1. Introduction
Agriculture is undeniably one of the most important branches related to human activity, due to ensuring global food security. Agriculture supplies the food and feed markets. It also supplies processing industries that use agricultural products to produce food ingredients, additives used in food industry and others like chemical or pharmaceutical industry, packaging material and so forth [
1]. Agricultural production more than tripled between 1960 and 2015. During this period, we witnessed the transformation of the sector resulting in the industrialization and globalization of food and agriculture. Even if food supply chains have lengthened and processed, packed and prepared food are available everywhere, the agricultural and food industry is going to be challenged in 2050 if it is supposed to be capable of meeting the needs of nine billion people [
2,
3]. A growing need to feed the world’s population will manifest in expanding food production.
Agriculture is not environmentally neutral. The impact on global warming and climate change is enormous. Agricultural and food industry is responsible for a significant expansion in the use of land, water and other natural resources. This sector changes the natural environment and it is manifested in the decreasing of forest area or in the running out groundwater sources in the world [
2]. Agricultural and food production creates a great amount of wastes, and to many, food processing is considered as a big polluter. It is estimated that about 38% of food wastes are produced by the agri-food industry [
4,
5].
Agricultural and food production by-products are virtually unused for further processing in the big scale. However, their chemical composition allows them to be used as sources of valuable food ingredients in the production of enriched and functional foods. Wastes generated by agriculture and related industries can be considered as a biomass resources [
6,
7]. Biomass can be defined as any hydrocarbon material that mainly consists of elements like carbon, oxygen, hydrogen, and nitrogen [
1]. Wastes from agricultural primary production, such as woody resources (e.g., food crops, industrial crops, oil crops, and dedicated energy crops), agricultural residues (i.e., collar of sugar beet, straw of cereal crops, bran and other seed teguments, woody wastes, sawdust, etc.), and wastes from food and agro-industrial processing (e.g., organic waste from fruit and vegetable processing, spent malt, exhausted sugar-beet pulp, grape pomace, olive pomace, cassava pulp, and palm fibers) can be used in the production of energy and biofuels [
1,
8]. Also, by-products or residues from agriculture and food industry can be very valuable because of its composition, where bioactive compounds important for medical/pharmaceutical industry can be find. Not only compounds with antioxidant or health beneficial potential can be derived from food industry residues, but by-products from animal processing industries have the potential for conversion into useful products of higher value, such as protein hydrolysates, lipid fractions as well as vitamins and minerals [
9,
10,
11,
12,
13]. The types of compounds in different food wastes and by-products are described in numerous papers [
14,
15,
16,
17,
18,
19,
20].
In the past, the agricultural wastes were mainly discarded to landfills, and only a small amount of them were used as a source of energy, biofuels, feed for animals or compost. Today, residues or by-products from agriculture and related industries are seen as potential resources instead of waste. In recent years, a number of studies have been conducted to recover bioactive compounds or nutrients from agricultural wastes. A lot of research is about processing by-products to obtain innovative or improved food products. A very promising by-product with many uses and applications in food, feed and agricultural industries is okara, a by-product generated during the manufacturing process of soybean-based products.
