
The Influence of Structural Design on the Dimensional Accuracy of CuCrZr Alloy Produced by Laser Powder Bed Fusion

Abstract
:1. Introduction
2. Materials and Methods
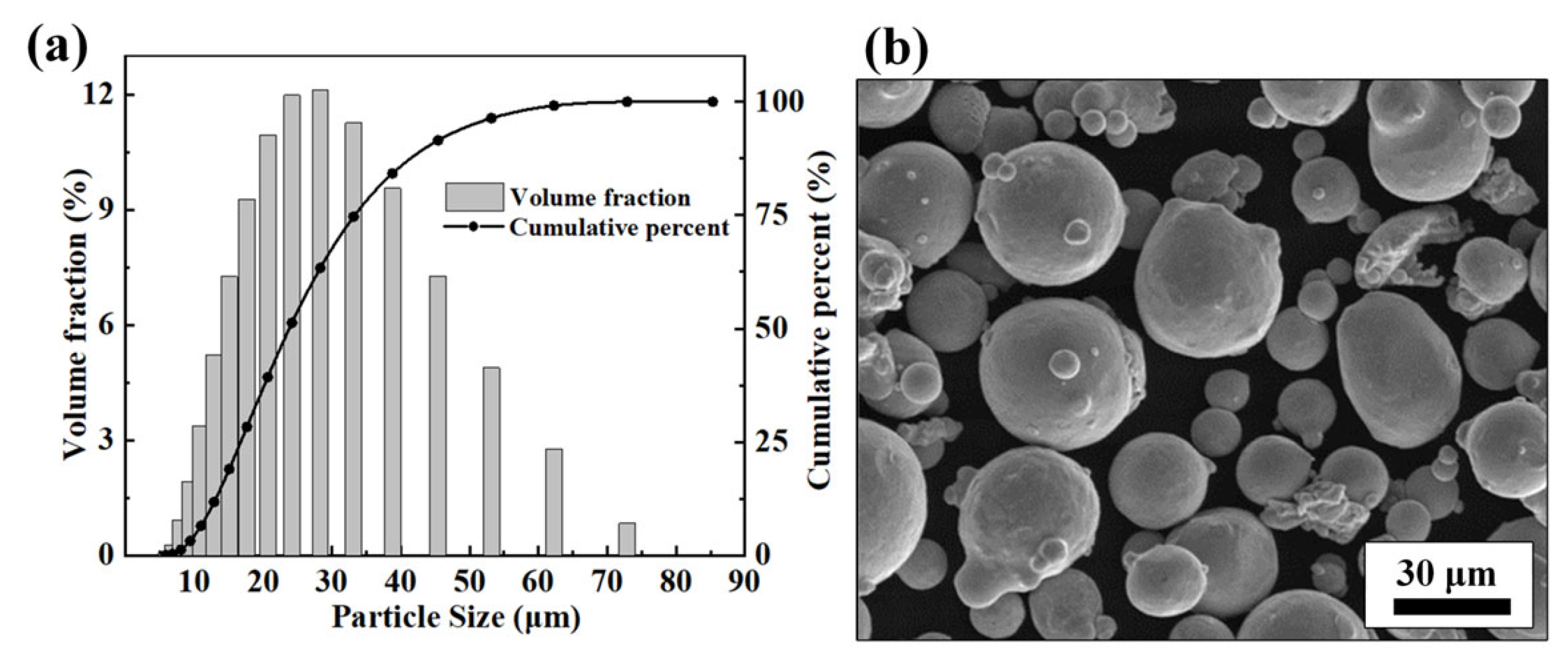
2.1. Materials and Sample Fabrication
2.2. Methods
