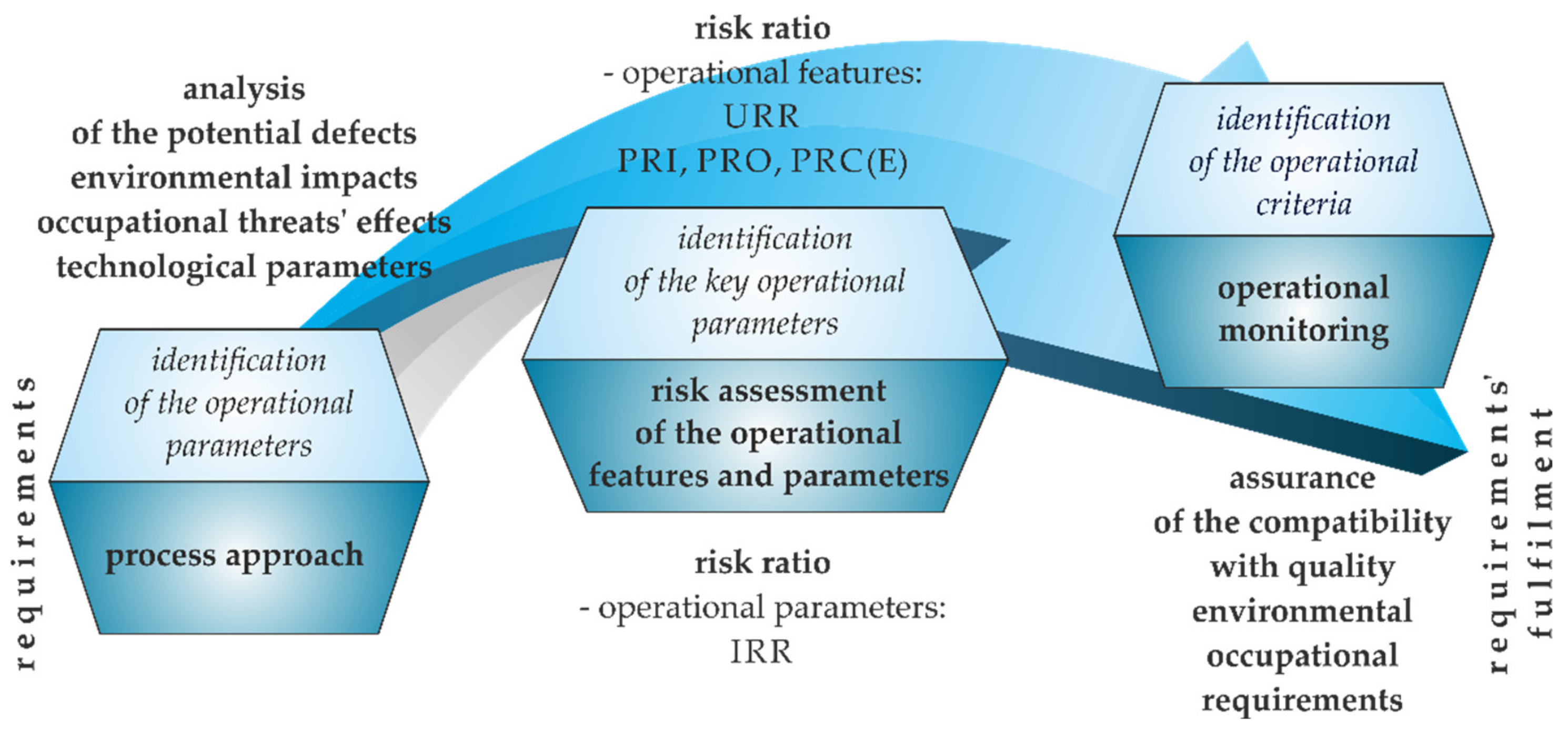
3.2. Original Operational Control Methodology
3.2.1. Integrated Risk Assessment
- The identification and characterization of the defects, environmental impacts, and effects of occupational safety threats and their causes;
- An assessment of the significance and probability of the occurrence of defects, environmental impacts, and effects of occupational safety threats by assigning priority numbers;
- An assessment of the risks related to the presence of defects, environmental impacts, and the effects of occupational safety threats;
- The selection of processes characterized by high values of the risk ratios of defects, environmental impacts, and effects of significant safety threats.
3.2.2. Operational Monitoring
- The unit risk (URRq, URRe, URRs), which describes the risk associated with the occurrence of defects, environmental impacts, and occupational safety threat effects;
- The integrated risk (IRR), which characterizes the impact of specific technological parameters on fulfilling the integrated requirements.
