1. Introduction
Sustainability approach includes energy and material flows, closed loop systems, cleaner technologies and waste reduction, and economic and social factors. One of the key factors is movement towards development of sustainable products, which are defined by their lifecycles and which will, in the end, have a competitive advantages in the market [
1]. European laws have proposed different strategies for the reduction of all kinds of produced waste streams, but generally waste prevention has the highest priority [
2]. However, for the produced waste streams, current waste management strategies are shifting from waste disposal to recycling, reusing, and recovering.
The printing industry consumes various amounts of raw materials resulting in generation of different types of wastes. Thus, the printing industry can be classified as a diffuse and permanent polluter, while the produced wastes are classified as solid, liquid, and gaseous wastes [
3]. Waste streams from the offset printing, as the most common printing process, mainly originate from the used raw materials (printing substrates, inks, fountain solutions, metal printing plates, solvents, biocides, varnishes, and energy) [
3,
4,
5].
The digital printing process contributes to sustainable development since, in comparison to conventional offset printing technique, it has lower environmental impact due to its ability to be ready faster along with the absence of printing plates making, cleanliness, competitiveness, and its related chemicals, materials, emissions, and wastes [
3]. Kadam, Evans, and Rothenberg (2005) in their research showed that digital printing process generates less waste compared to offset [
6]. Digital process generates 5–20% per impression of paper waste and 0.2–1.1 g per impression of chemical waste, while sheet-fed offset process produces 35–75% paper waste and 3.2–7.3% chemical waste per impression [
6]. When designing a new sustainable graphic product, innovative sustainable solutions should be sought in the field of printing substrates, inks, printing process, and post-press finishing process as well as in the waste recycling and recovering options [
4].
Most of the waste graphic products, like paper and board, still tend to be disposed by means of classic paper recycling process for the production of recycled paper and board [
7]. Different authors have shown that different factors in printing process (printing inks, different printing processes and conditions in printing, paper substrates) can have a great impact on the paper recycling process [
4,
8,
9,
10,
11]. Thus, it is crucial to optimize those factors in order to produce an adequate printed product with its acceptable end-of-life solution [
4,
12]. Profitable conversion of recovered paper into quality recycled products requires an effective process for removal of ink particles, which can be strongly influenced by used deinking methods and chemicals [
7,
13,
14,
15]. The chemical flotation deinking process is common practice for removal of ink from recovered paper. The method uses chemicals and air to form bubbles, which can collect and carry away ink particles in the reject stream. A successful flotation consists of few steps: the detachment of ink particles from the hydrophilic cellulose fibres in alkaline solution, adhesion of hydrophobic ink particles onto air bubble surfaces, and the removal of flotation froth containing ink particles from the flotation cell [
16]. Usage of chemicals (surfactants and soaps) can improve ink detachment and the agglomeration of unfloatable ink particles [
17]. In addition, recent studies have shown that recycling repetition may have a positive effect on deinkability efficiency [
11,
13,
18]. Bajpai states that the tonne of recycled paper that displaces a tonne of virgin fibre compared to a tonne of recycled paper results in reduction of wood for 100%, wastewater for 33%, energy consumption for 27%, air particulate emissions for 28%, and solid waste for 54% [
19]. Sometimes, recycling of recovered paper has some negative environmental impacts; for example, the quality of recycled paper is far poorer than the quality of paper made from virgin pulps due to short length and reduced tensile strength of fibres [
10,
20]. Additionally, the recycled paper sometimes may contain residues (toxic substances) mainly originating from printing inks, which are undesirable for health and safety reasons [
21,
22,
23,
24,
25,
26]. This problem occurs when the printing inks are not entirely removed during paper recycling [
22]. For example, printing inks may contain heavy metals (copper, lead, zinc, chromium, and cadmium) and solvents [
23]. Furthermore, paper recycling process produces a sludge that contains short fibres, fillers, inks from the deinking process, and extractive substances and deinking additives [
27].
Besides sludge, the wastewater effluents are generated as well. The characteristics of the wastewater generated from various processes of recycled paper industry depends upon the processes types, management practices, raw materials, applied process technology, deinking chemicals, recirculation of the effluents for recovery, and amount of water used in a particular process [
28,
29]. Moussavi and Aghanejad (2017) showed that real wastewater effluent obtained from a paper recycling plant has high biochemical oxygen demand (BOD
5) (535 mg/L) and chemical oxygen demand (COD) (4300 mg/L) values and very low biodegradability potential (BOD
5/COD = 0.12), indicating that the wastewater was composed mainly of recalcitrant organic compounds [
30]. In a research by Birjandi et al. (2014), high BOD (870–974 mg/L) and COD (3348–3765 mg/L) values for paper-recycling wastewater were detected as well [
31]. Lee and co-authors showed that enzymatic and chemical deinking not only influence the optical and mechanical properties of deinked paper but also influence the wastewater effluent quality [
32]. COD analysis indicated that effluent produced from enzymatic deinking were about 33.9% and 33.8% lower compared to chemical deinking of old newspaper and mixed office wastepaper, respectively [
32].
The aim of this work was to determine the influence of the conventional offset printing technique and digital electrophotography printing with liquid toner on the optical properties of recycled fibres. Besides the deinkability aspects, the characterization of wastewater effluents after process of prints recycling was observed in order to make a conclusion regarding how different printing techniques and conditions in the printing process can affect the quality of effluent.
