
Range Image-Aided Edge Line Estimation for Dimensional Inspection of Precast Bridge Slab Using Point Cloud Data


Abstract
:1. Introduction
2. The Literature Review
2.1. Laser Scanning-Based Geometrical Inspection
2.2. Range Image-Based Geometrical Inspection
3. Methodology
3.1. Data Pre-Processing
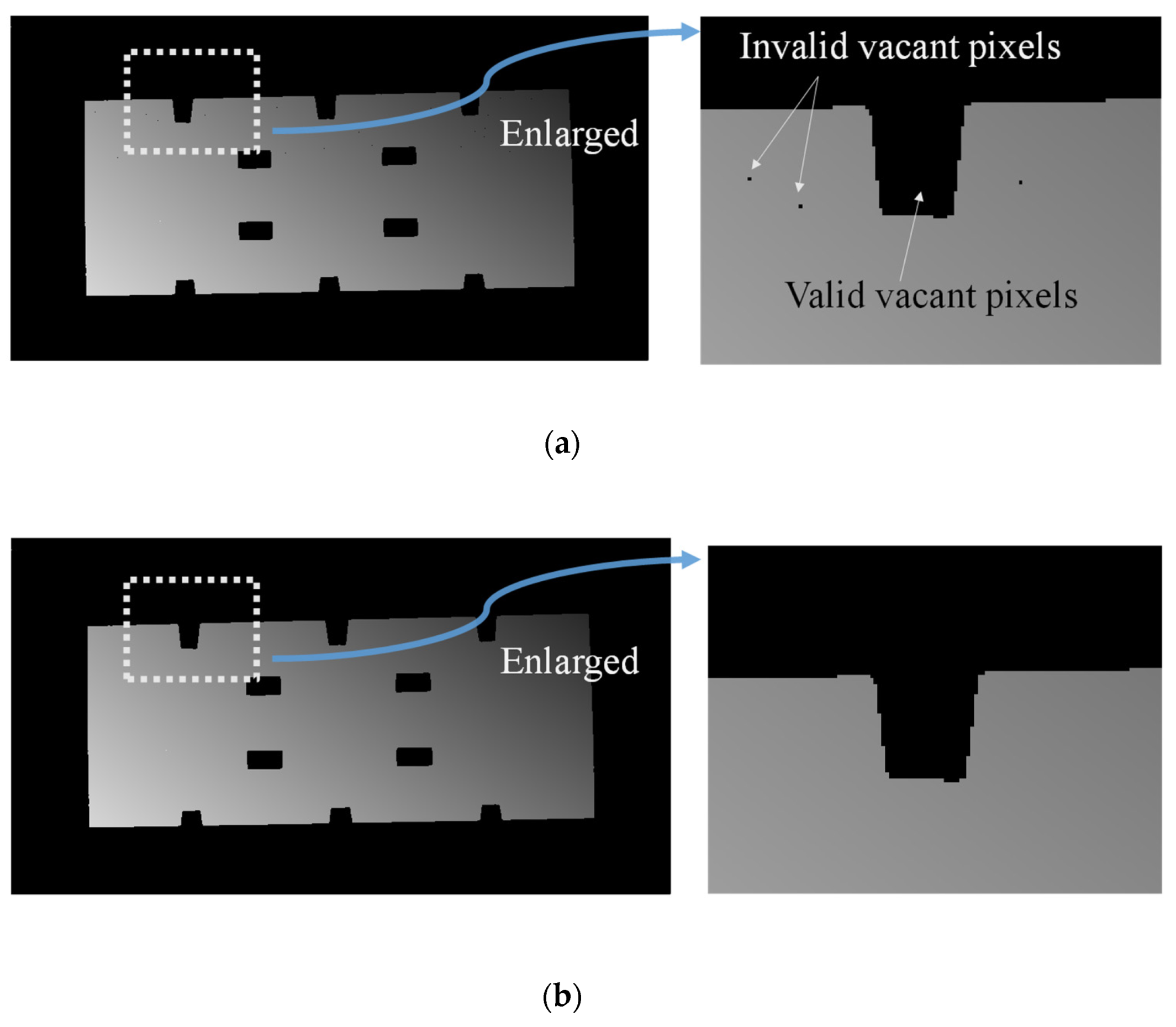
