
Comparative Evaluation of the Powder and Tableting Properties of Regular and Direct Compression Hypromellose from Different Vendors


 , , , and
, , , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Micrometric Properties of the Polymers
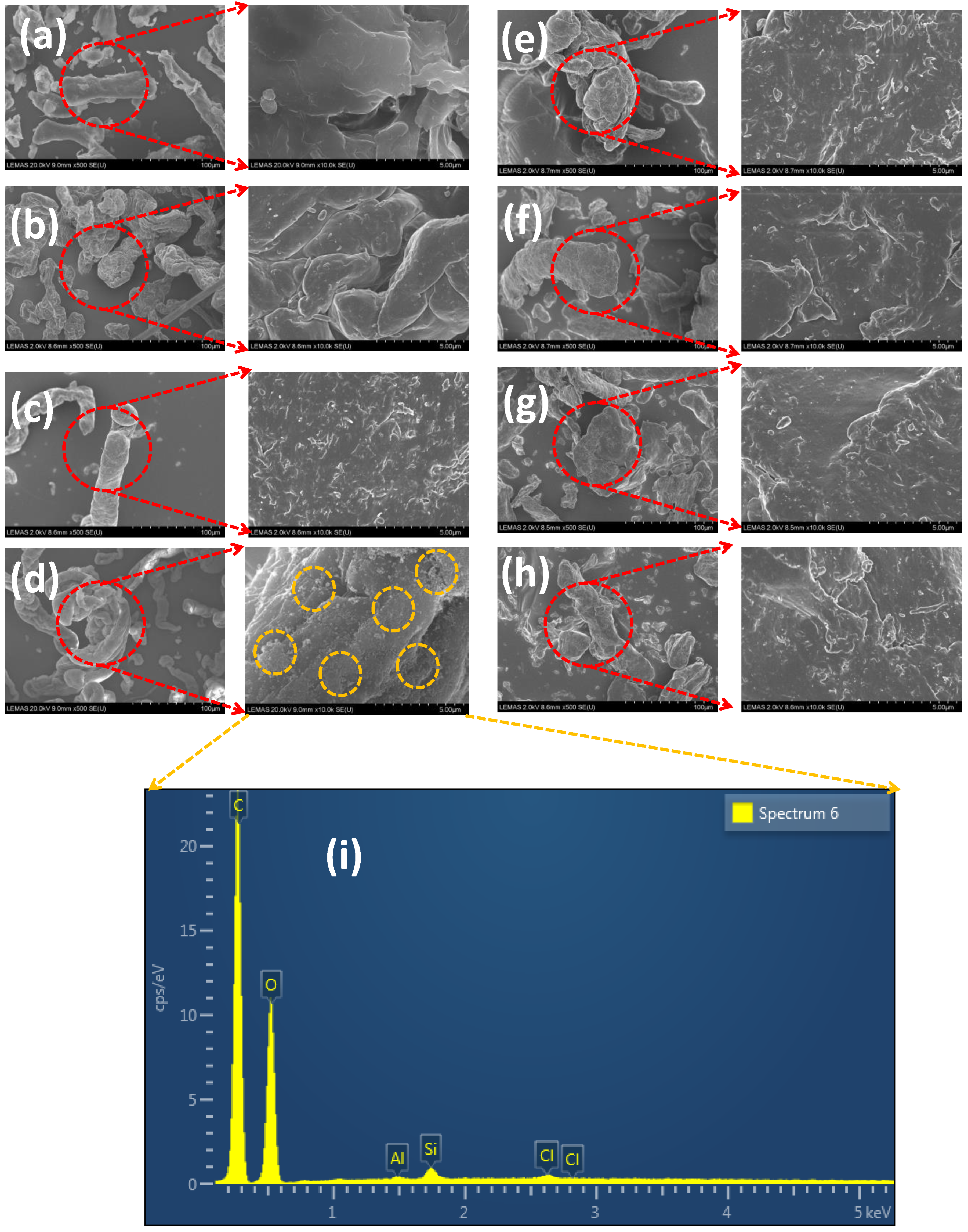
