
Exploring the Effects of Process Parameters during W/O/W Emulsion Preparation and Supercritical Fluid Extraction on the Protein Encapsulation and Release Properties of PLGA Microspheres

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Changes in Process Parameters at Double (W/O/W)-Emulsion Preparation Stage
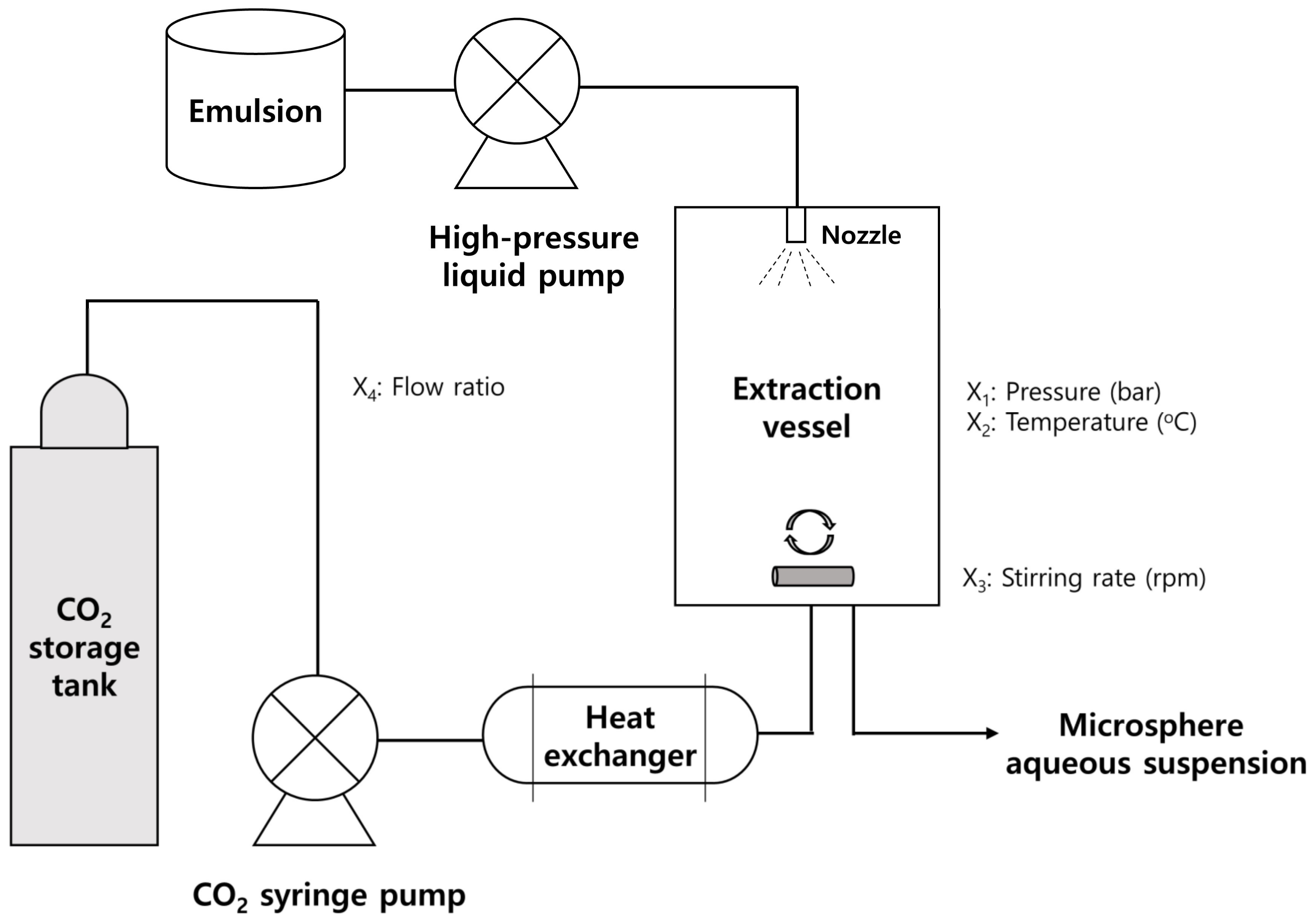
2.3. Changes in Process Parameters at SFEE Process Stage
2.4. Characterization of BSA-Loaded PLGA Microsphere
2.4.1. Morphology Analysis
2.4.2. Analysis of Particle Size Distribution
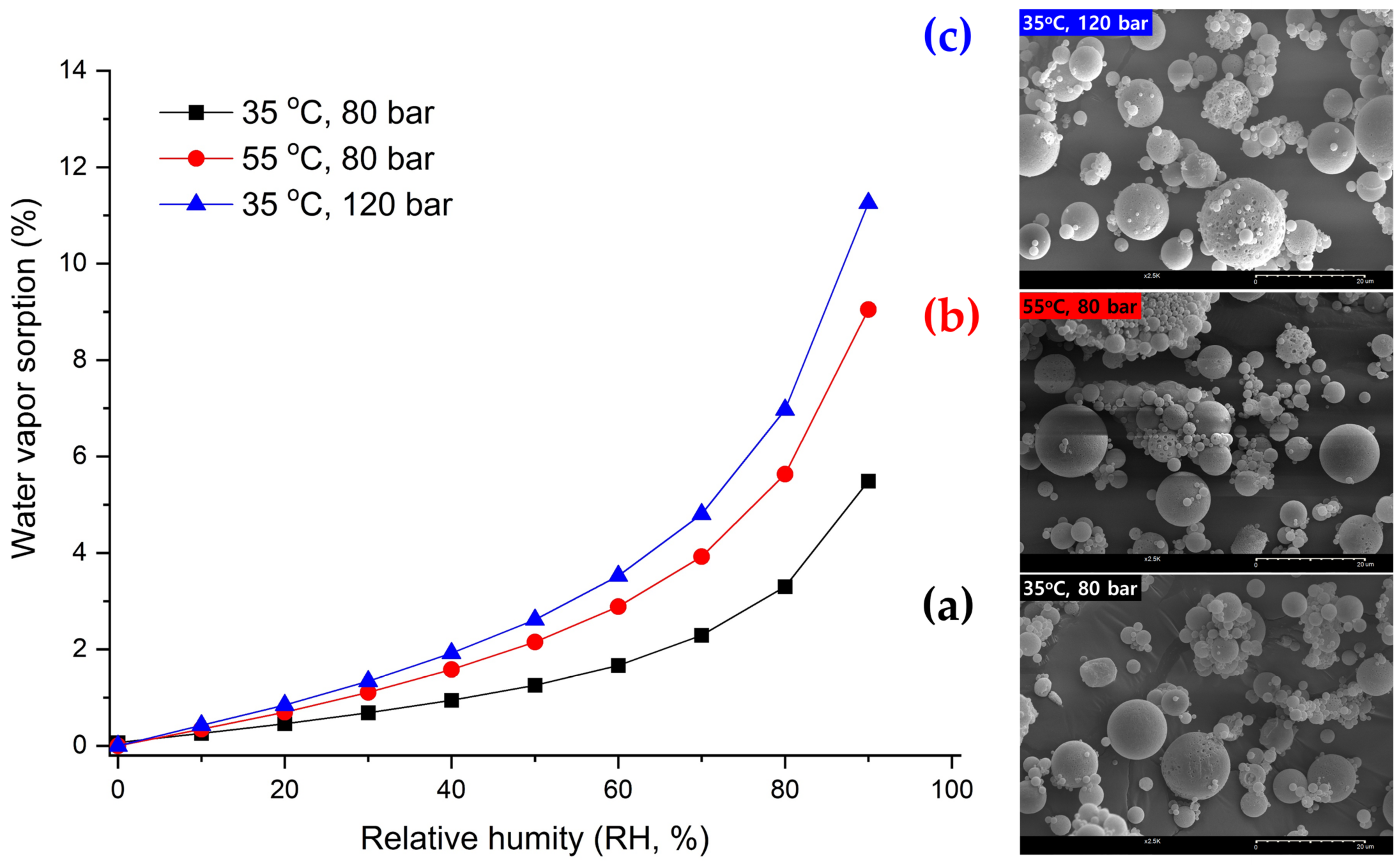
2.4.3. Dynamic Vapor Sorption (DVS)
2.4.4. Analysis of Residual Organic Solvent in PLGA Microspheres
2.4.5. Encapsulation Efficiency (EE)
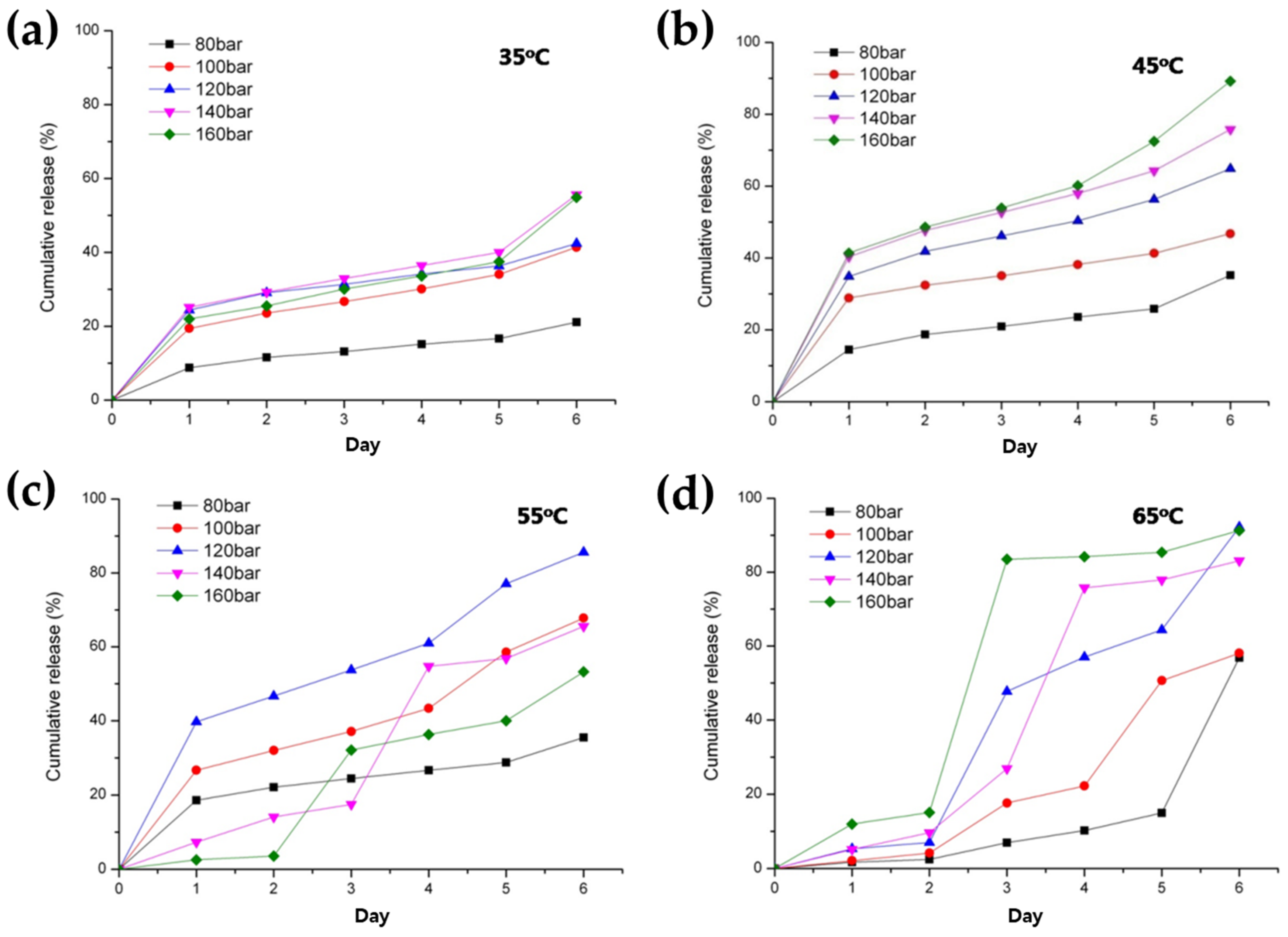
2.4.6. In Vitro BSA Release Test
2.5. Statistical Analysis
3. Results and Discussion
3.1. Effect of Process Parameters during W/O/W Emulsion Preparation
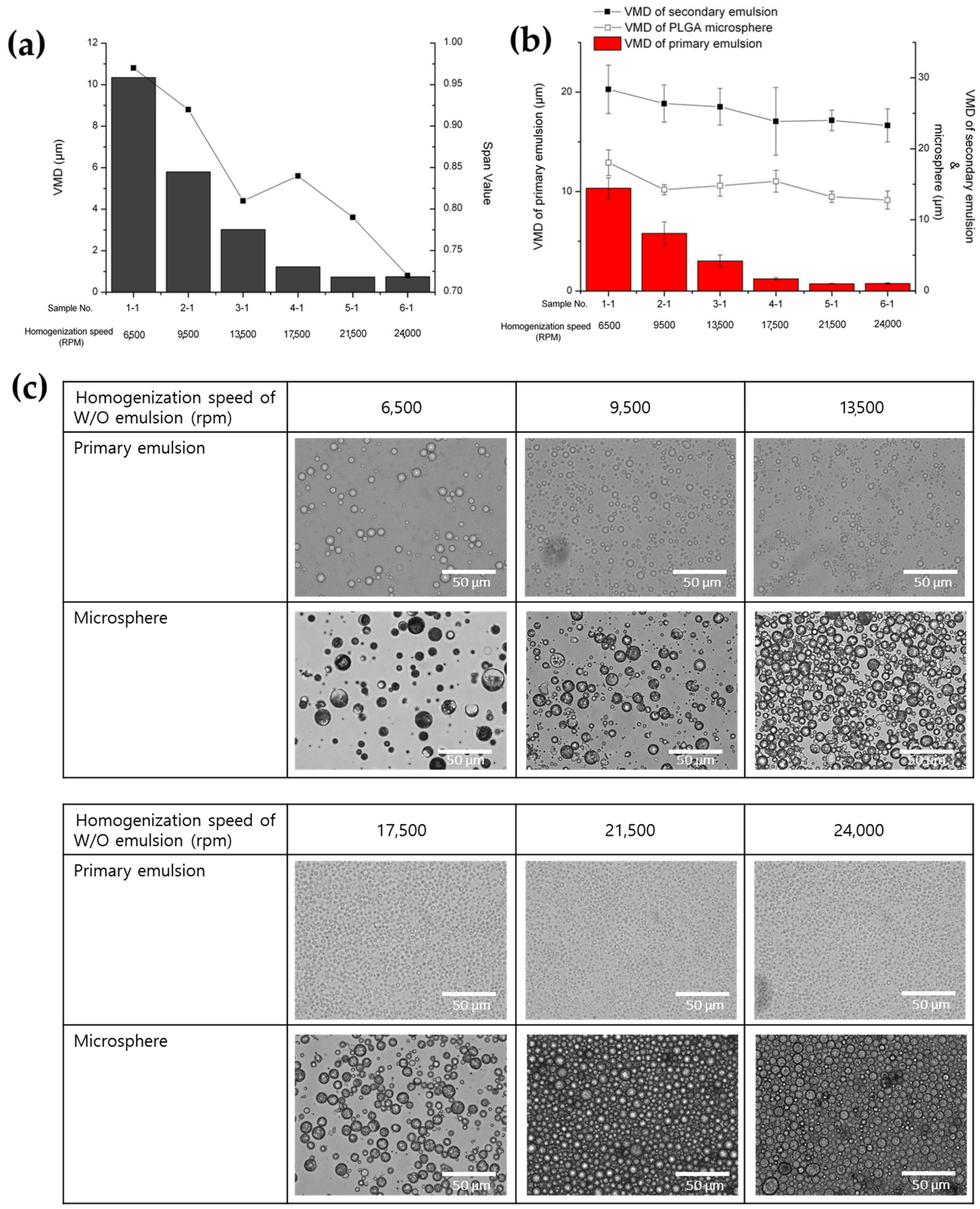
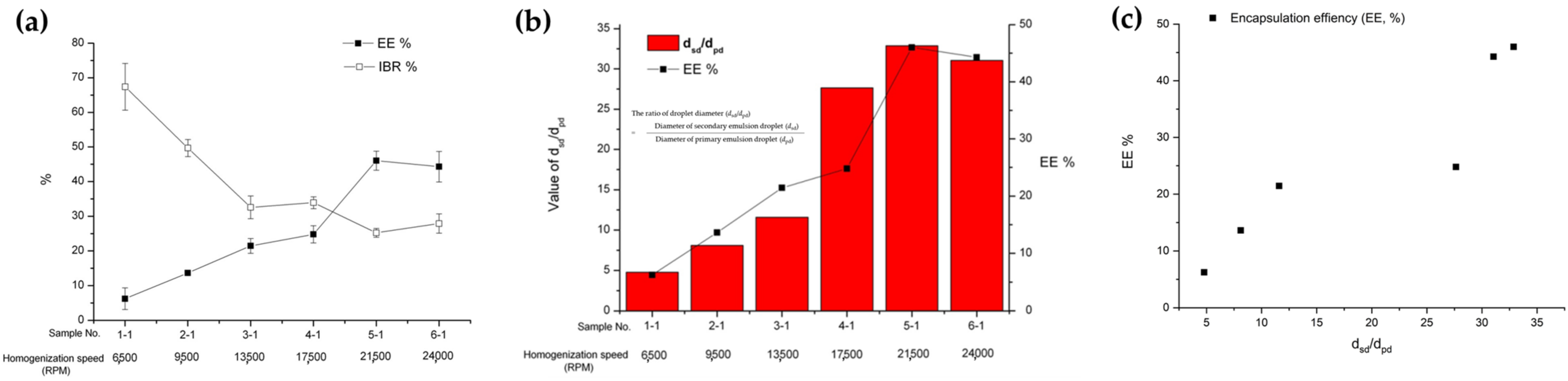
3.1.1. Effect of Primary (W/O) Emulsion Homogenization Speed
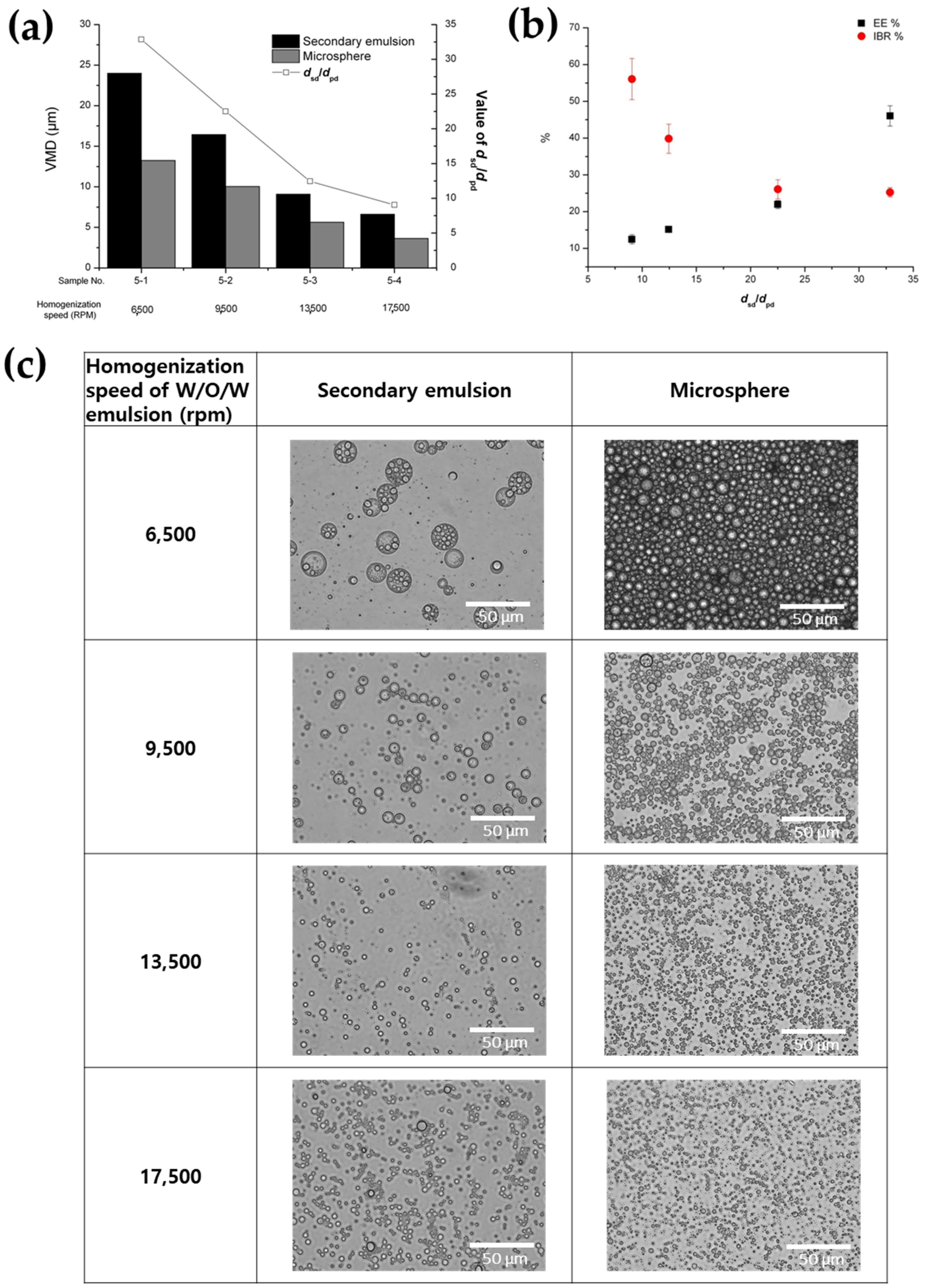
3.1.2. Effect of Secondary (W/O/W) Emulsion Homogenization Speed
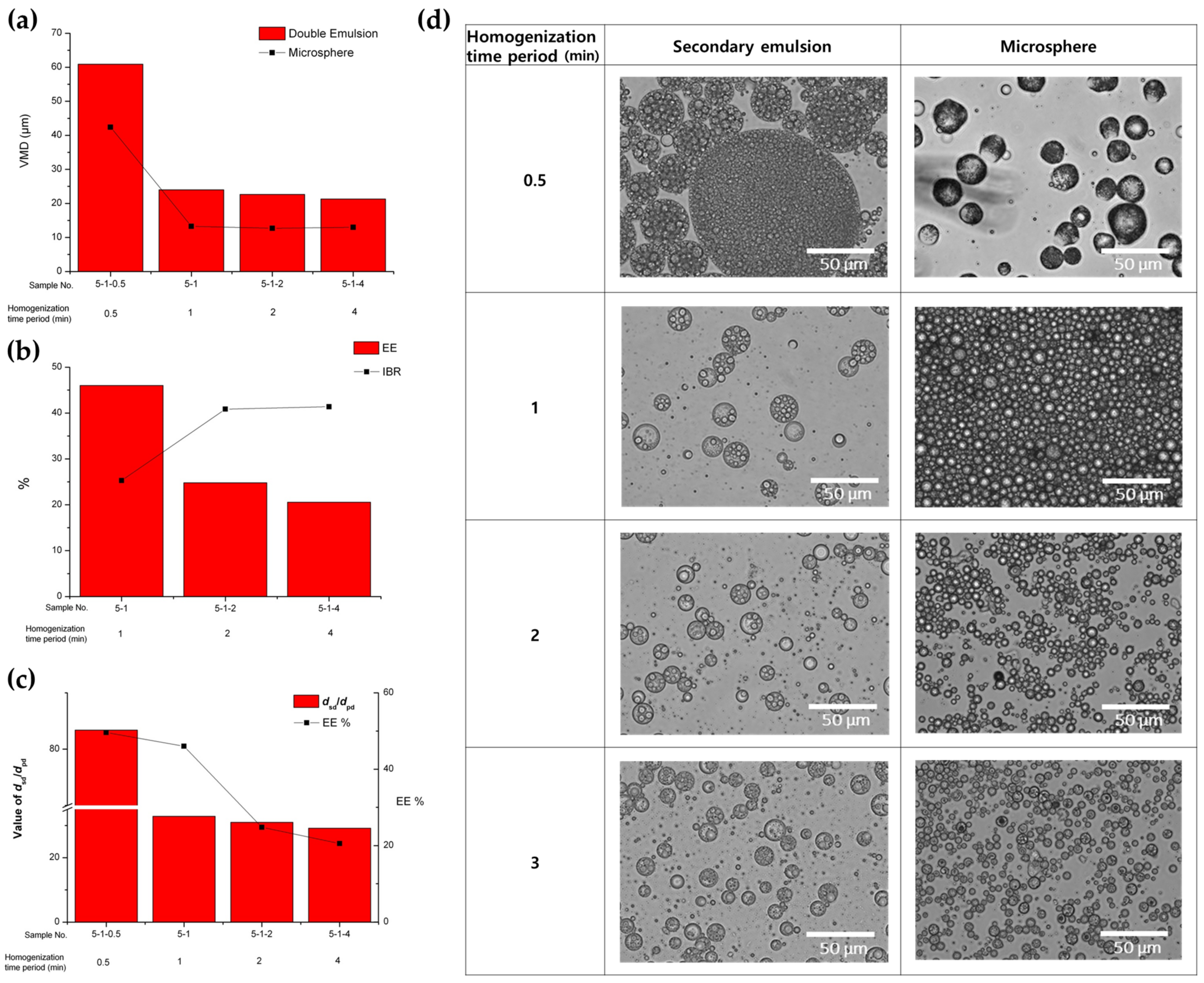
3.1.3. Effect of Homogenization Time Period of Secondary (W/O/W) Emulsion
3.2. Effect of Process Parameters during SFEE Operating
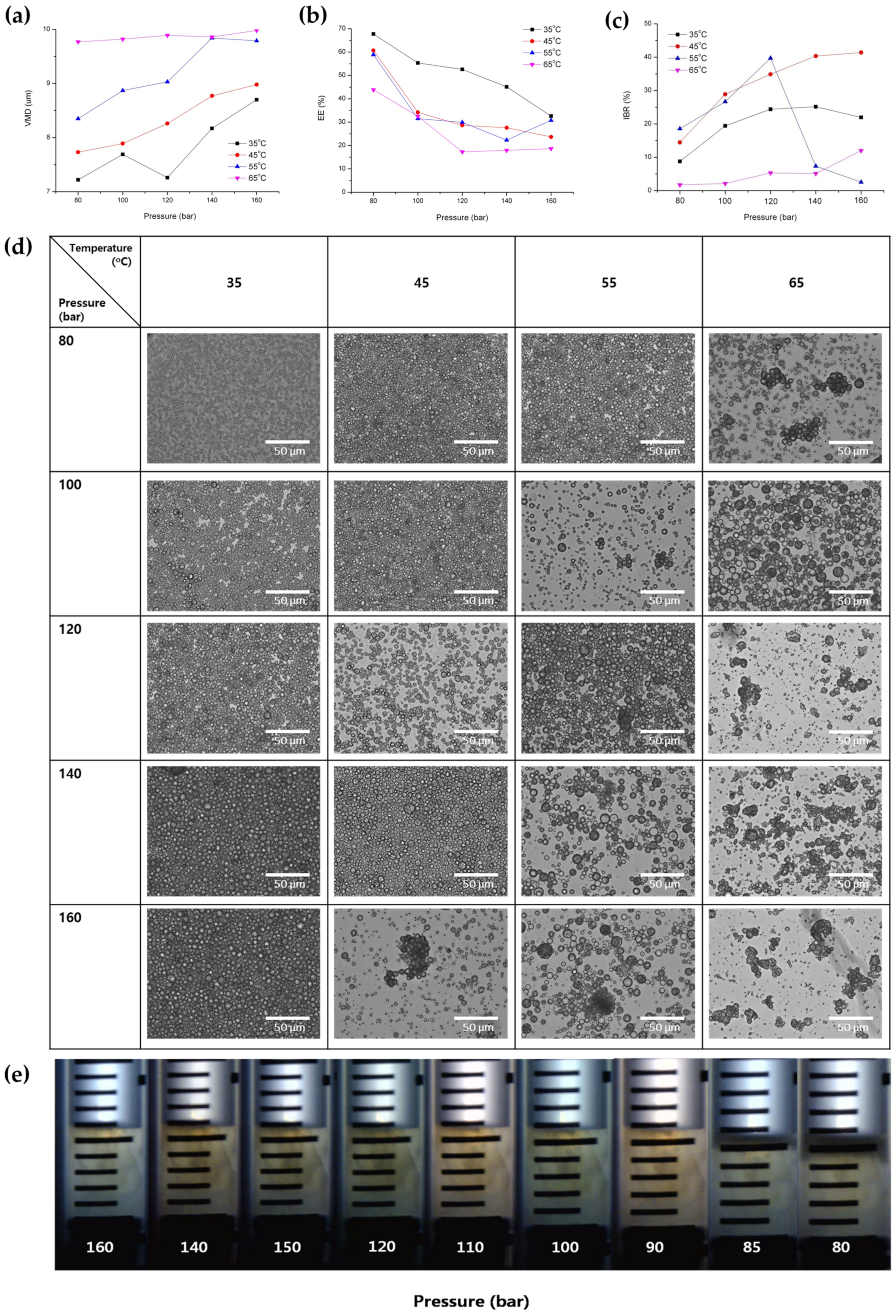
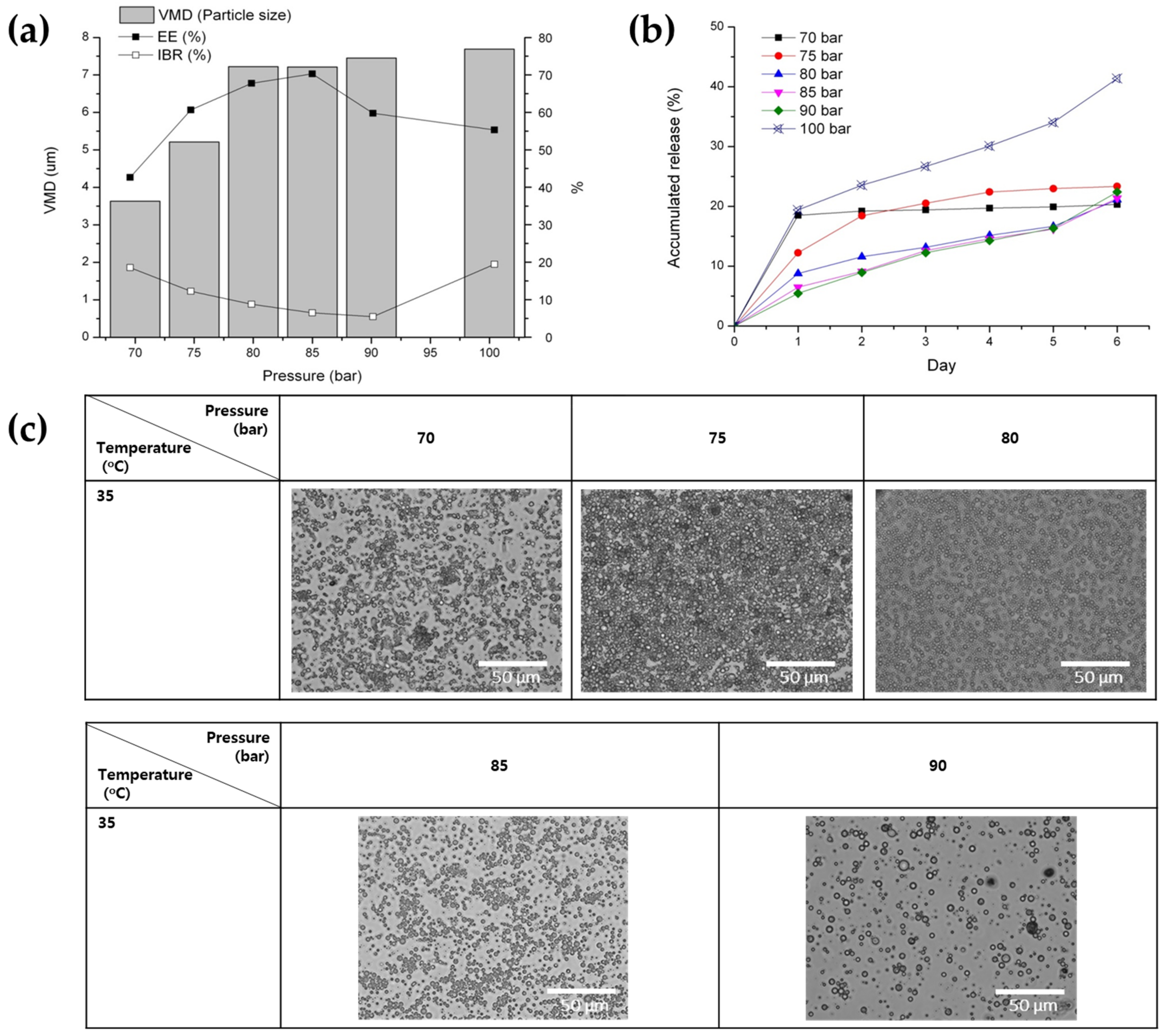
3.2.1. Effect of Pressure
3.2.2. Effect of Temperature
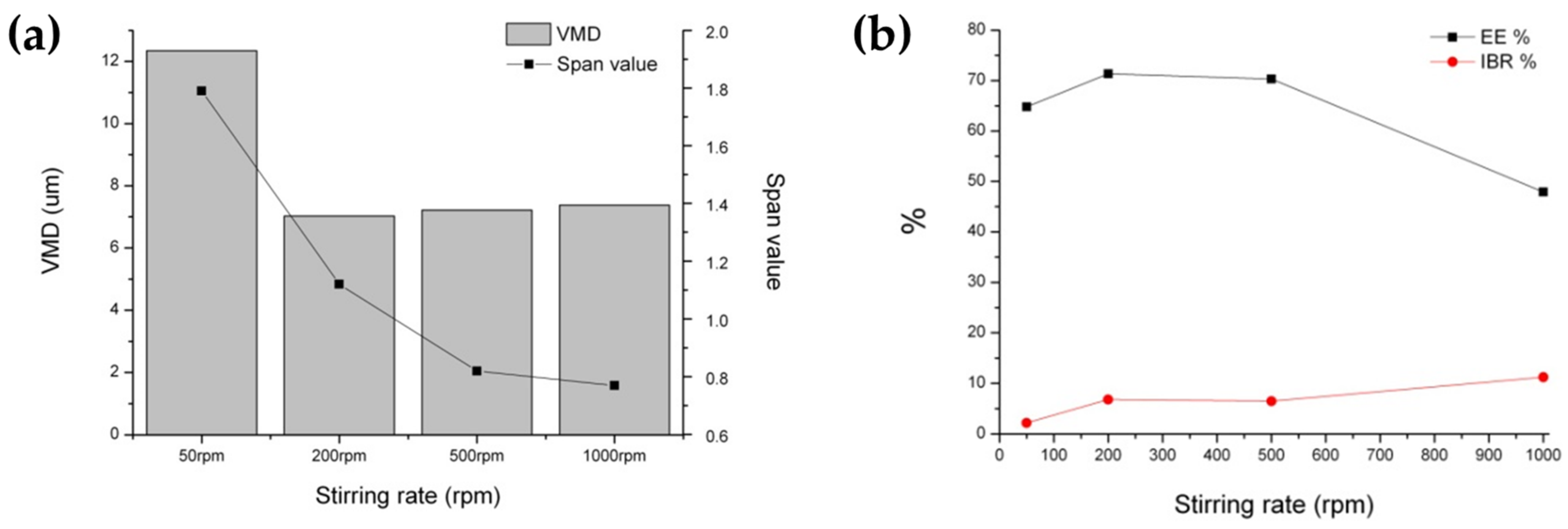
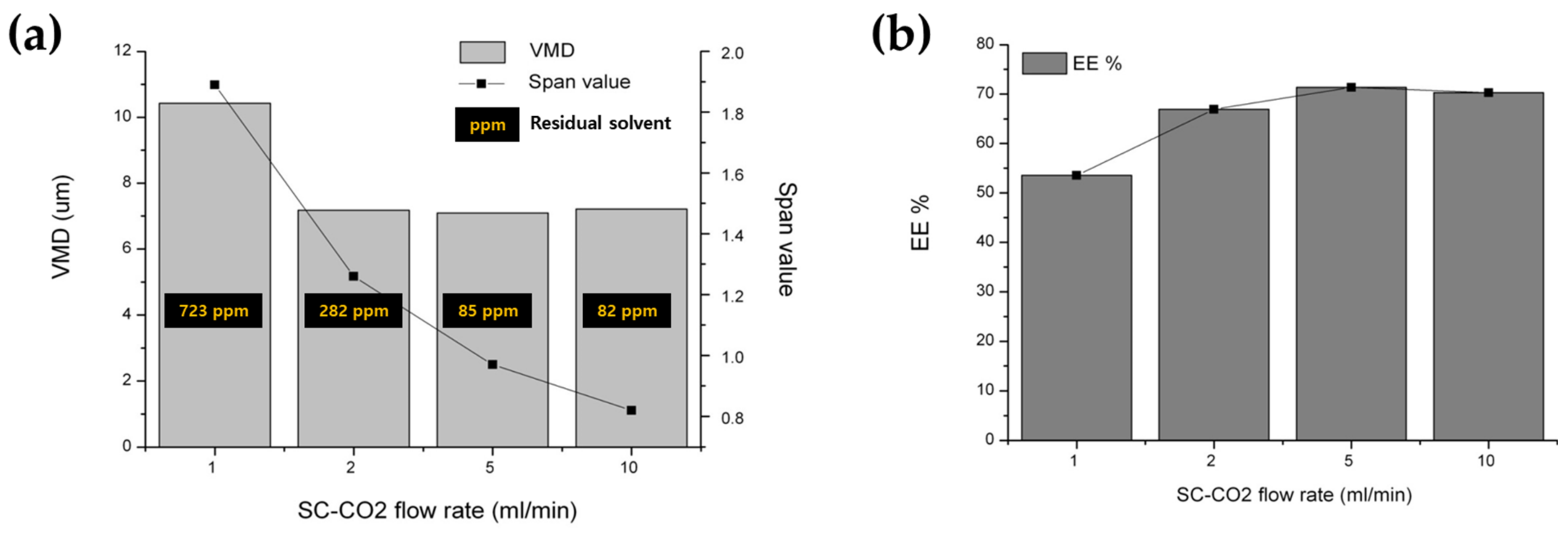
3.2.3. Effect of Stirring Rate and SC-CO2 Flow Rate
4. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
References
- Della Porta, G.; Reverchon, E. Nanostructured microspheres produced by supercritical fluid extraction of emulsions. Biotechnol. Bioeng. 2008, 100, 1020–1033. [Google Scholar] [CrossRef]
- Jain, R.A. The manufacturing techniques of various drug loaded biodegradable poly (lactide-co-glycolide)(PLGA) devices. Biomaterials 2000, 21, 2475–2490. [Google Scholar] [CrossRef]
- Freitas, S.; Merkle, H.P.; Gander, B. Microencapsulation by solvent extraction/evaporation: Reviewing the state of the art of microsphere preparation process technology. J. Control. Release 2005, 102, 313–332. [Google Scholar] [CrossRef]
- Ye, M.; Kim, S.; Park, K. Issues in long-term protein delivery using biodegradable microparticles. J. Control. Release 2010, 146, 241–260. [Google Scholar] [CrossRef]