2.2.1. Density Optimization
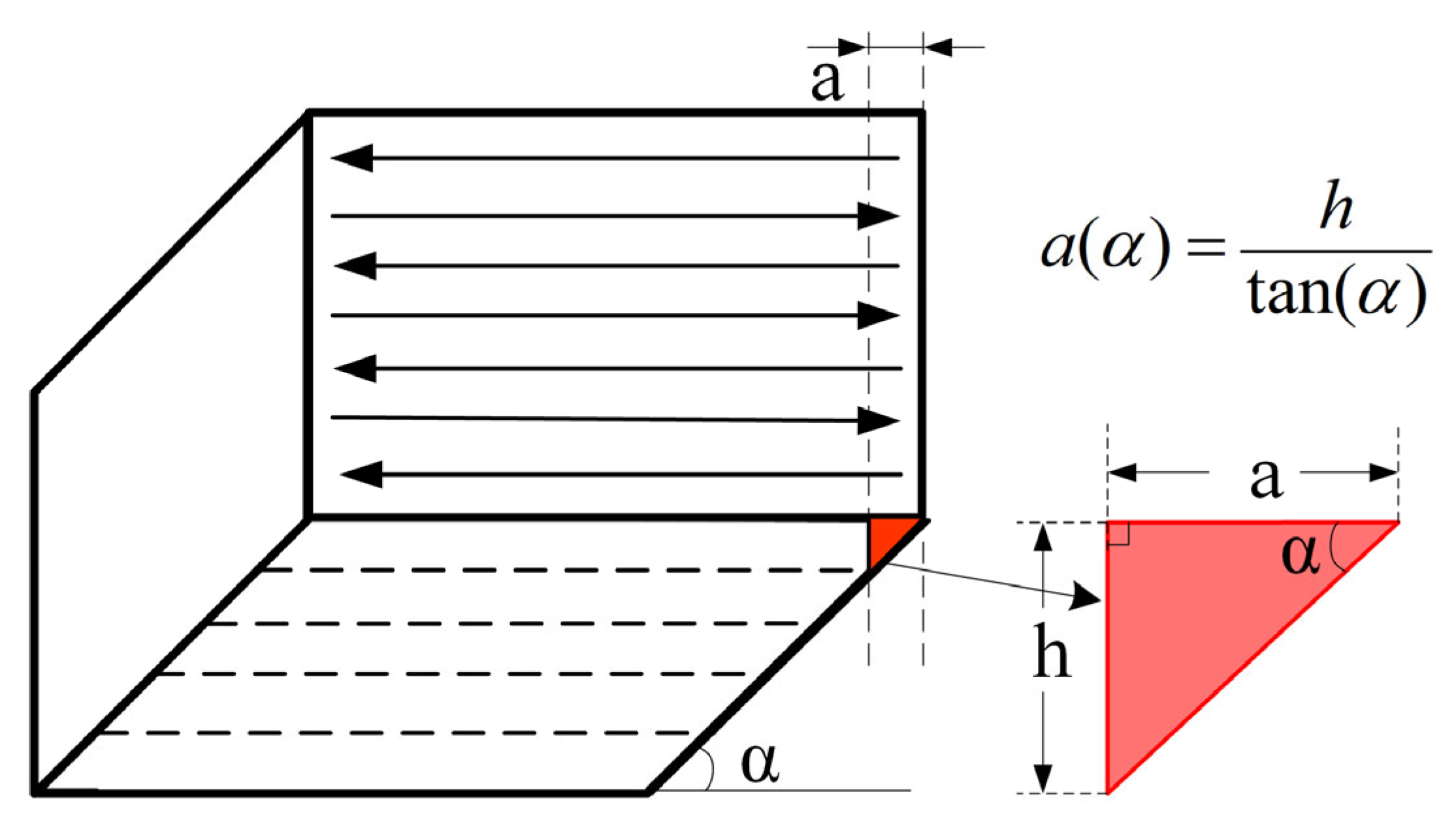
2.2.2. Schemata and Definition of Structure Angles
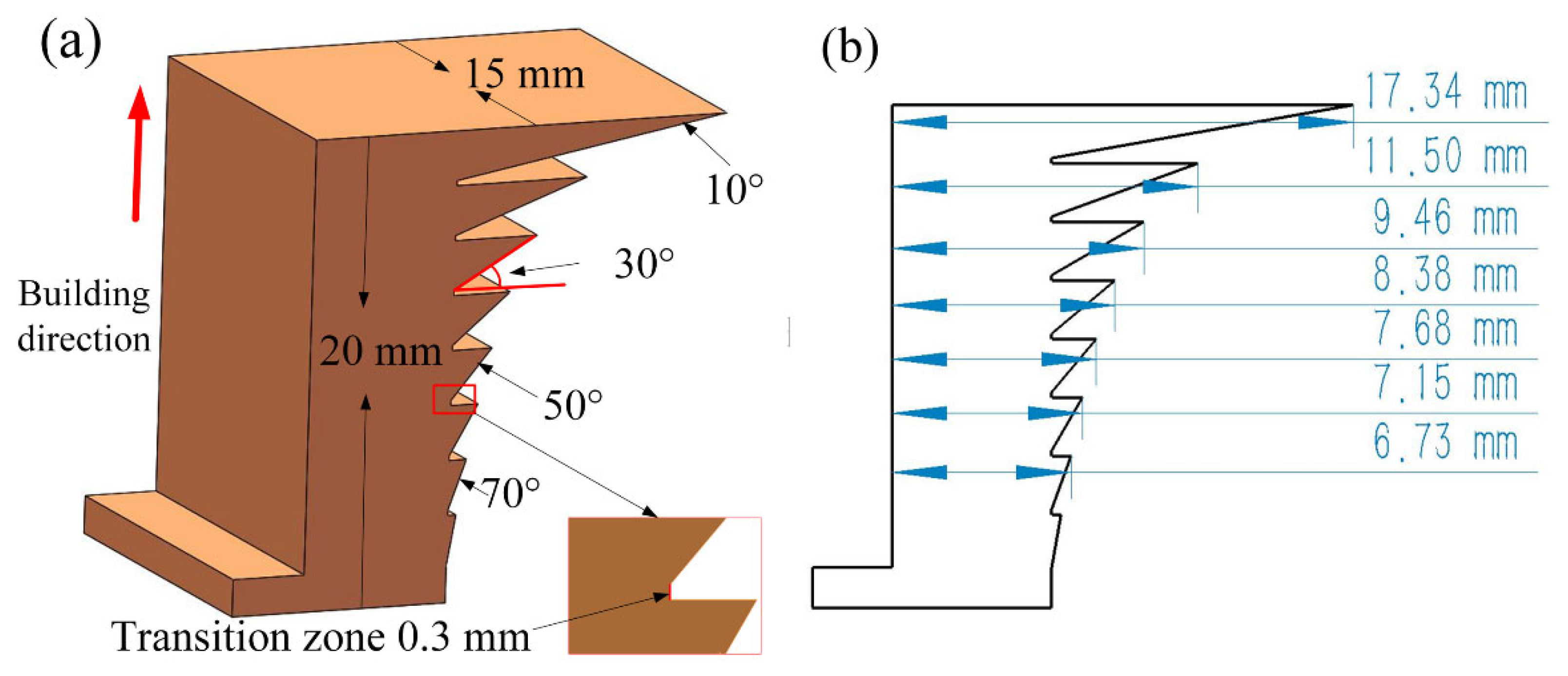
2.2.3. Experiment and Sample Model Design
3. Results and Discussion
3.1. Marking Principles and Statistical Results
- A.