2.2.1. Scanning Electron Microscopy (SEM) and SEM with EDX
2.2.2. Particle Characterisation
2.2.3. Bulk Density, Tapped Density, and True Density of the Polymers
2.2.4. Flowability Using a Ring Shear Tester
2.3. Compact Preparation
2.4. Compactability Analysis
2.5. Factor Analysis
3. Results and Discussion
3.1. Particle Size and Shape of the Polymers
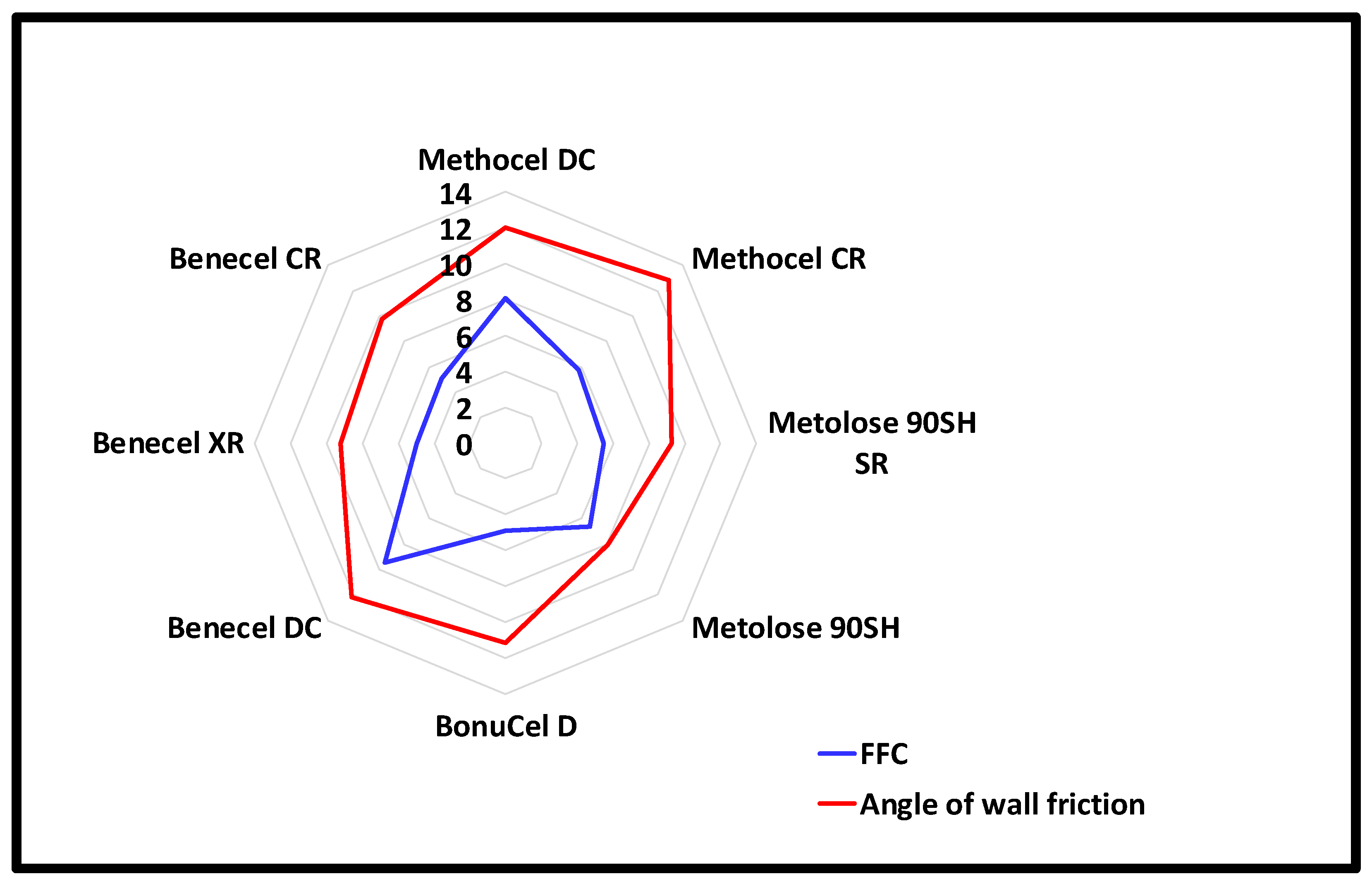
3.2. Flow Properties of the Polymers