3.2. Generation of Range Image from Point Cloud Data
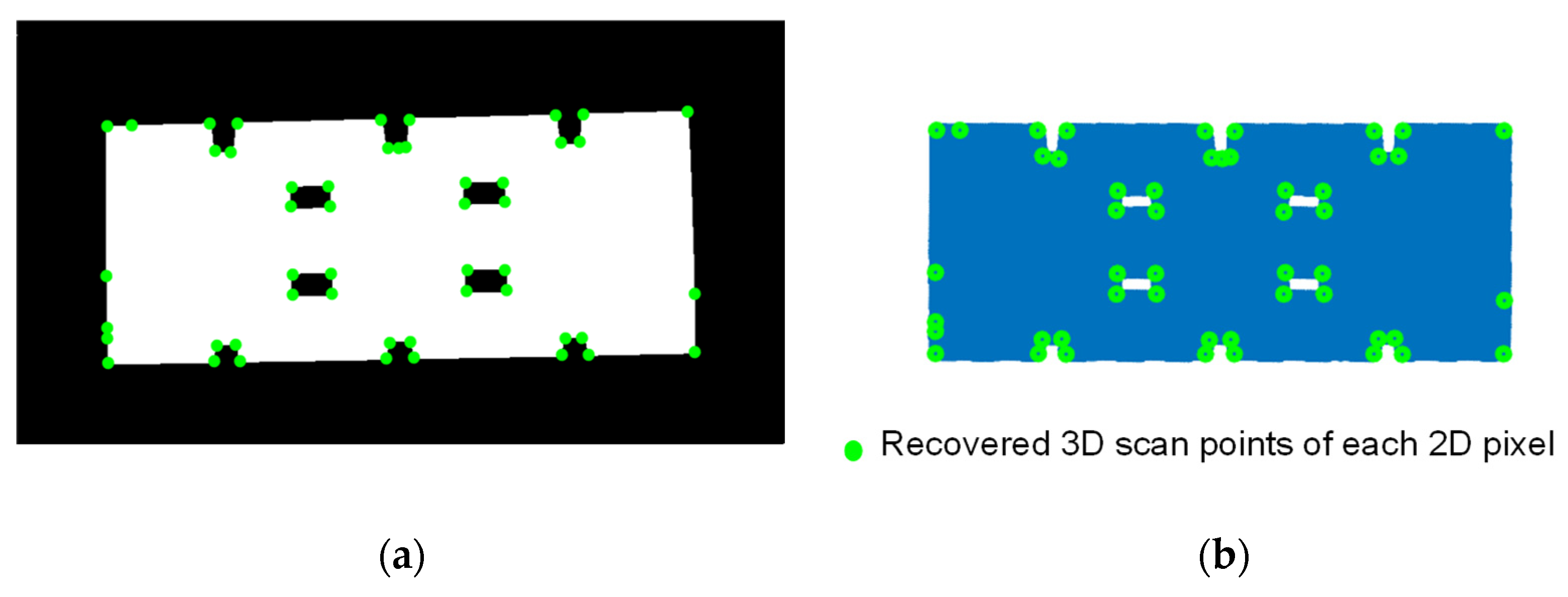
3.3. Extraction of Corner Points from Range Image
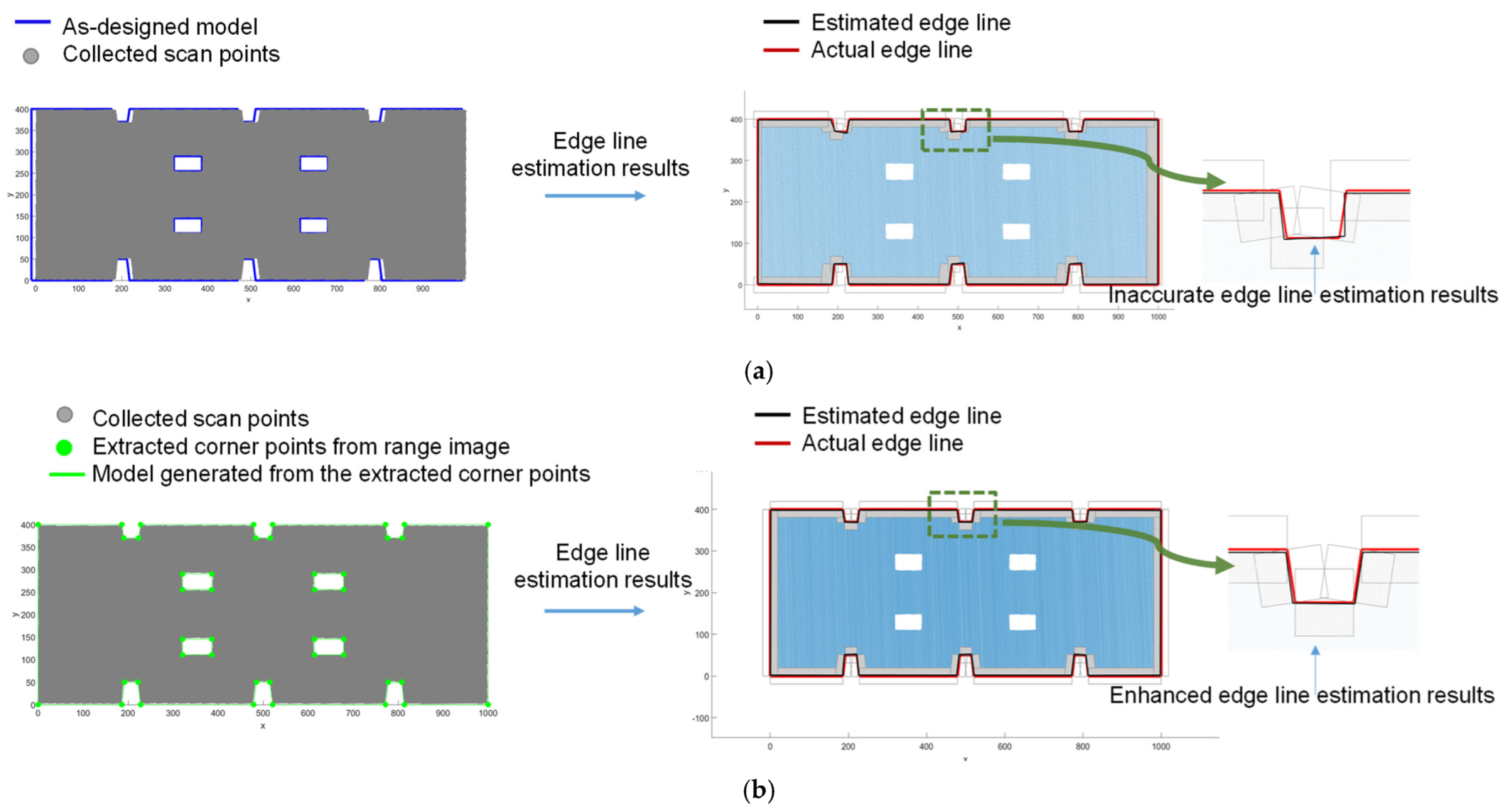
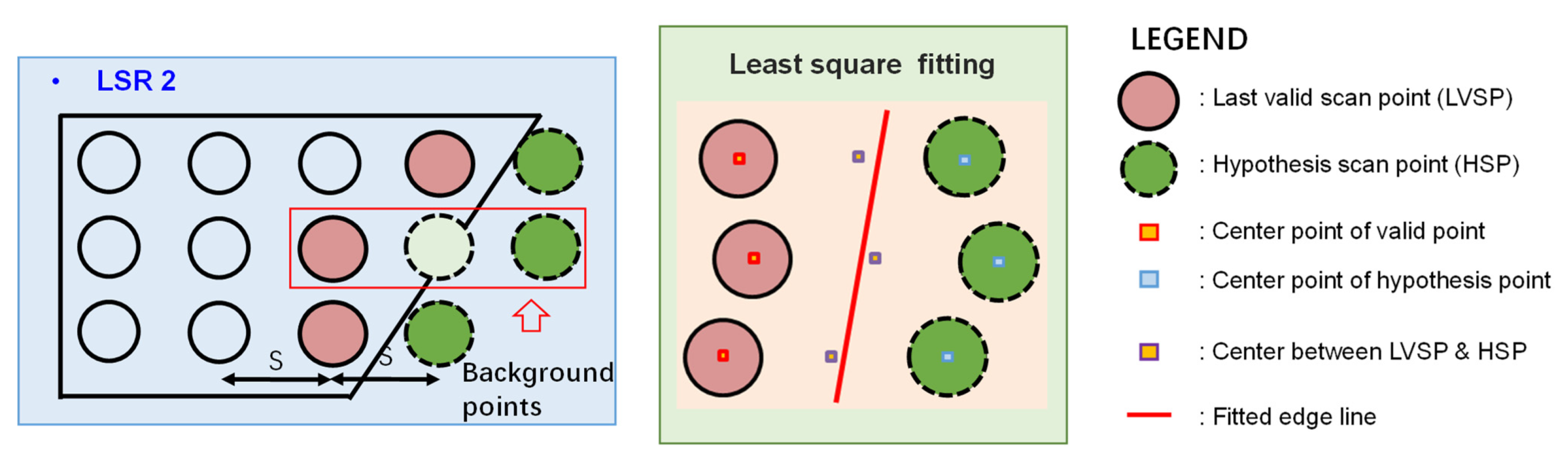
3.4. Dimension Estimation
4. Validation
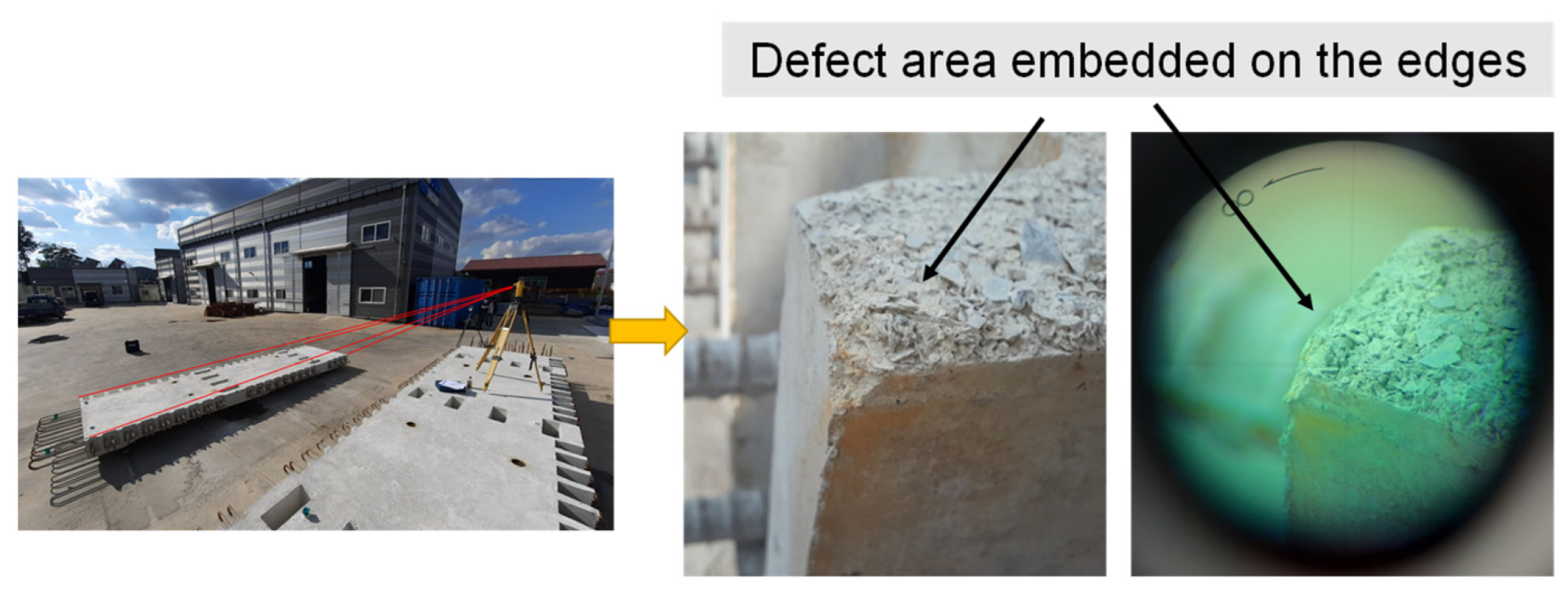
4.1. Experiment Specimen and Configuration