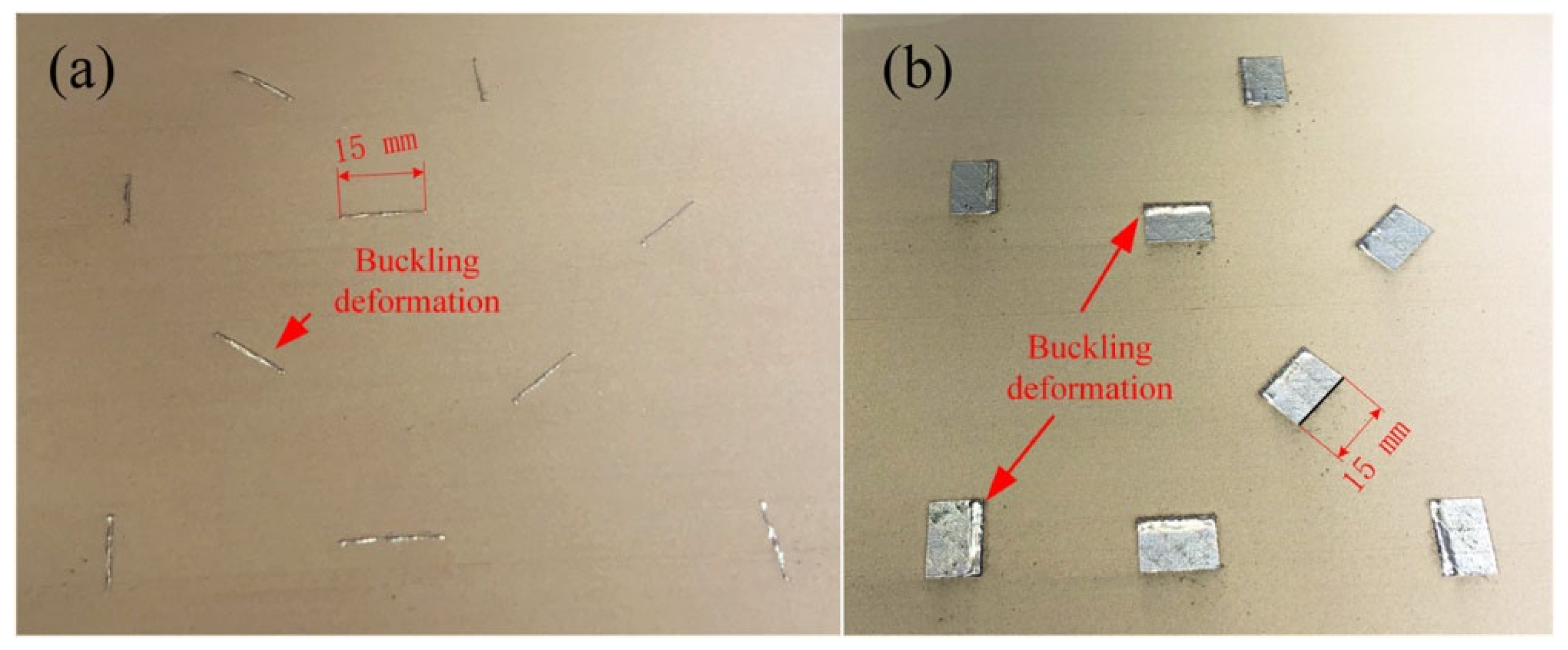
- Building process cannot continue due to severe deformation of the inclined surface structures, leading to the collision between the scraper and deformation zone of the sample. The corresponding structures above are marked “×” in Table 3.
- B.
- For the inclined structure that has a certain buckling deformation but can be reluctantly fabricated, the label “☐” was marked. In this situation, although there was some local deformation on the building plane of the sample, the recoating process can still proceed.
- C.