The soybean is one of the richest and cheapest sources of protein and is a staple in the diets of people and animals in numerous parts of the world. Soy products are a very important component of vegan and vegetarian diets. Also, the soybean has gained much attention because of its health-promoting properties. Soybeans are characterized by beneficial components such as protein, dietary fiber, fatty acids, isoflavones, and other phytochemicals. Soy products, as plant-based products, became low-cost substitutes for traditional dairy products. Soy foods are also an ideal nutritional supplement in lactose-intolerant diets [
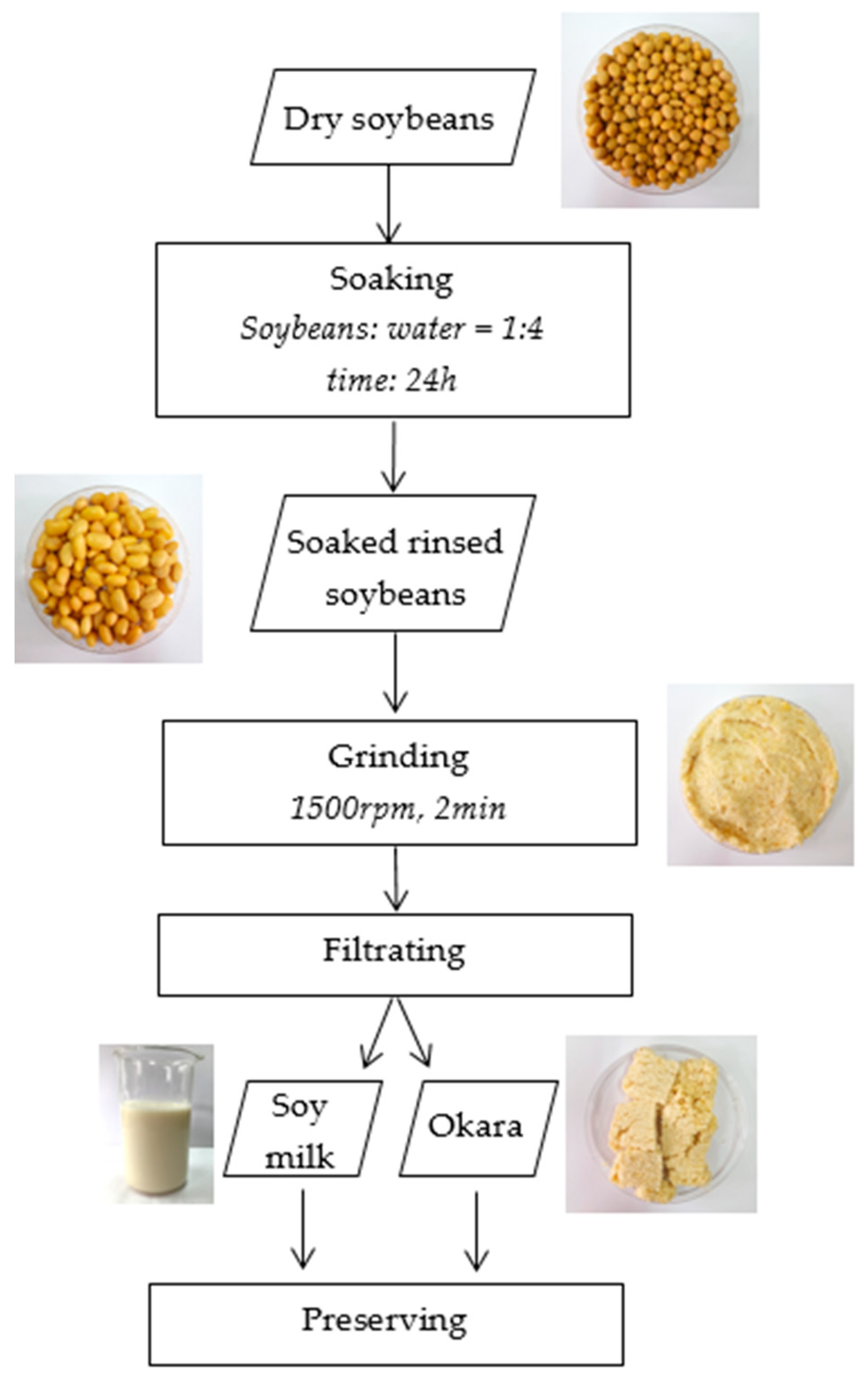
20]. Soymilk and tofu have maintained wide popularity as food sources for thousands of years, and large quantities of their by-products are generated during the manufacturing process. Every 1 kg of dry soybeans processed into soymilk or tofu leaves about 1.2 kg of soybean curd residue, okara, often regarded as waste [
21,
22]. In the years 2022/2023, the United States Department of Agriculture (USDA) estimated that the world soybean production will be 391.17 million metric tons around the globe. About 7% of soy is used directly for human food products such as tofu, soymilk, edamame beans, and tempeh [
23]. According to these data, in the season of 2022/2023, about 27 million metric tons of soybeans are going to be processed into soy products, which will generate over 32 million metric tons of wet okara. Because of the high moisture content, most of the okara is discarded to landfills [
22].