- Blasi, P. Poly (lactic acid)/poly (lactic-co-glycolic acid)-based microparticles: An overview. J. Pharm. Investig. 2019, 49, 337–346. [Google Scholar] [CrossRef]
- Vlachopoulos, A.; Karlioti, G.; Balla, E.; Daniilidis, V.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Christodoulou, E.; Koumentakou, I.; Karavas, E. Poly (Lactic Acid)-Based Microparticles for Drug Delivery Applications: An Overview of Recent Advances. Pharmaceutics 2022, 14, 359. [Google Scholar] [CrossRef]
- Muddineti, O.S.; Omri, A. Current trends in PLGA based long-acting injectable products: The industry perspective. Expert Opin. Drug Deliv. 2022, 19, 559–576. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.; Dong, Q.; Wang, M.; Shi, L.; Wu, Y.; Yu, X.; Shi, Y.; Shan, Y.; Jiang, C.; Zhang, X. Preparation, characterization, and pharmacodynamics of exenatide-loaded poly (DL-lactic-co-glycolic acid) microspheres. Chem. Pharm. Bull. 2010, 58, 1474–1479. [Google Scholar] [CrossRef] [PubMed]
- Dunne, M.; Corrigan, O.; Ramtoola, Z. Influence of particle size and dissolution conditions on the degradation properties of polylactide-co-glycolide particles. Biomaterials 2000, 21, 1659–1668. [Google Scholar] [CrossRef] [PubMed]
- Berkland, C.; King, M.; Cox, A.; Kim, K.K.; Pack, D.W. Precise control of PLG microsphere size provides enhanced control of drug release rate. J. Control. Release 2002, 82, 137–147. [Google Scholar] [CrossRef] [PubMed]
- Berkland, C.; Kim, K.K.; Pack, D.W. PLG microsphere size controls drug release rate through several competing factors. Pharm. Res. 2003, 20, 1055–1062. [Google Scholar] [CrossRef]
- Butreddy, A.; Gaddam, R.P.; Kommineni, N.; Dudhipala, N.; Voshavar, C. PLGA/PLA-Based long-acting injectable depot microspheres in clinical use: Production and characterization overview for protein/peptide delivery. Int. J. Mol. Sci. 2021, 22, 8884. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Chen, Q.; Lin, J.; Cai, Z.; Liao, G.; Wang, K.; Bai, L.; Zhao, P.; Yu, Z. Recent advance in polymer based microspheric systems for controlled protein and peptide delivery. Curr. Med. Chem. 2019, 26, 2285–2296. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Zhang, Z.; Harris, A.; Yang, L. Bridging the gap between fundamental research and product development of long acting injectable PLGA microspheres. Expert Opin. Drug Deliv. 2022, 19, 1247–1264. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Yang, L.; Wan, F.; Bera, H.; Cun, D.; Rantanen, J.; Yang, M. Quality by design thinking in the development of long-acting injectable PLGA/PLA-based microspheres for peptide and protein drug delivery. Int. J. Pharm. 2020, 585, 119441. [Google Scholar] [CrossRef] [PubMed]
