


Characterization of Natural Fiber Extracted from Corn (Zea mays L.) Stalk Waste for Sustainable Development
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
- Collection of corn straw
- Preparation of corn straw for fiber extraction
- Extraction of fiber using alkali treatment and assessment of properties
- Structural analysis of corn stalk fiber samples
- Microscopic analysis of sample
- X-ray diffraction analysis
- Fourier–transform infrared (FTIR) analysis
3. Results and Discussions
- Optimization of fiber extraction parameters
- Alkali concentration
- Optimization of temperature parameter
- Optimization of time
- Optimization of MLR
- Assessment of composition and physicochemical properties
- Fiber fineness and tenacity
- Elongation and moisture regain
- Wax content and ash content
- Structural analysis of corn stalk fiber sample
- Microscopic analysis of sample
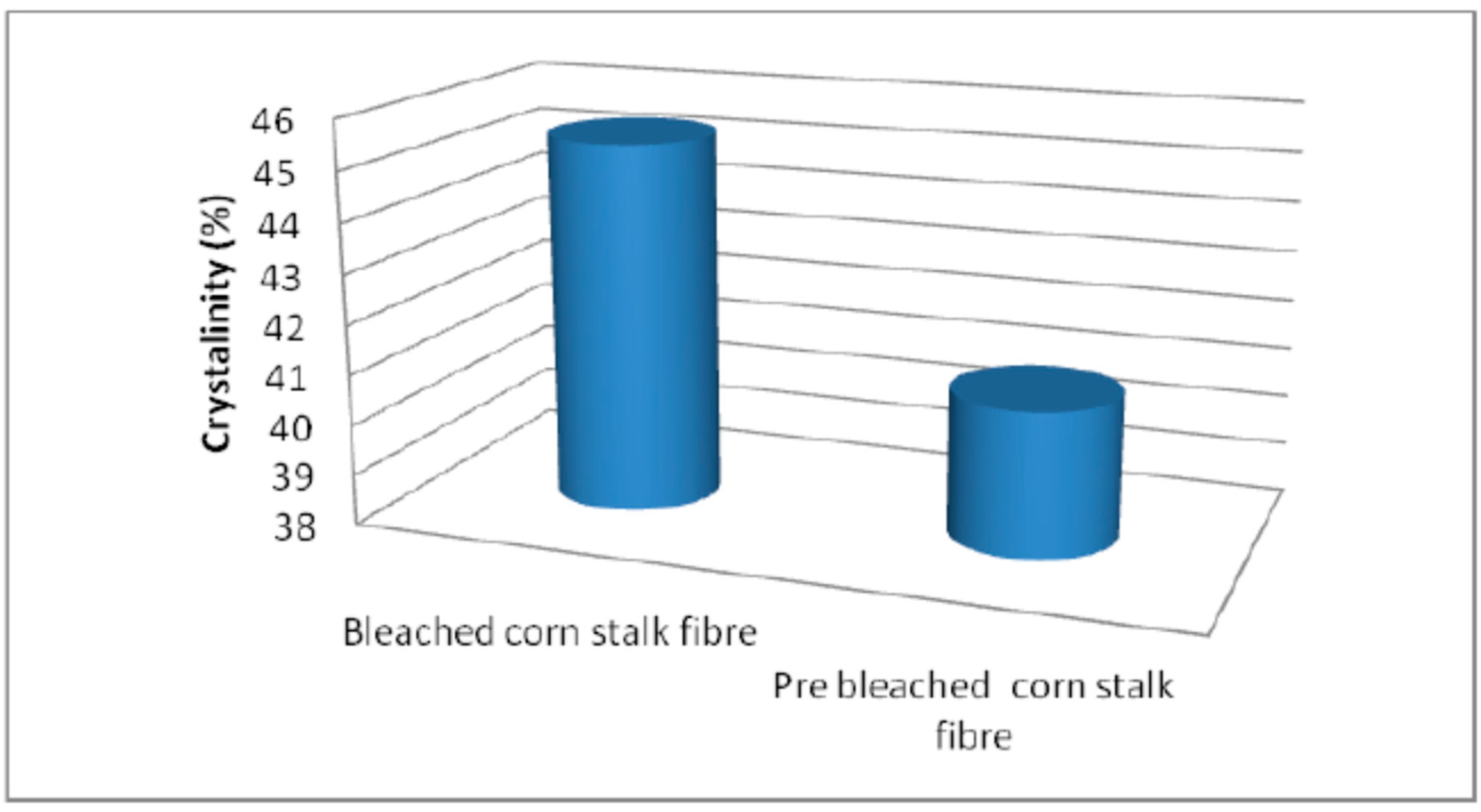
