
Study on the Effect of Amorphous Silica from Waste Granite Powder on the Strength Development of Cement-Treated Clay for Soft Ground Improvement



Abstract
:1. Introduction
Estimation of Strength for Cement-Treated Soils
2. Materials and Methods
2.1. Materials
2.1.1. Tokuyama Clay
2.1.2. Commercial Clay
2.1.3. Stone Powder
2.1.4. Micro Mica
2.1.5. Portland Cement
2.2. Stone Powder Separation
2.3. Preparation of Cement-Treated Clay Composites
2.4. Physical, Mechanical, Chemical and Thermal Tests
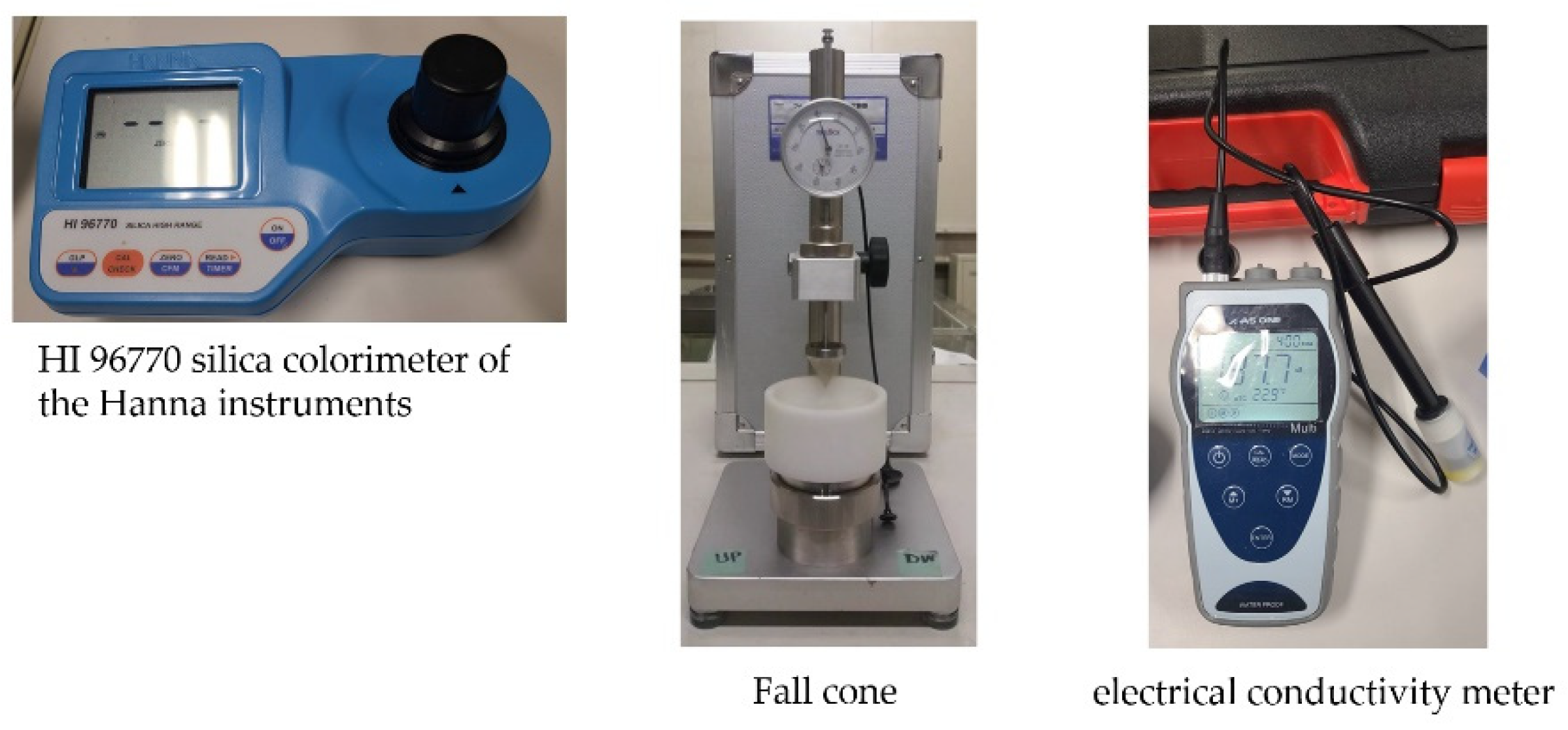
2.4.1. Flow Value Test
2.4.2. Fall Cone Test
2.4.3. Unconfined Compression Strength Test
2.4.4. Chemical Element Composition
2.4.5. Pozzolanic Reactivity Determination
2.4.6. Amorphous Silica Concentration Measurement via NaOH Digestion
2.4.7. TG-DTA
3. Results and Discussion
3.1. Liquid Limit and Flow Value
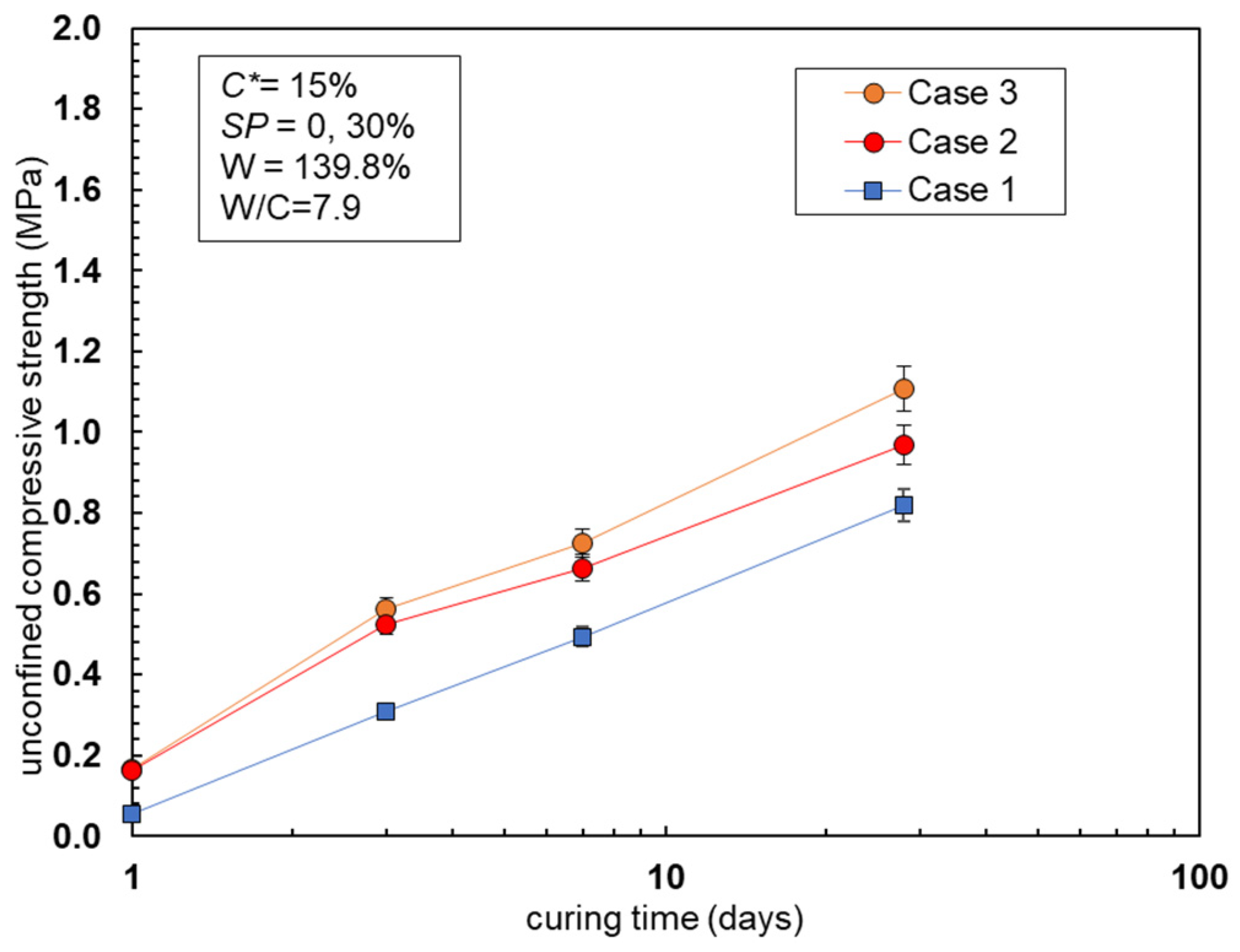
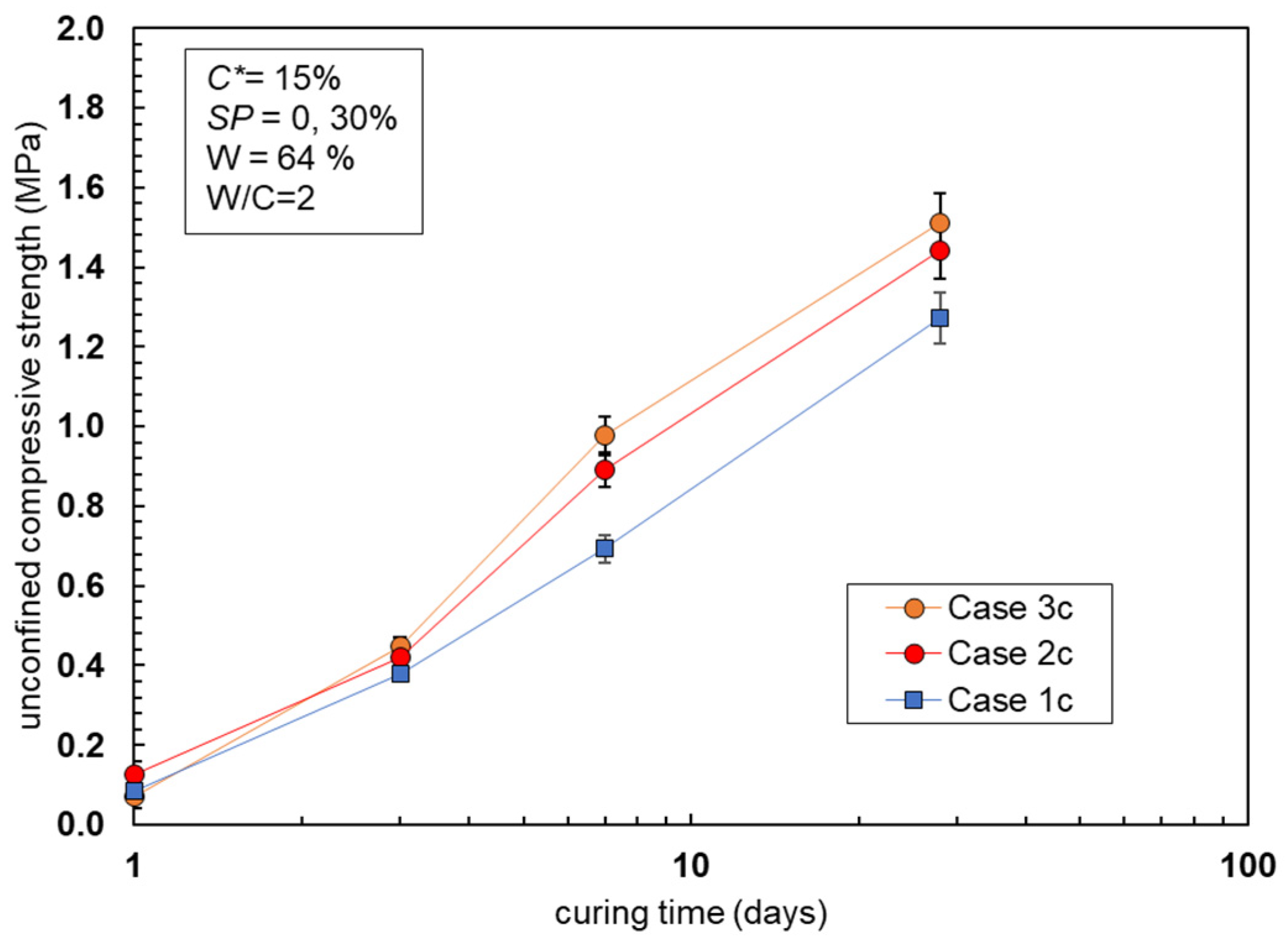
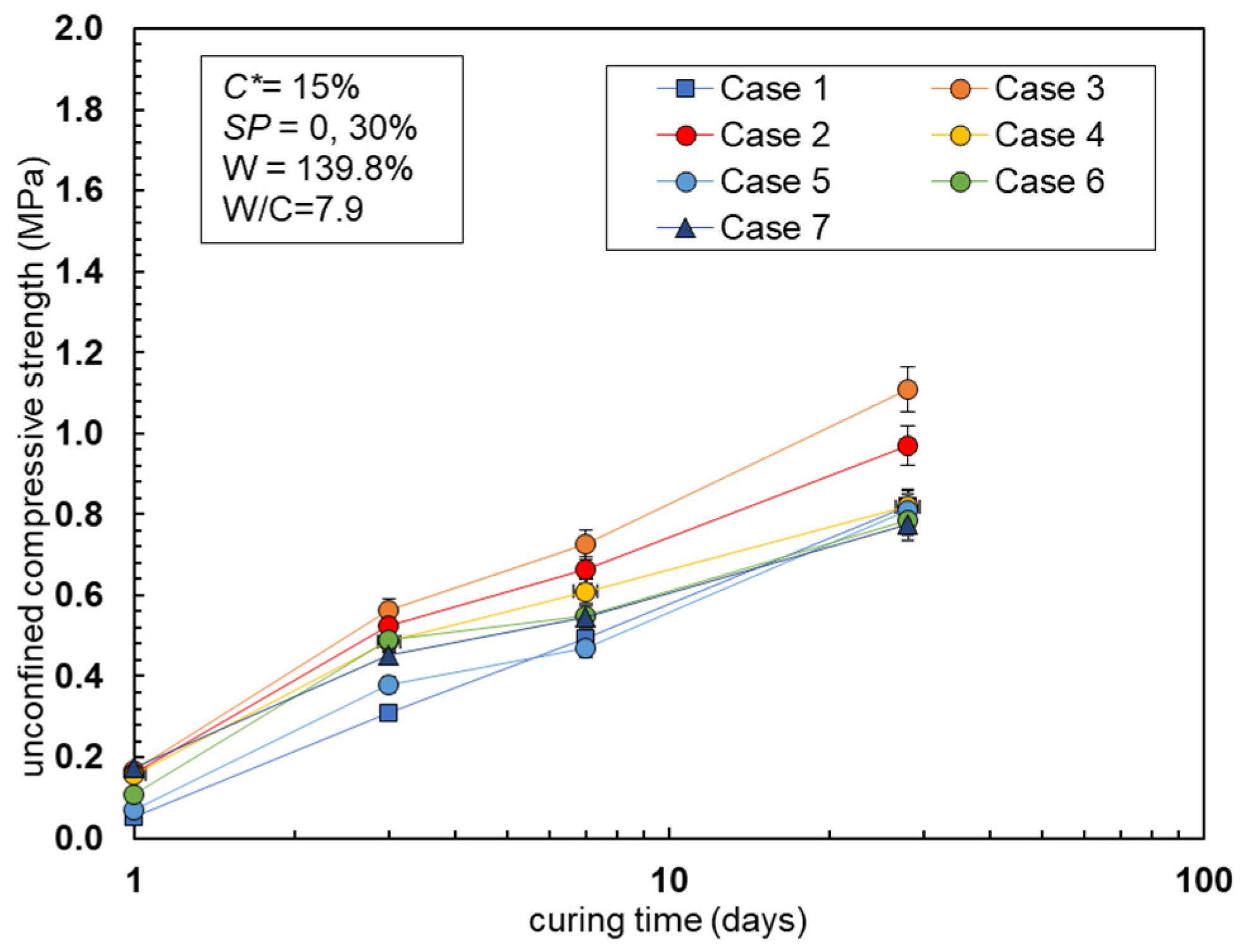
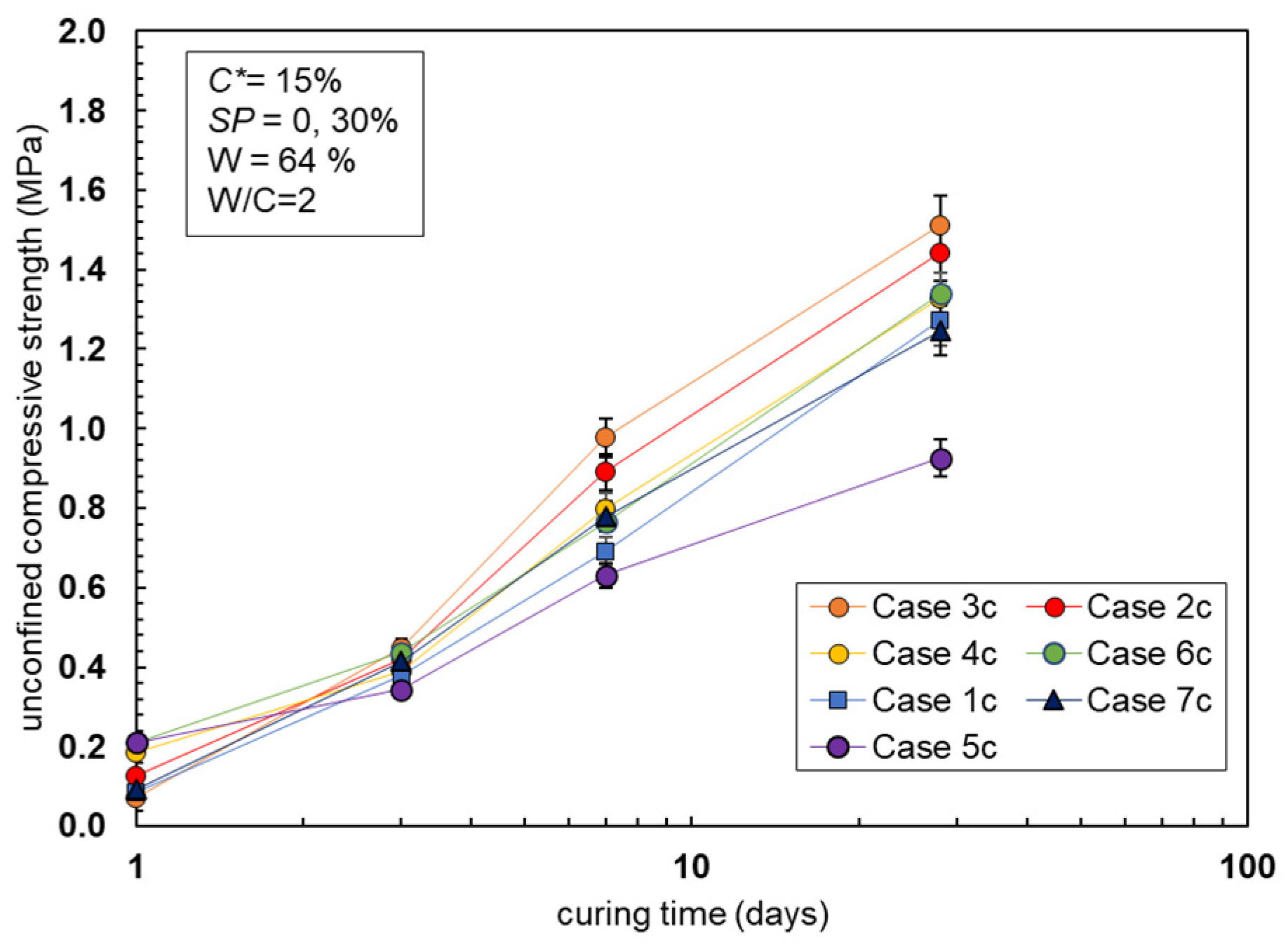
