

Intelligent Retrofitting Paradigm for Conventional Machines towards the Digital Triplet Hierarchy
 , , and
, , and
Abstract
:
1. Introduction
2. Research Motivation and Literature Review
2.1. Research Motivation
2.2. Literature Review
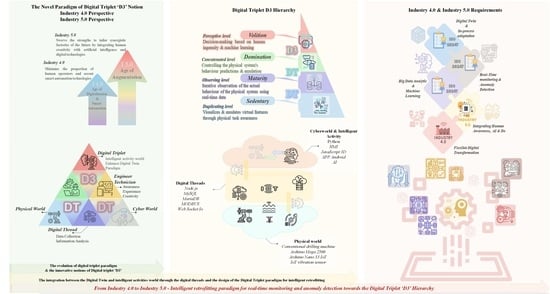
2.2.1. From Industry 4.0 to Industry 5.0
2.2.2. Retrofitting Approaches
2.2.3. From Digital Twin to Digital Triplet
Evolution of Digital Twin Paradigm
Digital Thread and Communication Protocol
Digital Triplet Paradigm
- The current digitisation trends may not complement the manufacturing industry’s style, resulting in the extinction of the manufacturing sector’s strengths.
- Engineers and technicians struggle with digitisation. Digitalised manufacturing systems reform planning, design, construction, operation, maintenance, improvement, and replacement. Instead of merely integrating and improving manufacturing processes in the physical world, engineers should also use the digital realm by deploying intelligent activities.
3. Digital Triplet D3 Hierarchy for Digital Retrofitting
- Volition: the perceptive level, which exploits human experience and creativity through the application of machine learning to eliminate the need for direct intervention in complex decision-making and analysis features for fully autonomous validation and optimisation of the process.
- Domination: the concatenated level that adjusts and controls the physical system utilising the system’s predictions of its virtual representation and sensor inputs.
- Maturity: the iterative level refers to the instantaneous observation of the actual behaviour of the physical system using the sensors, which will then be used for the purpose of system emulation in real-time data.
- Sedentary: the duplicating level with physical task awareness that visualises and emulates virtual features of physical counterparts
4. Design of the Digital Triplet Paradigm for Retrofitting of Drilling Machine
4.1. The Aggregation of Intelligent Activities with Digital Twin and Digital Threads
4.2. Design of the Digital Triplet Paradigm for Retrofitting
- Physical Asset:
- Universal Drilling Machine.
- Controller and data transmitted interfaces:
- An inverter ‘Schneider electric Altivar machine ATV320’ to adjust the proposed operating condition for torque and the rotating speed. Arduino Mega with ethernet shield for control and data transmission with ethernet protocol.
- IoT and vibration acquisition system:
- To enhance the proposed retrofitting paradigm with the principle of the fourth industrial revolution, a vibration sensor with Arduino nano 33 IoT and wireless transmission protocol was installed in this machine.
- Communication server:
- The server node-based JavaScript conducted real-time data transmission among the digital entities and physical assets as a web access platform. For data transmission and repository of digital information generated by the camera and the IoT sub-system, MySQL was used for these purposes.
- Virtual model and real-time monitoring:
- Hikvision “DS-2CD2045FWD-I 4 MP” fixed mini bullet network camera with a direct stream for real-time generating a virtual replica of the drilling system. The operating condition and anomaly detection based on vibration analyses were remotely detected and iteratively monitored.
- APP Android for Cybersecurity features:
- Authentication with securely identifying people and digital entities of the physical asset was deployed in this paradigm based on scanning the barcode generated for this machine. In addition, authorisation as a role in defining and implementing privileges for accessing the authentication portal was conducted with a face-recognition algorithm.
- Intelligent activities:
- AI-Based decision making and anomaly analyses were deployed for vibration detection and classification during operation conditions and safety features.