3. Results and Discussion
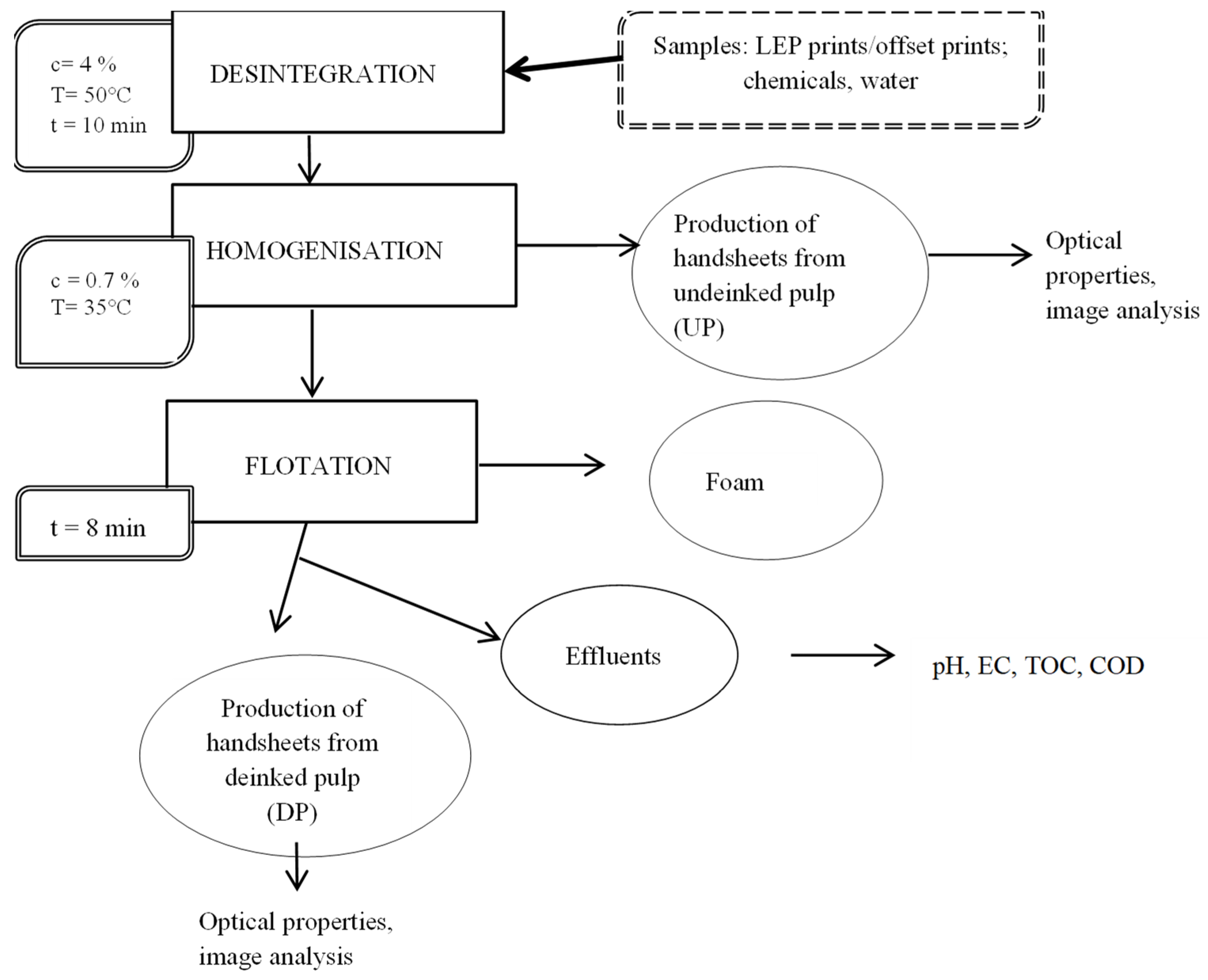
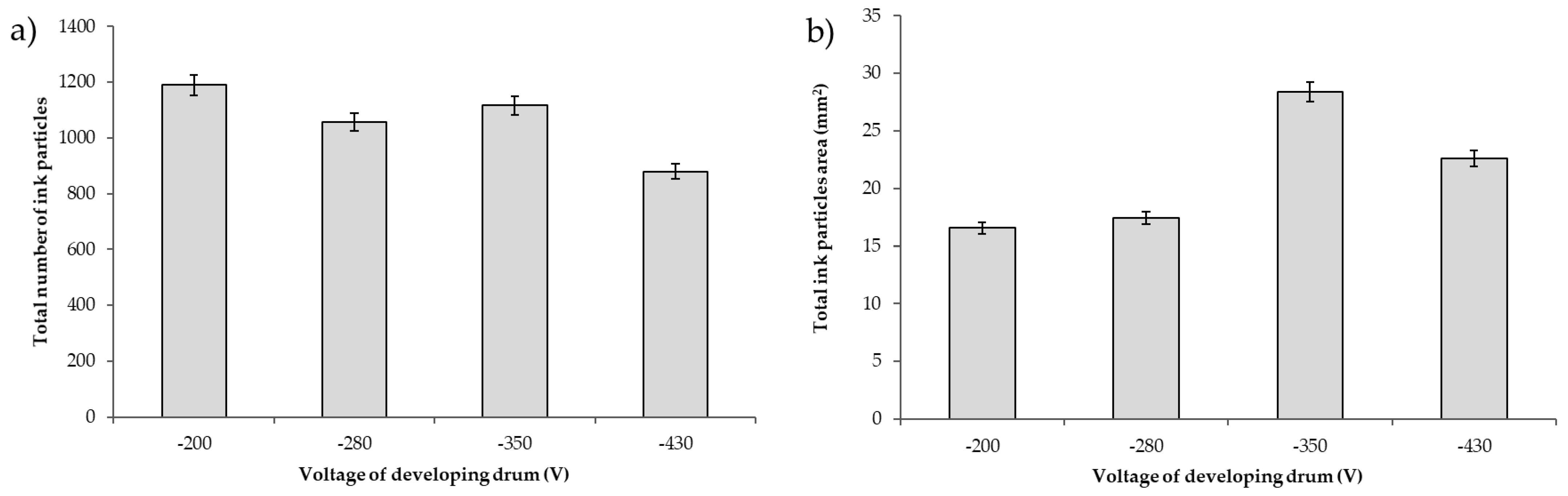
The process of deinkability evaluation includes the ink detachment from the fibres and removal of the ink from the system. The influence of the printing conditions (negative voltage of developing drum) in indirect electrophotography with liquid toner (LEP) in prints recycling on the total number of ink particles and their area on laboratory paper handsheets from deinked pulp is presented in
Figure 2.
From the obtained results, it can be seen that by increasing the negative voltage of the developing drum, a decrease of the total number of ink particles occurs as follows: N
−200V/N
−280V = −11.26%, N
−200V/N
−350V = −6.14%, and N
−200V/N
−430V = −26.06%. On the other hand, the dependence of the ink particles area upon the change in voltage shows an inverse trend (
Figure 2). Thus, by increasing the negative voltage of the developing drum, the increase in the total surface area of the ink particles is determined as follows: A
−200V/A
−280V = 5.47%, A
−200V/A
−350V = 44.89%, and A
−200V/A
−430V = 18.41%.
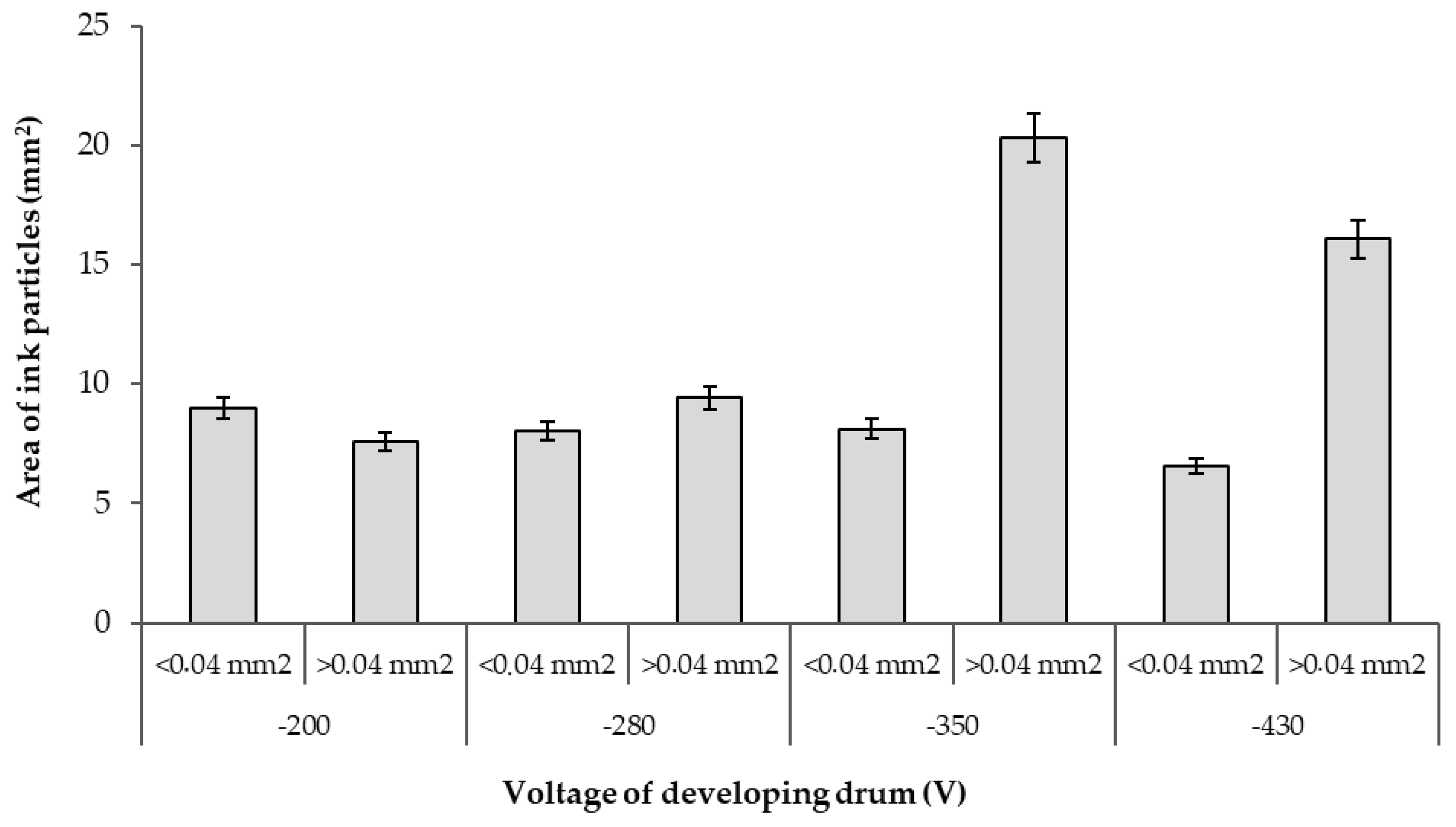
Given that a decrease in the total number of ink particles by the increase of negative voltage of developing drum is accompanied by an increase in the surface area of ink particles, it can be assumed that during deinking flotation, the removal of larger ink particles in not efficient; thus, they remain in the pulp suspension. The high temperature in the printing process results in polymerization of ink during printing, which causes the formation of large particles during pulp disintegration. This behaviour, i.e., the formation of larger ink particles and their retention in deinked pulp suspension, can also be visible from the results of the total surface area of ink particles smaller than 0.04 mm
2 (<0.04 mm
2) and ink particles larger than 0.04 mm