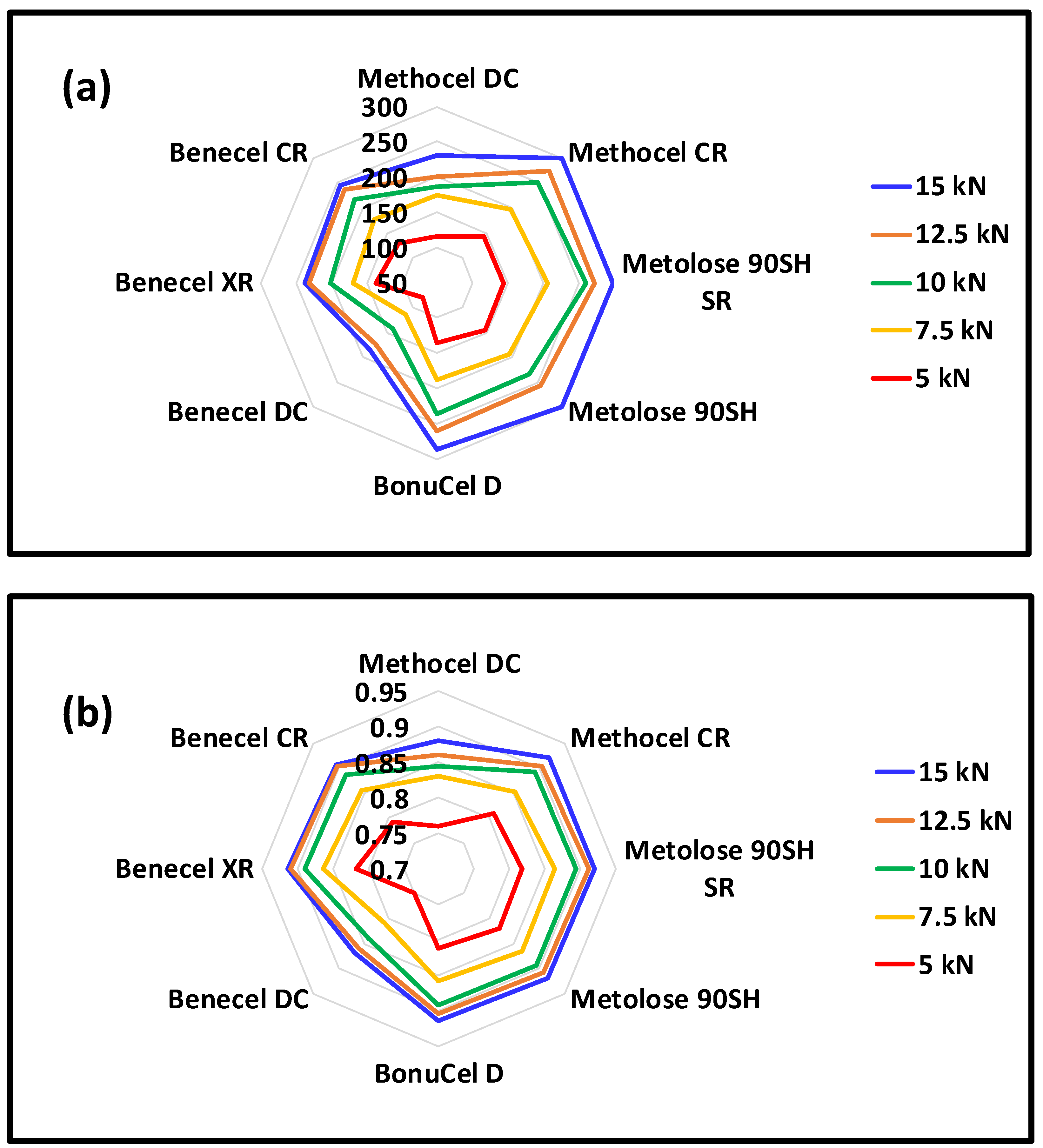
3.3. Hardness and Solid Fraction of Polymer Compacts
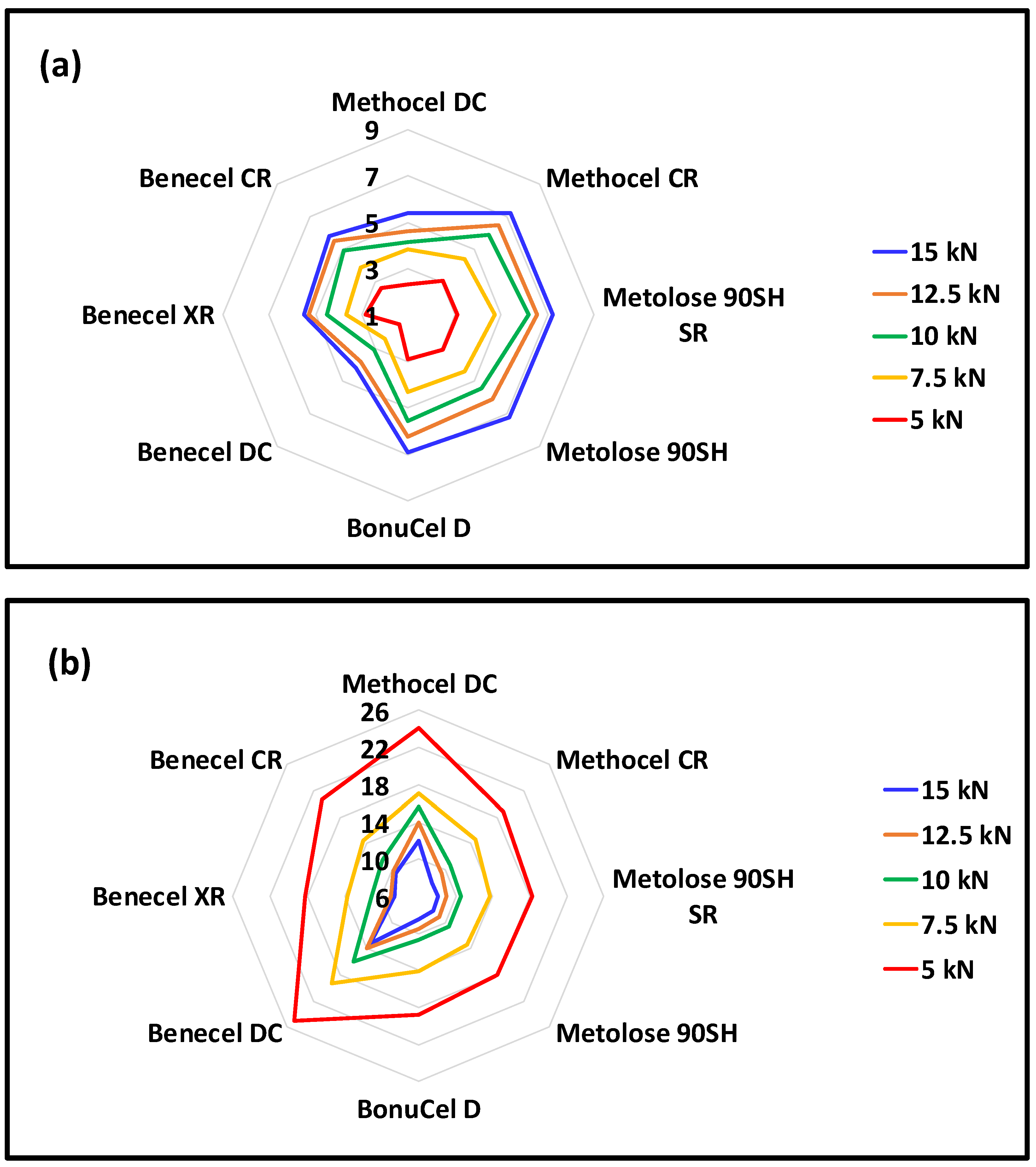
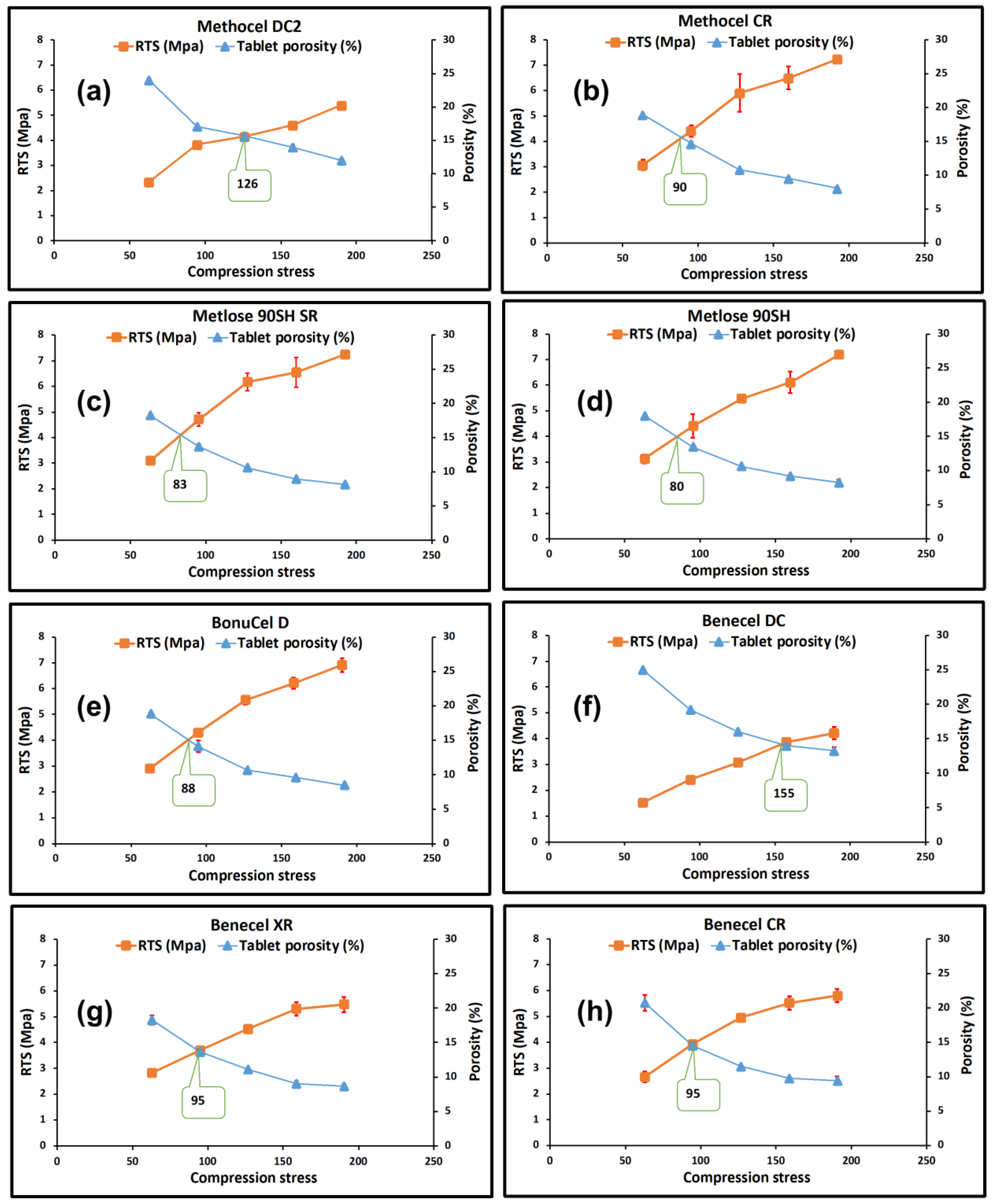