- Park, H.; Kim, J.-S.; Kim, S.; Ha, E.-S.; Kim, M.-S.; Hwang, S.-J. Pharmaceutical Applications of Supercritical Fluid Extraction of Emulsions for Micro-/Nanoparticle Formation. Pharmaceutics 2021, 13, 1928. [Google Scholar] [CrossRef] [PubMed]
- Porta, G.D.; Falco, N.; Reverchon, E. Continuous supercritical emulsions extraction: A new technology for biopolymer microparticles production. Biotechnol. Bioeng. 2011, 108, 676–686. [Google Scholar] [CrossRef] [PubMed]
- Santos, D.T.; Santana, Á.L.; Meireles, M.A.A.; Petenate, A.J.; Silva, E.K.; Albarelli, J.Q.; Johner, J.C.; Gomes, M.T.M.; Torres, R.A.D.C.; Hatami, T. Recent Developments in Particle Formation with Supercritical Fluid Extraction of Emulsions Process for Encapsulation. In Supercritical Antisolvent Precipitation Process; Springer: Berlin/Heidelberg, Germany, 2019; pp. 51–64. [Google Scholar]
- Chattopadhyay, P.; Gupta, R.B. Supercritical CO2-based formation of silica nanoparticles using water-in-oil microemulsions. Ind. Eng. Chem. Res. 2003, 42, 465–472. [Google Scholar] [CrossRef]
- Chattopadhyay, P.; Huff, R.; Shekunov, B.Y. Drug encapsulation using supercritical fluid extraction of emulsions. J. Pharm. Sci. 2006, 95, 667–679. [Google Scholar] [CrossRef]
- Falco, N.; Reverchon, E.; Della Porta, G. Injectable PLGA/hydrocortisone formulation produced by continuous supercritical emulsion extraction. Int. J. Pharm. 2013, 441, 589–597. [Google Scholar] [CrossRef]
- Falco, N.; Reverchon, E.; Della Porta, G. Continuous supercritical emulsions extraction: Packed tower characterization and application to poly (lactic-co-glycolic acid)+ insulin microspheres production. Ind. Eng. Chem. Res. 2012, 51, 8616–8623. [Google Scholar] [CrossRef]
- Murakami, Y.; Shimoyama, Y. Supercritical extraction of emulsion in microfluidic slug-flow for production of nanoparticle suspension in aqueous solution. J. Supercrit. Fluids 2016, 118, 178–184. [Google Scholar] [CrossRef]
- Ajiboye, A.L.; Trivedi, V.; Mitchell, J.C. Preparation of polycaprolactone nanoparticles via supercritical carbon dioxide extraction of emulsions. Drug Deliv. Transl. Res. 2018, 8, 1790–1796. [Google Scholar] [CrossRef]
- Kluge, J.; Fusaro, F.; Mazzotti, M.; Muhrer, G. Production of PLGA micro-and nanocomposites by supercritical fluid extraction of emulsions: II. Encapsulation of Ketoprofen. J. Supercrit. Fluids 2009, 50, 336–343. [Google Scholar] [CrossRef]