The chemical composition of okara differs depending on soybean cultivar, the method of soymilk processing, and the amount of water-soluble components extracted from the ground soybeans [
21]. Okara contains many beneficial components such as phytochemicals, e.g., isoflavones, crude protein with all essential amino acids or dietary fiber, which is mainly insoluble fiber [
22,
24,
25,
26]. That is why dumping okara to the landfills should be limited and transformation into novel food products should be considered. Although okara holds many nutrients, the biggest problem in okara processing is high moisture content, approximately 70–80%.
The major component of dry okara is dietary fiber, up to 60%. Okara is also a source of crude protein and even up to 40% of protein can be found in dry matter [
23]. This makes okara a potential source of low-cost plant protein for human nutrition [
11]. The general composition of okara as a scope of values found in literature is presented in
Table 1.
Okara also contains anti-nutrient compounds, such as phytic acid, saponins, which can be reduced by fermentation [
21]. The amount of carbohydrate is low at approximately 4.5%. Together with a lack of fermentable carbohydrates it makes the fermentation of okara inefficient and to improve microbial growth sugar addition must be considered.
The utilization of okara can be complicated due to the legislative issues. New technology of okara use should be a sustainable technology, so it can deal with okara as a waste and turn it into valuable raw material for food production. New technologies, including the one that uses okara, are required to limit the negative impact on the environment. The result of the technology of okara processing should minimalize the amount of soy by-product currently discarded. Also, this technology can be a solution to cover some part of the needs to feed the world’s population now and in the future. It is believed that developed technology of okara processing will care for the environment as well as be good to people, by providing new valuable food products.
Attempts are being made to introduce okara as an additive to enrich food products since soy-based products are known for their health beneficial properties [
28]. Wickramarathna and Arampath [
29] investigated the possibility of utilizing okara in bread-making to improve the nutritional quality of bread. Okara can be found in many food recipes to improve fiber and the protein profile. Studies showed that okara can be a substitute of gluten-free flour [
30], an additive to growing medium for
Lactobacillus and
Bifidobacterium fermentation [
31], an ingredient for fermented beverages [
32]. In the literature, studies on preparing soy-based cheeses describe technologies with soymilk as a main ingredient [
33,
34,
35]. Okara as a by-product is also a great source of nutrients, but okara’s processing into cheese is not happening currently.