- X-ray diffraction analysis
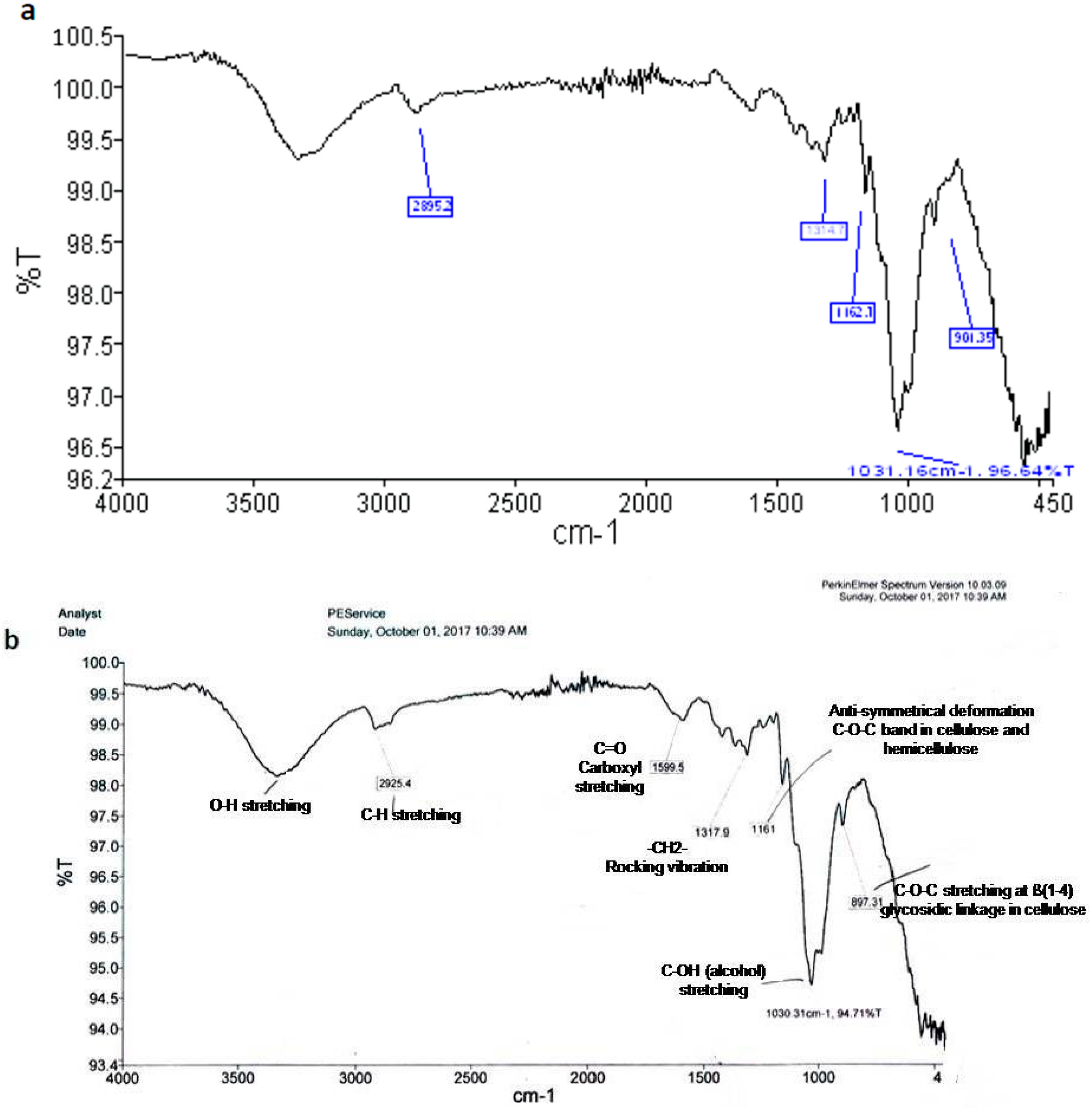
- Fourier–transform infrared (FTIR) analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Venkatramanan, V.; Shah, S.; Prasad, S.; Singh, A.; Prasad, R. Assessment of Bioenergy Generation Potential of Agricultural Crop Residues in India. Circ. Econ. Sustain. 2021, 1, 1335–1348. [Google Scholar] [CrossRef]
- Agamuthu, P. Challenges and Opportunities in Agro-waste Management: An Asian Perspective. In Proceedings of the Meeting of First Regional 3R Forum in Asia, Tokyo, Japan, 11–12 November 2009. [Google Scholar]
- Obi, F.O.; Ugwuishiwu, B.O.; Nwakaire, J.N. Agricultural Waste Concept, Generation, Utilization and Management. NIJOTECH 2016, 35, 957–964. [Google Scholar] [CrossRef]
- Ministry of New and Renewable Energy (MNRE). 2012. Available online: http://www.fiber2fashion.com (accessed on 20 August 2022).