- Della Porta, G.; Falco, N.; Reverchon, E. NSAID drugs release from injectable microspheres produced by supercritical fluid emulsion extraction. J. Pharm. Sci. 2010, 99, 1484–1499. [Google Scholar] [CrossRef] [PubMed]
- Parilti, R.; Caprasse, J.; Riva, R.; Alexandre, M.; Vandegaart, H.; Bebrone, C.; Dupont-Gillain, C.; Howdle, S.M.; Jérôme, C. Antimicrobial peptide encapsulation and sustained release from polymer network particles prepared in supercritical carbon dioxide. J. Colloid Interface Sci. 2018, 532, 112–117. [Google Scholar] [CrossRef] [PubMed]
- Campardelli, R.; Reverchon, E.; Della Porta, G. Biopolymer particles for proteins and peptides sustained release produced by supercritical emulsion extraction. Procedia Eng. 2012, 42, 239–246. [Google Scholar] [CrossRef]
- Della Porta, G.; Falco, N.; Giordano, E.; Reverchon, E. PLGA microspheres by supercritical emulsion extraction: A study on insulin release in myoblast culture. J. Biomater. Sci. Polym. Ed. 2013, 24, 1831–1847. [Google Scholar] [CrossRef] [PubMed]
- Campardelli, R.; Della Porta, G.; Reverchon, E. Solvent elimination from polymer nanoparticle suspensions by continuous supercritical extraction. J. Supercrit. Fluids 2012, 70, 100–105. [Google Scholar] [CrossRef]
- Lévai, G.; Martín, Á.; Moro, A.; Matias, A.A.; Gonçalves, V.S.; Bronze, M.; Duarte, C.M.; Rodríguez-Rojo, S.; Cocero, M.J. Production of encapsulated quercetin particles using supercritical fluid technologies. Powder Technol. 2017, 317, 142–153. [Google Scholar] [CrossRef]
- Maran, J.P.; Priya, B.; Manikandan, S. Modeling and optimization of supercritical fluid extraction of anthocyanin and phenolic compounds from Syzygium cumini fruit pulp. J. Food Sci. Technol. 2014, 51, 1938–1946. [Google Scholar] [CrossRef]
- Sajomsang, W.; Nuchuchua, O.; Gonil, P.; Saesoo, S.; Sramala, I.; Soottitantawat, A.; Puttipipatkhachorn, S.; Ruktanonchai, U.R. Water-soluble β-cyclodextrin grafted with chitosan and its inclusion complex as a mucoadhesive eugenol carrier. Carbohydr. Polym. 2012, 89, 623–631. [Google Scholar] [CrossRef]
- Wang, L.; Yang, B.; Du, X.; Yi, C. Optimisation of supercritical fluid extraction of flavonoids from Pueraria lobata. Food Chem. 2008, 108, 737–741. [Google Scholar] [CrossRef] [PubMed]
