
Effects of Organic Solvents on the Organosolv Pretreatment of Degraded Empty Fruit Bunch for Fractionation and Lignin Removal

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Feedstock
2.2. Pretreatment with Different Organic Solvents
2.3. Pretreatment of DEFB with Ethylene Glycol Assisted by NaOH
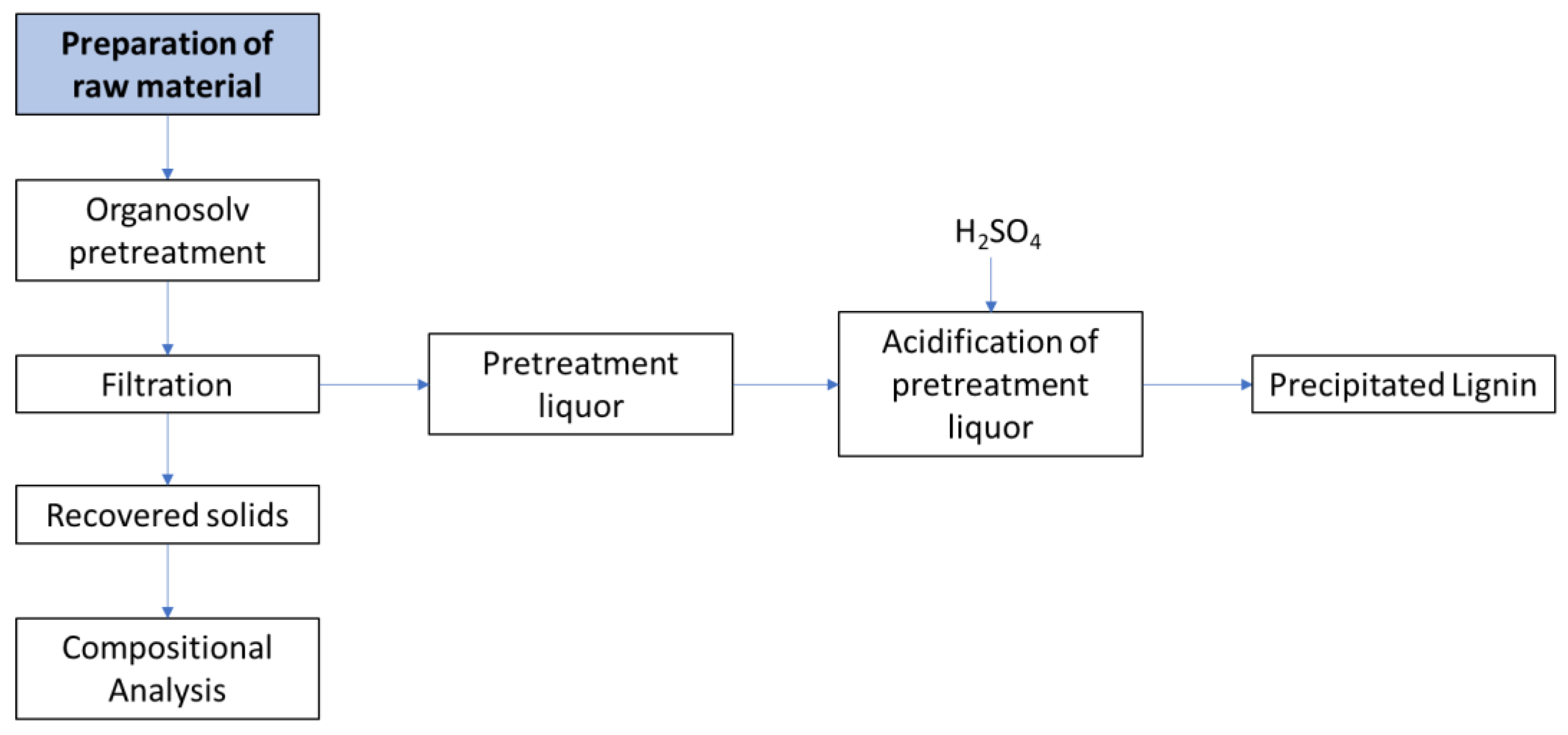
2.4. Precipitation of Lignin from the Pretreatment Liquor by Using Acidification
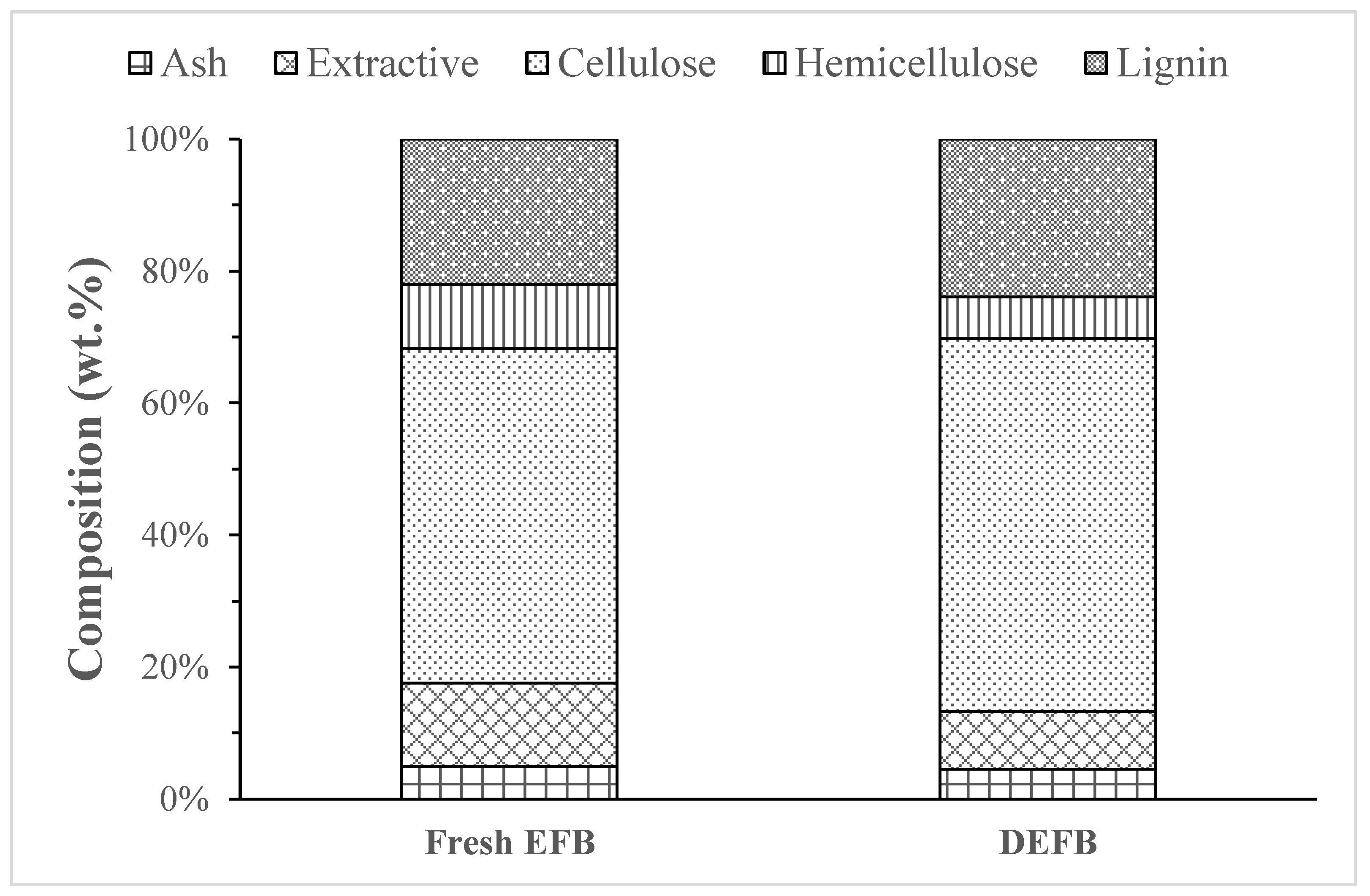
2.5. Compositional Analysis of Fresh EFB and DEFB
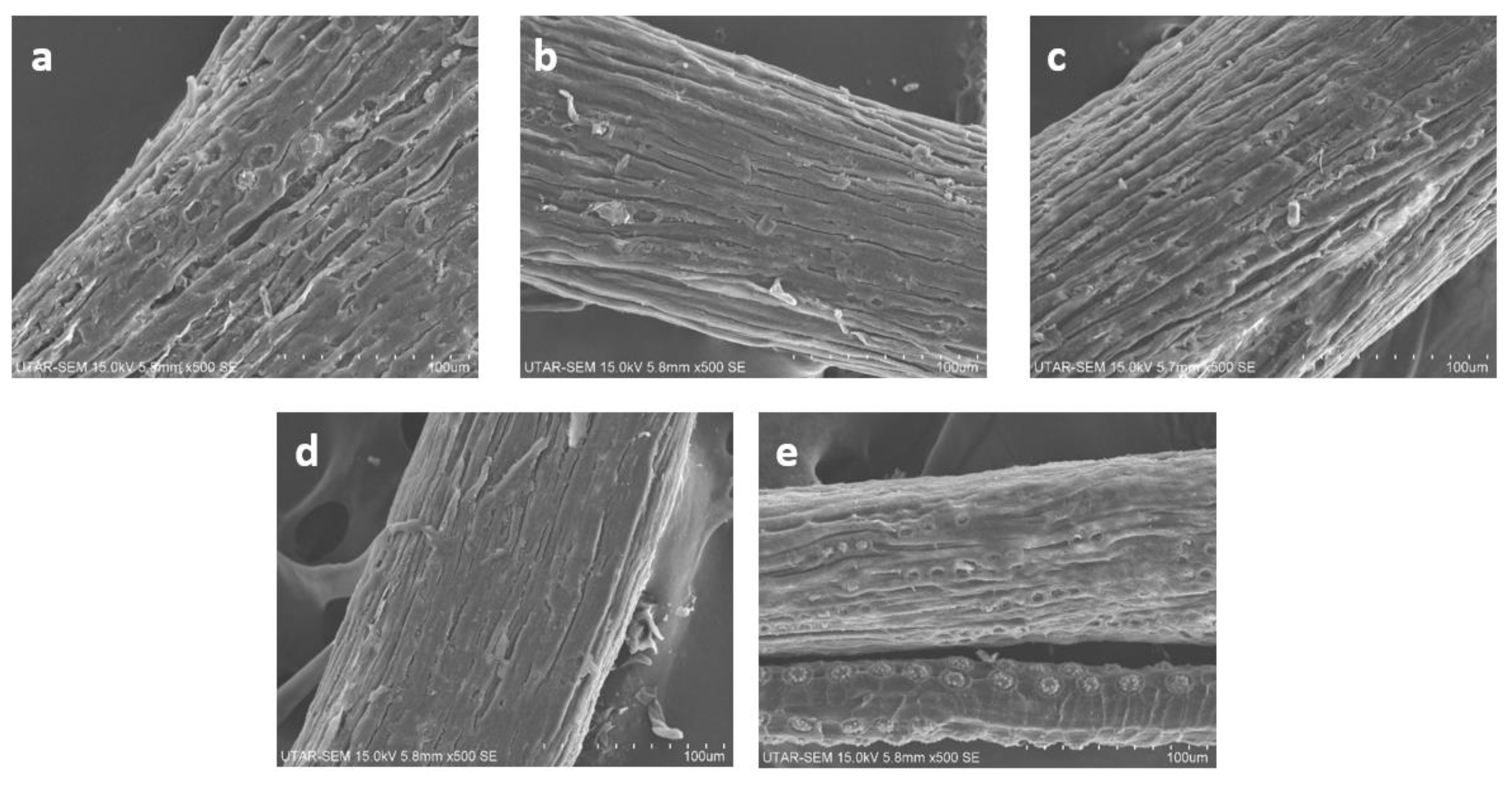
2.6. Equipment Characterizations
3. Results and Discussion
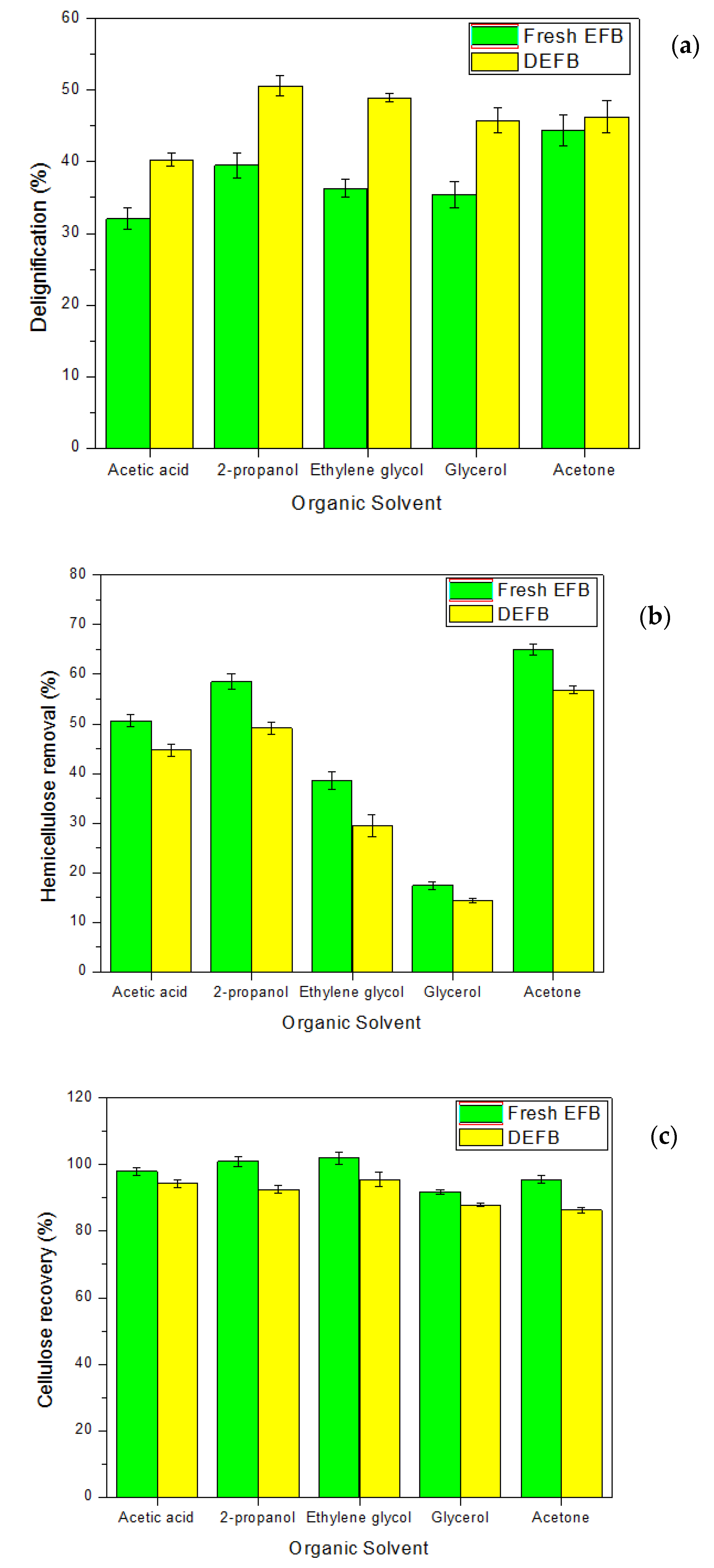
3.1. Effects of Different Organic Solvents on Fresh EFB and DEFB
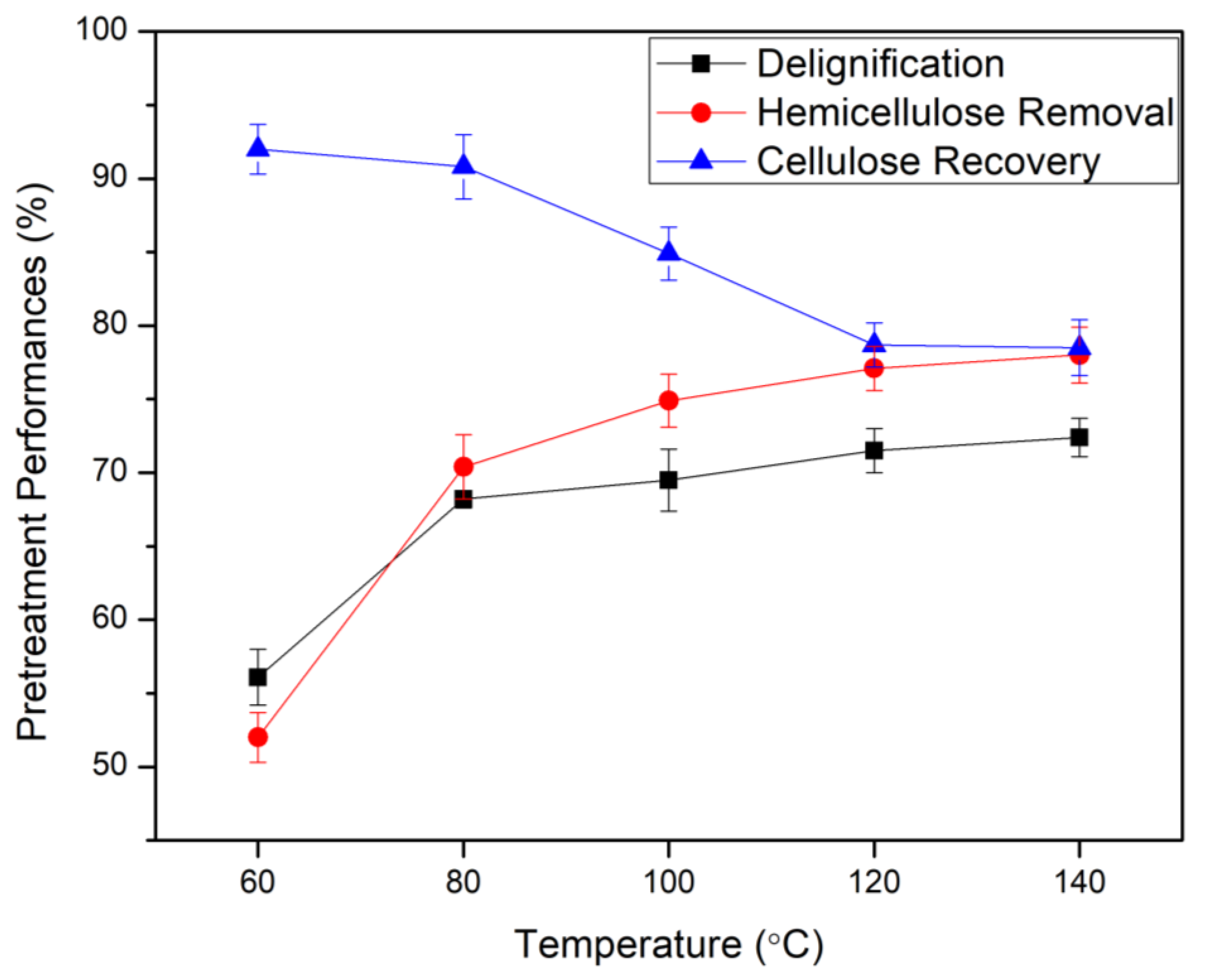
3.2. Effects of Reaction Temperature for Organosolv Pretreatment
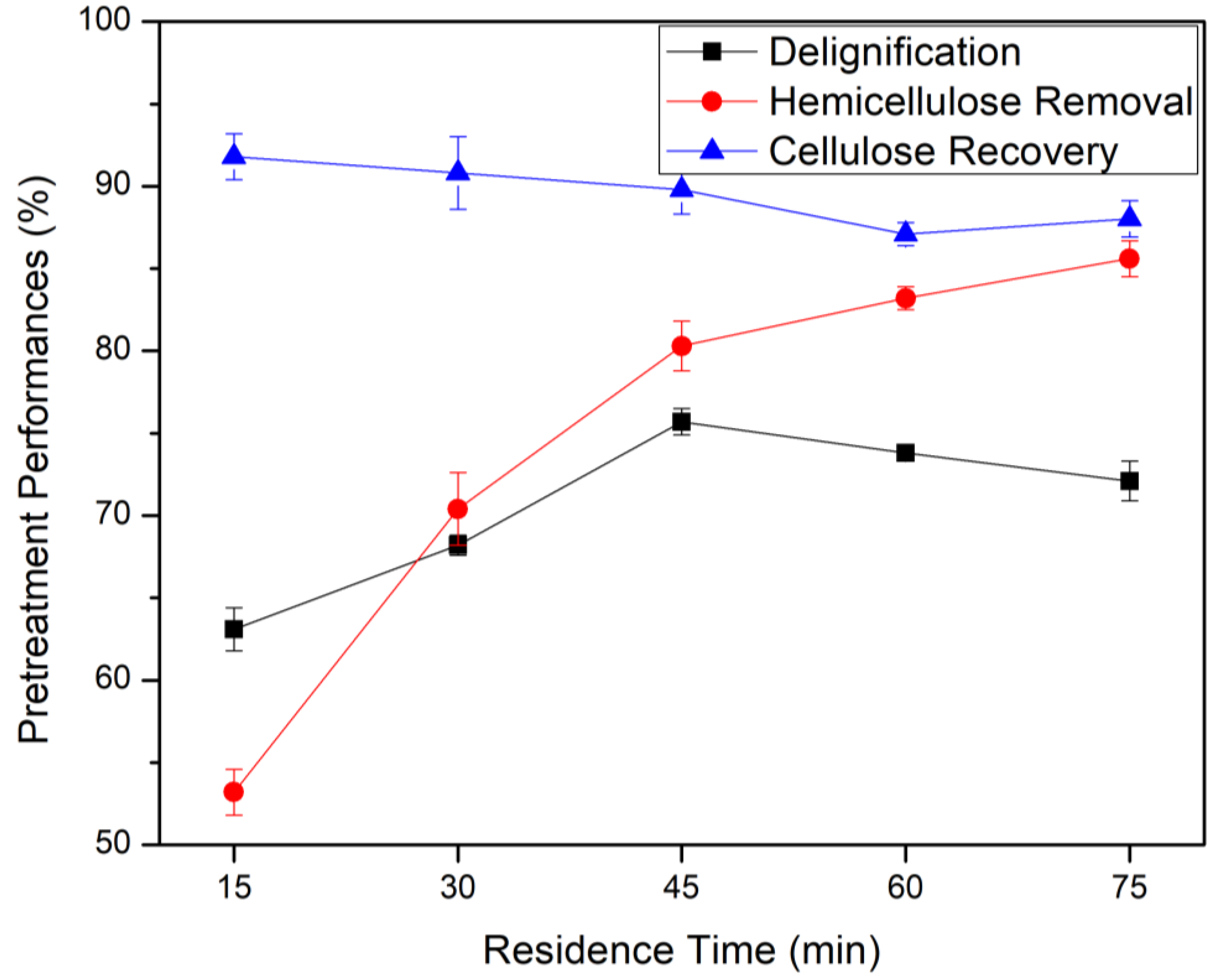
3.3. Effects of Duration Time for Organosolv Pretreatment
3.4. Comparison of Different Pretreatments with That in This Study
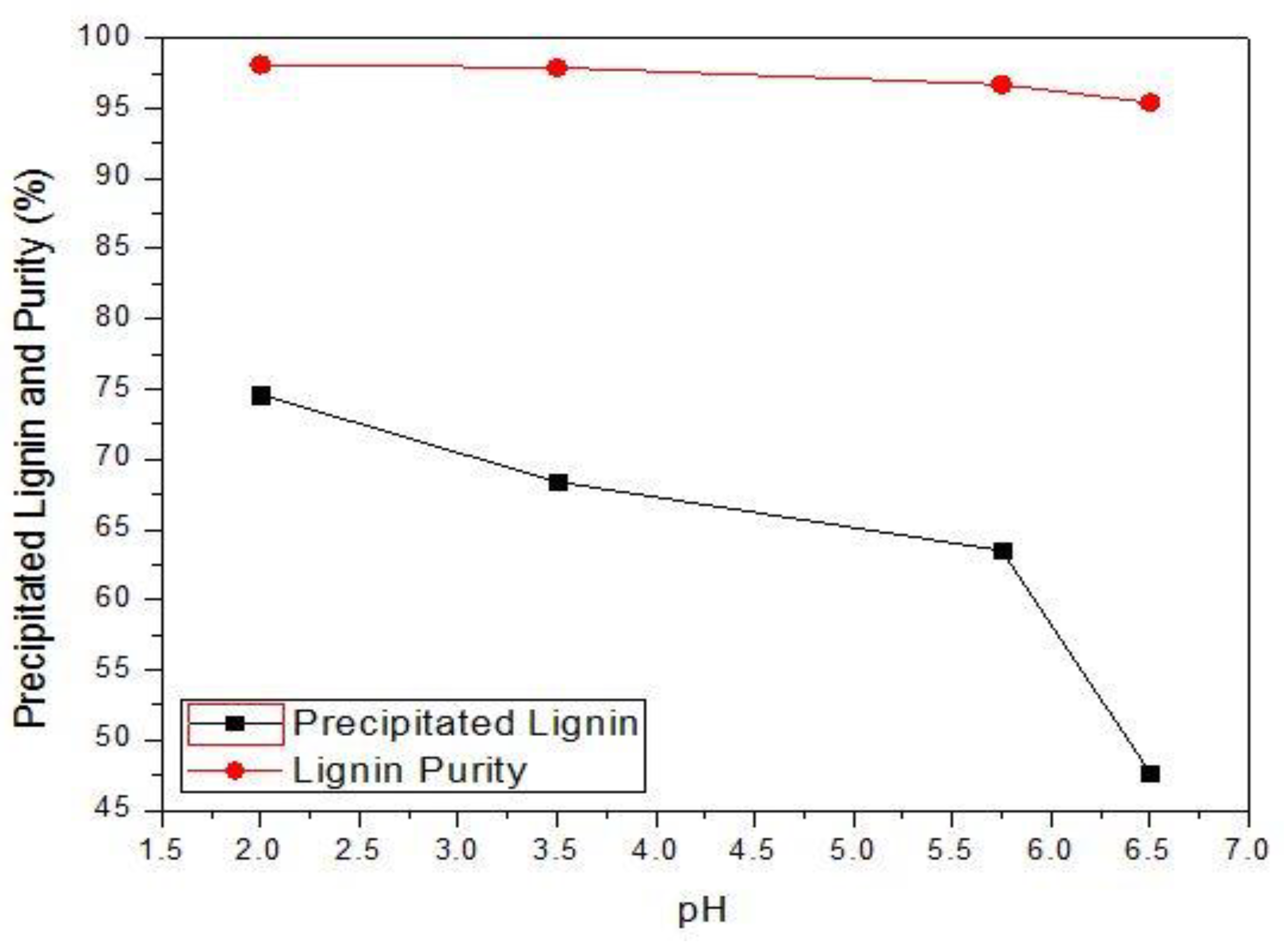
3.5. Lignin Precipitation from Spent Pretreatment Liquor after Organosolv Pretreatment
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chin, D.W.K.; Lim, S.; Pang, Y.L.; Wong, K.H. Application of organosolv pretreatment on Pennisetum Purpureum for lignin removal and cellulose recovery. In Proceedings of the 2017 4th International Conference on Biomedical and Bioinformatics Engineering, Seoul, Korea, 12–14 November 2017; pp. 84–89. [Google Scholar]