5. Result and Discussion
5.1. The Physical Model
5.2. The Cyber Model
5.3. Web Interface Platform and Authentication
5.4. Real-Time Monitoring and Anomaly Detection
5.5. Augmentation of the Four Levels of Digital Triplet
5.6. Discussion
6. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Koulamas, C.; Kalogeras, A. Cyber-Physical Systems and Digital Twins in the Industrial Internet of Things [Cyber-Physical Systems]. Computer 2018, 51, 95–98. [Google Scholar] [CrossRef]
- Koulamas, C.; Lazarescu, M.T. Real-Time Sensor Networks and Systems for the Industrial IoT: What Next? Sensors 2020, 20, 5023. [Google Scholar] [CrossRef] [PubMed]
- Boulila, N. Cyber-Physical Systems and Industry 4.0: Properties, Structure, Communication, and Behavior. 2019. Available online: https://www.researchgate.net/publication/332420221_Cyber-Physical_Systems_and_Industry_40_Properties_Structure_Communication_and_Behavior (accessed on 15 November 2022.).
- Tan, H.-S.; Ivander; Oktarina, R.; Reynaldo, V.; Sharina, C. Conceptual development of learning factory for industrial engineering education in Indonesia context as an enabler of students’ competencies in industry 4.0 era. IOP Conf. Ser. Earth Environ. Sci. 2020, 426, 012123. [Google Scholar] [CrossRef]
- Fera, M.; Abbate, R.; Caterino, M.; Manco, P.; Macchiaroli, R.; Rinaldi, M. Economic and Environmental Sustainability for Aircrafts Service Life. Sustainability 2020, 12, 10120. [Google Scholar] [CrossRef]
- Masood, T.; Sonntag, P. Industry 4.0: Adoption challenges and benefits for SMEs. Comput. Ind. 2020, 121, 103261. [Google Scholar] [CrossRef]
- García, J.I.; Cano, R.E.; Contreras, J.D. Digital retrofit: A first step toward the adoption of Industry 4.0 to the manufacturing systems of small and medium-sized enterprises. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1156–1169. [Google Scholar] [CrossRef]
- Saptaningtyas, W.W.E.; Rahayu, D.K. A proposed model for food manufacturing in SMEs: Facing industry 5.0. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Dubai, United Arab Emirates, 10–12 March 2020. [Google Scholar]
- Gaiardelli, S.; Spellini, S.; Lora, M.; Fummi, F. Modeling in Industry 5.0. In Proceedings of the 2021 Forum on Specification & Design Languages (FDL), Antibes, France, 8–10 September 2021; IEEE: Piscataway, NJ, USA. [Google Scholar]
- Javaid, M.; Haleem, A. Critical components of industry 5.0 towards a successful adoption in the field of manufacturing. J. Ind. Integr. Manag. 2020, 5, 327–348. [Google Scholar] [CrossRef]
- Industry 5.0: Towards More Sustainable, Resilient and Human-Centric Industry. Available online: https://research-and-innovation.ec.europa.eu/news/all-research-and-innovation-news/industry-50-towards-more-sustainable-resilient-and-human-centric-industry-2021-01-07_en (accessed on 20 September 2022).
- Maddikunta, P.K.R.; Pham, Q.-V.; Prabadevi, B.; Deepa, N.; Dev, K.; Gadekallu, T.R.; Ruby, R.; Liyanage, M. Industry 5.0: A Survey on Enabling Technologies and Potential Applications. J. Ind. Inf. Integr. 2021, 26, 100257. [Google Scholar] [CrossRef]
- Longo, F.; Padovano, A.; Umbrello, S. Value-Oriented and Ethical Technology Engineering in Industry 5.0: A Human-Centric Perspective for the Design of the Factory of the Future. Appl. Sci. 2020, 10, 4182. [Google Scholar] [CrossRef]
- Fatima, Z.; Tanveer, M.H.; Zardari, S.; Naz, L.F.; Khadim, H.; Ahmed, N.; Tahir, M. Production Plant and Warehouse Automation with IoT and Industry 5.0. Appl. Sci. 2022, 12, 2053. [Google Scholar] [CrossRef]
- European Commission; Directorate-General for Research and Innovation; Müller, J. Enabling Technologies for Industry 5.0: Results of a Workshop with Europe’s Technology Leaders; Publications Office of European Union: Luxembourg, 2020; Available online: https://data.europa.eu/doi/10.2777/082634 (accessed on 20 November 2022).