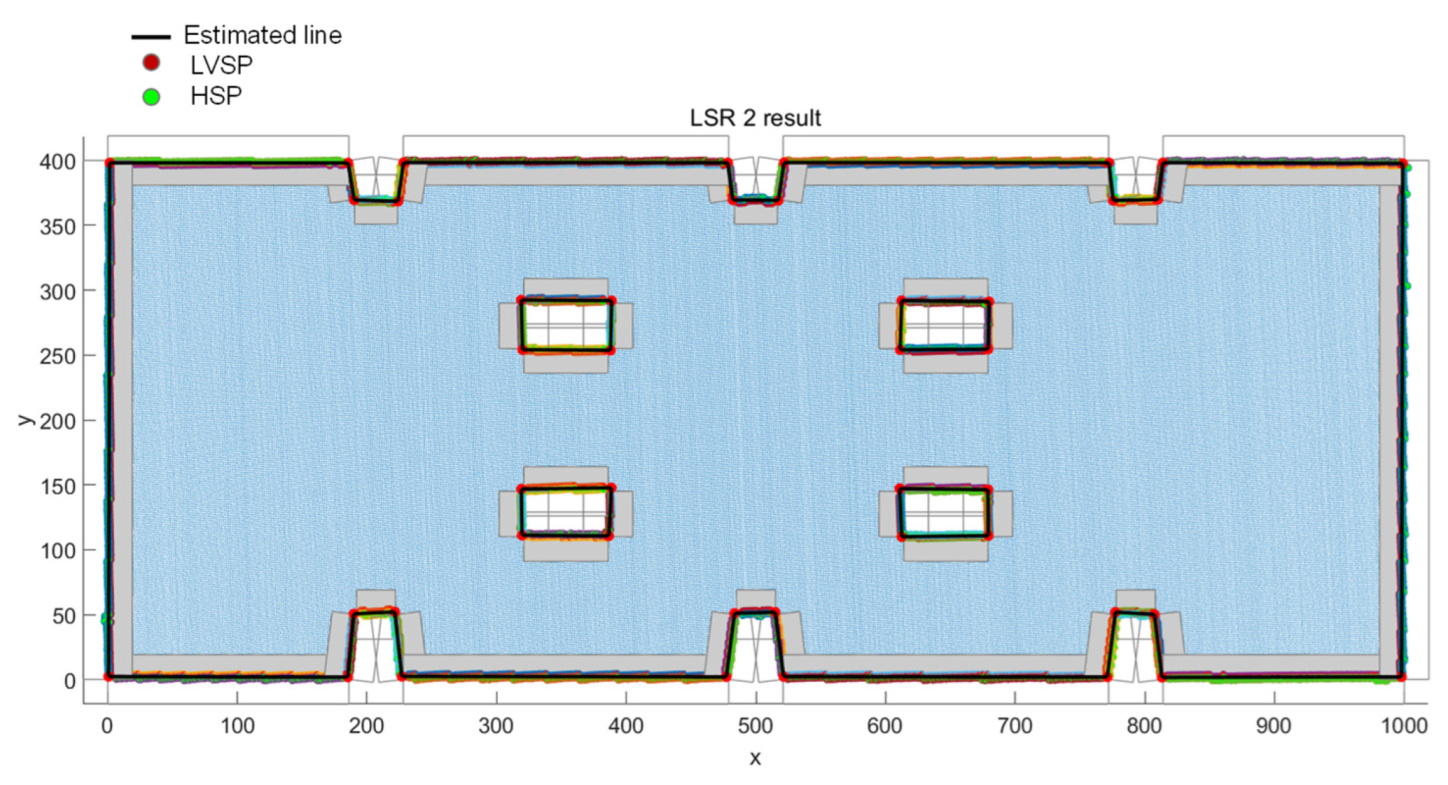
4.2. Results
4.3. Comparison with Traditional Dimensional Inspection Methods
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hossain, M.U.; Ng, S.T.; Antwi-Afari, P.; Amor, B. Circular economy and the construction industry: Existing trends, challenges and prospective framework for sustainable construction. Renew. Sustain. Energy Rev. 2020, 130, 109948. [Google Scholar] [CrossRef]
- Liu, Z.; Pypłacz, P.; Ermakova, M.; Konev, P. Sustainable construction as a competitive advantage. Sustainability 2020, 12, 5946. [Google Scholar] [CrossRef]
- Yuan, M.; Li, Z.; Li, X.; Luo, X.; Yin, X.; Cai, J. Proposing a multifaceted model for adopting prefabricated construction technology in the construction industry. Eng. Constr. Archit. Manag. 2023, 30, 755–786. [Google Scholar] [CrossRef]
- Department, E.P. Waste Data & Statistics. Available online: https://www.wastereduction.gov.hk/en/assistancewizard/waste_red_sat.htm (accessed on 8 July 2023).