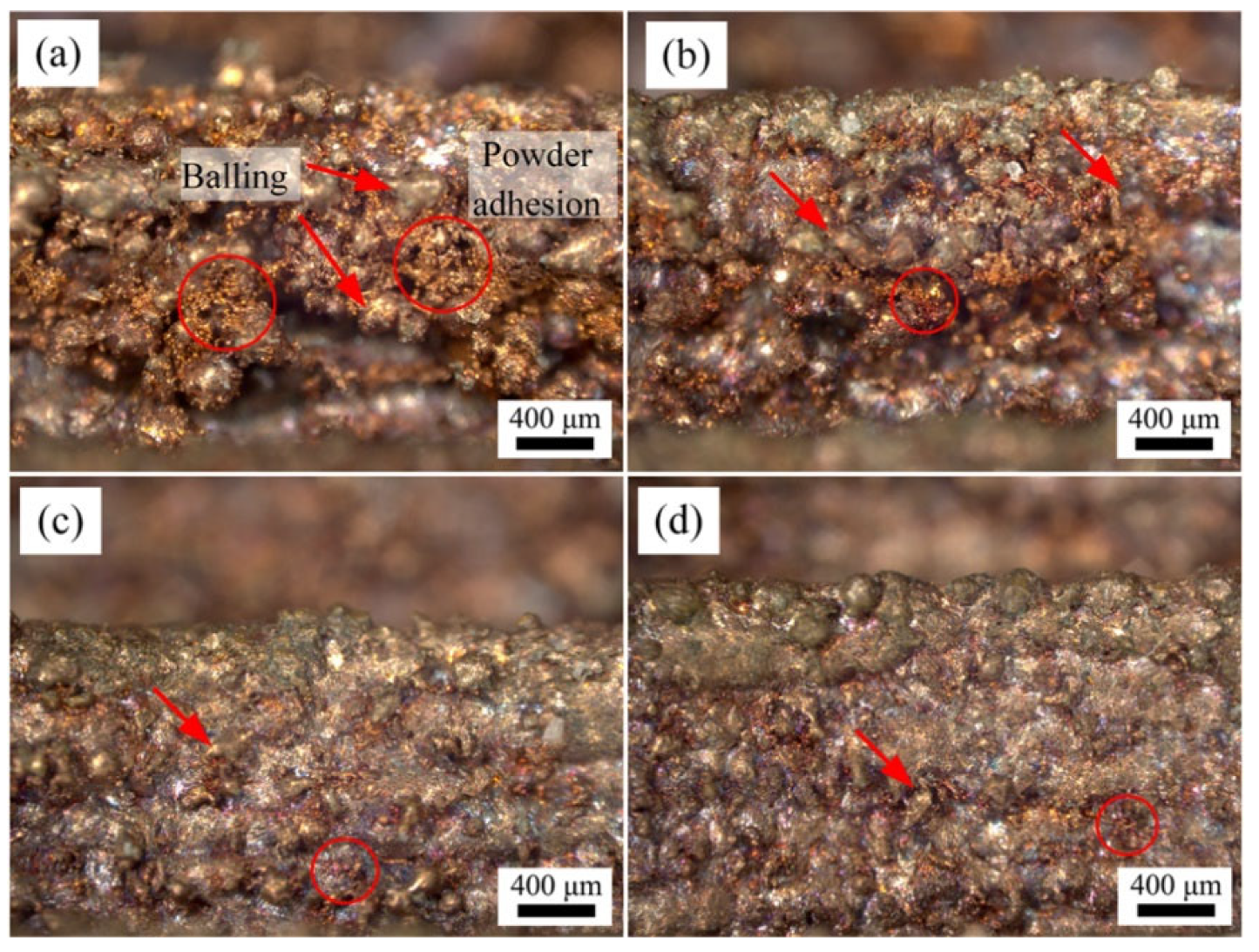
- When the recoating quality gets worse with the forming process continuing, the structures are marked “○”, which are fabricated successfully without deformation while the slope surfaces of the structures are very rough and have many balling particles and heavily powder adhesion phenomena.
- D.
- For the structures that are successfully built without buckling deformation and have normal powder adhesion phenomenon, they are marked “√”.
3.2. The Inclined Angle α on the Forming Performance
3.3. The Azimuth Angle γ on the Forming Performance
4. Conclusions
- (1)
- The forming statistical results demonstrate that the inclined structures with α > 50° were fabricated successfully without buckling deformation, while those α < 50° were fabricated either with varying degrees of buckling deformation and powder adhesion or in failure as severe distortion. Under the current process parameters, the equipment dimension compensation is around 0.2 mm larger than the model size.
- (2)
- The dimensions of the inclined structures are less than those of their corresponding models when α < 50° and are roughly equal to the models when the α > 50°. Further, the differences (Ld) increase with a decreasing α, which reaches 0.3 mm when α is 30° and drastically increases to 1 mm when α is 20° for the interaction between the scraper and the serious deformation.
- (3)
- Defects, such as balling phenomena, irregularity of melt lines, and powder adhesion, deteriorated with a decreasing α. The maximum height differences between the highest point to the lowest point reach 723 μm when the α is 20°, which drastically reduces to around 200 μm when the α increases to above 50°.