2 (>0.04 mm
2) with respect to the voltage of the developing drum, which is presented in
Figure 3.
The results of the study show that an increase in the negative voltage of the developing drum does not significantly affect the area of ink particles <0.04 mm
2 on the laboratory handsheets obtained from deinked pulp. Only a slight decrease of surface area was observed for the samples printed at −280 V and at −350 V in relation to the sample printed at −200 V (A
−200V, <0.
04 mm2/A
−280V, <0.
04 mm2 = −10.76%, A
−200V, <0.
04 mm2/A
−350V, <0.
04 mm2 = 9.77%), while the highest difference was observed for sample printed at −430 V (A
−200V, <0.
04 mm2/A
−430V, <0.
04 mm2 = −27.26%). Additionally, the area of ink particles >0.04 mm
2 on the DP laboratory handsheets by an increase of the negative voltage of developing drum increases for the samples printed at −280 V, −280 V, and at −430 V in relation to the sample printed at −200 V, as follows: (A
−200V, >0.
04 mm2/A
−280V, >0.
04 mm2 = 4.71%, A
−200V, >0.
04 mm2/A
−350V, >0.
04 mm2 = 125.74%, A
−200V, >0.
04 mm2/A
−430V, >0.
04 mm2 = −78.62%) (
Figure 3).
The formation of larger particles by an increase of the voltage of developing drum can also be seen from the ratio of area of ink particles >0.04 mm2/<0.04 mm2 on the DP handsheets. Results show that the ratio of area of ink particles >0.04 mm2/<0.04 mm2 is the highest for the prints obtained at −350 V and −430 V (A−200 V, >0.04 mm2/A−200V, < 0.04 mm2 = −18.65%, A−280V, >0.04 mm2/A−280V, <0.04 mm2 = 14.76%, A−350V, >0.04 mm2/A−350 V, <0.04 mm2 = 60.03%, and A−430V, >0.04 mm2/A−430V, <0.04 mm2 = 59.28%).
The most common issues related to deinkability are generally related to extensive ink fragmentation, poor hydrophobic character of the ink, and bad ink detachment, which is dependent upon the type of the ink. Another factor affecting deinkability is the printing technique and the printing conditions as well as the used paper and its surface. In this study, a fixed parameter was the printing substrate, while variable parameters were inks, printing techniques, and printing conditions, as shown in
Table 2.
From the results presented in
Table 2, it can be seen that by recycling of LEP prints the higher number of ink particles and their area at handsheets from DP pulp are observed compared to those made by offset printing. Moreover, differences between ink formulation, in the case of offset prints, and their influence on prints recycling can be noticed as well. By the recycling of offset prints made from the mineral based ink, the smallest number of ink particles was obtained on the handsheets made from deinked pulp.
The results obtained by deinking flotation of LEP prints can be explained by the position of the developing drum with the photoconductor in the printing press and its function. Due to the opposite rotation, the developing drum does not touch the surface of the photoconductor, and there is a gap between in which the ElectroInk is injected. During printing, a negative voltage is formed on the developing drum, which establishes an electrostatic field with the photoconductor. In order to accept the dye, the virtual printing elements need to be more electrically positive than the developer drum. As the voltage of the developing drum increases, the power of the electrostatic field will increase, resulting in an increase of ElectroInk deposition on the printing element. Thus, the thickness of ElectroInk’s deposition on the print depends on the variation of the developing drum voltage, which as an ink formulation in general, can affect its detachment and deinkability. However, it should be emphasized here that the surface of the paper used in printing is one of the significant factors that additionally may affect the ink detachment ability.