- Jahan, I.; Zhang, G.; Bhuiyan, M.; Navaratnam, S.; Shi, L. Experts’ Perceptions of the Management and Minimisation of Waste in the Australian Construction Industry. Sustainability 2022, 14, 11319. [Google Scholar] [CrossRef]
- Du, J.; Zhang, J.; Castro-Lacouture, D.; Hu, Y. Lean manufacturing applications in prefabricated construction projects. Autom. Constr. 2023, 150, 104790. [Google Scholar] [CrossRef]
- Jo, S.; Lee, J.G.; Choi, J. A Framework of Automating Inspection Task Generation for Construction Projects. Korean J. Constr. Eng. Manag. 2023, 24, 40–50. [Google Scholar]
- Kwon, H.; Jeon, S.; Lee, J.; Jeong, K. Development of a Simulation Model for Supply Chain Management of Precast Concrete. Korean J. Constr. Eng. Manag. 2021, 22, 86–98. [Google Scholar]
- Gharehbaghi, V.R.; Kalbkhani, H.; Noroozinejad Farsangi, E.; Yang, T.Y.; Nguyen, A.; Mirjalili, S.; Málaga-Chuquitaype, C. A novel approach for deterioration and damage identification in building structures based on Stockwell-Transform and deep convolutional neural network. J. Struct. Integr. Maint. 2022, 7, 136–150. [Google Scholar]
- Moomen, M.; Siddiqui, C. Probabilistic deterioration modeling of bridge component condition with random effects. J. Struct. Integr. Maint. 2022, 7, 151–160. [Google Scholar] [CrossRef]
- Majidifar, S.; Hayati, M. Design of a sharp response microstrip lowpass filter using taper loaded and radial stub resonators. Turk. J. Electr. Eng. Comput. Sci. 2017, 25, 4013–4022. [Google Scholar] [CrossRef]
- Majidifar, S.; Makki, S.V. Dual band bandpass filter using multilayer structure. Appl. Comput. Electromagn. Soc. J. (Aces) 2015, 30, 1096–1101. [Google Scholar]
- Rezaei, A.; Yahya, S.I. A New Design Approach for a Compact Microstrip Diplexer with Good Passband Characteristics. ARO-Sci. J. Koya Univ. 2022, 10, 1–6. [Google Scholar] [CrossRef]
- Rezaei, A.; Yahya, S.I.; Noori, L.; Jamaluddin, M.H. Design of a novel wideband microstrip diplexer using artificial neural network. Analog Integr. Circuits Signal Process. 2019, 101, 57–66. [Google Scholar] [CrossRef]
- Hayati, M.; Majidifar, S.; Sobhani, S.N. Using a hybrid encoding method based on the hexagonal resonators to increase the coding capacity of chipless RFID tags. Int. J. Rf Microw. Comput. Aided Eng. 2022, 32, e23474. [Google Scholar] [CrossRef]
- Ma, Z.; Liu, Y.; Li, J. Review on automated quality inspection of precast concrete components. Autom. Constr. 2023, 150, 104828. [Google Scholar] [CrossRef]
- Building and Construction Authority, Singapore. Construction Quality Assessment System. Available online: https://www1.bca.gov.sg/docs/default-source/docs-corp-buildsg/quality/conquas-2022-r2-v5.pdf?sfvrsn=5886cff1_0 (accessed on 8 July 2023).