- NPMCR. Available online: http://agricoop.nic.in/sites/default/files/NPMCR_1.pdf (accessed on 6 March 2019).
- Watson, R.T.; Zinyowera, M.C.; Moss, R.H. (Eds.) IPCC 1997; Cambridge University Press: Cambridge, UK, 1997; p. 517. [Google Scholar]
- Jonoobi, M.; Harun, J.; Mathew, A.P.; Hussein, M.Z.B.; Oksman, K. Preparation of cellulose nanofibers with hydrophobic surface characteristics. Cellulose 2009, 17, 299–307. [Google Scholar] [CrossRef]
- Kumar, S.; Basavanneppa, M.A.; Koppalkar, B.G.; Umesh, M.R.; Gaddi, A.K. Precision nitrogen management in maize (Zea mays L.) through leaf colour chart tool in Tunga Bhadra Command area. Bull. Environ. Pharmacol. Life Sci. 2018, 7, 43–46. [Google Scholar]
- Naik, G. Closing the Yield Gap: Maize in India. In Technology, Adaptation and Exports: How Some Developing Countries Got It Right; Chandra, V., Ed.; The World Bank: Washington, DC, USA, 2006; pp. 275–300. [Google Scholar]
- Parihar, C.M.; Kumar, B.; Jat, S.L.; Singh, A.K.; Jat, M.L.; Chaudhary, V.; Dass, S. Specialty Corn for Nutritional Security and Dietary Diversification; Biofortification of Food Crops; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar] [CrossRef]
- Kumar, T.K.; Venkateswarlu, B. Baby corn (Zea mays L.) performance as vegetable-cum fodder in intercropping with legume fodders under different planting pattern. Range Manag. Agroforest. 2013, 34, 137–141. [Google Scholar]
- Doraiswamy, I.; Chellamani, P. Pineapple-leaf fibers. Text. Prog. 1993, 24, 1–25. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 7 June 2022). [CrossRef]
- Shanks, R.A.; Hodzic, A.; Wong, S. Thermoplastic biopolyester natural fiber composites. J. Appl. Polym. Sci. 2004, 91, 2114–2121. [Google Scholar] [CrossRef]
- García, M.; Garmendia, I.; García, J. Influence of natural fiber type in eco-composites. J. Appl. Polym. Sci. 2008, 107, 2994–3004. [Google Scholar] [CrossRef]
- Qin, L.; Qiu, J.; Liu, M.; Ding, S.; Shao, L.; Lü, S.; Zhang, G.; Zhao, Y.; Fu, X. Mechanical and thermal properties of poly (lactic acid) composites with rice straw fiber modified by poly(butyl acrylate). Chem. Eng. J. 2011, 166, 772–778. [Google Scholar] [CrossRef]
- Devi, S.; Gupta, C.; Jat, S.L.; Parmar, M. Crop residue recycling for economic and environmental sustainability: The case of India. Open Agric. 2017, 2, 486–494. [Google Scholar] [CrossRef]
- Singh, Y.; Sidhu, H. Management of cereal crop residues for sustainable rice-wheat production system in the Indo-Gangetic Plains of India. Proc. Indian Natl. Sci. Acad. USA 2014, 80, 95–114. [Google Scholar] [CrossRef]
- Bhuvaneshwari, S.; Hettiarachchi, H.; Meegoda, J.N. Crop Residue Burning in India: Policy Challenges and Potential Solutions. Int. J. Environ. Res. Public Health 2019, 16, 832. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chawala, P.; Sandhu, H. Stubble burn area estimation and its impact on ambient air quality of Patiala & Ludhiana district, Punjab, India. Heliyon 2020, 6, e03095. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lopes, A.A.; Viriyavipart, A.; Tasneem, D. The role of social influence in crop residue management: Evidence from Northern India. Ecol. Econ. 2020, 169, 106563. [Google Scholar] [CrossRef]
- Barbier, B.; Yacouba, H.; Karambiri, H.; Zoromé, M.; Somé, B. Human Vulnerability to Climate Variability in the Sahel: Farmers’ Adaptation Strategies in Northern Burkina Faso. Environ. Manag. 2009, 43, 790–803. [Google Scholar] [CrossRef]