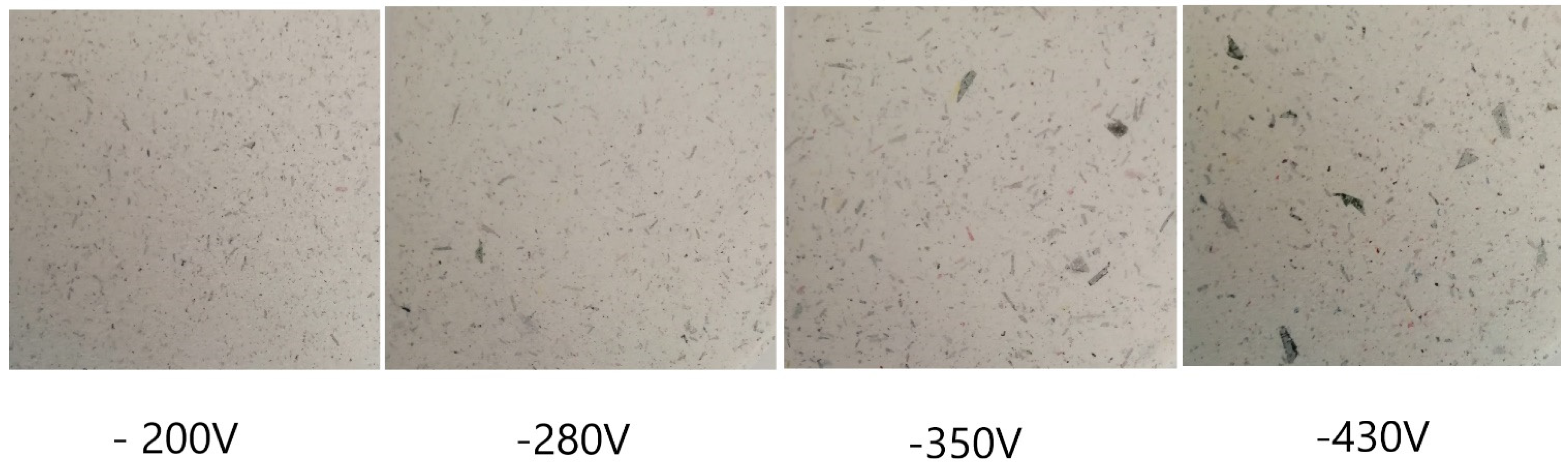
The ink particles generated during recycling of ElectroInk prints are large, flexible, and thin, and their surface area increases with the increase of negative charge of the developing drum (
Figure 4). The reason for this has already been stated, but it should be noted that LEP ink in formulation contain polymers, which are consequently the potential source of primary stickies.
Offset prints with the same recycling and experimental conditions have been found to have better deinkability than LEP prints in dependence of the voltage of the developing drum. In the process of deinking flotation, the differences between sizes, shape, and surface properties of ElectroInk and offset inks particles were determined, which is evident through the presented results (
Figure 4 and
Figure 5).
During ink drying and ageing, the ink is subjected to oxido-polymerisation reactions and formations of crosslinks that improve the cohesiveness of the ink particles as well as the bond strength between the ink particles and the printing substrate [
39]. Sheet-fed offset inks contain in their formulation oxidizing components, which leads to ink detachment problems. Oxidation of mineral oil ink could take up to 4–6 months, while oxidation of vegetable oils is much faster due to its organic structure. By oxidation, the vegetable-oil-based inks results in formation of carbonyl groups (C=O) and hydroxyl groups (–OH), which leads to cross-linking and cleavage of fatty acids [
39]. Besides unsaturated vegetable oils, resins can induce strong oxidation as well. The correct selection of the ink components can slow down the oxidation mechanism. Ink detachment from fibres becomes easier when paper is coated. In lightweight coated paper, the ink is fixed onto coating particles (mineral filler) and is not easily removed, resulting in poor detachment. Mineral fillers would be more or less grey and would result in lower brightness [
40,
41].
Besides image analysis, deinkability aspects of prints can be evaluated by examination of optical properties and effectiveness of ink removal as well (
Table 3 and
Table 4).
The efficiency of the deinking process is further evaluated through whiteness and brightness gain (whiteness gain ΔW = differences of whiteness DP and whiteness UP; brightness gain ΔB = differences of brightness DP and brightness UP).