- Smit, A.T.; Huijgen, W.J.J. Effective fractionation of lignocellulose in herbaceous biomass and hardwood using a mild acetone organosolv process. Green Chem. 2017, 22, 5505–5514. [Google Scholar] [CrossRef] [Green Version]
- Morone, A.; Pandey, R.A.; Chakrabarti, T. Evaluation of OrganoCat process as a pretreatment during bioconversion of rice straw. Ind. Crops Prod. 2017, 77, 7–18. [Google Scholar] [CrossRef]
- Hesami, S.M.; Zilouei, H.; Karimi, K.; Asadineshad, A. Enhanced biogas production from sunflower stalks using hydrothermal and organosolv pretreatment. Ind. Crops Prod. 2015, 76, 449–455. [Google Scholar] [CrossRef]
- Wu, M.; Liu, J.K.; Yan, Z.Y.; Wang, B.; Zhang, X.M.; Feng, X.; Sun, R.C. Efficient recovery and structural characterization of lignin from cotton stalk based on a biorefinery process using a γ-valerolactone/water system. RSC Adv. 2016, 6, 6196–6204. [Google Scholar] [CrossRef]
- Chin, D.W.K.; Lim, S.; Pang, Y.L.; Leong, L.K.; Lim, C.H. Investigation of organosolv pretreatment to natural microbial-degraded empty fruit bunch for sugar based substrate recovery. Energy Procedia 2019, 158, 1065–1071. [Google Scholar] [CrossRef]
- Wong, W.Y.; Lim, S.; Pang, Y.L.; Shuit, S.H.; Chen, W.H.; Lee, K.T. Synthesis of renewable heterogeneous acid catalyst from oil palm empty fruit bunch for glycerol-free biodiesel production. Sci. Total Environ. 2020, 727, 138534. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Pei, Z.J.; Wang, D.H. Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresour. Technol. 2016, 199, 21–33. [Google Scholar] [CrossRef] [PubMed]