- (4)
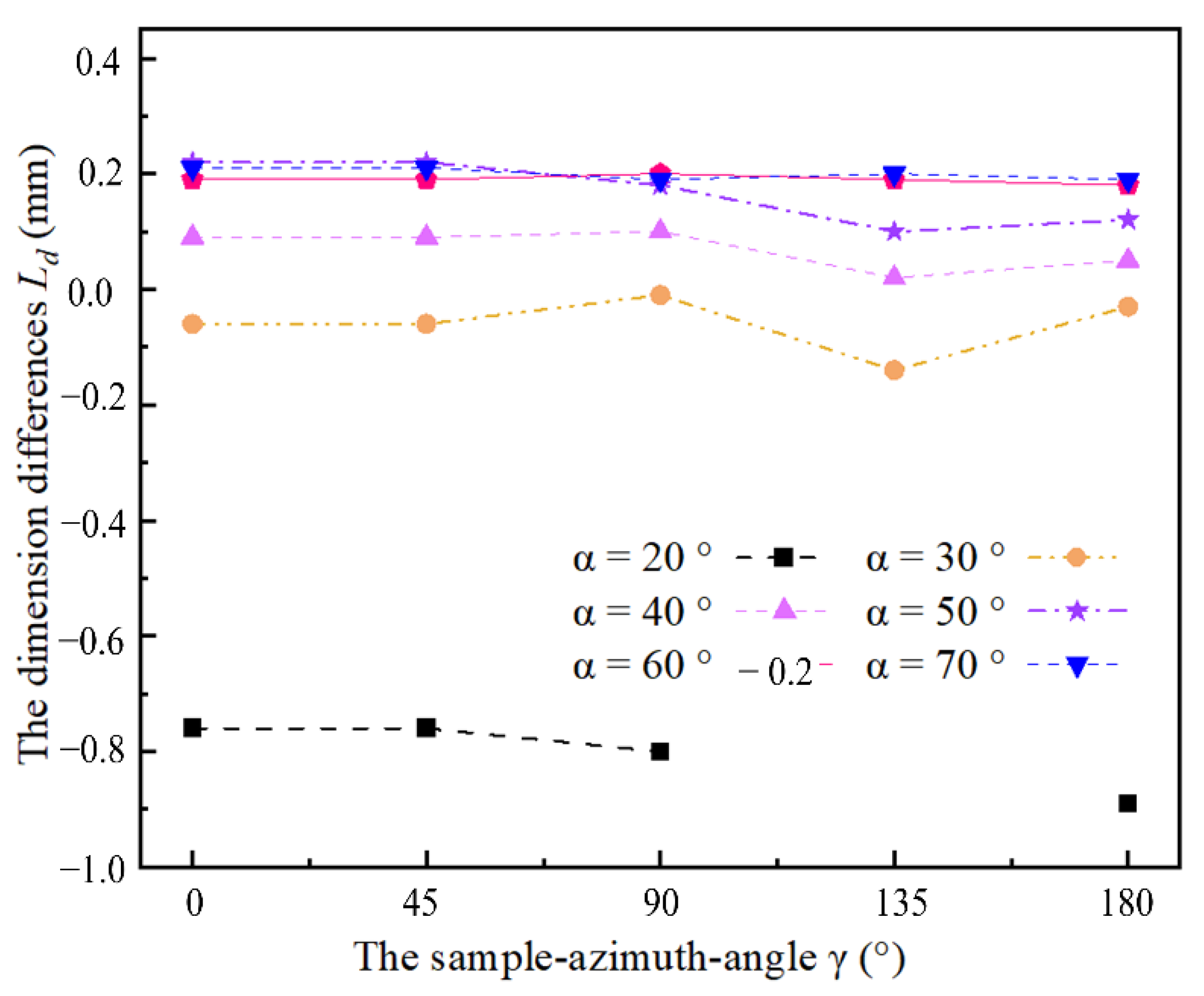
- For the CuCrZr alloy, the azimuth-angle γ has a significant influence on the forming performance when α < 50° and a very slight influence when α 50°. The differences Ld generally increases with the increasing γ value from 0° to 180° with α 50°. These phenomena mainly result from the interaction between the scraper and the severe deformation of the edges of the inclined surface.
- (5)
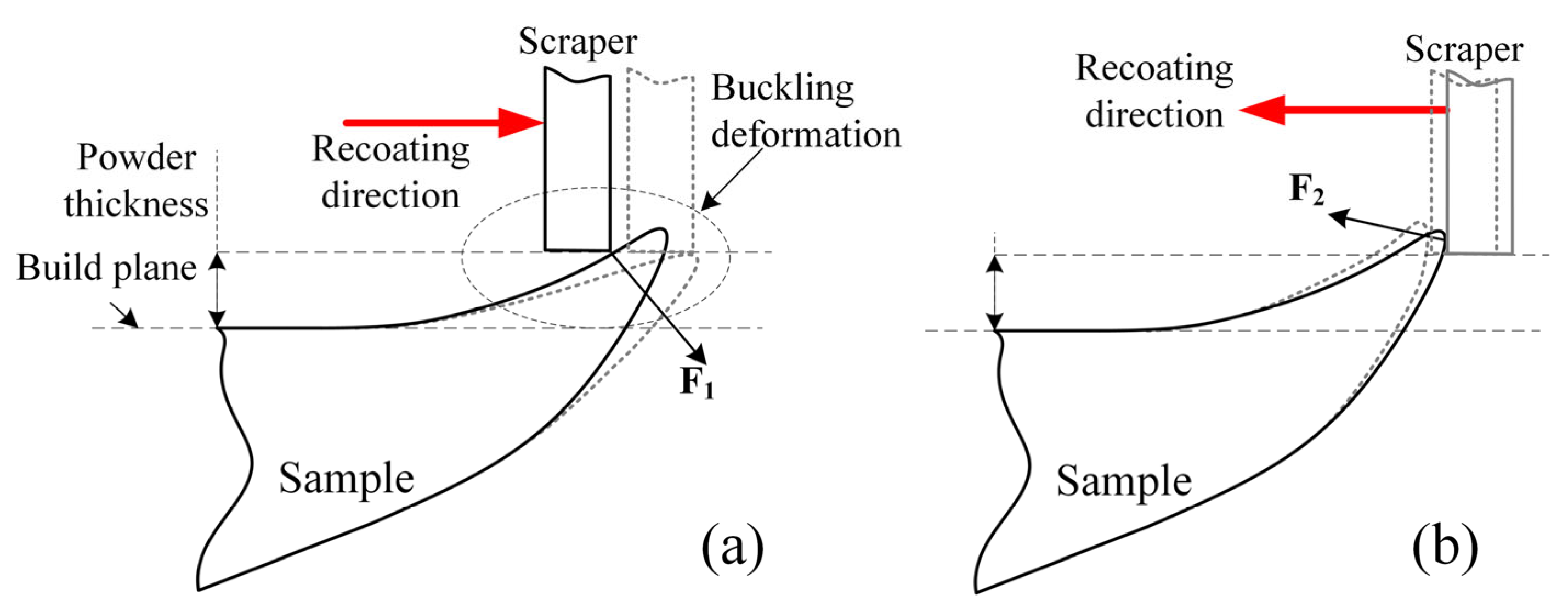
- For the parts that possess inclined structures, they are recommended to be placed on the build substrate along with the recoating direction to avoid interaction between the scraper and the severe deformation of the edges of the inclined surface. In addition, for the Cu-Cr-Zr structures with inclined angle α < 50°, support structures are recommended to assist the structures fabrication to avoid bucking deformation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.J.; Liu, Z.; Jiang, Y.; Wang, G.W.; Yang, Y.; Zhang, L.C. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg. J. Alloy. Compd. 2018, 735, 1414–1421. [Google Scholar] [CrossRef]
- Yu, W.; Sing, S.L.; Chua, C.K.; Tian, X. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting. J. Alloy. Compd. 2019, 792, 574–581. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Macías, J.G.S.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhu, Y.; Wu, X.; Huang, A. Review of high-strength aluminium alloys for additive manufacturing by laser powder bed fusion. Mater. Des. 2022, 219, 110779. [Google Scholar] [CrossRef]
- Miranda, G.; Faria, S.; Bartolomeu, F.; Pinto, E.; Madeira, S.; Mateus, A.; Carreira, P.; Alves, N.; Silva, F.S.; Carvalho, O. Predictive models for physical and mechanical properties of 316L stainless steel produced by selective laser melting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 657, 43–56. [Google Scholar] [CrossRef]
- Liverani, E.; Toschi, S.; Ceschini, L.; Fortunato, A. Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 2017, 249, 255–263. [Google Scholar] [CrossRef]
- Jeon, J.M.; Park, J.M.; Yu, J.-H.; Kim, J.G.; Seong, Y.; Park, S.H.; Kim, H.S. Effects of microstructure and internal defects on mechanical anisotropy and asymmetry of selective laser-melted 316L austenitic stainless steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 763, 138152. [Google Scholar] [CrossRef]
- Mao, S.; Zhang, D.Z.; Ren, Z.; Fu, G.; Ma, X. Effects of process parameters on interfacial characterization and mechanical properties of 316L/CuCrZr functionally graded material by selective laser melting. J. Alloy. Compd. 2022, 899, 163256. [Google Scholar] [CrossRef]
- Linares, J.M.; Chaves-Jacob, J.; Lopez, Q.; Sprauel, J.M. Fatigue life optimization for 17-4Ph steel produced by selective laser melting. Rapid Prototyp. J. 2022. ahead of print. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Macoretta, G.; Monelli, B.D. SLM process parameters effects on the fatigue strength of AMed Inconel 718. In Proceedings of the 4th International Conference on Structural Integrity (ICSI), Electr Network, Online, 30 August 2021; pp. 632–643. [Google Scholar]