4. Application in Heat Treatment Operations
- A structure different from the planned one (partial lack of hardening effects); insufficient hardness of the hardened steel; a heating temperature that is too low and/or a heating time that is too short; too low cooling rate from the austenitization temperature—4/1/3/12;
- An overheated, coarse structure; deterioration in mechanical properties; a heating temperature that is too high and/or a heating time that is too long—3/1/3/9;
- A structure locally different from the planned structure; “soft spots” with low hardness (uneven hardness); the improper surface preparation of workpieces—3/2/3/18;
- The oxidation of the surface; increasing the hardness of the surface layer; deterioration in the mechanical properties; failure to comply with the planned parameters of the protective atmosphere or its absence—5/1/3/15;
- Surface decarburization; a reduction in the surface layer hardness; deterioration in the strength properties; failure to comply with the planned parameters of the protective atmosphere—3/1/3/9;
- Temperature stresses; cracks, deformations, twists, warping, buckling; a heating rate that is too high; uneven heating; a heating temperature that is too high; a cooling rate that is too high; different cooling rates for different surfaces of the heat-treated workpiece; incorrect arrangement in the furnace—5/3/5/75;
- Electricity intake; decrease in natural resources; heating operations; heating of the washing bath; the drive of lifting and transport equipment; the agitator and cooler of the hardening bath; chamber washer—5/5/1/25;
- Water intake; the exhaustion of natural resources; the cooling of the hardening bath; the use of a spray washer; the washing of machinery and equipment—5/5/1/25;
- Industrial wastewater containing quenching and hydraulic oils, emulsions, and lubricants; the pollution of surface water, groundwater, and land; the use of a spray washer; the washing of machinery and equipment—5/3/1/15;
- Hazardous waste: used quenching and hydraulic oils; soil and groundwater contamination; taking up space in landfills; the consumption and replacement of quenching and hydraulic oils—4/3/2/24;
- Hazardous waste: oily wipes, sawdust, and sand; soil and groundwater contamination; taking up space in landfills; the removal of oil and grease during equipment repairs and possible leaks—4/3/2/24;
- Hazardous waste: oils and lubricants separated from “dirty” sewage; soil and groundwater contamination; taking up space in landfills; the separation of oils and lubricants from “dirty” wastewater in contact with the processed material and used equipment—4/3/2/24;
- Non-hazardous waste: scrap; occupying area in the landfill until recycling; the manufacturing of non-compliant products; the wear of machine and equipment components; the scrapping of equipment and machines—1/3/2/6;
- Risk of industrial accident (hardening oil); uncontrolled soil, surface, and groundwater contamination; faulty operation of equipment and installation; the use of technical solutions conducive to the occurrence of danger; poor technical conditions of equipment and installation—5/1/1/5;
- Contact with extremely high-temperature objects; death due to first-, second- and third-degree skin burns; temporary or permanent eyesight injury; high temperatures in the quenching furnace; the high temperature of the oil bath—5/1/4/20;
- Hot working conditions leading to the overheating of the body and loss of consciousness; high temperatures in the quenching furnace; the high temperature of the oil bath—2/3/5/30;
- Contact with “oil mist” leading to headaches and dizziness and chronic acute poisoning; the evaporation of oil from the quenching bath—2/2/4/16;
- Skin and eye contact with chemicals leading to damage and inflammation of the skin, mucous membranes, and eyes; the release of acrolein during the thermal decomposition of quenching oil; the use of the alkaline salt solution in the surface preparation—3/2/4/24;
- Contact with sharp, protruding, and rough surfaces causing bruises and cuts, mainly limb, head and hand abrasions; the operation of heat treatment furnaces and other equipment; passages in the hardening plant—2/2/4/16;
- Contact with moving elements of machines and devices leading to bruises and head injuries; the operation of machines and devices—3/2/4/24;
- Material falling onto the legs resulting in bruises, fractures, and crushes; manual material handling—3/1/3/9;
- Slipping and falling on the same plane leading to limb fractures and sprains, body contusions, and head injuries; uneven and slippery surfaces in the hardening plant—3/1/3/9;
- Overload of the musculoskeletal system resulting in diseases and injuries of the musculoskeletal system and hernia; lifting, moving, and repeating actions—3/1/2/6;
- Working in a standing position resulting in diseases of the musculoskeletal system; the operation of supporting machinery and devices—2/1/5/10;
- Noise exposure resulting in momentous or permanent hearing loss; the operation of supporting machinery and devices—2/1/5/10;
- Stress resulting in the diminishment of the psychical and mental efficiencies, hearing, eyesight, manual precision efficiency, and illness defense; an overly high pace of work; three working shifts requiring quick response times and high levels of responsibility—3/3/3/27;
- Risk of industrial accident (fire, explosion), such as heavy burns all over the body or strong poisoning, which can possibly lead to death; the implementation of heating and cooling at high temperatures—5/1/4/20.
- Electricity consumption (URRe = 25);
- Water consumption (URRe = 25);
- Hazardous waste in the form of used hardening and hydraulic oils (URRe = 24);
- Hazardous waste in the form of oily wipes, sawdust, and sand (URRe = 24);
- Hazardous waste in the form of oils and lubricants separated from “dirty” sewage (URRe = 24).