The CIE measure of whiteness is a measurement of the light reflected by the paper across the visible spectrum. From the results presented in
Table 3, it can be concluded that whiteness gain is 3.32 points in the case of LEP
−200V, 0.78 points in the case of LEP
−280V, 2.64 points for LEP
−350V, and 3.18 points for the LEP
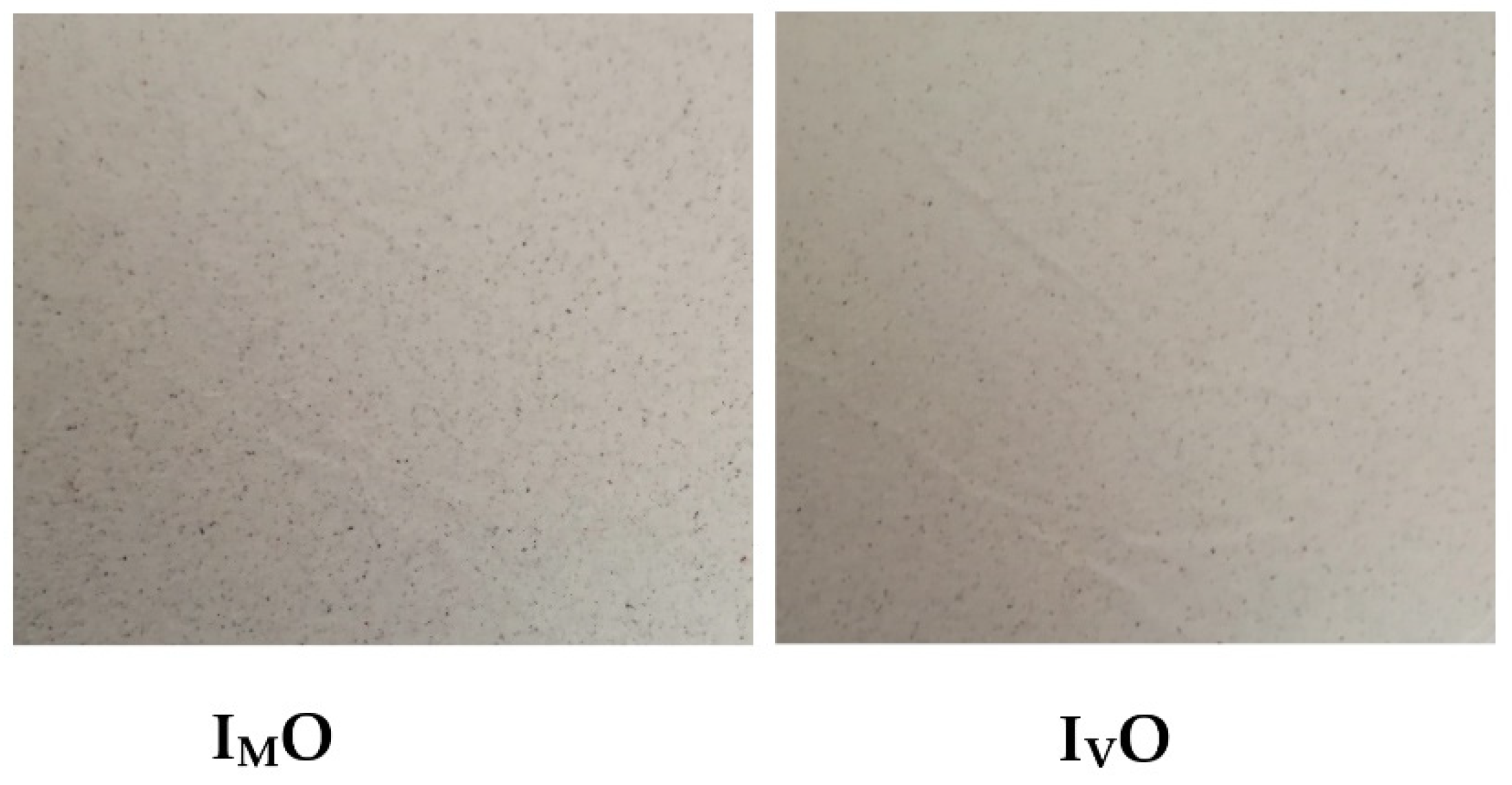
−430V. Residual constituents influence the whiteness gain of the laboratory handsheets; however, it does not show a pronounced trend depending on the increase of the negative voltage of the developing drum. The general property of the UP and DP laboratory handsheets obtained from recycling of offset prints is a slightly lower absolute CIE whiteness value compared to LEP prints as well as higher whiteness gain (W I
VO
DP 92.89–W I
VO
UP 86.30 = 6.59, I
MO–
DP 90.57–W I
MO
UP = 5.73).
ISO brightness is defined as paper reflectivity on light wavelength at 457 nm in blue region with d/0 geometry. It is known that the difference in reflectance on handsheets from recycled fibres and handsheets made from virgin fibres as measured in the brightness region is very small in comparison with reflectance changes at higher wavelengths [
42]. A similar trend of brightness was found on handsheets made from deinked pulp versus voltage of developing drum compared to particle size on handsheets (
Table 3). The expected ratio was achieved since by the decrease of the particles with the surface area <0.04 mm
2, an increase of handsheets brightness occurs. Brightness gain of handsheets obtained by recycling of the offset prints is higher than those obtained by processing of the LEP prints (ΔB
LEP −200V = 0.85; ΔB
LEP −280V = 0.34; ΔB
LEP −350V = 0.38; ΔB
LEP −430V = 0.87; ΔB I
VO = 9.59; ΔB I
MO = 9.00) (
Table 3). Brightness gain of the handsheets obtained by recycling of the offset prints is much higher than those obtained by processing of the LEP prints, while the impact of different offset inks composition on brightness gain has no significant effect. Brightness differences after pulping provide information about the ink fragmentation. This value closely relates to visually observed CIE whiteness.