- Bakhsh, K.; Rauf, S.; Zulfiqar, F. Adaptation strategies for minimizing heat wave induced morbidity and its determinants. Sustain. Cities Soc. 2018, 41, 95–103. [Google Scholar] [CrossRef]
- Lohan, S.K.; Jat, H.; Yadav, A.K.; Sidhu, H.; Jat, M.; Choudhary, M.; Peter, J.K.; Sharma, P. Burning issues of paddy residue management in north-west states of India. Renew. Sustain. Energy Rev. 2018, 81, 693–706. [Google Scholar] [CrossRef]
- Raza, A.; Razzaq, A.; Mehmood, S.S.; Zou, X.; Zhang, X.; Lv, Y.; Xu, J. Impact of climate change on crops adaptation and strategies to tackle its outcome: A review. Plants 2019, 8, 34. [Google Scholar] [CrossRef] [Green Version]
- Niu, B.; Kim, B.H. Method for Manufacturing Corn Straw Cement-Based Composite and Its Physical Properties. Materials 2022, 15, 3199. [Google Scholar] [CrossRef]
- Jat, H.; Jat, R.; Nanwal, R.; Lohan, S.K.; Yadav, A.; Poonia, T.; Sharma, P.; Jat, M. Energy use efficiency of crop residue management for sustainable energy and agriculture conservation in NW India. Renew. Energy 2020, 155, 1372–1382. [Google Scholar] [CrossRef]
- Fahad, S.; Chavan, S.B.; Chichaghare, A.R.; Uthappa, A.R.; Kumar, M.; Kakade, V.; Pradhan, A.; Jinger, D.; Rawale, G.; Yadav, D.K.; et al. Agroforestry Systems for Soil Health Improvement and Maintenance. Sustainability 2022, 14, 14877. [Google Scholar] [CrossRef]
- Wang, D.; Yu, K.; Chen, Z. Otimized test of running parameter on rind-pith separation equipment for corn stalk. Nongye Gongcheng Xuebao/Trans. Chin. Soc. Agric. Eng. 2013, 29, 26–32. [Google Scholar]
- Qin, L.; Wang, Y.; Wu, Y.; Wang, Q.; Luo, L. Assessment of nitrate leakage and N2O emission from five environmental-friendlyagricultural practices using fuzzy logic method and empirical formula. Environ. Monit. Assess. 2015, 187, 371. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jallow, M.F.A.; Awadh, D.G.; Albaho, M.S.; Devi, V.Y.; Thomas, B.M. Pesticide risk behaviors and factors influencing pesticide useamong farmers in Kuwait. Sci. Total Environ. 2017, 574, 490–498. [Google Scholar] [CrossRef] [PubMed]
- Adekola, U.A.; Eiroboyi, I.; Yerima, Y.; Akinmoji, T.E.B.; Uti, L.O. Improved biogas production from corn stalks, pg manure and eggshell. J. Adv. Biol. Biotechnol. 2021, 24, 39–47. [Google Scholar] [CrossRef]
- Xuan, L.; Hui, D.; Cheng, W.; Wong, A.H.H.; Han, G.; Tan, W.K.; Tawi, C.A.D. Effect of Preservative Pretreatment on the Biological Durability of Corn Straw Fiber/HDPE Composites. Materials 2017, 10, 789. [Google Scholar] [CrossRef] [Green Version]
- Abbas, A.; Amjath-Babu, T.; Kächele, H.; Mueller, K. Non-structural flood risk mitigation under developing country conditions: An analysis on the determinants of willingness to pay for flood insurance in rural Pakistan. Nat. Hazards 2014, 75, 2119–2135. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, X.; Zhang, S.; Chen, W.; Tong, D.Q.; Xiu, A. Effects of agricultural biomass burning on regional haze in China: A review. Atmosphere 2017, 8, 88. [Google Scholar] [CrossRef] [Green Version]
- Reddy, N.; Thillainayagam, V.A.; Yang, Y. Dyeing Natural Cellulose Fibers from Cornhusks: A Comparative Study with Cotton Fibers. Ind. Eng. Chem. Res. 2011, 50, 5642–5650. [Google Scholar] [CrossRef]