- Mahmood, H.; Moniruzzaman, M.; Igbal, T.; Khan, M.J. Recent advances in the pretreatment of lignocellulosic biomass for biofuels and value-added products. Curr. Opin. Green Sustain. Chem. 2019, 20, 18–24. [Google Scholar] [CrossRef]
- Thoresen, P.P.; Matsakas, L.; Rova, U.; Christakopoulos, P. Recent advances in organosolv fractionation: Towards biomass fractionation technology of the future. Bioresour. Technol. 2020, 306, 123189. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Zhou, J.; Wen, J.; Sun, G.; Sun, Y. Structural transformations of triploid of Populus tomentosa Carr. lignin during auto-catalyzed ethanol organosolv pretreatment. Ind. Crops Prod. 2015, 75, 522–529. [Google Scholar] [CrossRef]
- Karnaouri, A.; Asimakopoulou, G.; Kalogiannis, K.G.; Lappas, A.; Topakas, E. Efficient d-lactic acid production by Lactobacillus delbrueckii subsp. bulgaricus through conversion of organosolv pretreated lignocellulosic biomass. Biomass Bioenergy 2020, 140, 105672. [Google Scholar] [CrossRef]
- Chin, D.W.K.; Lim, S.; Pang, Y.L.; Lam, M.K. Fundamental review of organosolv pretreatment and its challenges in emerging consolidated bioprocessing. Biofuel Bioprod. Biorefin. 2020, 14, 808–829. [Google Scholar] [CrossRef]