Efficient way of quantifying residual ink is by the measurement of light absorption in the near infrared spectrum as an effective residual ink concentration (ERIC), which is a measure of deinking efficiency. The measurements in this spectral area are relatively free of the influences of lignin, chromophores, and bleaching [
43]. UP laboratory handsheets obtained from the recycling of the LEP prints have lower ERIC values versus UP handsheets obtained from recycling of the offset prints (
Table 4) (ERIC
LEP−200V = 73.55 ppm; ERIC
LEP−280V = 66.45 ppm; ERIC
LEP−350V = 72.62 ppm; ERIC
LEP−430V = 71.02 ppm; ERIC
LEP−200V = 73.55; ERIC
LEP−200V = 73.55 ppm; ERICI
VO = 103.95 ppm; ERICI
MO = 91.89 ppm). The obtained results can be explained by the fact that if the residual ink particles are large, accumulated in the form of agglomerates, the handsheets reflection is small, and the ERIC values are lower. Such handsheets then appear brighter or lighter compared to those where the remaining particles are smaller and uniformly dispersed. Uniform dispersion of ink particles without greater optical inhomogeneity makes the handsheet darker, and consequently, ERIC has higher values. These results are confirmed by some literature data [
44].
Laboratory handsheets obtained from the recycling of the offset prints have higher ΔERIC values than those obtained by processing of LEP prints (ΔERICIVO = 46.03; ΔERICIMO = 39.54 ΔERICLEP−200V = 5.62; ΔERICLEP−280V = 1.32; ΔERICLEP−350V = 3.03; ΔERICLEP−430V = 2.33), which is in accordance with number, area, and shape of the ink particle on handsheet. Laboratory handsheets obtained from the recycling of the LEP prints have lower the ink elimination IEERIC% values versus handsheets obtained from offset prints, as follows: IEERIC LEP −200 V = 7.64%; IEERIC LEP −280V = 1.99%; IEERIC LEP −350V = 4.17%; IEERIC LEP −430V = 3.28%; IEERIC IVO = 44.28%; IEERIC IMO = 43.03%.
The best process efficiency was obtained by recycling under the described experimental conditions of samples LEP200V (ΔW = 3.32; ΔB = 0.85; IEERIC = 7.64), while the smallest differences were obtained for the sample LEP280 (ΔW = 0.22; ΔB = 0.34; IEERIC = 1.99).
Slightly better optical properties of handsheets were obtained from recycled offset prints based on innovative inks from renewable raw materials of natural origin (ΔW IVO = 6.59; ΔB IVO = 9.59; IEERIC IVO = 44.28) compared to those obtained by recycled offset prints based on raw materials of petrochemical origin (ΔWIMO = 5.73; ΔB IMO = 8.99; IEERIC IMO = 43.03).
The ERIC measurement in recycled paper depends on the paper’s opacity. The type of fibres, the degree of whiteness, the presence of dyes, fillers, and coatings influence the opacity of the paper. Opacity is the most important property of all printing papers. Handsheets made from UP pulp of LEP−200 V have the highest opacity value (84.50%), while the lowest opacity value was obtained for the laboratory handsheet of LEP−350 V (78.07%) sample (
Table 3). UP laboratory handsheets obtained from the recycling of the offset prints have higher opacity values (opacity
IvO = 82.93%; opacity
IMO = 81.21%;) than those obtained from DP handsheets (opacity
IvO = 82.93%; opacity
IMO = 81.21%).
During deinking flotation, besides ink removal, the loss of fibres and fillers occur. Due to loss of fillers, the obtained DP laboratory handsheets show lower values of opacity after deinking process. It was found that undeinked laboratory handsheets do not have a uniform trend in opacity values; however, all values are smaller than 97%. For an opacity value less than 97%, the ERIC measurement is based on the Kubelka–Munk theory to diffuse reflection from paper.
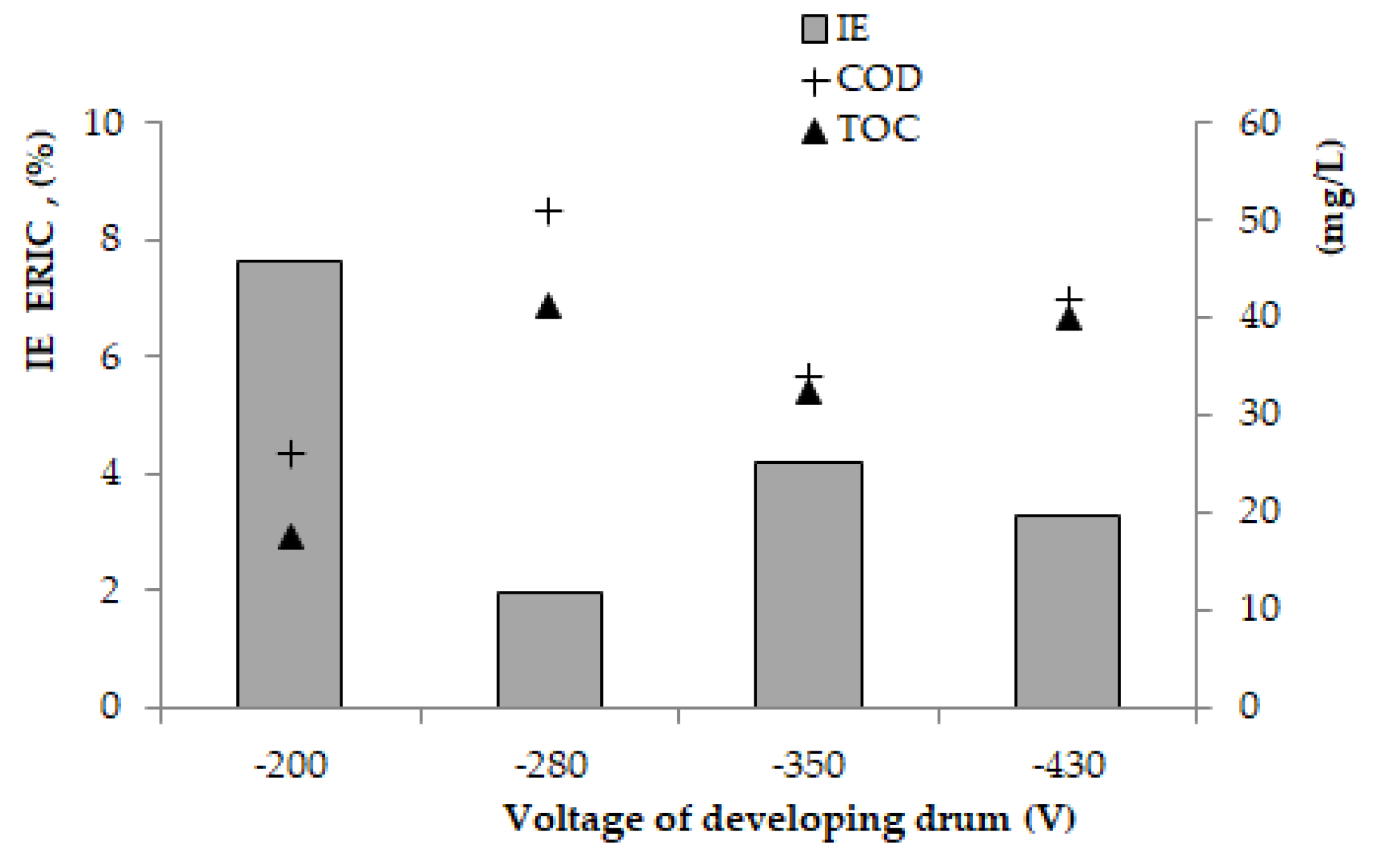
The influence of negative voltage of the developing drum in indirect electrophotography with liquid toner on wastewater quality after paper recycling process is presented in
Figure 6. The effluent characteristics studied in this research can be related to recycling efficiency. As the presented results show (