- Leary, M.; Mazur, M.; Williams, H.; Yang, E.; Alghamdi, A.; Lozanovski, B.; Zhang, X.Z.; Shidid, D.; Farahbod-Sternahl, L.; Witt, G.; et al. Inconel 625 lattice structures manufactured by selective laser melting (SLM): Mechanical properties, deformation and failure modes. Mater. Des. 2018, 157, 179–199. [Google Scholar] [CrossRef]
- Ding, Y.T.; Wang, H.; Xu, J.Y.; Hu, Y.; Zhang, D. Evolution of Microstructure and Properties of SLM Formed Inconel 738 Alloy During Stress Relief Annealing. Rare Met. Mater. Eng. 2020, 49, 4311–4320. [Google Scholar]
- Nadammal, N.; Cabeza, S.; Mishurova, T.; Thiede, T.; Kromm, A.; Seyfert, C.; Farahbod, L.; Haberland, C.; Schneider, J.A.; Portella, P.D.; et al. Effect of hatch length on the development of microstructure, texture and residual stresses in selective laser melted superalloy Inconel 718. Mater. Des. 2017, 134, 139–150. [Google Scholar] [CrossRef]
- Murray, T.; Thomas, S.; Wu, Y.; Neil, W.; Hutchinson, C. Selective laser melting of nickel aluminium bronze. Addit. Manuf. 2020, 33, 101122. [Google Scholar] [CrossRef]
- Zhang, S.S.; Zhu, H.H.; Hu, Z.H.; Zeng, X.Y.; Zhong, F. Selective Laser Melting of Cu 10Zn alloy powder using high laser power. Powder Technol. 2019, 342, 613–620. [Google Scholar] [CrossRef]
- Samei, J.; Amirmaleki, M.; Ventura, A.P.; Pawlikowski, G.T.; Bayes, M.; Misiolek, W.Z.; Wilkinson, D.S. In-situ X-ray tomography analysis of the evolution of pores during deformation of a Cu-Sn alloy fabricated by selective laser melting. Addit. Manuf. 2020, 34, 101196. [Google Scholar] [CrossRef]
- Karthik, G.M.; Sathiyamoorthi, P.; Zargaran, A.; Park, J.M.; Asghari-Rad, P.; Son, S.; Park, S.H.; Kim, H.S. Novel precipitation and enhanced tensile properties in selective laser melted Cu-Sn alloy. Materialia 2020, 13, 100861. [Google Scholar] [CrossRef]
- Sharabian, E.; Leary, M.; Fraser, D.; Gulizia, S. Electron beam powder bed fusion of copper components: A review of mechanical properties and research opportunities. Int. J. Adv. Manuf. Technol. 2022, 122, 513–532. [Google Scholar] [CrossRef]
- Tang, Y.; Loh, H.T.; Wong, Y.S.; Fuh, J.Y.H.; Lu, L.; Wang, X. Direct laser sintering of a copper-based alloy for creating three-dimensional metal parts. J. Mater. Process. Technol. 2003, 140, 368–372. [Google Scholar] [CrossRef]
- Zhu, H.H.; Lu, L.; Fuh, J.Y.H. Development and characterisation of direct laser sintering Cu-based metal powder. J. Mater. Process. Technol. 2003, 140, 314–317. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liao, H.L.; Coddet, C. Cold gas dynamic spraying of a novel micro-alloyed copper: Microstructure, mechanical properties. J. Alloy. Compd. 2016, 686, 399–406. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liao, H.L.; Coddet, C. The effect of heat treatment on microstructure and tensile properties of cold spray Zr base metal glass/Cu composite. Surf. Coat. Technol. 2015, 280, 64–71. [Google Scholar] [CrossRef]
- Salvan, C.; Briottet, L.; Baffie, T.; Guetaz, L.; Flament, C. CuCrZr alloy produced by laser powder bed fusion: Microstructure, nanoscale strengthening mechanisms, electrical and mechanical properties. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 826, 141915. [Google Scholar] [CrossRef]