3.2. UCS of Cement-Treated Clay–Stone Powder Composites
3.3. Relationship between Strength and Chemical Properties of Materials
3.3.1. Elemental Composition
3.3.2. Pozzolanic Reactivity of Materials
3.3.3. Amorphous Silica Concentration and Stone Powder Particle Size
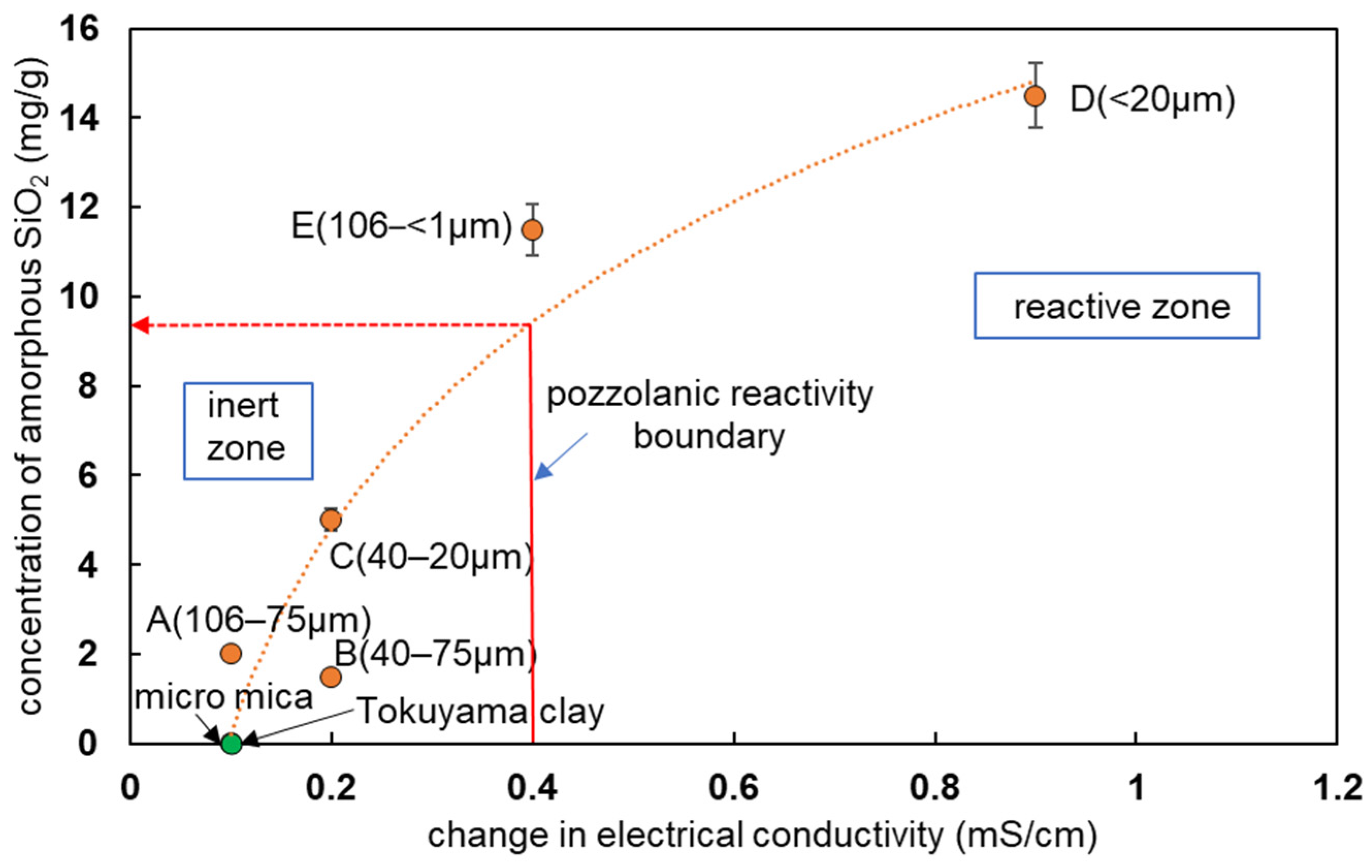
3.3.4. Relationship between Amorphous SiO2 Concentration and Pozzolanic Reactivity
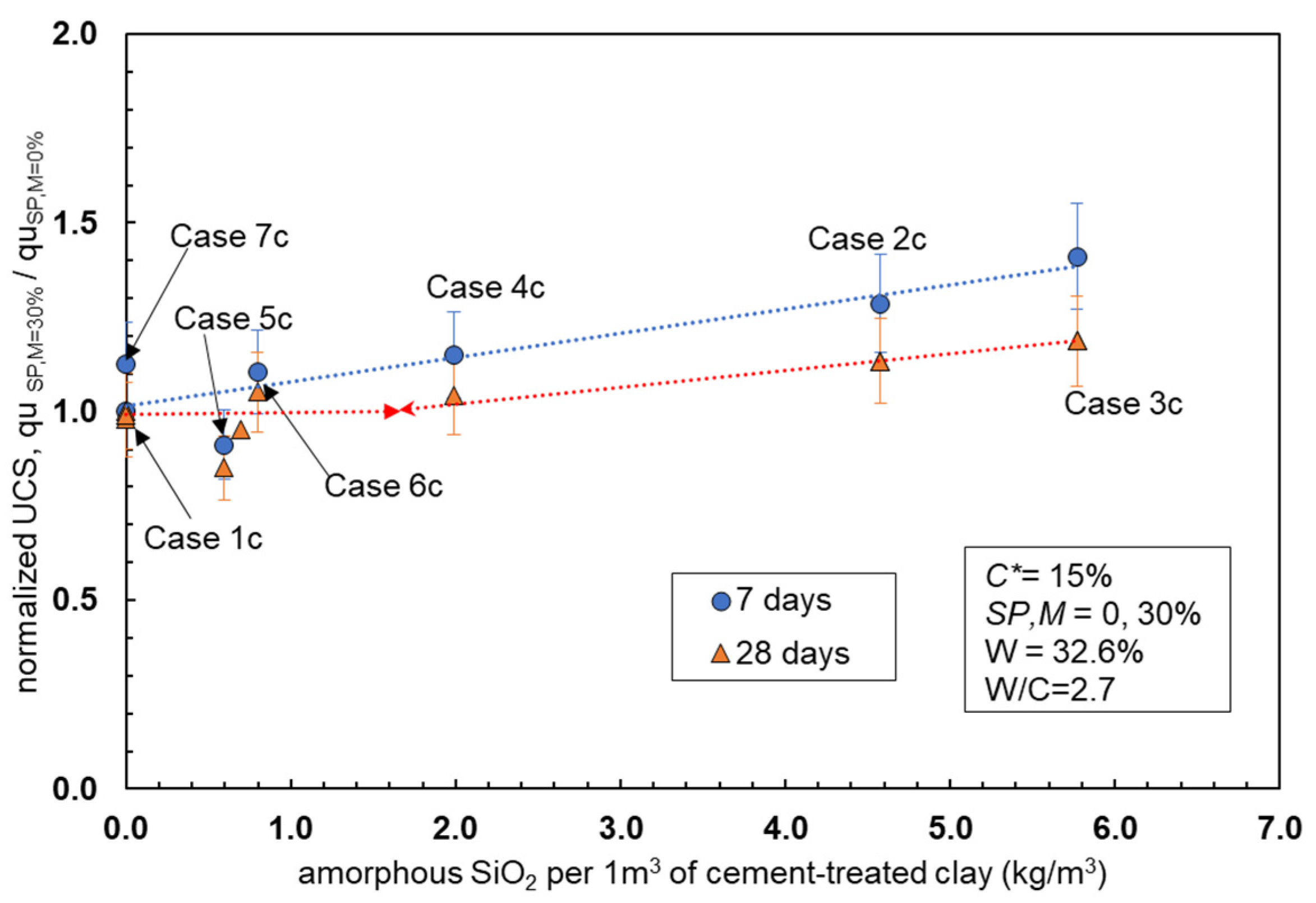
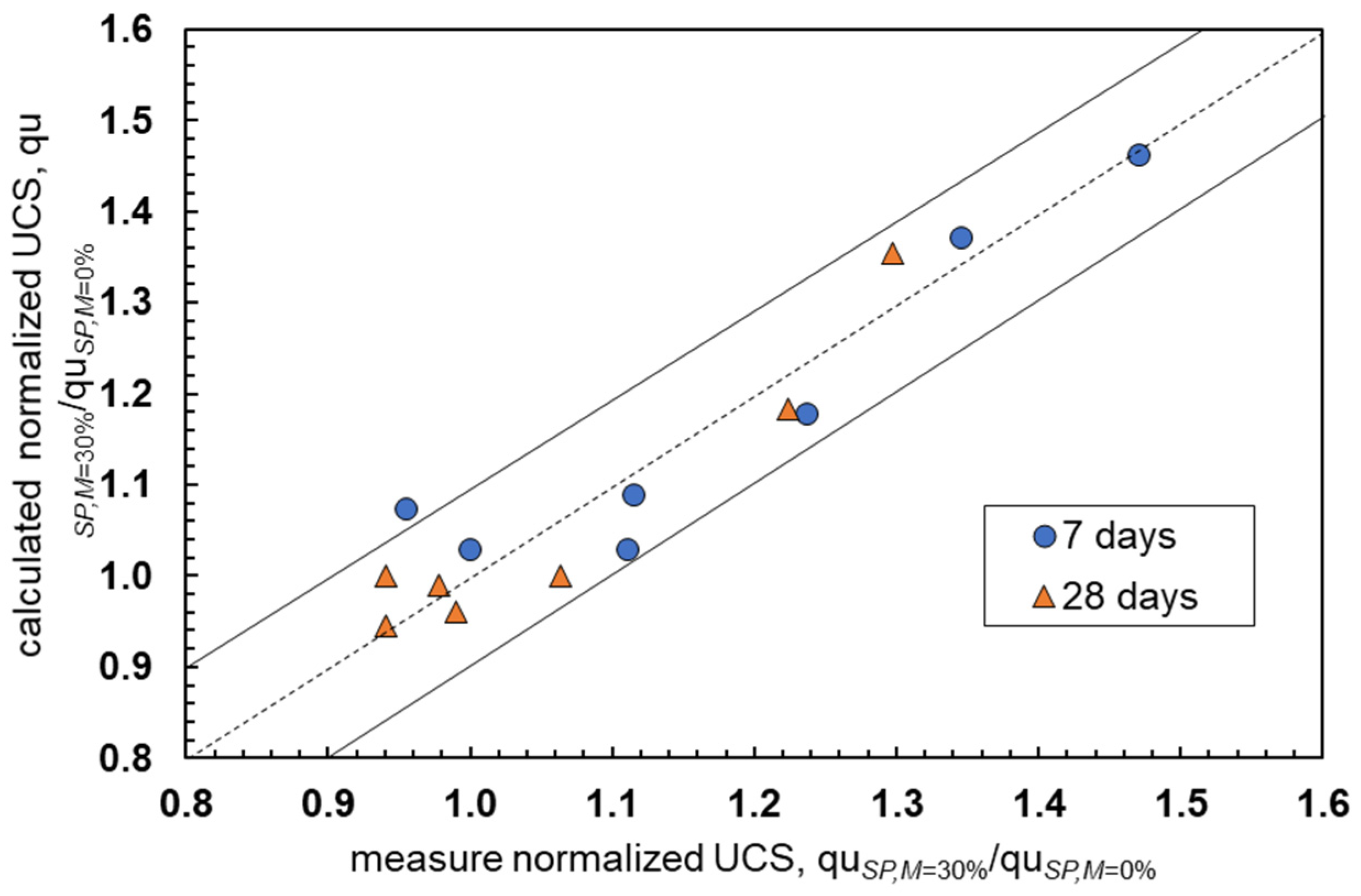
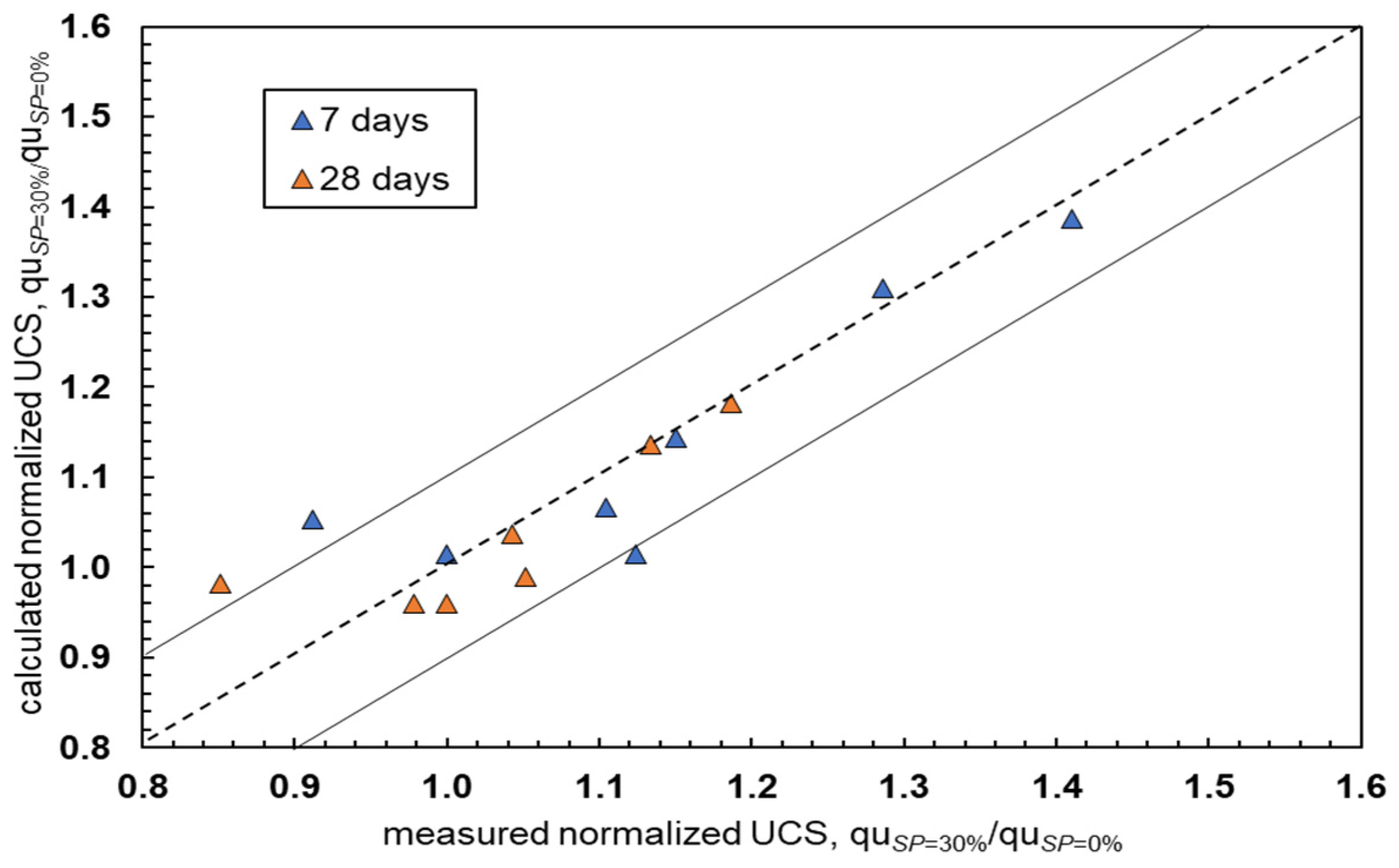
3.3.5. Relationship between Amorphous SiO2 Concentration and UCS
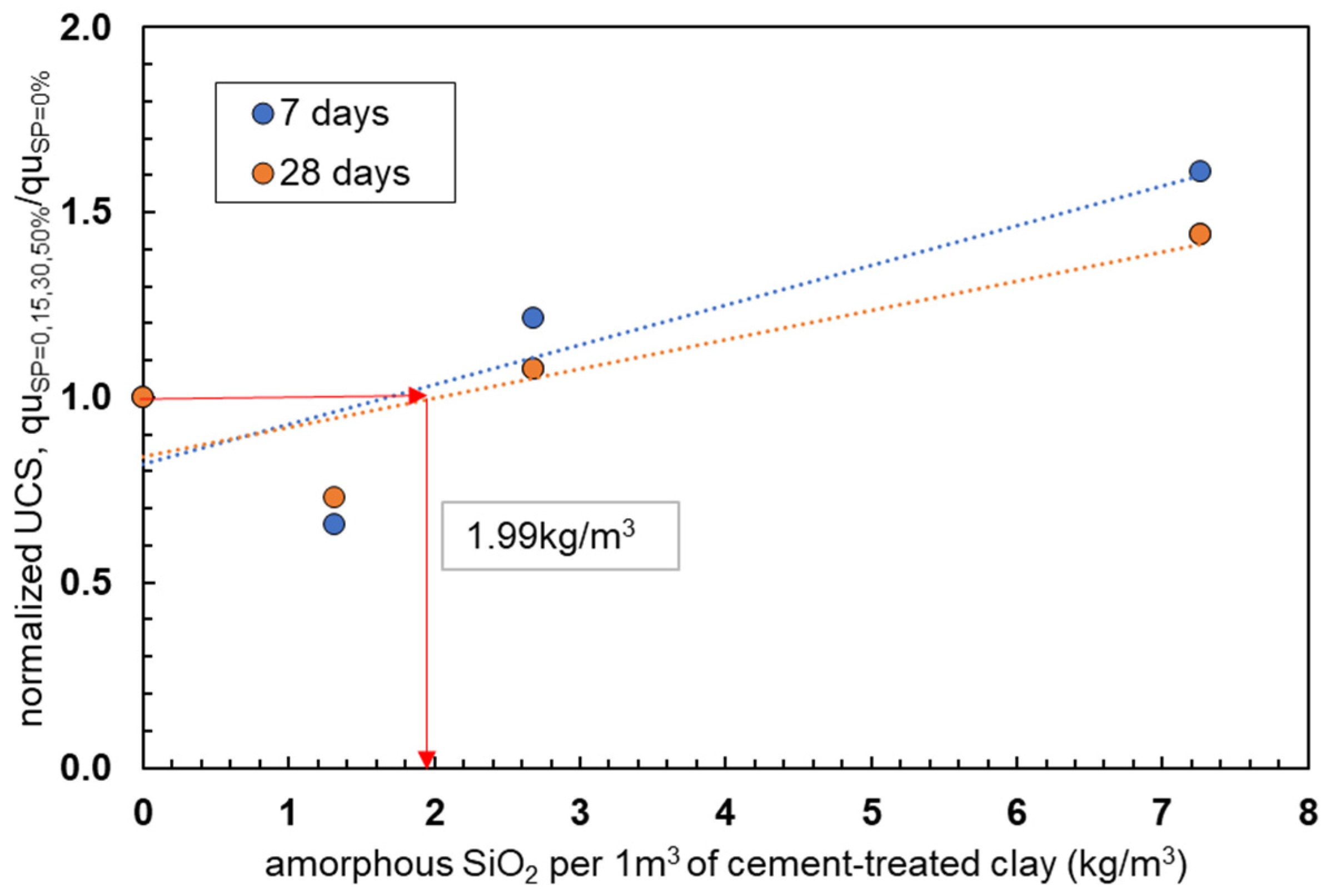
3.3.6. Concentration of Amorphous Silica Required for Strength Improvement
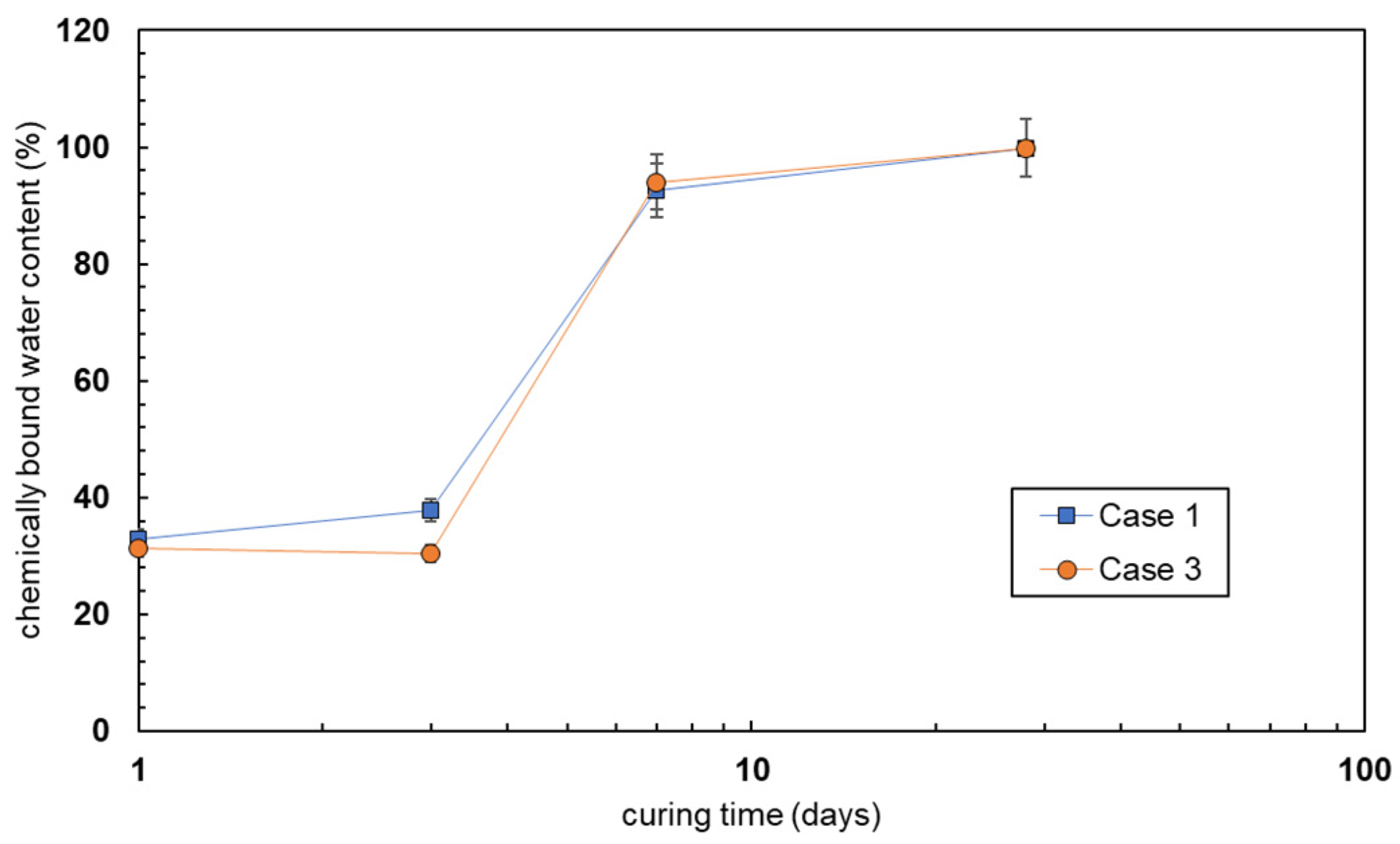
3.3.7. Chemically Bound Water and Calcium Hydroxide Content
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A




References
- Kokubu, K.; Sogo, S.; Kawano, H.; Noguchi, T. “Commitee Report: JCI-TC054A, Technical Committee on Aggregate Qualities and Effective Use of Poor Quality Aggregates”, Tokyo. Available online: https://www.jci-net.or.jp/j/jci/study/tcr/tcr2007/54Akotuzai.pdf (accessed on 20 March 2019).