- Nahangi, M.; Yeung, J.; Haas, C.T.; Walbridge, S.; West, J. Automated assembly discrepancy feedback using 3D imaging and forward kinematics. Autom. Constr. 2015, 56, 36–46. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Q.; Wu, J.; Zhao, Y. Dimensional accuracy and structural performance assessment of spatial structure components using 3D laser scanning. Autom. Constr. 2018, 96, 324–336. [Google Scholar] [CrossRef]
- Yoon, S.; Wang, Q.; Sohn, H. Optimal placement of precast bridge deck slabs with respect to precast girders using 3D laser scanning. Autom. Constr. 2018, 86, 81–98. [Google Scholar] [CrossRef]
- Hodge, G.; Gattas, J.M. Geometric and semantic point cloud data for quality control of bridge girder reinforcement cages. Autom. Constr. 2022, 140, 104334. [Google Scholar] [CrossRef]
- Kim, M.; Sohn, H.; Chang, C. Automated dimensional quality assessment of precast concrete panels using terrestrial laser scanning. Autom. Constr. 2014, 45, 163–177. [Google Scholar] [CrossRef]
- Wang, Q.; Sohn, H.; Cheng, J.C. Automatic as-built BIM creation of precast concrete bridge deck panels using laser scan data. J. Comput. Civ. Eng. 2018, 32, 4018011. [Google Scholar] [CrossRef]
- Wang, Q.; Sohn, H.; Cheng, J.C. Development of high-accuracy edge line estimation algorithms using terrestrial laser scanning. Autom. Constr. 2019, 101, 59–71. [Google Scholar] [CrossRef]
- Truong-Hong, L.; Lindenbergh, R. Automatically extracting surfaces of reinforced concrete bridges from terrestrial laser scanning point clouds. Autom. Constr. 2022, 135, 104127. [Google Scholar] [CrossRef]
- Durbin, J.; Watson, G.S. Testing for serial correlation in least squares regression. I. In Breakthroughs in Statistics: Methodology and Distribution; Springer: Berlin/Heidelberg, Germany, 1992; pp. 237–259. [Google Scholar]
- Fischler, M.A.; Bolles, R.C. Random sample consensus: A paradigm for model fitting with. Commun. ACM 1981, 24, 381–395. [Google Scholar] [CrossRef]
- Yang, L.; Chen, Y.; Song, S.; Li, F.; Huang, G. Deep Siamese Networks Based Change Detection with Remote Sensing Images. Remote Sens. 2021, 13, 3394. [Google Scholar] [CrossRef]
- Yang, L.; Wang, L.; Abubakar, G.A.; Huang, J. High-Resolution Rice Mapping Based on SNIC Segmentation and Multi-Source Remote Sensing Images. Remote Sens. 2021, 13, 1148. [Google Scholar] [CrossRef]
- Kanopoulos, N.; Vasanthavada, N.; Baker, R.L. Design of an image edge detection filter using the Sobel operator. IEEE J. Solid-State Circuits 1988, 23, 358–367. [Google Scholar] [CrossRef]
- Rosenfeld, A. The max Roberts operator is a Hueckel-type edge detector. IEEE Trans. Pattern Anal. Mach. Intell. 1981, PAMI-3, 101–103. [Google Scholar] [CrossRef]
- Canny, J. A computational approach to edge detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, PAMI-8, 679–698. [Google Scholar] [CrossRef]
- Smith, S.M.; Brady, J.M. SUSAN-a new approach to low level image processing. Int. J. Comput. Vis. 1997, 23, 45–78. [Google Scholar] [CrossRef]
- Harris, C.; Stephens, M. A combined corner and edge detector. In Proceedings of the Alvey Vision Conference, Manchester, UK, 31 August–2 September 1988; pp. 147–151. [Google Scholar]
- Cooper, J.; Venkatesh, S.; Kitchen, L. The dissimilarity corner detector. In Proceedings of the Fifth International Conference on Advanced Robotics ‘Robots in Unstructured Environments, Pisa, Italy, 19–22 June 1991; pp. 1377–1382. [Google Scholar]