- Devi, S.; Gupta, C.; Parmar, M.S.; Jat, S.L.; Sisodia, N.; Kapil, N. Impact analysis of chemicals on properties of corn stalk fibre during different process. Pharma Innov. J. 2019, 8, 414–417. [Google Scholar]
- Devi, S.; Gupta, C.; Parmar, M.S.; Jat, S.L.; Sisodia, N.; Kapil, N. Mechanical properties of reinforced polyester and epoxy composites of corn (Zea mays) stalk fibre. Indian J. Agric. Sci. 2019, 89, 873–876. [Google Scholar]
- Yilmaz, N.D.; Michielsen, S.; Banks-Lee, P.; Powell, N.B. Effects of material and treatment parameters on noise-control performance of compressed three-layered multifiber needle-punched nonwovens. J. Appl. Polym. Sci. 2011, 123, 2095–2106. [Google Scholar] [CrossRef]
- Herlina Sari, N.; Wardana, I.N.G.; Irawan, Y.S.; Siswanto, E. Characterization of the chemical, physical and mechanical properties of NaOH—Treated natural cellulosic fibers from corn husks. J. Nat. Fibers 2018, 15, 545–558. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. 1-Natural fibers and their composites. In ‘Tribology’ of Natural Fiber Polymer Composites, 2nd ed.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Sawston, UK, 2021; pp. 1–59. [Google Scholar]
- Sinha, M.K.; Ghosh, S.K. Processing of pineapple leaf fibers in jute machine. Indian Textile J. 1977, 88, 105–110. [Google Scholar]
- Henriksson, G.; Akin, D.E.; Hanlin, R.T.; Rodriguez, C.; Archibald, D.D.; Rigsby, L.L.; Eriksson, K. Identification and retting efficiencies of fungi isolated from dew-retted flax in the United States and Europe. Appl. Environ. Microbiol. 1997, 63, 3950–3956. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S. Cellulosic/synthetic fiber reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Arpitha, G.; Sanjay, M.; Senthamaraikannan, P.; Barile, C.; Yogesha, B. Hybridization Effect of Sisal/Glass/Epoxy/Filler Based Woven Fabric Reinforced Composites. Exp. Tech. 2017, 41, 577–584. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Senthamaraikannan, P.; Pradeep, S.; Saravanakumar, S.S.; Yogesha, B. A review on synthesis and characterization of commercially available natural fibers: Part II. J. Nat. Fibers 2017, 16, 25–36. [Google Scholar] [CrossRef]
- Girijappa, Y.G.T.; Rangappa, S.M.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef] [Green Version]
- Reddy, N.; Yang, Y. Biofibers from agricultural byproducts for industrial applications. Trends Biotechnol. 2005, 23, 22–27. [Google Scholar] [CrossRef] [Green Version]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of fiber surface-treatments on the properties of laminated biocomposites from poly (lactic acid) (PLA) and kenaf fibers. Compos. Sci. Technol. 2008, 68, 424–432. [Google Scholar] [CrossRef]
- Summers Cales, J. Durability of Composites in the Marine Environment. In Durability of Composites in a Marine Environment; Solid Mechanics and Its Applications; Davies, P., Rajapakse, Y., Eds.; Springer: Dordrecht, Switzerland, 2014; Volume 208. [Google Scholar] [CrossRef]
- Rao, P.V.; Subbaiah, G.; Veeraraghavaiah, R. Agronomic response of maize to plant population and nitrogen availability. Int. J. Plant Anim. Environ. Sci. 2014, 4, 107–116. [Google Scholar]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Liu, D.J.; Tao, X.Z.; Gao, L.X. Dry corn stalk nutrient distribution and palatability selection. J. Shenyang Agric. Univ. 2019, 2, 740–743. [Google Scholar]