- High temperatures at the workplace (URRs = 30);
- Exposure to stress (URRs = 27);
- Skin and eye contact with chemicals (URRs = 24);
- Contact with moving elements of machinery and equipment (URRs = 24).
- In the field of quality assurance: thermal stress (PRIq = 15) and surface oxidation (PRIq = 5);
- In the environmental range: the consumption of electricity (PRIe = 5, PROe = 5) and water (PRIe = 5, PROe = 5) and the risk of failure resulting from the use of quenching oil (PRIe = 5);
- In the field of occupational safety: work in microclimatic conditions (PREs = 5), in a standing position (PREs = 5), and with noise exposure (PREs = 5), and the risk of failure resulting from potential fire conditions (PRIs = 5).
- IRR = 171 for the washing-bath parameters;
- IRR = 351 for the austenitizing temperature;
- IRR = 326 for the heating time and IRR = 264 for the cooling rate;
- IRR = 30 for the composition of the protective atmosphere.
- IRR = 351 for the austenitizing temperature, which may affect the presence of structures with a partial lack of hardening effects (IRR = 12 × 1), overheated, coarse structures (IRR = 9 × 1), temperature stresses (IRR = 75 × 1), electricity (IRR = 25 × 1), the water intake (IRR = 25 × 1), the presence of used quenching and hydraulic oils (IRR = 24 × 1), oils and lubricants separated from “dirty” sewage (IRR = 24 × 1), non-hazardous waste: scrap (IRR = 6 × 1), hardening oil and industrial accidents (IRR = 5 × 1), contact with extremely high-temperature objects (IRR = 20 × 1), hot working conditions (IRR = 30 × 1), contact with “oil mist” (IRR = 16 × 1), skin and eye contact with chemicals (IRR = 24 × 1), slipping and falling on the same plane (IRR = 9 × 1), stress (IRR = 27 × 1) and fire, explosions, and industrial accidents (IRR = 20 × 1);
- IRR = 326 for the heating time, which can have an impact on the presence of structures with a partial lack of hardening effects (IRR = 12 × 1), overheated, coarse structures (IRR = 9 × 1), temperature stresses (IRR = 75 × 1), the electricity intake (IRR = 25 × 1), the presence of used quenching and hydraulic oils (IRR = 24 × 1), oils and lubricants separated from “dirty” sewage (IRR = 24 × 1), non-hazardous waste: scrap (IRR = 6 × 1), hardening oil and industrial accidents (IRR = 5 × 1), contact with extremely high-temperature objects (IRR = 20 × 1), hot working conditions (IRR = 30 × 1), contact with “oil mist” (IRR = 16 × 1), skin and eye contact with chemicals (IRR = 24 × 1), slipping and falling on the same plane (IRR = 9 × 1), stress (IRR = 27 × 1) and fire, explosions and industrial accidents (IRR = 20 × 1).
- Technological features described by high values of the unit risk ratio (URRq, URRe, URRs) and maximum values of priority numbers of occurrence, significance, and control or exposure (PRO, PRI, PRCI);
- Technological parameters are described by high values of the integrated risk ratio (IRR).
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- ISO 9001:2015; Quality Management Systems—Requirements. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 14001:2015; Environmental Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 45001:2018; Occupational Health and Safety Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2016.
- Villar, A.S. Empirical Analysis of Integrated Management Systems. Ph.D. Thesis, University of Girona, Girona, Spain, 2012. Available online: https://dugi-doc.udg.edu/bitstream/handle/10256/7068/tasv.pdf?sequence=5 (accessed on 4 December 2022).
- Bernardo, M.; Casadesus, M.; Karapetrovic, S.; Heras, I. How integrated are environmental, quality and other standardized management systems? An empirical study. J. Clean. Prod. 2009, 17, 742–750. [Google Scholar] [CrossRef]
- Simon, A.; Karapetrovic, S.; Casadesus, M. Difficulties and benefits of integrated management systems. Ind. Manag. Data Syst. 2012, 112, 828–846. [Google Scholar] [CrossRef]
- Ispas, L.; Mironeasa, C. The Identification of Common Models Applied for the Integration of Management Systems: A Review. Sustainability 2022, 14, 3559–3575. [Google Scholar] [CrossRef]
- Jørgensen, T.; Remmen, A.; Mellado, M.D. Integrated management systems—Three different levels of integration. J. Clean. Prod. 2006, 14, 713–722. [Google Scholar] [CrossRef]
- Ejdys, J. Improvement Model of Normalised Management Systems Based on the Knowledge; Bialystok Technical University Publishing House: Bialystok, Poland, 2011. [Google Scholar]
- Zeng, S.X.; Shi, J.J.; Lou, G.X. A synergetic model for implementing an integrated management system: An empirical study in China. J. Clean. Prod. 2017, 15, 1760–1767. [Google Scholar] [CrossRef]
- Karkoszka, T. Risk in Fulfilling Quality, Environmental and Occupational Safety Requirements; Silesia Publishing House: Katowice, Poland, 2013. [Google Scholar]
- Bernardo, M. Integration of management systems as an innovation: A proposal for a new model. J. Clean. Prod. 2014, 82, 132–142. [Google Scholar] [CrossRef]
- Gawlik, J.; Plichta, J.; Świć, A. Production Processes; Polish Economic Publishers: Warsaw, Poland, 2013. [Google Scholar]
- Zhemchugova, O.V.; Levshina, V.V. The risk-based approach in organization quality management systems. Rev. Galega Econ. 2020, 6538–6549. [Google Scholar] [CrossRef]
- Matuszak-Flejszman, A.; Paliwoda, B. Influence of the implemented management systems on risk-based thinking in organizations. In Proceedings of the 36th International Business Information Management Association, Granada, Spain, 4–5 November 2020; pp. 6644–6651. [Google Scholar]
- Drucker, P.F. Managing in Turbulent Times; Routledge: London, UK, 1994. [Google Scholar]
- ISO 9000:2015; Quality Management Systems—Fundamentals and Vocabulary. PKN Publishing House: Warsaw, Poland, 2015.