- Khajeh, M. Optimization of process variables for essential oil components from Satureja hortensis by supercritical fluid extraction using Box-Behnken experimental design. J. Supercrit. Fluids 2011, 55, 944–948. [Google Scholar] [CrossRef]
- Barbosa, H.M.; de Melo, M.M.; Coimbra, M.A.; Passos, C.P.; Silva, C.M. Optimization of the supercritical fluid coextraction of oil and diterpenes from spent coffee grounds using experimental design and response surface methodology. J. Supercrit. Fluids 2014, 85, 165–172. [Google Scholar] [CrossRef]
- Maran, J.P.; Manikandan, S.; Priya, B.; Gurumoorthi, P. Box-Behnken design based multi-response analysis and optimization of supercritical carbon dioxide extraction of bioactive flavonoid compounds from tea (Camellia sinensis L.) leaves. J. Food Sci. Technol. 2015, 52, 92–104. [Google Scholar] [CrossRef]
- Franco, P.; De Marco, I. Nanoparticles and Nanocrystals by Supercritical CO2-Assisted Techniques for Pharmaceutical Applications: A Review. Appl. Sci. 2021, 11, 1476. [Google Scholar] [CrossRef]
- Park, H.; Ha, E.S.; Kim, J.S.; Kim, M.S. Injectable sustained-release poly (lactic-co-glycolic acid)(PLGA) microspheres of exenatide prepared by supercritical fluid extraction of emulsion process based on a design of experiment approach. Bioeng. Transl. Med. 2023, 8, e10485. [Google Scholar] [CrossRef]
- Sturesson, C.; Artursson, P.; Ghaderi, R.; Johansen, K.; Mirazimi, A.; Uhnoo, I.; Svensson, L.; Albertsson, A.-C.; Carlfors, J. Encapsulation of rotavirus into poly (lactide-co-glycolide) microspheres. J. Control. Release 1999, 59, 377–389. [Google Scholar] [CrossRef]
- O’Donnell, P.B.; McGinity, J.W. Preparation of microspheres by the solvent evaporation technique. Adv. Drug Deliv. Rev. 1997, 28, 25–42. [Google Scholar] [CrossRef]
- Li, M.; Rouaud, O.; Poncelet, D. Microencapsulation by solvent evaporation: State of the art for process engineering approaches. Int. J. Pharm. 2008, 363, 26–39. [Google Scholar] [CrossRef] [PubMed]
- Ito, F.; Fujimori, H.; Makino, K. Factors affecting the loading efficiency of water-soluble drugs in PLGA microspheres. Colloids Surf. B Biointerfaces 2008, 61, 25–29. [Google Scholar] [CrossRef] [PubMed]
- Jyothi, N.V.N.; Prasanna, P.M.; Sakarkar, S.N.; Prabha, K.S.; Ramaiah, P.S.; Srawan, G. Microencapsulation techniques, factors influencing encapsulation efficiency. J. Microencapsul. 2010, 27, 187–197. [Google Scholar] [CrossRef]
- Mao, S.; Xu, J.; Cai, C.; Germershaus, O.; Schaper, A.; Kissel, T. Effect of WOW process parameters on morphology and burst release of FITC-dextran loaded PLGA microspheres. Int. J. Pharm. 2007, 334, 137–148. [Google Scholar] [CrossRef] [PubMed]
