
Potential Use of Wastewater Treatment Plant Sludge in Fabrication of Burnt Clay Bricks

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Research Motivation
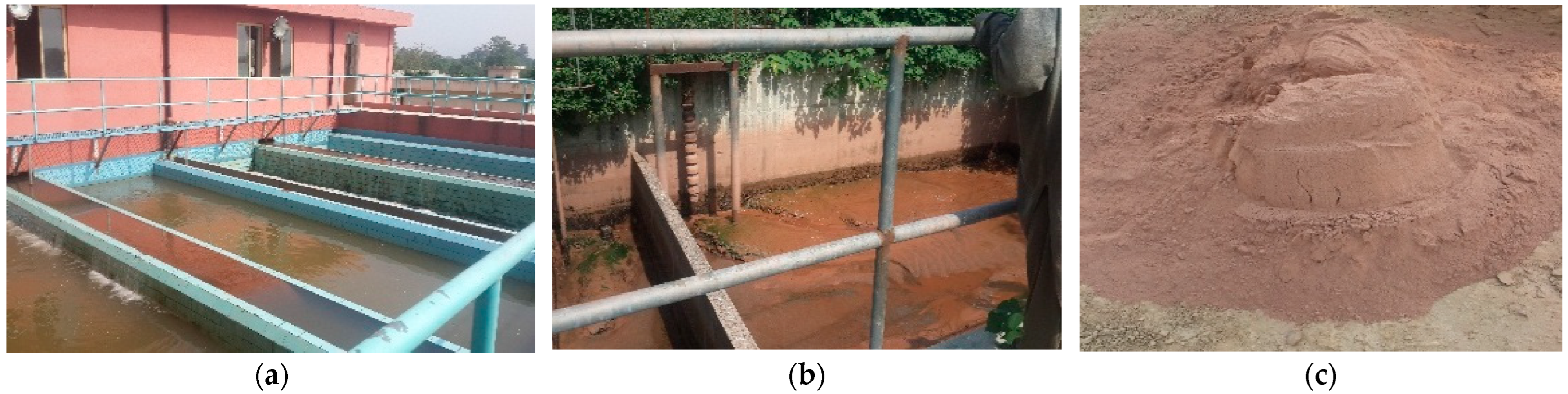
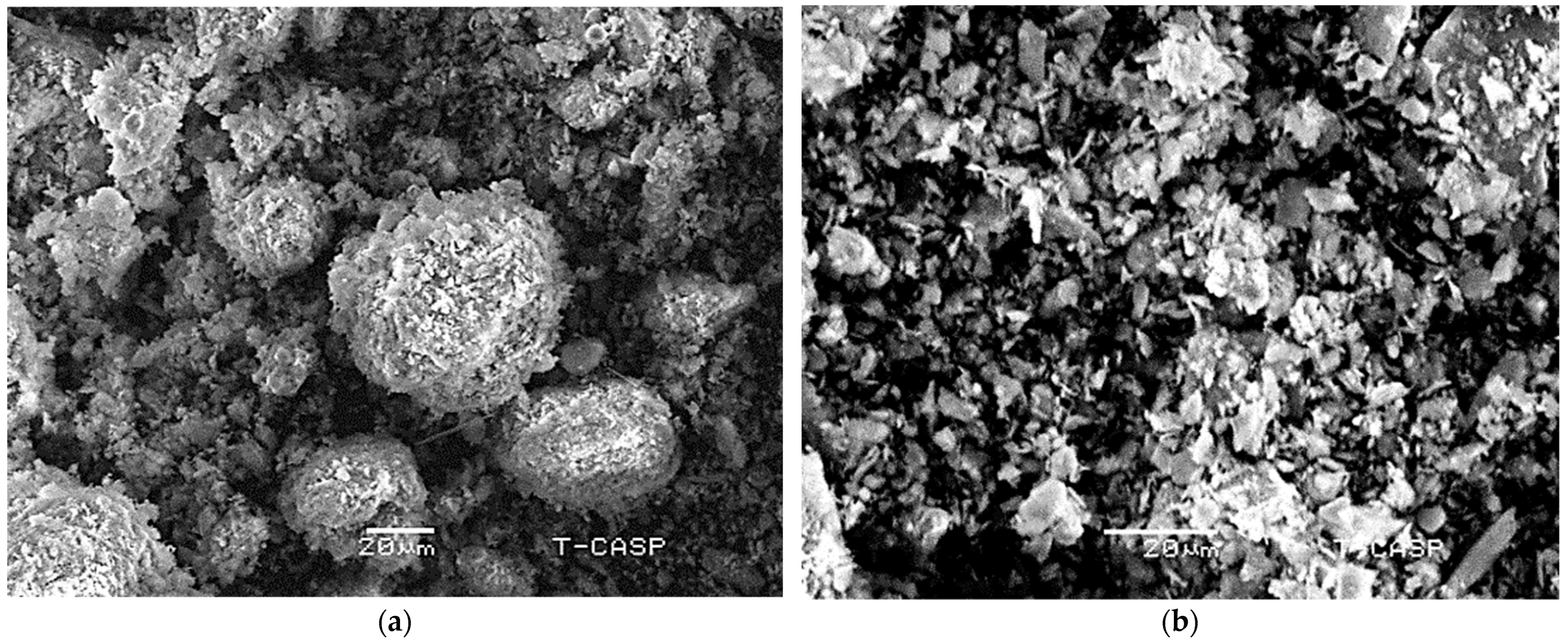
3. Materials and Methods
4. Preparation of Brick Specimens
5. Testing on Brick Specimens
6. Results and Discussion
6.1. Weight per Unit Area
6.2. Specific Gravity
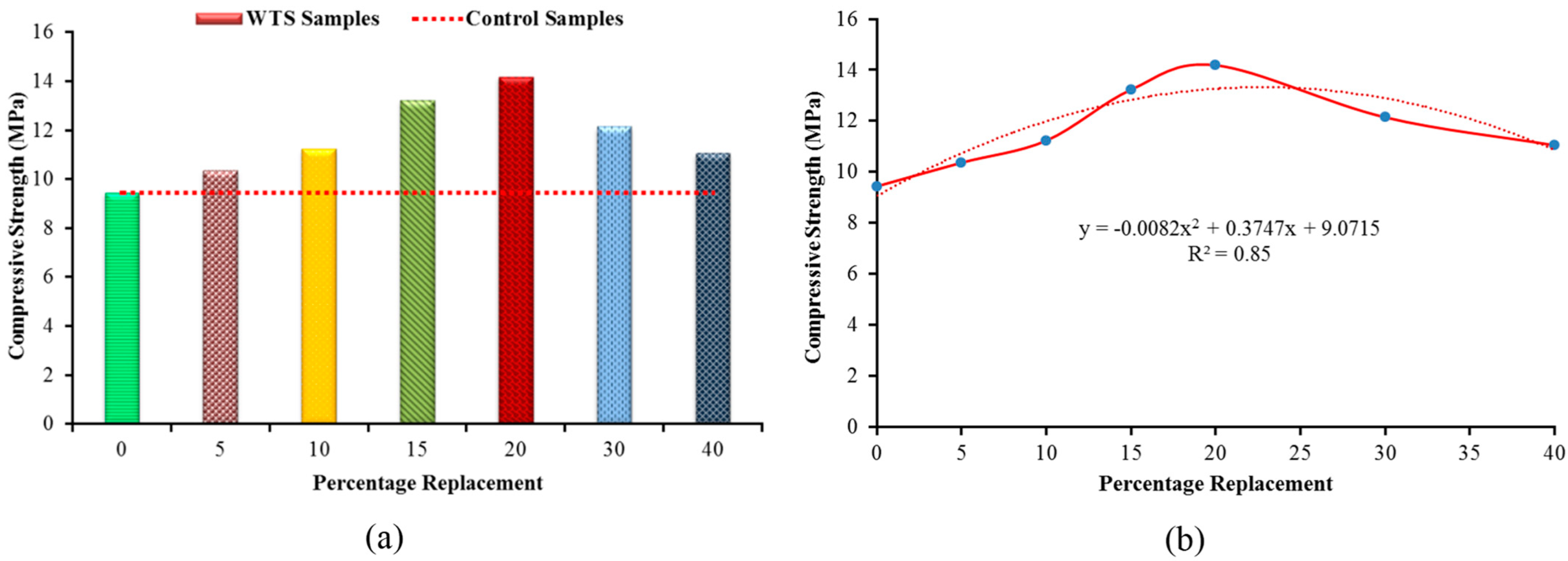
6.3. Compressive Strength
6.4. Modulus of Rupture
6.5. Apparent Porosity Test
6.6. Water Absorption Test
6.7. Initial Rate of Absorption
6.8. Efflorescence
6.9. Sulfate Attack Test