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. A Literature Review of the Challenges and Opportunities of the Transition from Industry 4.0 to Society 5.0. Energies 2022, 15, 6276. [Google Scholar] [CrossRef]
- Tao, F.; Sui, F.; Liu, A.; Qi, Q.; Zhang, M.; Song, B.; Guo, Z.; Lu, S.C.-Y.; Nee, A.Y.C. Digital twin-driven product design framework. Int. J. Prod. Res. 2018, 57, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Uhlemann, T.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. In Proceedings of the 24th CIRP Conference on Life Cycle Engineering, Kamakura, Japan, 8–10 March 2017; pp. 335–340. [Google Scholar]
- Di Carlo, F.; Mazzuto, G.; Bevilacqua, M.; Ciarapica, F. Retrofitting a Process Plant in an Industry 4.0 Perspective for Improving Safety and Maintenance Performance. Sustainability 2021, 13, 646. [Google Scholar] [CrossRef]
- Alam, K.M.; El Saddik, A. C2PS: A Digital Twin Architecture Reference Model for the Cloud-Based Cyber-Physical Systems. IEEE Access 2017, 5, 2050–2062. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC-PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Botín-Sanabria, D.M.; Mihaita, A.-S.; Peimbert-García, R.E.; Ramírez-Moreno, M.A.; Ramírez-Mendoza, R.A.; Lozoya-Santos, J.D.J. Digital twin technology challenges and applications: A comprehensive review. Remote Sens. 2022, 14, 1335. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Sjarov, M.; Lechler, T.; Fuchs, J.; Brossog, M.; Selmaier, A.; Faltus, F.; Donhauser, T.; Franke, J. The Digital Twin Concept in Industry—A Review and Systematization. In Proceedings of the 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020. [Google Scholar] [CrossRef]
- Goto, J.; Hongo, Y.; Yamakawa, H.; Takeda, H.; Kondoh, S.; Shirafuji, S.; Ota, J.; Umeda, Y.; Sakamoto, K.; Sukekawa, T.; et al. Development of a Learning Factory Based on ‘Digital Triplet’ Concept. In Proceedings of the International Conference on Leading Edge Manufacturing in 21st Century: LEM21; The Japan Society of Mechanical Engineers: Tokyo, Japan, 2021; Volume 10, pp. 183–189. [Google Scholar] [CrossRef]
- Lutters, E.; de Lange, J.; Damgrave, R.G.J. Virtual dashboards in pilot production environments. In Proceedings of the International Conference on Competitive Manufacturing (COMA 19), Stellenbosch, South Africa, 31 January–2 February 2019; Dimitrov, D., Hagedorn-Hansen, D., von Leipzig, K., Eds.; Department of Industrial Engineering, Stellenbosch University: Stellenbosch, South Africa; pp. 22–27. [Google Scholar]
- Emmanouilidis, C.; Pistofidis, P.; Fournaris, A.; Bevilacqua, M.; Durazo-Cardenas, I.; Botsaris, P.N.; Katsouros, V.; Koulamas, C.; Starr, A. Context-based and human-centred information fusion in diagnostics. IFAC-PapersOnLine 2016, 49, 220–225. [Google Scholar] [CrossRef]
- Ullah, A.S. Fundamental Issues of Concept Mapping Relevant to Discipline-Based Education: A Perspective of Manufacturing Engineering. Educ. Sci. 2019, 9, 228. [Google Scholar] [CrossRef] [Green Version]
- Emmanouilidis, C.; Pistofidis, P.; Bertoncelj, L.; Katsouros, V.; Fournaris, A.; Koulamas, C.; Ruiz-Carcel, C. Enabling the human in the loop: Linked data and knowledge in industrial cyber-physical systems. Annu. Rev. Control 2019, 47, 249–265. [Google Scholar] [CrossRef]
- Redelinghuys, A.J.H.; Basson, A.H.; Kruger, K. A six-layer architecture for the digital twin: A manufacturing case study implementation. J. Intell. Manuf. 2020, 31, 1383–1402. [Google Scholar] [CrossRef]
- Phua, A.; Davies, C.; Delaney, G. A digital twin hierarchy for metal additive manufacturing. Comput. Ind. 2022, 140, 103667. [Google Scholar] [CrossRef]