- Nayak, S.; Sarvade, P.G. Effect of Cement and Quarry Dust on Shear Strength and Hydraulic Characteristics of Lithomargic Clay. Geotech. Geol. Eng. 2011, 30, 419–430. [Google Scholar] [CrossRef]
- US DOT. User Guidelines for Waste and By-Product Materials in Pavement Construction; US DOT: Washington, DC, USA, 1998. Available online: https://www.fhwa.dot.gov/publications/research/infrastructure/structures/97148/toc.cfm (accessed on 20 March 2019).
- Bai, S.; Elwert, T.; Jia, S.; Wang, Q.; Liu, T.; Yao, R. Methodologies for evaluating sawability of ornamental granite and relation modeling combining sawability with environmental impacts: An application in a stone industrial park of China. J. Clean. Prod. 2020, 246, 119004. [Google Scholar] [CrossRef]
- Ho, D.; Sheinn, A.; Ng, C.; Tam, C. The use of quarry dust for SCC applications. Cem. Concr. Res. 2002, 32, 505–511. [Google Scholar] [CrossRef]
- Galetakis, M.; Soultana, A. A review on the utilisation of quarry and ornamental stone industry fine by-products in the construction sector. Constr. Build. Mater. 2016, 102, 769–781. [Google Scholar] [CrossRef]
- Ramos, T.; Matos, A.M.; Schmidt, B.; Rio, J.; Sousa-Coutinho, J. Granitic quarry sludge waste in mortar: Effect on strength and durability. Constr. Build. Mater. 2013, 47, 1001–1009. [Google Scholar] [CrossRef]
- Mármol, I.; Ballester, P.; Cerro, S.; Monrós, G.; Morales, J.; Sánchez, L. Use of granite sludge wastes for the production of coloured cement-based mortars. Cem. Concr. Compos. 2010, 32, 617–622. [Google Scholar] [CrossRef]
- Xiao, Z.-Y.; Xu, W. Assessment of strength development in cemented coastal silt admixed granite powder. Constr. Build. Mater. 2019, 206, 470–482. [Google Scholar] [CrossRef]
- Ferrotto, M.F.; Asteris, P.G.; Borg, R.P.; Cavaleri, L. Strategies for Waste Recycling: The Mechanical Performance of Concrete Based on Limestone and Plastic Waste. Sustainability 2022, 14, 1706. [Google Scholar] [CrossRef]