- Skrzypek, E. Process Management in a Modern Enterprise; UMCS Publishing House: Lublin, Poland, 2008. [Google Scholar]
- Grajewski, P. Process Management in Organization; Polish Economic Publishers: Warsaw, Poland, 2012. [Google Scholar]
- Brzeziński, M. Organization of Production in an Enterprise; Difin Publishing House: Warsaw, Poland, 2013. [Google Scholar]
- Avena, T.; Krohnb, B.S. A new perspective on how to understand, assess and manage risk and the unforeseen. Reliab. Eng. Syst. Saf. 2014, 121, 1–10. [Google Scholar] [CrossRef]
- Skrzypek, E.; Hofman, M. Process Management in Organization; Wolters Kluwer Business: Warsaw, Poland, 2010. [Google Scholar]
- Nunhes, T.V.; Barbosa, L.C.F.M.; de Oliveira, O.J. Identification and analysis of the elements and functions integrable in integrated management systems. J. Clean. Prod. 2017, 142, 3225–3235. [Google Scholar] [CrossRef]
- Zymonik, Z.; Hamrol, A.; Grudowski, P. Quality and Safety Management; Polish Economic Publishers: Warsaw, Poland, 2013. [Google Scholar]
- Gawlik, J.; Kiełbus, A. Methods and Tools in Analyses of Products Quality; Cracow University of Technology Publishing House: Cracow, Poland, 2008. [Google Scholar]
- Roszak, M. Quality Management in Engineering Practice; Open Access Library: Gliwice, Poland, 2013. [Google Scholar]
- Szkoda, J. Quality Control of Production Processes. Theory and Practice; University of Warmia and Mazury Publishing House: Olsztyn, Poland, 2004. [Google Scholar]
- Mitra, A. Fundamentals of Quality Control and Improvement; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Dail, W.; Maropoulos, P.G.; Cheung, W.M.; Tang, X. Decision-making in product quality based on failure knowledge. Int. J. Prod. Lifecycle Manag. 2011, 5, 143–163. [Google Scholar]
- Rocha, M.; Searcy, C.; Karapetrovic, S. Integrated sustainable development into existing management systems. Total Qual. Manag. Bus. Excell. 2007, 18, 83–92. [Google Scholar] [CrossRef]
- Esquer-Peralta, J.; Velazquez, L.; Munguia, N. Perceptions of core elements for sustainability management systems (SMS). Manag. Decis. 2008, 46, 1027–1038. [Google Scholar] [CrossRef]
- ISO/IEC Directives, Consolidated ISO Supplement. Procedures Specific to ISO, Annex SL; International Organization for Standardization: Geneva, Switzerland, 2015.
- Gangolells, M.; Casals, M.; Nuria, F.; Fuertes, A.; Roca, X. Model for enhancing integrated identification, assessment, and operational control of on-site environmental impacts and health and safety risks in construction. J. Constr. Eng. Manag. 2012, 139, 138–159. [Google Scholar] [CrossRef]
- Karkoszka, T. Operational Control with Application of the Risk Analysis in the Integrated Management System of Technological Process; Silesian Technical University Publishing House: Gliwice, Poland, 2017. [Google Scholar]
- ISO 14001:2004; Environmental Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2004.
- Ispas, L.; Mironeasa, C.; Silvestri, A. Risk-Based Approach in the Implementation of Integrated Management Systems: A Systematic Literature Review. Sustainability 2023, 15, 10251–10273. [Google Scholar] [CrossRef]
- ISO 31000; Risk Management—Guidelines. International Organization for Standardization: Geneva, Switzerland, 2018.
- Enterprise Risk Management—Integrated Framework. Application Techniques; Committee of Sponsoring Organizations of the Treadway Commission: New Jersey, NJ, USA, 2017.
- Overview of Enterprise Risk Management; Casualty Actuarial Society: Arlington, TX, USA, 2003.
- IEC 62198; Managing Risk in Projects—Application guidelines. International Electrotechnical Commission: Geneva, Switzerland, 2013.