- Valckenaers, P. ARTI Reference Architecture-PROSA revisited, SOHOMA’18, Studies in Computational Intelligence. In Service Orientation in Holonic and Multi-Agent Manufacturing; Springer: Berlin/Heidelberg, Germany, 2019; Volume 803, pp. 1–19. [Google Scholar]
- Gichane, M.M.; Byiringiro, J.B.; Chesang, A.K.; Nyaga, P.M.; Langat, R.K.; Smajic, H.; Kiiru, C.W. Digital Triplet Approach for Real-Time Monitoring and Control of an Elevator Security System. Designs 2020, 4, 9. [Google Scholar] [CrossRef]
- Al-Maeeni, S.S.H.; Kuhnhen, C.; Engel, B.; Schiller, M. Smart retrofitting of machine tools in the contextof industry 4.0. Procedia CIRP 2020, 88, 369–374. [Google Scholar] [CrossRef]
- Aheleroff, S.; Xu, X.; Zhong, R.Y.; Lu, Y. Digital Twin as a Service (DTaaS) in Industry 4.0: An Architecture Reference Model. Adv. Eng. Inform. 2021, 47, 101225. [Google Scholar] [CrossRef]
- Rosas, J.; Brito, V.; Palma, L.B.; Barata, J. Approach to adapt a legacy manufacturing system into the IoT paradigm. Int. J. Interact. Mobile Technol. 2017, 11, 91. [Google Scholar] [CrossRef] [Green Version]
- Ghobakhloo, M.; Iranmanesh, M. Digital transformation success under Industry 4.0: A strategic guideline for manufacturing SMEs. J. Manuf. Technol. Manag. 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Etz, D.; Brantner, H.; Kastner, W. Smart Manufacturing Retrofit for Brownfield Systems. Procedia Manuf. 2020, 42, 327–332. [Google Scholar] [CrossRef]
- Tran, T.A.; Ruppert, T.; Eigner, G.; Abonyi, J. Retrofitting-Based Development of Brownfield Industry 4.0 and Industry 5.0 Solutions. IEEE Access 2022, 10, 64348–64374. [Google Scholar] [CrossRef]
- Ralph, J.R.; Sorger, M.; Hartl, K.; Schwarz-Gsaxner, A.; Messner, F.; Stockinger, M. Transformation of a rolling mill aggregate to a Cyber Physical Production System: From sensor retrofitting to machine learning. J. Intell. Manuf. 2022, 33, 493–518. [Google Scholar] [CrossRef]
- García, Á.; Bregon, A.; Martínez-Prieto, M.A. A non-intrusive Industry 4.0 retrofitting approach for collaborative maintenance in traditional manufacturing. Comput. Ind. Eng. 2021, 164, 107896. [Google Scholar] [CrossRef] [PubMed]
- Di Carlo, F.; Mazzuto, G.; Bevilacqua, M.; Ciarapica, F.E.; Ortenzi, M.; Di Donato, L.; Ferraro, A.; Pirozzi, M. A process plant retrofitting framework in Industry 4.0 perspective. IFAC-PapersOnLine 2021, 54, 67–72. [Google Scholar] [CrossRef]
- Tantscher, D.; Mayer, B. Digital Retrofitting of legacy machines: A holistic procedure model for industrial companies. CIRP J. Manuf. Sci. Technol. 2022, 36, 35–44. [Google Scholar] [CrossRef]
- Lins, T.S.; Oliveira, R.A.R. Cyber-Physical Production Systems Retrofitting in Context of Industry 4.0. Comput. Ind. Eng. 2019, 139, 106193. [Google Scholar] [CrossRef]
- Lima, F.; Massote, A.A.; Maia, R.F. IoT Energy Retrofit and the Connection of Legacy Machines Inside the Industry 4.0 Concept. In Proceedings of the IECON 2019—45th Annual Conference of the IEEE Industrial Electronics Society, Lisbon, Portugal, 14–17 October 2019; Volume 1, pp. 5499–5504. [Google Scholar]
- Onosato, M.; Yoshikawa, H. A Framework on Formalization of Design Object for Intelligent CAD; Intelligent CAD: North-Holland, The Netherlands, 1989; pp. 117–136. [Google Scholar]
- Onosato, M.; Iwata, K. Development of a Virtual Manufacturing System by Integrating Product Models and Factory Models. CIRP Ann. 1993, 42, 475–478. [Google Scholar] [CrossRef]
- Grieves, M.W. Product lifecycle management: The new paradigm for enterprises. Int. J. Prod. Dev. 2005, 2, 71–84. [Google Scholar] [CrossRef]
- ISO 23247-1:2021; Automation Systems and Integration—Digital Twin Framework for Manufacturing—Part 1: Overview and General Principles. ISO: Geneva, Switzerland, 2021. Available online: https://www.iso.org/standard/75066.html (accessed on 28 June 2022).