- Li, J.; Kuai, Z.; Li, Z.; Liu, B.; Chen, Y.; Lu, S.; Nie, Y.; Yang, Z. Effects of Process Parameters on the Relative Density and Properties of CuCrZr Alloy Produced by Selective Laser Melting. Metals 2022, 12, 701. [Google Scholar] [CrossRef]
- Hu, Z.; Du, Z.; Yang, Z.; Yu, L.; Ma, Z. Preparation of Cu–Cr–Zr alloy by selective laser melting: Role of scanning parameters on densification, microstructure and mechanical properties. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2022, 836, 142740. [Google Scholar] [CrossRef]
- Mao, Z.F.; Zhang, D.Z.; Jiang, J.J.; Fu, G.; Zhang, P. Processing optimisation, mechanical properties and microstructural evolution during selective laser melting of Cu-15Sn high-tin bronze. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 721, 125–134. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Pang, X.J.; Guo, X.H.; Cheng, C.; Liu, Y.; Zhang, Y.Z. Mechanical and tribological properties of WC particles reinforced Cu-20Zn matrix composites. Powder Technol. 2022, 406, 117571. [Google Scholar] [CrossRef]
- Yilmaz, S.O.; Teker, T.; Batmaz, Y.O.; Yuksel, C. Effect of thermomechanical processing on the mechanical properties of CuZn10 alloy. Materials Testing 2022, 64, 1026–1032. [Google Scholar] [CrossRef]
- Orzolek, S.M.; Semple, J.K.; Fisher, C.R. Influence of processing on the microstructure of nickel aluminum bronze (NAB). Addit. Manuf. 2022, 56, 102859. [Google Scholar] [CrossRef]
- Song, C.H.; Yang, Y.Q.; Liu, Y.; Luo, Z.Y.; Yu, J.K. Study on manufacturing of W-Cu alloy thin wall parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 78, 885–893. [Google Scholar] [CrossRef]
- Su, S.; Lu, Y.Z. Densified W-Cu composite fabricated via laser additive manufacturing. Int. J. Refract. Met. Hard Mater. 2020, 87, 105122. [Google Scholar] [CrossRef]
- Wang, G.Y.; Qin, Y.; Yang, S. Characterization of laser-powder interaction and particle transport phenomena during laser direct deposition of W-Cu composite. Addit. Manuf. 2021, 37, 101722. [Google Scholar] [CrossRef]
- Ullah, A.; Rehman, A.U.; Salamci, M.U.; Pitir, F.; Liu, T.T. The influence of laser power and scanning speed on the microstructure and surface morphology of Cu2O parts in SLM. Rapid Prototyping J. 2022, 28, 1796–1807. [Google Scholar] [CrossRef]
- Ikeshoji, T.T.; Nakamura, K.; Yonehara, M.; Imai, K.; Kyogoku, H. Selective Laser Melting of Pure Copper. Jom 2018, 70, 396–400. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Hooreweder, B.V.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Fu, D.; Deprez, M.; Ramharter, K.; Willems, D.; van Hooreweder, B.; Vanmeensel, K. Highly conductive and strong CuSn0.3 alloy processed via laser powder bed fusion starting from a tin-coated copper powder. Addit. Manuf. 2020, 36, 101607. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, K.; Ren, Z.; Zhang, D.Z.; Tao, G.; Xu, H. Selective laser melting of Cu–Cr–Zr copper alloy: Parameter optimization, microstructure and mechanical properties. J. Alloy. Compd. 2020, 828, 154350. [Google Scholar] [CrossRef]