- A Risk Management Standard; Federation of European Risk Management Associations: Brussels, Belgium, 2003.
- King, R.; Hirst, R. Safety in the Process Industries; Butterworth-Heinemann: Oxford, UK, 1998. [Google Scholar]
- IEC 61508-4; Functional Safety of Electrical/Electronic/Programmable Electronic Safety-Related Systems—Definitions and Abbreviations. International Electrotechnical Commission: Geneva, Switzerland, 2010.
- Smith, D.J.; Simpson, K.G.L. Safety Critical Systems Handbook; Butterworth-Heinemann: Oxford, UK, 2010. [Google Scholar]
- Sutton, I. Process Risk and Reliability Management; Gulf Professional Publishing: Oxford, UK, 2015. [Google Scholar]
- Markowski, A.S. Safety of Industrial Processes; Łódź Technical University Publishing House: Łódź, Poland, 2017. [Google Scholar]
- Pichowicz, W. Chosen Problems of Technical Safety Engineering; Łódź Technical University Publishing House: Łódź, Poland, 2015. [Google Scholar]
- ISO 13372:2012; Condition Monitoring and Diagnostics of Machines—Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2012.
- MIL-STD-721C; Definitions of Effectiveness Terms for Reliability Maintainability, Human Factors, and Safety. US Military Specs: Washington, DC, USA, 1995.
- Gabriska, D. Evaluation of the Level of Reliability in Hazardous Technological Processes. Appl. Sci. 2021, 11, 134–147. [Google Scholar] [CrossRef]
- Smith, D.J. Reliability, Maintainability and Risk: Practical Methods for Engineers; Elsevier Science Technology: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Rasol, A.L.; de Vasconcelos, V.; Marques, R.O.; Soares, W.A.; Mesquita, A.Z. Reliability engineering tools in safety and risk assessment of nuclear facilities. In Proceedings of the International Nuclear Atlantic Conference (INAC 2017), Belo Horizonte, Brazil, 27 October 2017. [Google Scholar]
- Carlson, C. Effective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes Using Failure Mode and Effects Analysis; Wiley: Hoboken, NJ, USA, 2012. [Google Scholar]
- IEC 61025; Fault Tree Analysis (FTA). IEC: Geneva, Switzerland, 2006.
- IEC 60812; Failure Modes and Effects Analysis (FMEA and FMECA). IEC: Geneva, Switzerland, 2018.
- IEC 62502; Analysis Techniques for Dependability—Event Tree Analysis (ETA). IEC: Geneva, Switzerland, 2010.
- Zio, E. (Ed.) The Monte Carlo Simulation Method for System Reliability and Risk Analysis; Springer: New York, NY, USA, 2013. [Google Scholar]
- Huang, J.; You, J.X.; Liu, H.C.; Song, M.S. Failure mode and effect analysis improvement: A systematic literature review and future research agenda. Reliab. Eng. Syst. Saf. 2020, 199, 106885. [Google Scholar] [CrossRef]
- Liu, H.C.H. FMEA Using Uncertainty Theories and MCDM Methods; Springer: Singapore, 2016. [Google Scholar]
- Wu, Z.; Liu, W.; Nie, W. Literature review and prospect of the development and application of FMEA in manufacturing industry. Int. J. Adv. Manuf. Technol. 2021, 112, 1409–1436. [Google Scholar] [CrossRef]
- Von Ahsen, A.; Petruschke, L.; Frick, N. Sustainability Failure Mode and Effects Analysis. A systematic literature review. J. Clean. Prod. 2022, 363, 132413. [Google Scholar] [CrossRef]
- Zammori, F.; Gabbrielli, R. ANP/RPN: A multi criteria evaluation of the risk priority number. Qual. Reliab. Eng. Int. 2012, 28, 85–104. [Google Scholar] [CrossRef]
- Falcone, D.; di Bona, G.; Duraccio, V.; Silvestri, A. Integrated hazards method (IHM): A new safety allocation technique. In Proceedings of the IASTED International Conference on Modelling and Simulation (MS2007), Montreal, QC, Canada, 30 May–1 June 2007. [Google Scholar]
- Di Bona, G.; Duraccio, V.; Silvestri, A.; Forcina, A. Validation and application of a safety allocation technique (integrated hazard method) to an Aerospace prototype. In Proceedings of the IASTED International Conference on Modelling, Identification and Control (MIC2014), Innsbruck, Austria, 17–19 February 2014. [Google Scholar]
- Falcone, D.; di Bona, G.; de Felice, F.; Silvestri, A.; Duraccio, V. Risk Assessment in a Co-Generation System: Validation of a New Safety Allocation Technique. In Proceedings of the International Conference on Applied Simulation and Modelling (ASM2007), Palma de Mallorca, Spain, 29–31 August 2020. [Google Scholar]
- Di Bona, G.; Silvestri, A.; Forcina, A.; Petrillo, A. Total efficient risk priority number (TERPN): A new method for risk assessment. J. Risk Res. 2018, 21, 1384–1408. [Google Scholar] [CrossRef]
- Falcone, D.; Di Bona, G.; Forcina. A new method for risk assessment in industrial processes. FAC PapersOnLine 2022, 55, 1–6. [Google Scholar] [CrossRef]
- Zeng, S.X.; Tam, C.M.; Tam, V.W.Y. Integrating safety, environmental and quality risks for project management using a FMEA method. Eng. Econ. 2010, 21, 44–52. [Google Scholar]
- Karkoszka, T. Factors influencing the requirements fulfillment in the zinc coating processes. Metalurgija 2016, 55, 765–768. [Google Scholar]