- Chin, D.W.K.; Lim, S.; Pang, Y.L.; Lim, C.H.; Lee, K.M. Two-staged acid hydrolysis on ethylene glycol pretreated degraded oil palm empty fruit bunch for sugar based substrate recovery. Bioresour. Technol. 2019, 292, 121967. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Fernandes, M.; Roberto, I.C. Lignin recovery from brewer’s spent grain black liquor. Carbohydr. Polym. 2007, 70, 218–223. [Google Scholar] [CrossRef]
- Lauwaert, J.; Stals, I.; Lancefield, C.S.; Deschaumes, W.; Depuydt, D.; Vanlerberghe, B.; Devlamynck, T.; Bruijnincx, P.C.A.; Verberckmoes, A. Pilot scale recovery of lignin from black liquor and advanced characterization of the final product. Sep. Purif. Technol. 2019, 221, 226–235. [Google Scholar] [CrossRef]
- Zhou, X.; Ding, D.; You, T.; Zhang, X.; Takabe, K.; Xu, F. Synergetic dissolution of branched xylan and lignin opens the way for enzymatic hydrolysis of poplar cell wall. J. Agric. Food Chem. 2018, 66, 3449–3456. [Google Scholar] [CrossRef]
- Zhang, Z.; Harrison, M.D.; Rackemann, D.W.; Doherty, W.O.S.; O’Hara, I.M. Organosolv pretreatment of plant biomass for enhanced enzymatic saccharification. Green Chem. 2016, 20, 360–381. [Google Scholar] [CrossRef] [Green Version]
- Sameni, J.; Krigstin, S.; Sain, M. Acetylation & lignin solubility. Bioresources 2017, 12, 1548–1565. [Google Scholar]