- Mattea, F.; Martín, Á.; Schulz, C.; Jaeger, P.; Eggers, R.; Cocero, M.J. Behavior of an organic solvent drop during the supercritical extraction of emulsions. AIChE J. 2010, 56, 1184–1195. [Google Scholar] [CrossRef]
- Pavanetto, F.; Conti, B.; Genta, I.; Giunchedi, P. Solvent evaporation, solvent extraction and spray drying for polylactide microsphere preparation. Int. J. Pharm. 1992, 84, 151–159. [Google Scholar] [CrossRef]
- Chung, T.-W.; Huang, Y.-Y.; Tsai, Y.-L.; Liu, Y.-Z. Effects of solvent evaporation rate on the properties of protein-loaded PLLA and PDLLA microspheres fabricated by emulsion-solvent evaporation process. J. Microencapsul. 2002, 19, 463–471. [Google Scholar] [CrossRef]
- Liu, D.; Tomasko, D.L. Carbon dioxide sorption and dilation of poly (lactide-co-glycolide). J. Supercrit. Fluids 2007, 39, 416–425. [Google Scholar] [CrossRef]
- Koushik, K.; Kompella, U.B. Preparation of large porous deslorelin-PLGA microparticles with reduced residual solvent and cellular uptake using a supercritical carbon dioxide process. Pharm. Res. 2004, 21, 524–535. [Google Scholar] [CrossRef]
- Byun, H.-S.; Lee, H.-Y. Cloud-point measurement of the biodegradable poly (d, l-lactide-co-glycolide) solution in supercritical fluid solvents. Korean J. Chem. Eng. 2006, 23, 1003–1008. [Google Scholar] [CrossRef]
- Singh, L.; Kumar, V.; Ratner, B.D. Generation of porous microcellular 85/15 poly (DL-lactide-co-glycolide) foams for biomedical applications. Biomaterials 2004, 25, 2611–2617. [Google Scholar] [CrossRef]
- Crotts, G.; Park, T.G. Protein delivery from poly (lactic-co-glycolic acid) biodegradable microspheres: Release kinetics and stability issues. J. Microencapsul. 1998, 15, 699–713. [Google Scholar] [CrossRef] [PubMed]
- Sah, H. Microencapsulation techniques using ethyl acetate as a dispersed solvent: Effects of its extraction rate on the characteristics of PLGA microspheres. J. Control. Release 1997, 47, 233–245. [Google Scholar] [CrossRef]
- Jeyanthi, R.; Mehta, R.; Thanoo, B.; DeLuca, P. Effect of processing parameters on the properties of peptide-containing PLGA microspheres. J. Microencapsul. 1997, 14, 163–174. [Google Scholar] [CrossRef]
- Cho, M.; Sah, H. Formulation and process parameters affecting protein encapsulation into PLGA microspheres during ethyl acetate-based microencapsulation process. J. Microencapsul. 2005, 22, 1–12. [Google Scholar] [CrossRef]