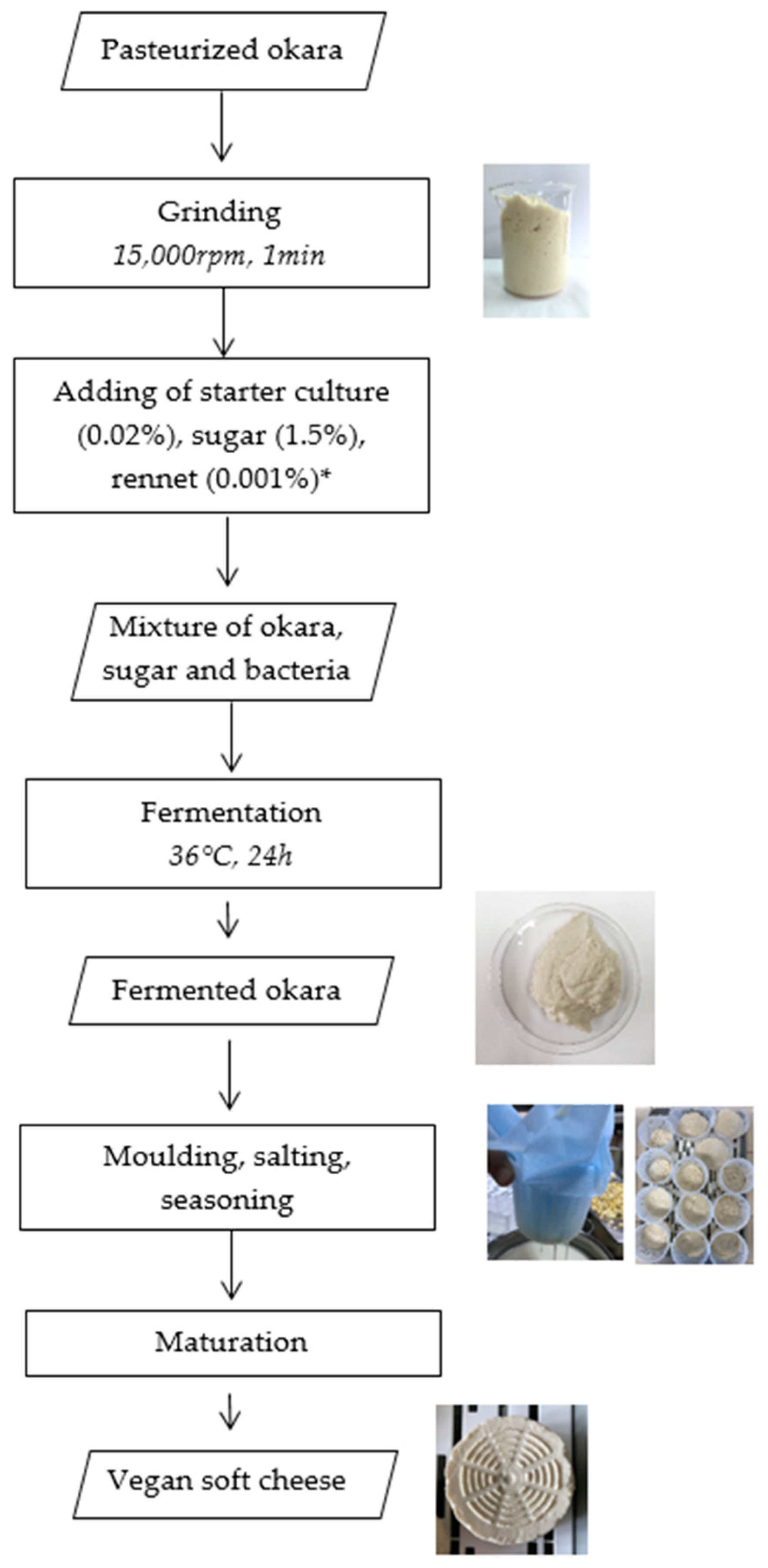
The aim of this work is to develop soybean processing that does not generate waste. The first step of the technology is obtaining soymilk with a known method. The second step is the utilization of okara by transforming it into a soft cheese analogue.
4. Discussion
The characteristics of okara, especially the moisture and protein contents, are important factors in the processing of okara and determining its quality. Moisture content determines short durability and difficulty in preserving and processing [
49]. One of the current directions of using okara is its application in animal nutrition. Okara can be used to feed animals as fresh, dried, and ensiled forms. It can be used as a sole source of concentrate or incorporated with other feed ingredients [
24]. Drying or extraction okara may require significant financial outlays. That is why it is expected that in plants where soy products, especially soymilk, are made, the developed technology of okara-based cheese production will be implemented. According to the high value of protein presented in okara, a good way to soybean processing waste management is the use of okara for other food products processing as well.
The moisture of okara in the present study is in the range of 79.8% for raw okara obtained as a by-product in soymilk processing to 82.4% when okara was pasteurized and ground (
Table 2). These results corroborate the ones reported by Jankowiak et al. [
49] (79 ± 1%), Guimarães et al. [
25] (80.25%), and Li et al. [
27] (81.7~84.5%).