- Mzougui, I.; El Felsoufi, Z. Proposition of a modified FMEA to improve reliability of product. Procedia CIRP 2019, 84, 1003–1009. [Google Scholar] [CrossRef]
- Wang, L.; Yan, F.; Wang, F.; Li, Z. FMEA-CM based quantitative risk assessment for process industries. A case study of coal-to-methanol plant in China. Process Saf. Environ. Prot. 2021, 149, 299–311. [Google Scholar] [CrossRef]
- Sagnak, M.; Kazancoglu, Y.; Ozkan Ozen, Y.D.; Garza-Reyes, J.A. Decision making for risk evaluation: Integration of prospect theory with Failure Modes and Effects analysis (FMEA). Int. J. Qual. Reliab. Manag. 2020, 37, 939–956. [Google Scholar] [CrossRef]
- Zhu, J.; Shuai, B.; Wang, R.; Chin, K.S. Risk Assessment for Failure Mode and Effects Analysis Using the Bonferroni Mean and TODIM Method. Mathematics 2019, 7, 536–553. [Google Scholar] [CrossRef]
- Basto, L.; Lopes, I.; Pires, C. Risk Analysis in Manufacturing Processes: An Integrated Approach Using the FMEA Method. In Proceedings of the International Conference on Advances in Production Management Systems (APMS 2022), Gyeongju, Republic of Korea, 25–29 September 2022. [Google Scholar]
- PN-93/H-01200; Heat Treatment of Metal and Alloys. Polish Committee for Standardization: Warsaw, Poland, 1993.
- Szewieczek, D. Heat Treatment of Metal Materials; Silesian Technical University Publishing House: Gliwice, Poland, 1998. [Google Scholar]
- Szewieczek, D.; Karkoszka, T.; Krupińska, B.; Roszak, M. Introduction to the Design of Heat Treatment Processes; Silesian Technical University Publishing House: Gliwice, Poland, 2009. [Google Scholar]



{kind=link}
{kind=link}
| PROq | Estimation Criteria |
|---|---|
| 1 | Isolated situations of defect occurrences linked to the same or similar processes; the process is statistically capable: Cp > 1.00, P < 0.27%. |
| 2 | Rare cases of defects that accompany the same or similar processes; low probability of the occurrence of the defect’s source; the process is statistically stable: Cp ≤ 1.00, P ≥ 0.27%. |
| 3 | The defects accompany the same or similar processes; the source of the defect occurs occasionally; the process is still under statistical control: P ≈ 5%. |
| 4 | Frequent cases of defect occurrences; the source of the defect is repetitive; the process is beyond statistical control: 12.5% < P < 50%. |
| 5 | The existence of defects is almost or totally unavoidable; P ≈ 50% ÷ 100%. |
| PRIq | Estimation Criteria |
|---|---|
| 1 | A slight defect that does not have any real effect on the operation of the system or affect the course of the technological process or operation. |
| 2 | Low defects cause only slight dissatisfaction of the operator, slight deterioration in the system’s performance, or necessary slight changes in the technological process. |
| 3 | The defect causes some dissatisfaction, discomfort, or nervousness in the operator regarding the occurrence of the defect. |
| 4 | Defects result in a high degree of operator dissatisfaction and are likely to cause serious disruptions in subsequent technological operations, requiring large modifications. |
| 5 | Defects affecting the safety of the operation of the system or legal provisions. |
| PRCq | Estimation Criteria |
|---|---|
| 1 | The control activities will almost certainly detect the existence of defects; the process automatically highlights the defect; and the cause of the defect will certainly be detected. |
| 2 | The control activities have a high chance of detecting the existence of the defect; the detection of the cause of the defect is very likely; the control tests are certain, independent of each other. |
| 3 | The control activities allow for the detection of existing defects; the detection of the cause of the defect is probable; relatively reliable test. |
| 4 | The control activities have a low chance of detecting the defect; the detection of the cause of the defect is unlikely and presumably cannot be detected; tests are uncertain. |
| 5 | The control activities do not allow for the detection of the defect; the detection of the cause of the defect is impossible; the cause of the non-compliance has not or cannot be investigated. |
| PROe | Estimation Criteria |
|---|---|
| 1 | Environmental impact occurrence is improbable; there have never been any environmental aspects or impacts related to the same or similar processes. |
| 2 | There is little probability of environmental impact occurrence; the rare and temporary cases of environmental impact occurrence are linked with the same or similar processes. |
| 3 | Environmental impact occurrence is probable; there have been environmental impact situations. |
| 4 | Environmental impact occurrence is highly probable; there have been situations of numerous and long-lasting environmental impacts. |
| 5 | Environmental impact occurrence is unavoidable; environmental impacts are always present. |
| PRIe | Estimation Criteria |
|---|---|
| 1 | Unimportant in the context of area, quality, and quantity; environmental pollution: an almost immediate return to the initial balance condition. |