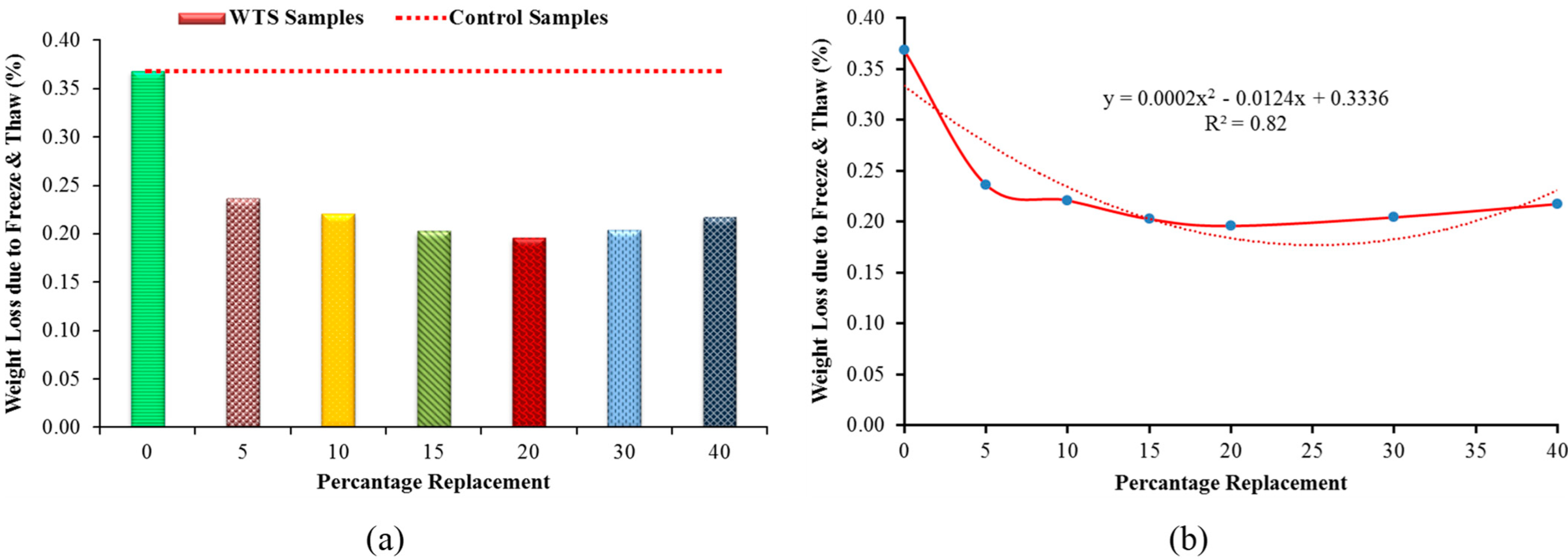
6.10. Freeze and Thaw
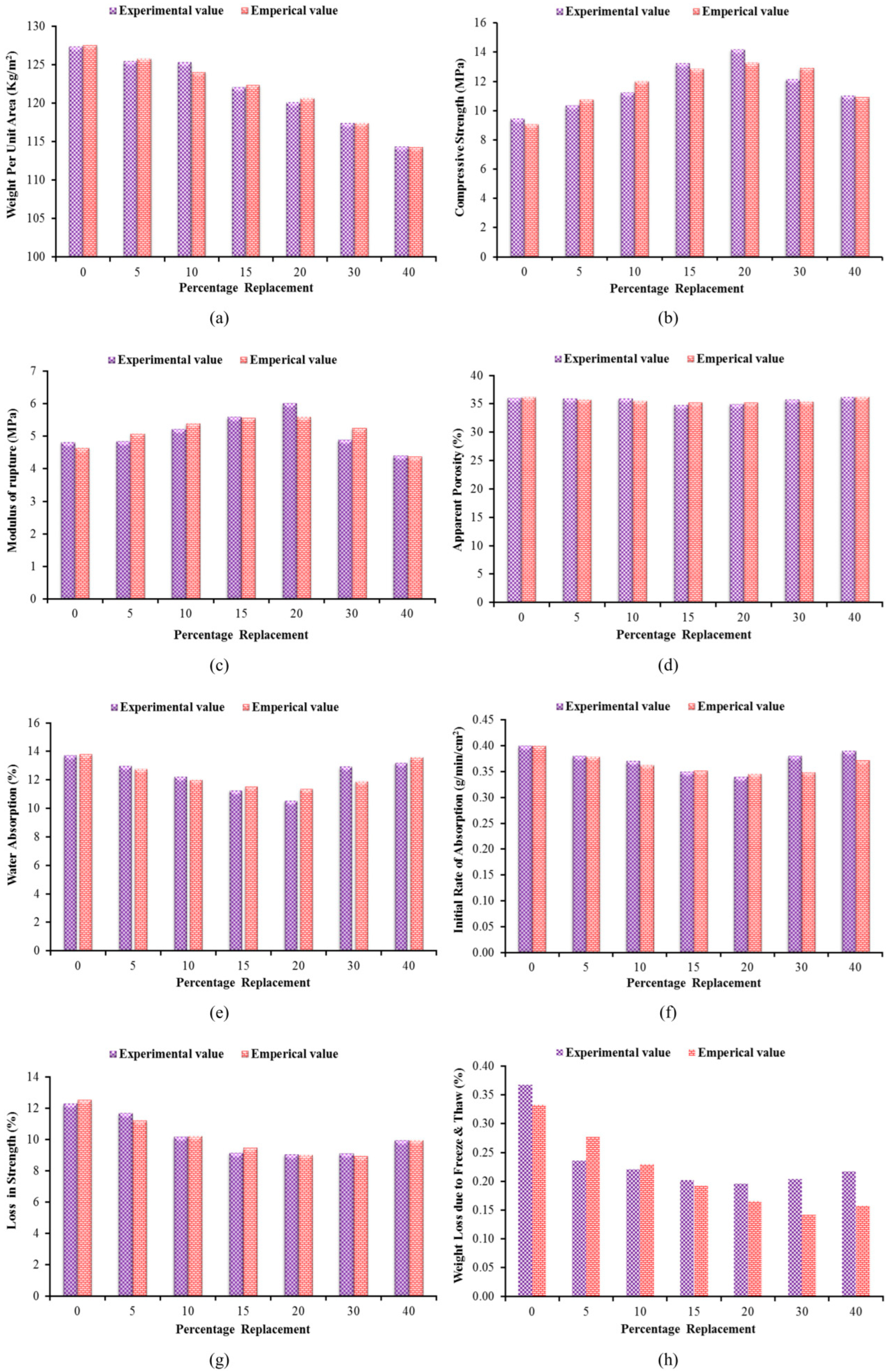
7. Experimental versus Empirical Results
8. Conclusions
- The WTS can act as a filler material for the fabrication of recycled lightweight bricks. It was evident from the results that 5% to 12% lightweight bricks can be produced utilizing 20% WTS as a replacement for clay. The total dead load of the structure can be decreased due to a decrease in the weight of clay bricks, which would reduce the cost of the finished structure;
- The compressive and flexural strengths of bricks increased with the increased replacement level of WTS up to 20% by clay weight. Clay bricks incorporating WTS satisfied the limits suggested by the local building code. Furthermore, all the brick specimens incorporated with WTS satisfied the lower threshold value of the modulus of rupture (i.e., >0.65 MPa);
- The porosity of brick specimens incorporating WTS was reduced as compared to the control brick specimen, leading to a reduction in water absorption capacity. The water absorption showed by bricks incorporating 5% of WTS was determined to be less than 14%; therefore, these bricks can be used as a severe-weather-resistant material. The IRA shown by all the tested bricks was higher than 0.15 g/min/cm2; therefore, these bricks require saturation before their use in construction;
- The use of WTS (20% replacement) increased the resistance against sulfate attacks. Furthermore, the efflorescence properties were also enhanced due to the incorporation of WTS in the production of bricks. Additionally, experiments revealed that the freeze and thaw resistance was improved for bricks with WTS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- EurEau. Wastewater Treatment-Sludge Management. 2021, pp. 1–32. Available online: https://www.eureau.org/resources/briefing-notes/5629-briefing-note-on-sludge-management/file (accessed on 12 March 2021).