- Tang, S.; Liu, R.; Sun, F.F.; Dong, C.; Wang, R.; Gao, Z.; Zhang, Z.; Xiao, Z.; Li, C.; Li, H. Bioprocessing of tea oil fruit hull with acetic acid organosolv pretreatment in combination with alkaline H2O2. Biotechnol. Biofuels 2017, 10, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Oliva, A.; Tan, L.C.; Papirio, S.; Esposito, G.; Lens, P.N.L. Effect of methanol-organosolv pretreatment on anaerobic digestion of lignocellulosic materials. Renew. Energy 2021, 169, 1000–1012. [Google Scholar] [CrossRef]
- Phi Trinh, L.T.; Lee, J.W.; Lee, H.J. Acidified glycerol pretreatment for enhanced ethanol production from rice straw. Biomass Bioenergy 2016, 94, 39–45. [Google Scholar] [CrossRef]
- Lv, X.; Lin, J.; Luo, L.; Zhang, D.; Lei, S.; Xiao, W.; Xu, Y.; Gong, Y.; Liu, Z. Enhanced enzymatic saccharification of sugarcane bagasse pretreated by sodium methoxide with glycerol. Bioresour. Technol. 2018, 249, 226–233. [Google Scholar] [CrossRef]
- Banerjee, D.; Mukherjee, S.; Pal, S.; Khowala, S. Enhanced saccharification efficiency of lignocellulosic biomass of mustard stalk and straw by salt pretreatment. Ind. Crops Prod. 2016, 80, 42–49. [Google Scholar] [CrossRef]
- Avanthi, A.; Banerjee, D. A strategic laccase mediated lignin degradation of lignocellulosic feedstocks for ethanol production. Ind. Crops Prod. 2016, 92, 174–185. [Google Scholar] [CrossRef]
- Lee, D.H.; Cho, E.Y.; Kim, C.J.; Kim, S.B. Pretreatment of waste newspaper using ethylene glycol for bioethanol production. Biotechnol. Bioprocess Eng. 2010, 15, 1094–1101. [Google Scholar] [CrossRef]
- Patowary, D.; Baruah, D.C. Effect of combined chemical and thermal pretreatments on biogas production from lignocellulosic biomasses. Ind. Crops Prod. 2018, 124, 735–746. [Google Scholar] [CrossRef]