| 2 | Area-insignificant environmental pollution; environmental imbalance that is naturally reversible within a short period of time following the environmental impact occurrence. |
| 3 | Area-significant environmental pollution; environmental imbalance that is reversible only due to the intervention of humans. |
| 4 | Environmental pollution in the contexts of the amount, quality, and area-importance; is severe environmental degradation that is reversible only due to the heavy intervention of humans. |
| 5 | Area-significant, total environmental degradation. |
| PRCs | Estimation Criteria |
|---|---|
| 1 | The environmental aspect is under constant control, detected automatically, and subjected to supervision. |
| 2 | The environmental aspect is under constant control and subject to supervision. |
| 3 | The environmental aspect is under poor control and there is little or no chance of its supervision. |
| 4 | The environmental aspect is hardly ever controlled or is not subjected to any control actions; the control actions are of low effectiveness; the aspect is barely supervisable. |
| 5 | The environmental impact is beyond the control actions; there are no measures to detect the impact; the environmental aspect is unsupervisable. |
| PROs | Estimation Criteria |
|---|---|
| 1 | Near improbability for the occurrence of injuries and occupational illnesses, occupational accidents, or disease that appear at a maximum of twice during the worker’s labor activity. |
| 2 | Low probability for the occurrence of injuries and occupational illnesses; the incapacity to work (from the effect of the workplace safety threat) can occur at a maximum of twice over 5 years during the worker’s labor activity. |
| 3 | Moderate probability for the occurrence of injuries and occupational illnesses; the incapacity to work (from the effect of the workplace safety threat) can occur once every 2 years during the worker’s labor activity. |
| 4 | High probability for the occurrence of injuries and occupational illnesses; incapability of work (effect of the workplace safety threat) can occur at a maximum of twice per year during the worker’s labor activity. |
| 5 | Very high probability for the occurrence of injuries and occupational illnesses; the incapacity to work (effect of the workplace safety threat) can occur more than once a month during the worker’s labor activity. |
| PRIs | Estimation Criteria |
|---|---|
| 1 | Ailments not affecting the capacity to work; fatigue; hardly harmful. |
| 2 | Occupational injuries and diseases causing short-term ailments and not affecting the capacity to work: eyesight irritation; poisonings; cuts; headaches; hardly harmful. |
| 3 | Occupational injuries and diseases causing short-term and repeating ailments, affecting the capacity to work in the short term: bruises; skin allergies; uncomplicated fractures; first-degree burns; second-degree burns on small areas; wounds; moderately harmful. |
| 4 | Occupational injuries and diseases causing heavy and continuous ailments, affecting the long-term capacity to work: strong third-degree burns; second-degree burns on large body areas; damage to or loss of eyesight or hearing; black lung; asthma; fractures with dysfunction; vibration white finger syndrome; highly harmful. |
| 5 | Occupational injuries and diseases causing heavy and constant ailments, contributing to the full incapacity to work: amputations; multi-area fractures with dysfunction; toxic harms of the nervous system and internal organs; injuries and illnesses with the consequence of the death of one or more person; neoplastic diseases; extremely harmful. |
| PREs | Estimation Criteria |
|---|---|
| 1 | Rare: once a year |
| 2 | Minimal: several times a year |
| 3 | Sporadic: once a month |
| 4 | Common: more than once a week |
| 5 | Continuous: every day |
| Key Technological Features | Determinants of Key Character | |
|---|---|---|
| URRq/URRe/URRs | PRO/PRI/PRD(E) | |
| Oxidation of the surface | - | PRIq = 5 |
| Thermal stresses | URRq = 75 | PRIq = 5 |
| Electricity intake | URRe = 25 | PRIe = 5, PROe = 5 |
| Water intake | URRe = 25 | PRIe = 5, PROe = 5 |
| Industrial wastewater containing quenching and hydraulic oils, emulsions, and lubricants | - | PRIe = 5 |
| Hazardous waste: used quenching and hydraulic oils | URRe = 24 | - |
| Hazardous waste: oily wipes, sawdust, and sand | URRe = 24 | - |
| Hazardous waste: oils and lubricants separated from “dirty” sewage | URRe = 24 | - |
| Risk of industrial accident: hardening oil | - | PRIe = 5 |
| Contact with extremely high-temperature objects | - | PRIs = 5 |
| Hot working conditions | URRs = 30 | PREs = 5 |
| Skin and eye contact with chemicals | URRs = 24 | - |
| Contact with moving elements of machines and devices | URRs = 24 | - |
| Working in a standing position | - | PREs = 5 |
| Noise exposure | - | PREs = 5 |
| Stress | URRs = 27 | - |
| Risk of industrial accident: fire, explosion | - | PRIs = 5 |