- Venkatesan, A.K.; Done, H.Y.; Halden, R.U. United States National Sewage Sludge Repository at Arizona State University—A New Resource and Research Tool for Environmental Scientists, Engineers, and Epidemiologists. Environ. Sci. Pollut. Res. 2015, 22, 1577–1586. [Google Scholar] [CrossRef] [Green Version]
- Yang, G.; Zhang, G.M.; Wang, H.C. Current state of sludge production, management, treatment and disposal in China. Water Res. 2015, 78, 60–73. [Google Scholar] [CrossRef] [PubMed]
- Murtaza, G.; Zia, M.H. Wastewater Production, Treatment and Use in Pakistan. In Proceedings of the Second Regional Workshop of the Project ‘Safe Use of Wastewater in Agriculture, New Delhi, India, 16–18 May 2012. [Google Scholar]
- Ramadan, M.O.; Fouad, H.A.; Hassanain, A.M. Reuse of Water Treatment Plant Sludge in Brick Manufacturing. J. Appl. Sci. Res. 2008, 4, 1223–1229. [Google Scholar]
- Mageed, A.A.; Rizk, S.A.; Abu-Ali, M.H. Utilization of water treatment plants sludge ash in brick making. J. Eng. Sci. 2011, 39, 195–206. [Google Scholar] [CrossRef]
- Djangang, C.N.; Kamseu, E.; Elimbi, A.; Lecomte, G.L.; Blanchart, P. Net-Shape Clay Ceramics with Glass Waste Additive. Mater. Sci. Appl. 2014, 5, 592–602. [Google Scholar] [CrossRef] [Green Version]
- Liang, C.; Le, X.; Fang, W.; Zhao, J.; Fang, L.; Hou, S. The Utilization of Recycled Sewage Sludge Ash as a Supplementary Cementitious Material in Mortar: A Review. Sustainability 2022, 14, 4432. [Google Scholar] [CrossRef]
- Chiang, K.Y.; Chien, K.L.; Hwang, S.J. Study on the characteristics of building bricks produced from reservoir sediment. J. Hazard. Mater. 2008, 159, 499–504. [Google Scholar] [CrossRef]
- Heniegal, A.M. Study on properties of clay brick incorporating sludge of water treatment plant and agriculture waste. Case Stud. Constr. Mater. 2020, 13, e00397. [Google Scholar] [CrossRef]
- Weng, C.H.; Lin, D.F.; Chiang, P.C. Utilization of sludge as brick materials. Adv. Environ. Res. 2003, 7, 679–685. [Google Scholar] [CrossRef]
- Bubalo, A.; Vouk, D.; Stirmer, N.; Nad, K. Use of Sewage Sludge Ash in the Production of Innovative Bricks—An Example of a Circular Economy. Sustainability 2021, 13, 9330. [Google Scholar] [CrossRef]
- Saboya, F.; Xavier, G.C.; Alexandre, J. The use of the powder marble by-product to enhance the properties of brick ceramic. Constr. Build. Mater. 2007, 21, 1950–1960. [Google Scholar] [CrossRef]
- A. C67-18, Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile, ASTM Int. West Conshohocken, PA, USA. 2009, Volume 04, pp. 1–12. Available online: https://www.astm.org/c0067_c0067m-21.html (accessed on 10 January 2022).
- Tay, J. Bricks Manufactured from Sludge. J. Environ. Eng. 1987, 113, 278–284. [Google Scholar] [CrossRef]
- Singh, S.K.; Kulkarni, S.; Kumar, V.; Vashistha, P. Sustainable utilization of deinking paper mill sludge for the manufacture of building bricks. J. Clean. Prod. 2018, 204, 321–333. [Google Scholar] [CrossRef]
- Basic Search—ProQuest. 2013. Available online: https://www.proquest.com/?accountid=135034 (accessed on 12 March 2021).
- Azrizal, M.F.; Noorsuhada, M.N.; Latif, M.F.P.M.; Arshad, M.F.; Sulaiman, H. The properties of wastepaper sludge ash and its generic applications. J. Phys. 2019, 1349, 012087. [Google Scholar] [CrossRef]
- Nithiya, R.; Chris, A.L.; Vinodh, K.R.; Anbalagan, C. Experimental investigation on bricks by using various waste materials. IJLTET 2016, 6, 395–402. Available online: https://scholar.google.com/scholar?hl=en&as_sdt=0%2C5&q=Experimental+investigation+on+bricks+by+using+various+waste+materials&btnG= (accessed on 3 December 2021).
- Liew, A.G.; Idris, A.; Wong, C.H.K.; Samad, A.A.; Noor, M.J.M.M.; Baki, A.M. Incorporation of sewage sludge in clay brick and its characterization. Waste Manag. Res. 2004, 22, 226–233. [Google Scholar] [CrossRef]
- Martínez-García, C.; Eliche-Quesada, D.; Pérez-Villarejo, L.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Sludge valorization from wastewater treatment plant to its application on the ceramic industry. J. Environ. Manag. 2012, 95, S343–S348. [Google Scholar] [CrossRef]
- Lin, D.-F.; Weng, C.-H. Use of Sewage Sludge Ash as Brick Material. J. Environ. Eng. 2001, 127, 922–927. [Google Scholar] [CrossRef]
- Vashistha, P.; Kumar, V.; Singh, S.K.; Dutt, D.; Tomar, G.; Yadav, P. Valorization of paper mill lime sludge via application in building construction materials: A review. Constr. Build. Mater. 2019, 211, 371–382. [Google Scholar] [CrossRef]
- Shakir, A.; Naganathan, S. Development of bricks from waste material: A review paper. Aust. J. Basic Appl. Sci. 2013, 812–818. Available online: https://www.researchgate.net/publication/306279418 (accessed on 12 March 2021).