- Singh, M.; Fuenmayor, E.; Hinchy, E.P.; Qiao, Y.; Murray, N.; Devine, D. Digital Twin: Origin to Future. Appl. Syst. Innov. 2021, 4, 36. [Google Scholar] [CrossRef]
- Margaria, T.; Schieweck, A. The Digital Thread in Industry 4.0. In Lecture Notes in Computer Science; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Kazała, R.; Luściński, S.; Strączyński, P.; Taneva, A. An Enabling Open-Source Technology for Development and Prototyping of Production Systems by Applying Digital Twinning. Processes 2022, 10, 21. [Google Scholar] [CrossRef]
- OPC UA, MQTT, and Apache Kafka—The Trinity of Data Streaming in IoT. Available online: https://www.kai-waehner.de/blog/2022/02/11/opc-ua-mqtt-apache-kafka-the-trinity-of-data-streaming-in-industrial-iot/ (accessed on 20 September 2022).
- Panda, S.; Wisniewski, L.; Ehrlich, M.; Majumder, M.; Jasperneite, J. Plug&Play Retrofitting Approach for Data Integration to the Cloud. In Proceedings of the IEEE International Conference on Factory Communication Systems, Porto, Portugal, 27–29 April 2020. [Google Scholar]
- Zunino, C.; Valenzano, A.; Obermaisser, R.; Petersen, S. Factory Communications at the Dawn of the Fourth Industrial Revolution. Comput. Stand. Interfaces 2020, 71, 103433. [Google Scholar] [CrossRef]
- Farzaneh, M.; Knoll, A. An Ontology-based Plug-and-play Approach for In-vehicle Time-sensitive Networking (TSN). In Proceedings of the 2016 IEEE 7th Annual Information Technology, Electronics and Mobile Communication Conference (IEMCON), Vancouver, BC, Canada, 13–15 October 2016; pp. 1–8. [Google Scholar] [CrossRef] [Green Version]
- Umeda, Y.; Ota, J.; Kojima, F.; Saito, M.; Matsuzawa, H.; Sukekawa, T.; Takeuchi, A.; Makida, K.; Shirafuji, S. Development of an education program for digital manufacturing system engineers based on ‘Digital Triplet’ concept. Procedia Manuf. 2019, 31, 363–369. [Google Scholar] [CrossRef]
- Yasushi Umeda Sennsei- Proposal of Digital Triplet Manufacturing Systems. Available online: http://race.t.u-tokyo.ac.jp/en/course/value-creation/68941// (accessed on 18 October 2022).
- Umeda, Y. Supporting Human Engineering Activities by Digital Triplet. Available online: https://www.jmfrri.gr.jp/content/files/Open/2019/20191219_Sympo/6_Dr.%20Yasushi%20Umeda.pdf (accessed on 10 September 2022).