Figure 6), COD and TOC values follow the ERIC removal (IE
ERIC) pattern.
As the ERIC removal (IE
ERIC) is higher, the concentrations of chemical oxygen demand (COD) and total organic carbon (TOC) are lower. COD concentrations show higher values than TOC (
Figure 6). This correlation result leads to a conclusion that an organic pollution of wastewater effluent generated during recycling process is mostly influenced by very small ink particles, which cannot be removed by froth flotation. Low values of COD and TOC show high biodegradability potential of wastewater generated during LEP technology prints obtained by different negative voltage changes of developing drum.
For the effluents generated during offset prints recycling, COD and TOC values were higher than those observed for the effluents from LEP prints recycling (
Table 5,
Figure 6). Moreover, the values can be explained by the difference in printing ink formulation between ElectroInk and conventional offset inks, by the ElectroInk technology, and the ink drying process as well. The process of ink drying affects the binding of organic matter in the ink and consequently the release of organic matter into the aqueous solution during paper recycling process. The offset printing ink based on the vegetable oil dries by the oxido-polymerization process, while mineral oil-based offset ink dries by penetration into the paper structure without polymerization. If the polymerization is present, the release of organic matter is lower. Consequently, the values of COD and TOC of wastewater from LEP technology prints are lower than those obtained from recycling of offset prints.
After recycling the offset prints with a vegetable oil-based printing ink, wastewater has COD values 6.5 points lower compared to those obtained after recycling of prints made by mineral oil-based ink (
Table 5). A similar result is noticed for the TOC values of effluents obtained after recycling, as a result of the offset ink composition (for 7.7 smaller TOC values for the effluents generated after recycling of vegetable oil-based inks compared to those obtained after recycling of prints made by mineral based inks). Moreover, in this case as well, the previously mentioned behavior is noticed that, at higher ERIC removal (IE
ERIC), the concentrations of COD and TOC are lower. The ratio of TOC and COD is a function of the oxidation state of the carbon in the compound.
Obtained pH values show neutral wastewater stream for the effluents generated during LEP prints recycling process (
Table 6). Results of the pH for the effluents generated during vegetable-based offset prints recycling show slightly lower pH, while for the mineral oil based offset prints, the pH of the effluents is slightly alkaline. The analysis and control of wastewater pH is an important factor when it is necessary to apply wastewater purification treatment. The resulting pH value would be useful when using biological or chemical wastewater treatment, but that is not an objective of this study.
Conductivity has more or less the same value for the effluents generated during recycling of samples printed by LEP technology. The effluents generated during recycling of the offset prints have slightly lower conductivity than those obtained by LEP technology and the developing drum variation (
Table 6). Higher values of conductivity of wastewater from the recycling of LEP prints indicate that during recycling, a part of the conductivity agent present in the ElectroInk formulation is released into the aqueous solution. From the obtained results, it can be concluded that wastewater should not have a great impact on the environment. The results obtained contribute contribute to the progress of new knowledge in the field of development of environmentally friendly graphic products, and they are useful for development of new insights in the field of environmental sustainability in this domain.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}