- Liggins, R.T.; Burt, H.M. Paclitaxel loaded poly (l-lactic acid)(PLLA) microspheres: II. The effect of processing parameters on microsphere morphology and drug release kinetics. Int. J. Pharm. 2004, 281, 103–106. [Google Scholar] [CrossRef] [PubMed]
- Klose, D.; Siepmann, F.; Elkharraz, K.; Krenzlin, S.; Siepmann, J. How porosity and size affect the drug release mechanisms from PLGA-based microparticles. Int. J. Pharm. 2006, 314, 198–206. [Google Scholar] [CrossRef] [PubMed]
- Yoo, J.; Won, Y.-Y. Phenomenology of the initial burst release of drugs from PLGA microparticles. ACS Biomater. Sci. Eng. 2020, 6, 6053–6062. [Google Scholar] [CrossRef]
- Yang, Y.-Y.; Chung, T.-S.; Ng, N.P. Morphology, drug distribution, and in vitro release profiles of biodegradable polymeric microspheres containing protein fabricated by double-emulsion solvent extraction/evaporation method. Biomaterials 2001, 22, 231–241. [Google Scholar] [CrossRef]
- Yang, Y.-Y.; Chung, T.-S.; Bai, X.-L.; Chan, W.-K. Effect of preparation conditions on morphology and release profiles of biodegradable polymeric microspheres containing protein fabricated by double-emulsion method. Chem. Eng. Sci. 2000, 55, 2223–2236. [Google Scholar] [CrossRef]
- Zheng, C.; Liang, W. A one-step modified method to reduce the burst initial release from PLGA microspheres. Drug Deliv. 2010, 17, 77–82. [Google Scholar] [CrossRef] [PubMed]
- Wajcberg, E.; Tavaria, A. Exenatide: Clinical aspects of the first incretin-mimetic for the treatment of type 2 diabetes mellitus. Expert Opin. Pharmacother. 2009, 10, 135–142. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Primary (W/O) Emulsion | Secondary (W/O/W) Emulsion | Temperature (°C) | dsd/dpd c | Microsphere | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Homogenization Speed (rpm) | Time (min) | VMD a (µm) | SPAN b Value | Homogenization Speed (rpm) | Time (min) | VMD a (µm) | SPAN b Value | VMD a (µm) | SPAN b Value | EE d (%) | IBR e (%) | |||
| 1-1 | 6500 | 5 | 10.34 | 0.97 | 6500 | 1 | 28.38 | 1.27 | 35 | 2.74 | 18.05 | 1.84 | 6.25 | 67.41 |
| 2-1 | 9500 | 5 | 5.80 | 0.92 | 6500 | 1 | 26.37 | 1.36 | 35 | 5.50 | 14.25 | 1.72 | 13.63 | 49.70 |
| 3-1 | 13,500 | 5 | 3.02 | 0.81 | 6500 | 1 | 25.92 | 1.24 | 35 | 8.58 | 14.80 | 1.63 | 21.45 | 32.59 |
| 4-1 | 17,500 | 5 | 1.23 | 0.84 | 6500 | 1 | 23.86 | 1.05 | 35 | 19.43 | 15.44 | 1.15 | 24.79 | 33.93 |
| 5-1-0.5 | 21,500 | 5 | - | - | 6500 | 0.5 | 60.88 | 1.86 | 35 | 83.36 | 42.39 | 2.32 | 49.62 | 61.30 |