- Umeda, Y.; Ota, J.; Shirafuji, S.; Kojima, F.; Saito, M.; Matsuzawa, H.; Sukekawa, T. Exercise of digital kaizen activities based on ‘digital triplet’ concept. Procedia Manuf. 2020, 45, 325–330. [Google Scholar] [CrossRef]
- Ullah, A.S. Modeling and Simulation of Complex Manufacturing Phenomena using Sensor Signals from the Perspective of Industry 4.0. Adv. Eng. Inform. 2018, 39, 1–13. [Google Scholar] [CrossRef]
- Ullah, A.S. What is knowledge in Industry 4.0? Eng. Rep. 2020, 2, e12217. [Google Scholar] [CrossRef]
- Ahmad, A.; Roslan, M.F.; Amira, A. Throughput, latency and cost comparisons of microcontroller-based implementations of wireless sensor network (WSN) in high jump sports. AIP Conf. Proc. 2017, 1883, 020010. [Google Scholar] [CrossRef] [Green Version]
- Ooi, B.-Y.; Shirmohammadi, S. The potential of IoT for instrumentation and measurement. IEEE Instrum. Meas. Mag. 2020, 23, 21–26. [Google Scholar] [CrossRef]
- Mois, G.; Sanislav, T.; Folea, S.C. A Cyber-Physical System for Environmental Monitoring. IEEE Trans. Instrum. Meas. 2016, 65, 1463–1471. [Google Scholar] [CrossRef]
- IEEE Std 1588-2008 (Revision IEEE Std 1588-2002); IEEE Standard for a Precision Clock Synchronization Protocol for Networked Measurement and Control Systems. IEEE: Piscataway, NJ, USA, 2008; pp. 1–300.
- Schubert, T.W.; D’Ausilio, A.; Canto, R. Using Arduino microcontroller boards to measure response latencies. Behav. Res. Methods 2013, 45, 1332–1346. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Liang, Z.; Kleiner, M.; Lu, Z.-L. RTbox: A device for highly accurate response time measurements. Behav. Res. Methods 2010, 42, 212–225. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents of the Digital Paradigm | Digital Model | Digital Shadow | Digital Twin | Digital Triplet |
| Physical Layer |
|
|
|
|
| Digital Layer |
|
|
|
|
| Cyber Layer | - | - |
|
|
| Contributions & Enablers | Digital Model | Digital Shadow | Digital Twin | Digital Triplet |
| Data Transfer |
|
|
|
|
| Enabled Application |
|
|
|
|
| Enablers |
|
|
|
|
| Human intervenes In process and decision making | Direct | Direct | Direct | Direct for the human as an avatar for the process and indirect for decision making |
| Digital Thread | - | - | framework for a real-time, data-driven, and digital analysis | framework for a real-time, data-driven, and digital analysis |
| Training | Testing | Validation | Validation Precision | |
|---|---|---|---|---|
| STD. COND. (s) | 270 | 270 | 30 | 100% |
| AN. 1 (s) | 270 | 270 | 30 | 87% |
| AN. 2 (s) | 180 | 180 | 120 | 100 |
| Accuracy | 100% | 95.83% | 95.77% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alimam, H.; Mazzuto, G.; Ortenzi, M.; Ciarapica, F.E.; Bevilacqua, M. Intelligent Retrofitting Paradigm for Conventional Machines towards the Digital Triplet Hierarchy. Sustainability 2023, 15, 1441. https://doi.org/10.3390/su15021441
Alimam H, Mazzuto G, Ortenzi M, Ciarapica FE, Bevilacqua M. Intelligent Retrofitting Paradigm for Conventional Machines towards the Digital Triplet Hierarchy. Sustainability. 2023; 15(2):1441. https://doi.org/10.3390/su15021441
Chicago/Turabian StyleAlimam, Hassan, Giovanni Mazzuto, Marco Ortenzi, Filippo Emanuele Ciarapica, and Maurizio Bevilacqua. 2023. "Intelligent Retrofitting Paradigm for Conventional Machines towards the Digital Triplet Hierarchy" Sustainability 15, no. 2: 1441. https://doi.org/10.3390/su15021441