- Chen, Z.; Chem, Z.; Yi, J.; Feng, D. Preparation menthod of Corn stalk fiber material and its performance investigation in Asphalt concrete. Sustainability 2019, 11, 4050. [Google Scholar] [CrossRef] [Green Version]
- Johara, N.; Ahmad, I.; Dufresnec, A. Extraction, preparation and characterization of cellulose fibers and nanocrystals from rice husk. Ind. Crops Prod. 2012, 37, 93–99. [Google Scholar] [CrossRef]
- Kataki, S.; Hazarika, S.; Baruah, D.C. Investigation on by-products of bioenergy systems (anaerobic digestion and gasification) as potential crop nutrient using FTIR, XRD, SEM analysis and phyto-toxicity test. J. Environ. Manag. 2017, 196, 201–216. [Google Scholar] [CrossRef]
- Rosa, S.M.; Rehman, N.; de Miranda, M.I.G.; Nachtigall, S.M.; Bica, C.I. Chlorine-free extraction of cellulose from rice husk and whisker isolation. Carbohydr. Polym. 2012, 87, 1131–1138. [Google Scholar] [CrossRef] [Green Version]
- Reddy, N.; Yang, Y. Properties and potential applications of natural cellulose fibers from the bark of cotton stalks. Bioresour. Technol. 2009, 100, 3563–3569. [Google Scholar] [CrossRef]
- Yılmaz, N.D. Effect of chemical extraction parameters on corn husk fibers characteristics. Indian J. Fiber Text. Res. 2013, 38, 29–34. [Google Scholar]
- Reddy, N.; Yang, Y. Wiley Inter Science. 2007. Available online: www.interscience.wiley.com (accessed on 8 October 2022).
- Reddy, N.; Yang, Y. Properties and potential applications of natural cellulose fibers from cornhusks. Green Chem. 2005, 7, 190–195. [Google Scholar] [CrossRef]
- Segal, L.G.; Creely, J.J.; Martin, A.E., Jr.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Mwaikambo, L. Review of the history, properties and application of plant fibres. Afr. J. Sci. Technol. 2006, 7, 121. [Google Scholar]
- Hearle, J.W.S.; Morton, W.E. Physical Properties of Textile Fibres; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar] [CrossRef]
- Murthy, H.V. Fibre characteristics. In Introduction to Textile Fibres, 1st ed.; Murthy, H.V., Ed.; Woodhead Publishing India in Textiles; Woodhead Publishing: Cambridge, UK, 2016; pp. 1–24. [Google Scholar]
- Hornsby, P.R.; Hinrichsen, E.; Tarverdi, K. Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibers: Part I fiber characterization. J. Mater. Sci. 1997, 32, 443–449. [Google Scholar] [CrossRef] [Green Version]
- Panthapulakkal, S.; Zereshkian, A.; Sain, M. Preparation and characterization of wheat straw fibers for reinforcing application in injection molded thermoplastic composites. Bioresour. Technol. 2006, 97, 265–272. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues—Wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef]
- Pereira, A.L.S.; Nascimento, D.M.D.; Filho, M.D.S.M.S.; Morais, J.P.S.; Vasconcelos, N.F.; Feitosa, J.P.; Brígida, A.I.S.; Rosa, M.D.F. Improvement of polyvinyl alcohol properties by adding nanocrystalline cellulose isolated from banana pseudostems. Carbohydr. Polym. 2014, 112, 165–172. [Google Scholar] [CrossRef]
- Williams, T.; Hosur, M.; Theodore, M.; Netravali, A.; Rangari, V.; Jeelani, S. Time Effects on Morphology and Bonding Ability in Mercerized Natural Fibers for Composite Reinforcement. Int. J. Polym. Sci. 2011, 2011, 192865. [Google Scholar] [CrossRef] [Green Version]
- Mothé, C.; de Miranda, I. Characterization of sugarcane and coconut fibers by thermal analysis and FTIR. J. Therm. Anal. Calorim. 2009, 97, 661–665. [Google Scholar] [CrossRef]