Soybean genotype Ambella used in research is known as a high protein content cultivar. This has been confirmed by the protein determination of okara samples. Okara is characterized by a protein content of 33.4–34.2 g/100 g DM. Okara generally contains between 15.2 and 39.1% DM proteins (
Table 1), which depends on the soybean variety, how the okara is obtained and how it is processed. Fermentation of okara decreased the protein content and after processing into soft cheese it amounted 28.0–28.3 g/100 g DM. A similar conclusion of fermentation as a cause of lowering protein content in fermented okara was made by Tian et al. [
50]. They reported that fermentation of okara using probiotics increased its free amino acids (FAA) compared with unfermented okara. This bioconversion by microbial fermentation has some advantages. The conversion of high molecular weight okara proteins to smaller ones may increase the solubility of okara protein isolates as well as generate bioactive peptides or amino acids [
21]. Another reason for lowering the protein level in cheeses is that not all of the protein was coagulated and remained in the cheese. Some of the protein was removed with the whey.
Fat content in raw okara and processed by fermentation ranged between 6.71 g/100 g DM for soft cheese and 8.47 g/100 g DM for raw okara, and it did not differ significantly. The amount of fat in the samples was similar to the fat content presented by other researchers (
Table 1). The content of okara’s total fat in the literature is very different. Our results showed low content and there are also studies reported by Stanojevic et al. [
51] where raw okara had only 6.5% DM of total fat in okara. On the other hand, there are soybean genotypes that are characterized with high fat content that can amount to even 21.5% of DM [
52]. A lower level of fat in samples of soy soft cheeses was caused by fermentation and this phenomenon was also observed by Tian et al. [
50].
The pH of okara was above 6.1, while soft cheeses were characterized by a pH of 4.5. The decrease in the pH value after okara processing by fermentation is caused by microbial activity. During the fermentation, lactic acid is produced, resulting in a pH value increase. Studies reported by Tian et al. [
50] showed that the fermentation of okara using probiotics increased lactic acid by 150% compared with unfermented okara.
The particle sizes of raw okara and okara dedicated to soft cheese production differed. A second grinding was used to improve the uniformity of okara. The application of the second grinding stage in processing okara to produce soft cheese caused a decrease in the average particle size of okara, as was expected.
Color parameters of the studied material are different than those found in the literature. Guimarães et al. [
25] reported that raw okara obtained from soybeans cultivated in Brazil was characterized by color parameters as follows L* = 73.91, a* = 4.32 and b* = 29.82. There are many factors that are causing these differences. The main cause is the genotype of soybeans. Soybeans can have different hull colors and when the material for soymilk processing is not subjected for dehullization, the hull stays in residues obtained after processing, becoming a part of the okara and possibly affecting the color parameters.
The color parameters of okara and soy soft cheese were used to calculate ΔE, the total color difference parameter. This parameter tells if the difference in color can be seen by observers. It is assumed that when ΔE is below 3, differences in color are imperceptible to the observer. When 3 < ΔE < 5, the difference is noticeable, while at ΔE >5, one has the impression of two different colors. Comparing the color parameters of okaras, the difference can be seen when okara is only pasteurized. Grinding of okara changed the color, and the color difference is below 3 (
Table 4). Comparing soy soft cheeses, the observer will not see the difference in color and the addition of rennet did not influence the color parameters significantly.
In case of the okara sample, no lactic acid bacteria were determined due to no fermentation being performed. Only soy soft cheeses were obtained by pasteurized and ground okara fermentation. That is why LAB and
Lactobacillus spp. were presented in the samples. The soy soft cheese samples presented populations of LAB and
Lactobacillus spp. ranging from 7 to 8 log cfu/mL. Bacteria determined in the samples are potential probiotic and products containing probiotic microorganisms should have a minimum population of viable bacteria, generally >10
6–10
8 cfu/g [
28]. Therefore, the obtained soy soft cheese can be classified as a potentially probiotic, but to fully determine its probiotic aspects, detailed microbiological analysis should be carried out.