- Elseknidy, M.H.; Salmiaton, A.; Shafizah, I.N. A Study on Mechanical Properties of Concrete Incorporating Aluminum Dross, Fly Ash, and Quarry Dust. Sustainability 2020, 12, 9230. [Google Scholar] [CrossRef]
- Sojobi, A.; Awolusi, T.; Aina, G.; Oke, O.; Oladokun, M.; Oguntayo, D. Ternary and quaternary blends as partial replacement of cement to produce hollow sandcrete blocks. Heliyon 2021, 7, e07227. [Google Scholar] [CrossRef]
- Medina, G.; del Bosque, I.S.; Frías, M.; de Rojas, M.S.; Medina, C. Durability of new recycled granite quarry dust-bearing cements. Constr. Build. Mater. 2018, 187, 414–425. [Google Scholar] [CrossRef]
- Gao, X.; Yuan, B.; Yu, Q.; Brouwers, H. Characterization and application of municipal solid waste incineration (MSWI) bottom ash and waste granite powder in alkali activated slag. J. Clean. Prod. 2017, 164, 410–419. [Google Scholar] [CrossRef] [Green Version]
- Torres, P.M.C.; Fernandes, H.; Olhero, S.; Ferreira, J.M.F. Incorporation of wastes from granite rock cutting and polishing industries to produce roof tiles. J. Eur. Ceram. Soc. 2009, 29, 23–30. [Google Scholar] [CrossRef]
- Suits, L.D.; Sheahan, T.; Soosan, T.; Sridharan, A.; Jose, B.; Abraham, B. Utilization of Quarry Dust to Improve the Geotechnical Properties of Soils in Highway Construction. Geotech. Test. J. 2005, 28, 391–400. [Google Scholar] [CrossRef]
- Sridharan, A.; Soosan, T.G.; Jose, B.T.; Abraham, B.M. Shear strength studies on soil-quarry dust mixtures. Geotech. Geol. Eng. 2006, 24, 1163–1179. [Google Scholar] [CrossRef]
- Okagbue, C.; Onyeobi, T. Potential of marble dust to stabilise red tropical soils for road construction. Eng. Geol. 1999, 53, 371–380. [Google Scholar] [CrossRef]
- Al-joulani, N. Effect of Stone Powder and Lime on Strength, Compaction and CBR Properties of Fine Soils. Jordan J. Civ. Eng. 2012, 6, 1–16. Available online: https://www.iiste.org/Journals/index.php/JJCE/article/view/17982 (accessed on 1 June 2019).