- Rachini, A.; Le Troedec, M.; Peyratout, C.; Smith, A. Chemical modification of hemp fibers by silane coupling agents. J. Appl. Polym. Sci. 2012, 123, 601–610. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NaOH Concentration (g/L) | Temperature Constant (°C) | Time Duration (min.) | Materials-to-Liquor Ratio (MLR) | Observations | Weight of Fiber (g) |
|---|---|---|---|---|---|
| 2 | 100 | 60 | 1:50 | - | - |
| 3 | 100 | 60 | 1:50 | Slight opening of fiber | 3.12 ± 0.02 |
| 5 | 100 | 60 | 1:50 | Extraction of fiber | 2.97 ± 0.19 |
| 7 | 100 | 60 | 1:50 | Damage of fibers | 2.93 ± 0.03 |
| Temperature (°C) | NaOH Concentration (g/L) | Materials-to-Liquor Ratio (MLR) | Time (min) | Observations | Weight of Fiber (g) |
|---|---|---|---|---|---|
| 58 to 62 | 5 | 1:50 | 60 | No opening of fiber | - |
| 78 to 82 | 5 | 1:50 | 60 | Slight opening of fiber | 3.34 ± 0.24 |
| 98 to 102 | 5 | 1:50 | 60 | Extraction of fiber | 2.25 ± 0.20 |
| Time (min) | Temperature (°C) | NaOH Concentration (g/L) | Materials-to-Liquor Ratio (MLR) | Observations | Weight of Fiber (g) |
|---|---|---|---|---|---|
| 30 | 100 | 5 | 1:50 | No opening of fiber | |
| 60 | 100 | 5 | 1:50 | Extraction of fiber | 2.36 ± 0.19 |
| 90 | 100 | 5 | 1:50 | Degradation of fiber | 2.26 ± 0.21 |
| MLR | Time (min) | Temperature (°C) | NaOH Concentration (g/L) | Results | Weight of Fiber | Results |
|---|---|---|---|---|---|---|
| 1:30 | 60 | 100 | 5 | Not done, water dry before extraction of fiber | - | Not done, water dry before extraction of fiber |
| 1:50 | 60 | 100 | 5 | Extraction complete, no extra water | 2.29 ± 0.18 | Extraction complete, no extra water |
| 1:80 | 60 | 100 | 5 | Done, but extra water remaining | 2.27 ± 0.18 | Done, but extra water remaining |
| S. No. | Test Parameter | Corn Stalk Fiber | Bleached Corn Stalk Fiber | Cotton | Viscose | Linen | Jute | Bamboo | Milkweed |
|---|---|---|---|---|---|---|---|---|---|
| 1. | Fiber fineness (denier) | 86.72 | 85.96 | 3.6 | 1.5 | 1.5 | 18 | 1.3–5.6 | 1.0 |
| 2. | Tenacity (g/denier) | 2.76 | 2.49 | 2.1 | 2.3 | 6.0 | 3.3 | 2.3 | 2.4 |
| 3. | Elongation at break (%) | 23.1 | 22.7 | 6.7 | 30 | 2.5 | 1.2 | 21.8 | 1.3 |
| 4. | Wax content (%) | 0.7 | 0.2 | 0.6 | 0.5 | 0.3 | 0.2 | 0.6 | 0.4 |
| 5. | Ash content (%) | 0.5 | 0.3 | 1.2 | 1.5 | 0.8 | 0.6 | 1.9 | 2.4 |
| 6. | Moisture regain (%) | 12.92 | 12.95 | 6.9 | 13.1 | 12.0 | 13.8 | 13.3 | 10.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Devi, S.; Poonia, P.K.; Kumar, V.; Tiwari, A.; Meena, R.K.; Kumar, U.; Gulnaz, A.; Al-Sadoon, M.K. Characterization of Natural Fiber Extracted from Corn (Zea mays L.) Stalk Waste for Sustainable Development. Sustainability 2022, 14, 16605. https://doi.org/10.3390/su142416605
Devi S, Poonia PK, Kumar V, Tiwari A, Meena RK, Kumar U, Gulnaz A, Al-Sadoon MK. Characterization of Natural Fiber Extracted from Corn (Zea mays L.) Stalk Waste for Sustainable Development. Sustainability. 2022; 14(24):16605. https://doi.org/10.3390/su142416605
Chicago/Turabian StyleDevi, Saroj, Pawan Kumar Poonia, Vikas Kumar, Anjali Tiwari, Rajesh Kumar Meena, Uttam Kumar, Aneela Gulnaz, and Mohammad Khalid Al-Sadoon. 2022. "Characterization of Natural Fiber Extracted from Corn (Zea mays L.) Stalk Waste for Sustainable Development" Sustainability 14, no. 24: 16605. https://doi.org/10.3390/su142416605