- Hidalgo, A.M.; Murcia, M.D.; Gómez, M.; Gómez, E.; García-Izquierdo, C.; Solano, C. Possible Uses for Sludge from Drinking Water Treatment Plants. J. Environ. Eng. 2017, 143, 04016088. [Google Scholar] [CrossRef]
- ASTM C20. Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. Am. Soc. Test. Mater. 2015, 1–3. Available online: https://www.astm.org/c0020-00r15.html (accessed on 3 December 2021).
- Eliche-Quesada, D.; Corpas-Iglesias, F.A.; Pérez-Villarejo, L.; Iglesias-Godino, F.J. Recycling of sawdust, spent earth from oil filtration, compost and marble residues for brick manufacturing. Constr. Build. Mater. 2012, 34, 275–284. [Google Scholar] [CrossRef]
- National Engineering Services of Pakistan. Building Code of Pakistan. Available online: https://scholar.google.com/scholar?hl=en&as_sdt=0%2C5&q=National+Engineering+Services+of+Pakistan.+Building+code+of+Pakistan++Seismic+evaluation+studies.+Ministry+of+Housing+and+works%2C+Government+of+Pakistan+2007%2C+Pakistan.+&btnG= (accessed on 3 December 2021).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. # | WTS Proportions | Number of Specimens |
|---|---|---|
| 1 | 0% | 60 |
| 2 | 5% | 60 |
| 3 | 10% | 60 |
| 4 | 15% | 60 |
| 5 | 20% | 60 |
| 6 | 30% | 60 |
| 7 | 40% | 60 |
| Element | SiO2 | MgO | CaO | Al2O3 | Fe2O3 | Cl | SO4 | LOI | Specific Gravity |
|---|---|---|---|---|---|---|---|---|---|
| Clay (%) | 84.44 | 0.83 | 04.25 | 3.10 | 0.084 | 0.0014 | 0.011 | 04.78 | 2.20 |
| WTS (%) | 76.53 | 02.18 | 03.72 | 05.91 | 01.65 | 0.0017 | 0.0016 | 06.48 | 1.62 |
| Element mg/L | Clay | WTPS | USEPA Limits (USEPA 1992) |
|---|---|---|---|
| Pb | 0.915 | 1.643 | 5 |
| Ni | 0.725 | 2.345 | 15 |
| Cr | 0.635 | 0.423 | 5 |
| Zn | 4.45 | 5.17 | 25 |
| Cu | 1.02 | 0.753 | 15 |
| Sludge Percentage | Clay (kg) | Water Treatment Plant Sludge (kg) |
|---|---|---|
| 0% | 210 | 0 |
| 5% | 199.5 | 10.5 |
| 10% | 189 | 21 |
| 15% | 178.5 | 31.5 |
| 20% | 168 | 42 |
| 30% | 147.2 | 63 |
| 40% | 126 | 84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amin, F.; Abbas, S.; Abbass, W.; Salmi, A.; Ahmed, A.; Saeed, D.; Sufian, M.; Sayed, M.M. Potential Use of Wastewater Treatment Plant Sludge in Fabrication of Burnt Clay Bricks. Sustainability 2022, 14, 6711. https://doi.org/10.3390/su14116711
Amin F, Abbas S, Abbass W, Salmi A, Ahmed A, Saeed D, Sufian M, Sayed MM. Potential Use of Wastewater Treatment Plant Sludge in Fabrication of Burnt Clay Bricks. Sustainability. 2022; 14(11):6711. https://doi.org/10.3390/su14116711
Chicago/Turabian StyleAmin, Faisal, Safeer Abbas, Wasim Abbass, Abdelatif Salmi, Ali Ahmed, Danish Saeed, Muhammad Sufian, and Mohamed Mahmoud Sayed. 2022. "Potential Use of Wastewater Treatment Plant Sludge in Fabrication of Burnt Clay Bricks" Sustainability 14, no. 11: 6711. https://doi.org/10.3390/su14116711