| Technological Features | URR | Technological Parameters | ||||
|---|---|---|---|---|---|---|
| 1. | 2. | 3. | 4. | 5. | ||
| Structure with partial lack of hardening effects | 12 | + | + | + | ||
| Overheated, coarse structure | 9 | + | + | |||
| Structure with “soft spots” of low hardness | 18 | + | ||||
| Oxidation of the surface | 15 | + | ||||
| Surface decarburization | 9 | + | ||||
| Temperature stresses | 75 | + | + | + | ||
| Electricity intake | 25 | + | + | + | + | |
| Water intake | 25 | + | + | |||
| Industrial wastewater containing quenching and hydraulic oils, emulsions, and lubricants | 15 | + | ||||
| Used quenching and hydraulic oils | 24 | + | + | |||
| Oily wipes, sawdust, and sand | 24 | |||||
| Oils and lubricants separated from “dirty” sewage | 24 | + | + | + | ||
| Non-hazardous waste: scrap | 6 | + | + | + | + | + |
| Risk of industrial accident: hardening oil | 5 | + | + | + | ||
| Contact with extremely high-temperature objects | 20 | + | + | + | + | |
| Hot working conditions | 30 | + | + | + | ||
| Contact with “oil mist” | 16 | + | + | + | ||
| Skin and eye contact with chemicals | 24 | + | + | + | + | |
| Contact with sharp, protruding, and rough surfaces | 16 | |||||
| Contact with moving elements of machines and devices | 24 | |||||
| Material falling on the legs | 9 | |||||
| Slipping and falling on the same plane | 9 | + | + | + | + | |
| Overload of the musculoskeletal system | 6 | |||||
| Working in a standing position | 10 | |||||
| Noise exposure | 10 | |||||
| Stress | 27 | + | + | + | ||
| Risk of industrial accident: fire, explosion | 20 | + | + | + | ||
| IRR | 171 | 351 | 326 | 264 | 30 | |
| Operational Parameters | Operational Criteria | Operational Control |
|---|---|---|
| Austenitization temperature | Temperature in the working chamber of the furnace | Ensuring a temperature in the working chamber of the furnace that allows for austenitization |
| Heating time during hardening | Endurance time in the working chamber of the furnace | Providing the time necessary for austenitization |
| Quenching oil temperature | The flow rate of the cooling bath through the hardening bath | Selection of the cooling speed of the quenching bath ensuring the optimum quenching temperature |
| Composition of the protective atmosphere | Flow rate of the protective atmosphere | Selection of the atmospheric flow velocity ensuring its optimal amount in the furnace working chamber |
| Parameters of alkaline washing bath | Temperature and concentration of alkaline solution | Ensuring parameters of the alkaline washing bath that guarantees the proper surface preparation of the workpiece before heat treatment |
| Different structure from the one planned | Process capability indicators | Ensuring the stability and planned capacity of the heat treatment operations |
| Energy intake | Amount of energy consumed by each device | Ongoing observation of energy consumption and comparison of it to the consumption pattern of a specific operation; identification of points of potential energy losses |
| Water intake | Amount of water used in each operation | Ongoing observation of water consumption and comparison of it to the consumption pattern of a specific operation; identification of points of potential water losses |
| Formation of industrial wastewater | Water consumption indicators for metal industry plants | Confirmation that the quantity will not be exceeded and the parameters enabling the introduction of industrial wastewater into sewage systems owned by another entity will be maintained |
| Hazardous waste | Amount of waste classified according to the waste catalog | Confirmation that the quantity of generated hazardous waste for which a permit has been issued will not be exceeded |
| Hot working conditions | Thermal load indicator | Ensuring the proper parameters of the supply of air (speed and temperature) of the ventilation, defining the optimal exposure time |
| Contact with moving elements of machines and devices | Number of accidents and accident situations at work due to contact with moving machine components | Taking actions to reduce human risk with dangerous factors by influencing the safe behavior of employees (e.g., providing training) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karkoszka, T. Operational Control Model Based on Integrated Failure Analysis and Risk Assessment in Sustainable Technological Processes. Sustainability 2023, 15, 16848. https://doi.org/10.3390/su152416848
Karkoszka T. Operational Control Model Based on Integrated Failure Analysis and Risk Assessment in Sustainable Technological Processes. Sustainability. 2023; 15(24):16848. https://doi.org/10.3390/su152416848
Chicago/Turabian StyleKarkoszka, Tatiana. 2023. "Operational Control Model Based on Integrated Failure Analysis and Risk Assessment in Sustainable Technological Processes" Sustainability 15, no. 24: 16848. https://doi.org/10.3390/su152416848