- Sun, S.N.; Chen, X.; Tao, Y.H.; Cao, F.X.; Li, M.F.; Wen, J.L.; Nie, S.X.; Sun, R.C. Pretreatment of Eucalyptus urophylla in γ-valerolactone/dilute acid system for removal of non-cellulosic components and acceleration of enzymatic hydrolysis. Ind. Crops Prod. 2019, 132, 21–28. [Google Scholar] [CrossRef]
- Mondylaksita, K.; Ferreira, J.A.; Millati, R.; Budhijanto, W.; Niklasson, C.; Taherzadeh, M.J. Recovery of high purity lignin and digestible cellulose from oil palm empty fruit bunch using low acid-catalyzed organosolv pretreatment. Agronomy 2020, 10, 674. [Google Scholar] [CrossRef]
- Kim, D.Y.; Kim, Y.S.; Kim, T.H.; Oh, K.K. Two-stage, acetic acid-aqueous ammonia, fractionation of empty fruit bunches for increased lignocellulosic biomass utilization. Bioresour. Technol. 2016, 199, 121–127. [Google Scholar] [CrossRef]
- Akhtar, J.; Idris, A. Oil palm empty fruit bunches a promising substrate for succinic acid production via simultaneous saccharification and fermentation. Renew. Energy 2017, 114, 917–923. [Google Scholar] [CrossRef]
- Tan, Y.T.; Ngoh, G.C.; Chua, A.S.M. Evaluation of fractionation and delignification efficiencies of deep eutectic solvents on oil palm empty fruit bunch. Ind. Crops Prod. 2018, 123, 271–277. [Google Scholar] [CrossRef]