- Tian, Y.; Tomus, D.; Rometsch, P.; Wu, X. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting. Addit. Manuf. 2017, 13, 103–112. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zr | Cr | Cu | Impurities |
|---|---|---|---|---|
| Content (wt.%) | 0.43% | 0.66% | balance | ≤0.2% |
| Standard Order | Run Order | Factors | Response | |||
|---|---|---|---|---|---|---|
| Laser Power (W) | Scanning Speed (mm/s) | Hatch Distance (μm) | Density (g/cm3) | Relative Density (%) | ||
| 1 | 1 | 410 | 480 | 72 | 8.867 | 99.08 |
| 2 | 13 | 440 | 480 | 72 | 8.874 | 99.15 |
| 3 | 16 | 410 | 720 | 72 | 8.872 | 99.14 |
| 4 | 19 | 440 | 720 | 72 | 8.876 | 99.17 |
| 5 | 10 | 410 | 480 | 110 | 8.872 | 99.12 |
| 6 | 11 | 440 | 480 | 110 | 8.871 | 99.14 |
| 7 | 14 | 410 | 720 | 110 | 8.873 | 99.14 |
| 8 | 12 | 440 | 720 | 110 | 8.876 | 99.18 |
| 9 | 18 | 400 | 600 | 90 | 8.878 | 99.21 |
| 10 | 6 | 450 | 600 | 90 | 8.883 | 99.25 |
| 11 | 3 | 425 | 400 | 90 | 8.869 | 99.09 |
| 12 | 17 | 425 | 800 | 90 | 8.879 | 99.21 |
| 13 | 15 | 425 | 600 | 60 | 8.875 | 99.17 |
| 14 | 2 | 425 | 600 | 120 | 8.875 | 99.16 |
| 15 | 7 | 425 | 600 | 90 | 8.881 | 99.23 |
| 16 | 9 | 425 | 600 | 90 | 8.877 | 99.18 |
| 17 | 4 | 425 | 600 | 90 | 8.872 | 99.13 |
| 18 | 20 | 425 | 600 | 90 | 8.874 | 99.15 |
| 19 | 8 | 425 | 600 | 90 | 8.873 | 99.14 |
| 20 | 5 | 425 | 600 | 90 | 8.877 | 99.18 |
| γ (°) | 0° | 45° | 90° | 135° | 180° | |
| α (°) | ||||||
| 10° | × | × | × | × | × | |
| 20° | ☐ | ☐ | ☐ | × | ☐ | |
| 30° | ○ | ○ | ☐ | ☐ | ☐ | |
| 40° | ○ | ○ | ○ | ○ | ○ | |
| 50° | √ | √ | √ | √ | √ | |
| 60° | √ | √ | √ | √ | √ | |
| 70° | √ | √ | √ | √ | √ | |
| 80° | √ | √ | √ | √ | √ | |
| A (°) | 20 | 30 | 40 | 50 | 60 | 70 | |
| γ (°) | |||||||
| 0 | 10.74/−0.76 | 9.40/−0.06 | 8.47/0.09 | 7.90/0.22 | 7.34/0.19 | 6.94/0.21 | |
| 45 | 10.74/−0.76 | 9.45/−0.01 | 8.48/0.1 | 7.88/0.2 | 7.35/0.2 | 6.95/0.22 | |
| 90 | 10.7/−0.8 | 9.45/0.01 | 8.48/0.1 | 7.86/0.18 | 7.35/0.2 | 6.92/0.19 | |
| 135 | -- | 9.32/−0.14 | 8.4/0.02 | 7. 78/0.1 | 7.34/0.19 | 6.93/0.2 | |
| 180 | 10.61/−0.89 | 9.43/−0.89 | 8.43/0.05 | 7.8/0.12 | 7.33/0.18 | 6.92/0.19 | |
| Average | 10.70/−0.8 | 9.41/−0.05 | 8.45/0.072 | 7.84/0.16 | 7.34/0.19 | 6.93/0.20 | |
| Model size | 11.50 | 9.46 | 8.38 | 7.68 | 7.15 | 6.73 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, Z.; Zhang, S.; Gao, C.; Gu, X.; Xiong, X.; Bi, Y.; Rao, J.H. The Influence of Structural Design on the Dimensional Accuracy of CuCrZr Alloy Produced by Laser Powder Bed Fusion. Sustainability 2022, 14, 14639. https://doi.org/10.3390/su142114639
Ma Z, Zhang S, Gao C, Gu X, Xiong X, Bi Y, Rao JH. The Influence of Structural Design on the Dimensional Accuracy of CuCrZr Alloy Produced by Laser Powder Bed Fusion. Sustainability. 2022; 14(21):14639. https://doi.org/10.3390/su142114639
Chicago/Turabian StyleMa, Zhibo, Shiheng Zhang, Chaofeng Gao, Xu Gu, Xiaojing Xiong, Yunjie Bi, and Jeremy Heng Rao. 2022. "The Influence of Structural Design on the Dimensional Accuracy of CuCrZr Alloy Produced by Laser Powder Bed Fusion" Sustainability 14, no. 21: 14639. https://doi.org/10.3390/su142114639