- Ene, E.; Okagbue, C. Some basic geotechnical properties of expansive soil modified using pyroclastic dust. Eng. Geol. 2009, 107, 61–65. [Google Scholar] [CrossRef]
- Pastor, J.L.; Tomás, R.; Cano, M.; Riquelme, A.; Gutiérrez, E. Evaluation of the Improvement Effect of Limestone Powder Waste in the Stabilization of Swelling Clayey Soil. Sustainability 2019, 11, 679. [Google Scholar] [CrossRef] [Green Version]
- Abdulrasool, A.S. Strength Improvement of Clay Soil by Using Stone Powder. J. Eng. 2015, 21, 72–84. [Google Scholar]
- Cakuru, M.; Tenywa, K.R.; Jjuuko, S. Strength Assessment of Quarry Dust Treated Soil—Reclaimed Asphalt Pavement (Rap) Mixture Strength Assessment of Quarry Dust Treated Soil—Reclaimed Asphalt Pavement (Rap) Mixture. In Advances in Transportation Geotechnics IV; Springer: Cham, Switzerland, 2022; Volume 164, pp. 619–629. [Google Scholar] [CrossRef]
- Zhang, Y.; Korkiala-Tanttu, L.K.; Gustavsson, H.; Miksic, A. Assessment for Sustainable Use of Quarry Fines as Pavement Construction Materials: Part I—Description of Basic Quarry Fine Properties. Materials 2019, 12, 1209. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Song, Y.-S.; Kim, K.-S.; Woo, K.-S. Stability of embankments constructed from soil mixed with stone dust in quarry reclamation. Environ. Earth Sci. 2011, 67, 285–292. [Google Scholar] [CrossRef]
- Nakayenga, J.; Cikmit, A.A.; Tsuchida, T.; Hata, T. Influence of stone powder content and particle size on the strength of cement-treated clay. Constr. Build. Mater. 2021, 305, 124710. [Google Scholar] [CrossRef]
- Medina, G.; del Bosque, I.S.; Frías, M.; de Rojas, M.S.; Medina, C. Mineralogical study of granite waste in a pozzolan/Ca(OH)2 system: Influence of the activation process. Appl. Clay Sci. 2017, 135, 362–371. [Google Scholar] [CrossRef]
- Benezet, J.; Benhassaine, A. Grinding and pozzolanic reativity of quartz powders. Powder Technol. 1999, 105, 167–171. [Google Scholar] [CrossRef]
- Barbosa, J.M.; de Carvalho, J.M.F.; do Carmo e Silva, K.D.; Peixoto, R.A.F.; Brigolini, G.J.S. Influence of grinding on the pozzolanic activity of granite residue. REM-Int. Eng. J. 2019, 72, 395–404. [Google Scholar] [CrossRef] [Green Version]
- Mirzahosseini, M.; Riding, K.A. Influence of different particle sizes on reactivity of finely ground glass as supplementary cementitious material (SCM). Cem. Concr. Compos. 2015, 56, 95–105. [Google Scholar] [CrossRef]
- Palaniandy, S.; Azizli, K.A.M.; Hussin, H.; Hashim, S.F.S. Study on mechanochemical effect of silica for short grinding period. Int. J. Miner. Process. 2007, 82, 195–202. [Google Scholar] [CrossRef]
- Yamashita, E.A.; Cikmit, A.G.; Kang, O.T.; Kalim, P.; Tsuchida, T. The effect of sand content on strength development of cement-treated soil with different initial water content. In Proceedings of the 28th International Ocean and Polar Engineering Conference, Sapporo, Japan, 10–15 June 2018. [Google Scholar]
- Tsuchida, T.; Tang, Y.X. Estimation of compressive strength of cement-treated marine clays with different initial water contents. Soils Found. 2015, 55, 359–374. [Google Scholar] [CrossRef] [Green Version]
- Chian, S.C.; Chim, Y.Q.; Wong, J.W. Influence of sand impurities in cement-treated clays. Géotechnique 2017, 67, 31–41. [Google Scholar] [CrossRef]
- Kang, G.; Tsuchida, T.; Tang, T.; Kalim, T. Consistency measurement of cement-treated marine clay using fall cone test and Casagrande liquid limit test. Soils Found. 2017, 57, 802–814. [Google Scholar] [CrossRef]
- Kang, G.; Cikmit, A.A.; Tsuchida, T.; Honda, H.; Kim, Y.-S. Strength development and microstructural characteristics of soft dredged clay stabilized with basic oxygen furnace steel slag. Constr. Build. Mater. 2019, 203, 501–513. [Google Scholar] [CrossRef]
- Cikmit, A.A.; Tsuchida, T.; Kang, G.; Hashimoto, R.; Honda, H. Particle-size effect of basic oxygen furnace steel slag in stabilization of dredged marine clay. Soils Found. 2019, 59, 1385–1398. [Google Scholar] [CrossRef]
- Cikmit, A.A.; Tsuchida, T.; Hashimoto, R.; Honda, H.; Kang, G.; Sogawa, K. Expansion characteristic of steel slag mixed with soft clay. Constr. Build. Mater. 2019, 227, 116799. [Google Scholar] [CrossRef]
- Japanese Geotechnical Society. JGS 0131 Test method for particle size distribution of soils (JIS A1204). In Laboratory Testing Standards of Geomaterials Vol.1; Japanese Geotechnical Society: Tokyo, Japan, 2015. [Google Scholar]
- Japanese Geotechnical Society. JGS 0142 Test method for liquid limit of soils by the fall cone. In Laboratory Testing Standards of Geomaterials Table of Contents Vol.3; Japanese Geotechnical Society: Tokyo, Japan, 2017. [Google Scholar]
- Japanese Geotechnical Society. JGS 0511 Method for unconfined compression test of soils (JIS A1216). In Laboratory Testing Standards of Geomaterials Vol.1; Japanese Geotechnical Society: Tokyo, Japan, 2015. [Google Scholar]
- Velázquez, S.; Monzó, J.M.; Borrachero, M.V.; Payá, J. Assessment of Pozzolanic Activity Using Methods Based on the Measurement of Electrical Conductivity of Suspensions of Portland Cement and Pozzolan. Materials 2014, 7, 7533–7547. [Google Scholar] [CrossRef] [Green Version]
- Cedrim, F.A.; Silva, G.A.D.O.E.; Santos, T.A.; Ribeiro, D.V. Pozzolanicity Evaluation of Mineral Additions by Electrical Conductivity Measurements. Mater. Sci. Forum 2016, 881, 239–244. [Google Scholar] [CrossRef]
- Luxán, M.; Madruga, F.; Saavedra, J. Rapid evaluation of pozzolanic activity of natural products by conductivity measurement. Cem. Concr. Res. 1989, 19, 63–68. [Google Scholar] [CrossRef]
- Maximilien, S.; Péra, J.; Chabannet, M. Study of the Reactivity of Clinkers. Cem. Concr. Res. 1997, 27, 63–73. [Google Scholar] [CrossRef]
- Saccone, L.; Conley, D.J.; Koning, E.; Sauer, D.; Sommer, M.; Kaczorek, D.; Blecker, S.W.; Kelly, E.F. Assessing the extraction and quantification of amorphous silica in soils of forest and grassland ecosystems. Eur. J. Soil Sci. 2007, 58, 1446–1459. [Google Scholar] [CrossRef]
- Krausse, G.L.; Schelske, C.L.; Davis, C.O. Comparison of three wet-alkaline methods of digestion of biogenic silica in water. Freshw. Biol. 1983, 13, 73–81. [Google Scholar] [CrossRef] [Green Version]
- Ho, L.S.; Nakarai, K.; Eguchi, K.; Sasaki, T.; Morioka, M. Strength development of cement-treated sand using different cement types cured at different temperatures. MATEC Web Conf. 2018, 195, 01006. [Google Scholar] [CrossRef] [Green Version]