- Giummarella, N.; Pu, Y.Q.; Ragauskas, A.J.; Lawoko, M. A critical review on the analysis of lignin carbohydrate bonds. Green Chem. 2019, 20, 1573–1595. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G. Wood: Chemistry, ultrastructure, reactions. J. Polym. Sci. 1985, 23, 601–602. [Google Scholar]
- Norgen, M.; Edlund, H. Lignin: Recent advances and emerging applications. Curr. Opin. Colloid Interface Sci. 2014, 19, 409–416. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Pulp Yield (g) | Composition (wt.%) | ||||
|---|---|---|---|---|---|---|
| Lignin | Hemicellulose | Cellulose | Ash | Extractive | ||
| Untreated | - | 23.9 | 6.10 | 55.9 | 4.45 | 8.80 |
| 60 | 6.87 | 15.3 | 3.93 | 75.4 | 2.33 | 3.06 |
| 80 | 6.29 | 11.9 | 2.70 | 81.2 | 1.91 | 2.23 |
| 100 | 5.89 | 12.4 | 2.38 | 81.2 | 2.72 | 1.36 |
| 120 | 5.55 | 12.1 | 2.34 | 79.8 | 4.32 | 1.44 |
| 140 | 5.42 | 12.0 | 2.40 | 81.5 | 3.14 | 0.92 |
| Time (min) | Pulp Yield (g) | Composition (wt.%) | ||||
|---|---|---|---|---|---|---|
| Lignin | Hemicellulose | Cellulose | Ash | Extractive | ||
| Untreated | 10.0 | 23.9 | 6.10 | 55.9 | 4.45 | 8.80 |
| 15 | 6.71 | 13.6 | 3.56 | 77.0 | 3.27 | 2.10 |
| 30 | 6.29 | 11.9 | 2.70 | 81.2 | 1.91 | 2.23 |
| 45 | 5.98 | 10.0 | 1.89 | 84.4 | 1.73 | 1.98 |
| 60 | 5.85 | 11.3 | 1.50 | 83.2 | 1.76 | 2.19 |
| 75 | 5.84 | 11.6 | 1.39 | 84.3 | 1.86 | 0.92 |
| Biomass | Pretreatment Conditions | Delignification (%) | Hemicellulose Removal (%) | Cellulose Recovery (%) | Reference |
|---|---|---|---|---|---|