Panelists rated soy soft cheeses in a five-point scale in case of their color, aroma, flavor and texture. Sensory tests gave the info about the quality of vegan cheeses. The overall qualities of soy cheeses obtained from okara did not differ significantly and were above 3.5. This note describes a good quality of product. Soy soft cheese with rennet was rated with good (3.00–3.99) and very good (4.00–5.00) sensory properties in terms of color, aroma and texture. The soy soft cheese with rennet flavor was rated as satisfactory (2.00–2.99). Soy soft cheese obtained without adding rennet during the processing was rated with good and very good sensory properties in all rated terms. Even if ratings were not significantly different, it can be noticed that the texture received higher values in the case of cheese made with rennet. This might be caused by the fact that rennet is a coagulation agent and it is capable of aggregating proteins, so it influences the cheese texture [
53].
5. Conclusions
The environmental policy has strongly increased interest in the valorization of by-products, residues and wastes. New products development takes all the aspects of reuse, recycle or use valuable wastes in agriculture and food production. Okara as a by-product and residue from soymilk processing is a great example of rethinking about wastes from agri-food processing. Many researchers proved that okara has a great potential for use in food production, and this paper also proves that discarding okara to landfills is a waste of material for new valuable products for humans. Okara processing is an answer for growing needs to feed the world’s population and it can be considered as a sustainable technology.
The developed technology is zero waste technology as it gives the opportunity to use whole soybeans for soymilk and okara. The first trials were not accepted by the sensory panel due to the texture of soy cheese (data not included). This caused a modification of the technology and introduced the second grinding. This step made okara more homogenous and smoother, which is proved by the distribution of particle sizes of samples. The developed technology is suitable for okara with 80 ± 1% content of water. The moisture of by-products of soy processing depends on conditions during soybean preparation, which is why it is required for moisture adjustment in okara, when the content of water in raw material for vegan soft cheese differs from assumptions.
The presented zero waste technology with okara processing fits in current trends and can provide a valuable nutritional product, which is soy soft cheese. Numerous studies reported that fermentation of okara using specific microorganisms can enhance its nutritive values. Soy vegan soft cheese obtained from fermented okara was characterized with high protein content (28.0–28.3% DM), and by fermentation it can be expected that the product was also characterized by free amino acids and peptides content. The fat content of soy soft cheese ranged from 6.71 to 7.97% DM and it was not high. Microbiological analysis proved that the obtained soy soft cheeses have the probiotic potential with the presence of 107–108 cfu/mL lactic acid bacteria.
The overall quality of soy cheeses obtained from okara was above 3.5. This note describes a good quality of the product. The texture was rated with higher notes in case of cheese made with rennet. The presence of rennet increased protein aggregating and it results in good texture features. Sensory tests proved that the developed product might be accepted by consumers. The obtained soy soft cheese can be used as a substitute of soft cheese made from cows milk.
The technology of okara processing into vegan soft cheese may be considered to be economically viable. The economic analysis was made by the method of valuation of discounted cash flow (DCF): neutral variant, which calculates the present value of future revenues. The analysis showed that the rate of return on the investment in the proposed technology is higher than the weighted average cost of capital (WACC).
The obtained soy soft cheese analogue has a potential to be used as the ingredient in further food processing incl. raw material for cheesecake, dumpling stuffing, cottage cheese analogue, smoked cheese analogue, ripening cheese analogue and others. However, it may require some modifications in the recipe or used technology and therefore extended research. The future development of the technology concerns not only the expansion of the product range obtained from okara processing, but also the use of other by-products from the food industry, e.g., protein-rich spent grain or oilseed cake.


 ,
, 


{kind=link}
{kind=link}