| 5-1 | 21,500 | 5 | 0.73 | 0.79 | 6500 | 1 | 24.01 | 0.99 | 35 | 32.87 | 13.25 | 1.17 | 46.01 | 25.26 |
| 5-1-2 | 21,500 | 5 | - | - | 6500 | 2 | 22.65 | 0.81 | 35 | 31.02 | 12.65 | 0.94 | 24.79 | 40.86 |
| 5-1-4 | 21,500 | 5 | - | - | 6500 | 4 | 21.29 | 0.84 | 35 | 29.15 | 12.95 | 0.91 | 20.55 | 41.37 |
| 5-2 | 21,500 | 5 | - | - | 9500 | 1 | 16.44 | 1.14 | 35 | 22.51 | 10.03 | 0.99 | 21.94 | 26.08 |
| 5-3 | 21,500 | 5 | - | - | 13,500 | 1 | 9.09 | 1.02 | 35 | 12.45 | 5.64 | 0.92 | 15.14 | 39.83 |
| 5-4 | 21,500 | 5 | - | - | 17,500 | 1 | 6.61 | 0.94 | 35 | 9.05 | 3.65 | 0.98 | 12.47 | 56.05 |
| 6-1 | 24,000 | 5 | 0.75 | 0.72 | 6500 | 1 | 23.29 | 0.91 | 35 | 31.05 | 12.97 | 1.05 | 44.28 | 27.92 |
| Temperature (°C) | Pressure (bar) | VMD a (μm) | EE b (%) | IBR c (%) |
|---|---|---|---|---|
| 35 | 70 | 3.63 | 42.65 | 18.52 |
| 75 | 5.21 | 60.66 | 12.23 | |
| 80 | 7.22 | 67.75 | 8.78 | |
| 85 | 7.21 | 70.28 | 6.49 | |
| 90 | 7.45 | 59.75 | 5.47 | |
| 100 | 7.69 | 55.34 | 19.41 | |
| 120 | 7.26 | 52.59 | 24.39 | |
| 140 | 8.17 | 45.12 | 25.13 | |
| 160 | 8.70 | 32.64 | 21.98 | |
| 45 | 80 | 7.73 | 60.66 | 14.47 |
| 100 | 7.89 | 34.21 | 28.88 | |
| 120 | 8.26 | 28.67 | 34.88 | |
| 140 | 8.77 | 27.63 | 40.35 | |
| 160 | 8.98 | 23.70 | 41.41 | |
| 55 | 80 | 8.35 | 58.89 | 18.58 |
| 100 | 8.87 | 31.53 | 26.67 | |
| 120 | 9.03 | 29.94 | 39.70 | |
| 140 | 9.84 | 22.37 | 7.35 | |
| 160 | 9.79 | 30.78 | 2.55 | |
| 65 | 80 | 9.77 | 43.82 | 1.73 |
| 100 | 9.82 | 32.56 | 2.13 | |
| 120 | 9.89 | 17.3 | 5.32 | |
| 140 | 9.86 | 17.93 | 5.12 | |
| 160 | 9.98 | 18.66 | 11.98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, H. Exploring the Effects of Process Parameters during W/O/W Emulsion Preparation and Supercritical Fluid Extraction on the Protein Encapsulation and Release Properties of PLGA Microspheres. Pharmaceutics 2024, 16, 302. https://doi.org/10.3390/pharmaceutics16030302
Park H. Exploring the Effects of Process Parameters during W/O/W Emulsion Preparation and Supercritical Fluid Extraction on the Protein Encapsulation and Release Properties of PLGA Microspheres. Pharmaceutics. 2024; 16(3):302. https://doi.org/10.3390/pharmaceutics16030302
Chicago/Turabian StylePark, Heejun. 2024. "Exploring the Effects of Process Parameters during W/O/W Emulsion Preparation and Supercritical Fluid Extraction on the Protein Encapsulation and Release Properties of PLGA Microspheres" Pharmaceutics 16, no. 3: 302. https://doi.org/10.3390/pharmaceutics16030302