| DEFB | 50 v/v% ethylene glycol + 3 v/v% NaOH at 80 °C for 45 min | 75.1 | 81.5 | 90.4 | This Study |
| EFB | 50 wt.% ethanol + 0.07 wt.% H2SO4 at 210 °C for 90 min | 90.0 | 84.6 | 80.0 | [29] |
| EFB | 3–7 wt.% Acetic acid at 170–190 °C for 10–20 min followed by: 5–20 wt.% Ammonium hydroxide at 140–220 °C for 5–25 min | 53.9 | 53.6 | 98.3 | [30] |
| EFB | 8 v/v% H2SO4 at 121 °C for 1 h followed by: 2.5 mol/dm3 NaOH at 90 °C for 20 min | 72.9 | 90.7 | N.D. * | [31] |
| Extractive-free EFB | 76.3 wt.% lactic acid + 23.7 wt.% choline chloride at 120 °C for 8 h | 88.0 | 100 | 100 | [32] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chin, D.W.K.; Lim, S.; Pang, Y.L.; Lim, C.H.; Shuit, S.H.; Lee, K.M.; Chong, C.T. Effects of Organic Solvents on the Organosolv Pretreatment of Degraded Empty Fruit Bunch for Fractionation and Lignin Removal. Sustainability 2021, 13, 6757. https://doi.org/10.3390/su13126757
Chin DWK, Lim S, Pang YL, Lim CH, Shuit SH, Lee KM, Chong CT. Effects of Organic Solvents on the Organosolv Pretreatment of Degraded Empty Fruit Bunch for Fractionation and Lignin Removal. Sustainability. 2021; 13(12):6757. https://doi.org/10.3390/su13126757
Chicago/Turabian StyleChin, Danny Wei Kit, Steven Lim, Yean Ling Pang, Chun Hsion Lim, Siew Hoong Shuit, Kiat Moon Lee, and Cheng Tung Chong. 2021. "Effects of Organic Solvents on the Organosolv Pretreatment of Degraded Empty Fruit Bunch for Fractionation and Lignin Removal" Sustainability 13, no. 12: 6757. https://doi.org/10.3390/su13126757