- Suits, L.D.; Sheahan, T.; Lorenzo, G.; Bergado, D.; Soralump, S. New and Economical Mixing Method of Cement-Admixed Clay for DMM Application. Geotech. Test. J. 2006, 29, 54–63. [Google Scholar] [CrossRef]
- Polidori, E. Relationship Between the Atterberg Limits and Clay Content. Soils Found. 2007, 47, 887–896. [Google Scholar] [CrossRef] [Green Version]
- Sivapullaiah, P.V.; Prashanth, J.P.; Sridharan, A.; Narayana, B.V. Reactive silica and strength of fly ashes. Geotech. Geol. Eng. 1998, 16, 239–250. [Google Scholar] [CrossRef]
- Kim, Y.-T.; Do, T.-H. Effect of bottom ash particle size on strength development in composite geomaterial. Eng. Geol. 2012, 139–140, 85–91. [Google Scholar] [CrossRef]
- Zhuravlev, L.T. The surface chemistry of amorphous silica. Zhuravlev model. Colloids Surf. A Physicochem. Eng. Asp. 2000, 173, 1–38. [Google Scholar] [CrossRef] [Green Version]
- Armelao, L.; Bassan, A.; Bertoncello, R.; Biscontin, G.; Daolio, S.; Glisenti, A. Silica glass interaction with calcium hydroxide: A surface chemistry approach. J. Cult. Herit. 2000, 1, 375–384. [Google Scholar] [CrossRef]
- Filio, J.M.; Sugiyama, K.; Saito, F.; Waseda, Y. Effect of Dry Grinding on the Structures and Physical Properties of Pyrophyllite and Talc by a Planetary Ball Mill. Int. J. Soc. Mater. Eng. Resour. 1993, 1, 140–147. [Google Scholar] [CrossRef]
- Tomozawa, M. Amorphous silica. Silicon-Based Mater. Devices 2001, 1, 127–154. [Google Scholar] [CrossRef]
- Xing, H.; Yang, X.; Xu, C.; Ye, G. Strength characteristics and mechanisms of salt-rich soil–cement. Eng. Geol. 2009, 103, 33–38. [Google Scholar] [CrossRef]
- Torres, M.L.; Garcia-Ruiz, P.A. Lightweight pozzolanic materials used in mortars: Evaluation of their influence on density, mechanical strength and water absorption. Cem. Concr. Compos. 2009, 31, 114–119. [Google Scholar] [CrossRef]
- Papadakis, V.G. Effect of fly ash on Portland cement systems. Cem. Concr. Res. 1999, 29, 1727–1736. [Google Scholar] [CrossRef]
- Papadakis, V.G. Experimental investigation and theoretical modeling of silica fume activity in concrete. Cem. Concr. Res. 1999, 29, 79–86. [Google Scholar] [CrossRef]
- Bentz, D.; Ardani, A.; Barrett, T.; Jones, S.; Lootens, D.; Peltz, M.A.; Sato, T.; Stutzman, P.E.; Tanesi, J.; Weiss, W.J. Multi-scale investigation of the performance of limestone in concrete. Constr. Build. Mater. 2015, 75, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Bentz, D. Activation energies of high-volume fly ash ternary blends: Hydration and setting. Cem. Concr. Compos. 2014, 53, 214–223. [Google Scholar] [CrossRef]
- Bentz, D.P.; Ferraris, C.F.; Jones, S.Z.; Lootens, D.; Zunino, F. Limestone and silica powder replacements for cement: Early-age performance. Cem. Concr. Compos. 2017, 78, 43–56. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case | Tokuyama Clay Content (%) | C* (%) | C (%) | SP (%) | M (%) | Stone Powder Type and Size |
|---|---|---|---|---|---|---|
| 1 | 100 | 15 | 15 | 0 | 0 | Control sample |
| 2 | 70 | 15 | 11 | 30 | 0 | E (106–<1 µm) |
| 3 | 70 | 15 | 11 | 30 | 0 | D (<20 µm) |
| 4 | 70 | 15 | 11 | 30 | 0 | C (20–40 µm) |
| 5 | 70 | 15 | 11 | 30 | 0 | B (40–75 µm) |
| 6 | 70 | 15 | 11 | 30 | 0 | A (106–75 µm) |
| 7 | 70 | 15 | 11 | 0 | 30 | Micro mica (1–75 µm) |
| Case | Commercial Clay Content (%) | C* (%) | C (%) | SP (%) | M (%) | Stone Powder Type and Size |
|---|---|---|---|---|---|---|
| 1c | 100 | 15 | 15 | 0 | 0 | Control sample |
| 2c | 70 | 15 | 11 | 30 | 0 | E (106–<1 µm) |
| 3c | 70 | 15 | 11 | 30 | 0 | D (<20 µm) |
| 4c | 70 | 15 | 11 | 30 | 0 | C (20–40 µm) |
| 5c | 70 | 15 | 11 | 30 | 0 | B (40–75 µm) |
| 6c | 70 | 15 | 11 | 30 | 0 | A (106–75 µm) |
| 7c | 70 | 15 | 11 | 0 | 30 | Micro mica (1–75 µm) |
| Element (%) | E (106–<1 µm) | D (<20 µm) | C (20–40 µm) | B (40–75 µm) | A (106–75 µm) | Micro Mica | Tokuyama Clay | Commercial Clay |
|---|---|---|---|---|---|---|---|---|
| Si | 71.167 | 74.281 | 69.942 | 66.708 | 68.285 | 53.8 | 55.11 | 61.18 |
| K | 16.7 | 15.687 | 16.836 | 14.46 | 19.352 | 9.0 | 7.61 | 17.01 |
| Fe | 7.548 | 5.563 | 7.422 | 13.392 | 6.985 | - | 17.78 | 15.80 |
| Ca | 3.647 | 3.641 | 4.668 | 4.019 | 4.986 | - | 4.91 | 4.21 |
| Cl | - | - | - | - | - | - | 12.9 | - |
| Mg | - | - | - | - | - | 26.3 | - | - |
| F | - | - | - | - | - | 10.1 | - | - |
| Material | Size (µm) | Change in Electrical Conductivity (∆mS/cm) | Reactivity |
|---|---|---|---|
| Stone powder E | 106–<1 | 0.4 | variable pozzolanicity |
| Stone powder D | <20 | 0.9 | variable pozzolanicity |
| Stone powder C | 20–40 | 0.2 | non-pozzolanic |
| Stone powder B | 40–75 | 0.2 | non-pozzolanic |
| Stone powder A | 106–75 | 0.1 | non-pozzolanic |
| Tokuyama Clay | <75 | 0.1 | non-pozzolanic |
| Micro mica | <75 | 0.1 | non-pozzolanic |
| Amorphous SiO2 per 1 m3 of Cement-Treated Clay Composites (kg/m3) | |||||
|---|---|---|---|---|---|
| Material | Size (µm) | Amorphous SiO2 per 1 g of Material (mg/g) | Rate of Amorphization (%) | Tokuyama | Commercial |
| Stone powder E | 106–<1 | 11.5 | 1.15 | 2.48 | 4.58 |
| Stone powder D | <20 | 14.5 | 1.45 | 3.13 | 5.77 |
| Stone powder C | 20–40 | 5 | 0.5 | 1.08 | 1.99 |
| Stone powder B | 40–75 | 1.5 | 0.15 | 0.32 | 0.60 |
| Stone powder A | 106–75 | 2 | 0.2 | 0.43 | 0.80 |
| Micro mica | <75 | 0 | 0 | 0 | 0 |
| Tokuyama clay | <75 | 0 | 0 | 0 | 0 |
| Commercial clay | <75 | 0 | 0 | 0 | 0 |
| Cement Content, C (%) | Stone Powder Content (%) | Mass of Stone Powder D (kg/m3) | Amorphous Silica Concentration (kg/m3) |
|---|---|---|---|
| 20 | 0 | 0.00 | 0.00 |
| 20 | 15 | 90.56 | 1.31 |
| 20 | 30 | 184.36 | 2.67 |
| 20 | 50 | 500.60 | 7.26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nakayenga, J.; Inui, M.; Hata, T. Study on the Effect of Amorphous Silica from Waste Granite Powder on the Strength Development of Cement-Treated Clay for Soft Ground Improvement. Sustainability 2022, 14, 4073. https://doi.org/10.3390/su14074073
Nakayenga J, Inui M, Hata T. Study on the Effect of Amorphous Silica from Waste Granite Powder on the Strength Development of Cement-Treated Clay for Soft Ground Improvement. Sustainability. 2022; 14(7):4073. https://doi.org/10.3390/su14074073
Chicago/Turabian StyleNakayenga, Joyce, Mutsuko Inui, and Toshiro Hata. 2022. "Study on the Effect of Amorphous Silica from Waste Granite Powder on the Strength Development of Cement-Treated Clay for Soft Ground Improvement" Sustainability 14, no. 7: 4073. https://doi.org/10.3390/su14074073