- Hsieh, P.; Lee, L.C.; Chen, N. Effect of spatial resolution on classification errors of pure and mixed pixels in remote sensing. IEEE Trans. Geosci. Remote Sens. 2001, 39, 2657–2663. [Google Scholar] [CrossRef]
- Brunelli, R. Template Matching Techniques in Computer Vision: Theory and Practice; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Hahsler, M.; Piekenbrock, M.; Doran, D. dbscan: Fast density-based clustering with R. J. Stat. Softw. 2019, 91, 1–30. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Kalasapudi, V.S.; Tang, P. Rapid data quality oriented laser scan planning for dynamic construction environments. Adv. Eng. Inform. 2016, 30, 218–232. [Google Scholar] [CrossRef] [Green Version]
- Bao, T.; Zhao, J.; Xu, M. Step edge detection method for 3D point clouds based on 2D range images. Optik 2015, 126, 2706–2710. [Google Scholar] [CrossRef]
- Deng, G.; Cahill, L.W. An adaptive Gaussian filter for noise reduction and edge detection. In Proceedings of the 1993 IEEE Conference Record Nuclear Science Symposium and Medical Imaging Conference, San Francisco, CA, USA, 31 October–6 November 1993; pp. 1615–1619. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Categories | Tolerance |
|---|---|
| Dimensions | 4.5 m < Length ≤ 6 m: 12 mm 3 m < Length ≤ 4.5 m: 9 mm Length ≤ 3 m: 6 mm |
| Straightness | 4.5 m < Length ≤ 6m: 12 mm 3 m < Length ≤ 4.5 m: 9 mm Length ≤ 3 m: 6 mm |
| Squareness | Length > 1.8 m: 12 mm 1.2m < Length ≤ 1.8 m: 9 mm Width ≤ 1.2 m: 6 mm |
| Twist | Width ≤ 0.6 and Length ≤ 6 m: 6 mm Others: 12 mm |
| Scan Height | Lab-Scale | Field-Scale | |||||
|---|---|---|---|---|---|---|---|
| Angular Resolution | Angular Resolution | ||||||
| 0.018° | 0.036° | Ave. | 0.018° | 0.036° | Ave. | ||
| Outer boundary | 3.0 m | 1.21 | 1.56 | 1.39 | 2.86 | 3.87 | 3.37 |
| 3.5 m | 1.09 | 1.46 | 1.28 | 2.75 | 3.99 | 3.37 | |
| Shear pocket | 3.0 m | 0.95 | 1.23 | 1.09 | 2.65 | 3.01 | 2.83 |
| 3.5 m | 0.91 | 1.34 | 1.13 | 2.40 | 3.21 | 2.81 | |
| Ave. | 1.04 | 1.40 | 1.22 | 2.67 | 3.52 | 3.10 | |
| Objects | Methods | Scan Height (m) | ||||
|---|---|---|---|---|---|---|
| 3.0 m | 3.5 m | |||||
| Angular Resolution | Angular Resolution | |||||
| 0.018° | 0.036° | 0.018° | 0.036° | Ave. | ||
| Lab-scale | Lasser scanning-based | 1.31 | 2.55 | 1.57 | 2.44 | 1.96 |
| Direct range image-based | 5.22 | 6.94 | 6.25 | 6.63 | 6.26 | |
| Propsed method | 1.07 | 1.23 | 1.08 | 1.40 | 1.20 | |
| Field-scale | Lasser scanning-based | 8.94 | 11.91 | 10.01 | 12.73 | 11.27 |
| Direct range image-based | 10.25 | 12.92 | 10.22 | 13.14 | 11.38 | |
| Propsed method | 2.76 | 3.44 | 2.58 | 3.60 | 3.10 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, F.; Thedja, J.P.P.; Sim, S.-H.; Seo, J.-O.; Kim, M.-K. Range Image-Aided Edge Line Estimation for Dimensional Inspection of Precast Bridge Slab Using Point Cloud Data. Sustainability 2023, 15, 12243. https://doi.org/10.3390/su151612243
Li F, Thedja JPP, Sim S-H, Seo J-O, Kim M-K. Range Image-Aided Edge Line Estimation for Dimensional Inspection of Precast Bridge Slab Using Point Cloud Data. Sustainability. 2023; 15(16):12243. https://doi.org/10.3390/su151612243
Chicago/Turabian StyleLi, Fangxin, Julian Pratama Putra Thedja, Sung-Han Sim, Joon-Oh Seo, and Min-Koo Kim. 2023. "Range Image-Aided Edge Line Estimation for Dimensional Inspection of Precast Bridge Slab Using Point Cloud Data" Sustainability 15, no. 16: 12243. https://doi.org/10.3390/su151612243