3.4. Tabletability and Compressibility of Polymers
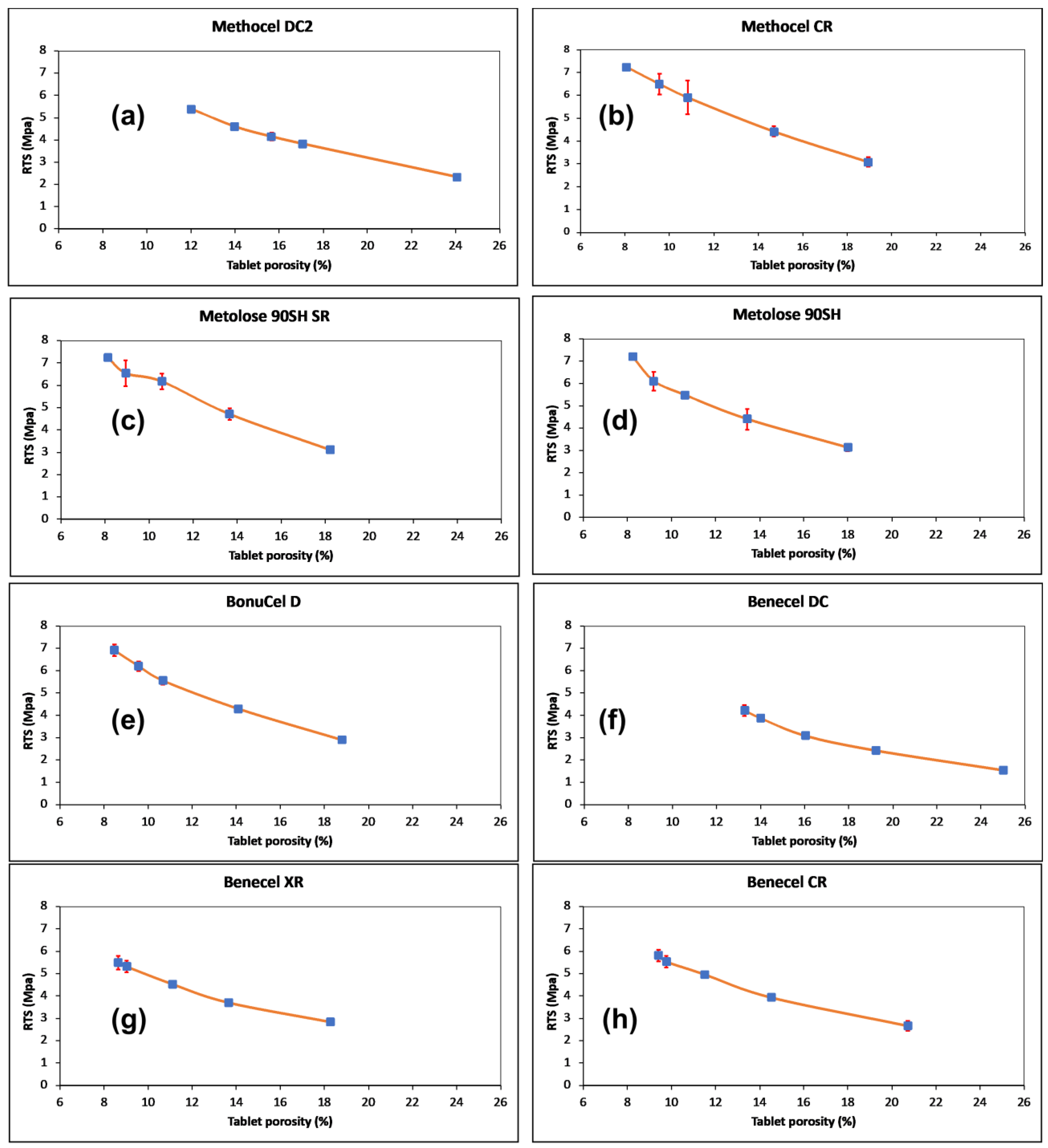
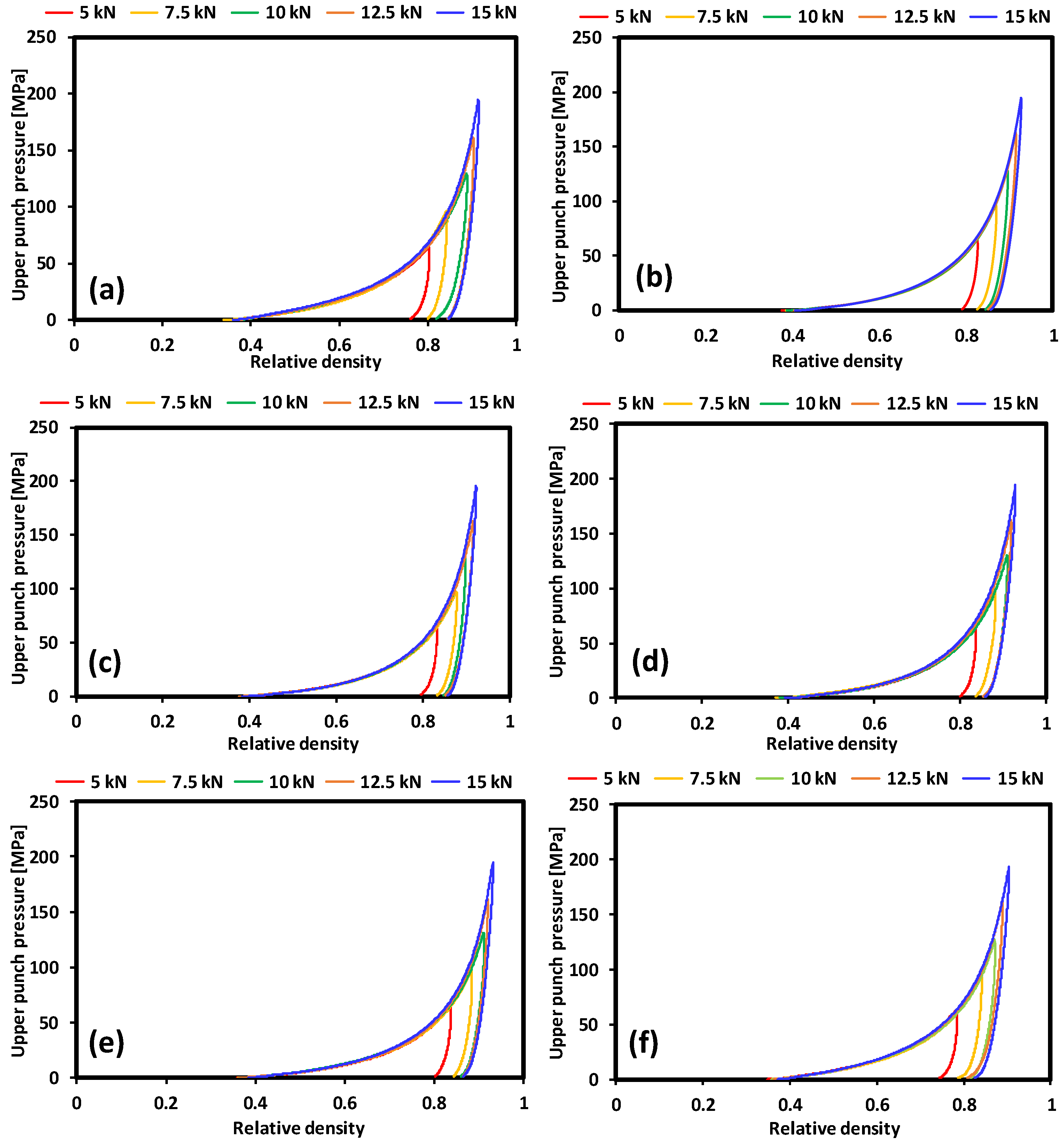
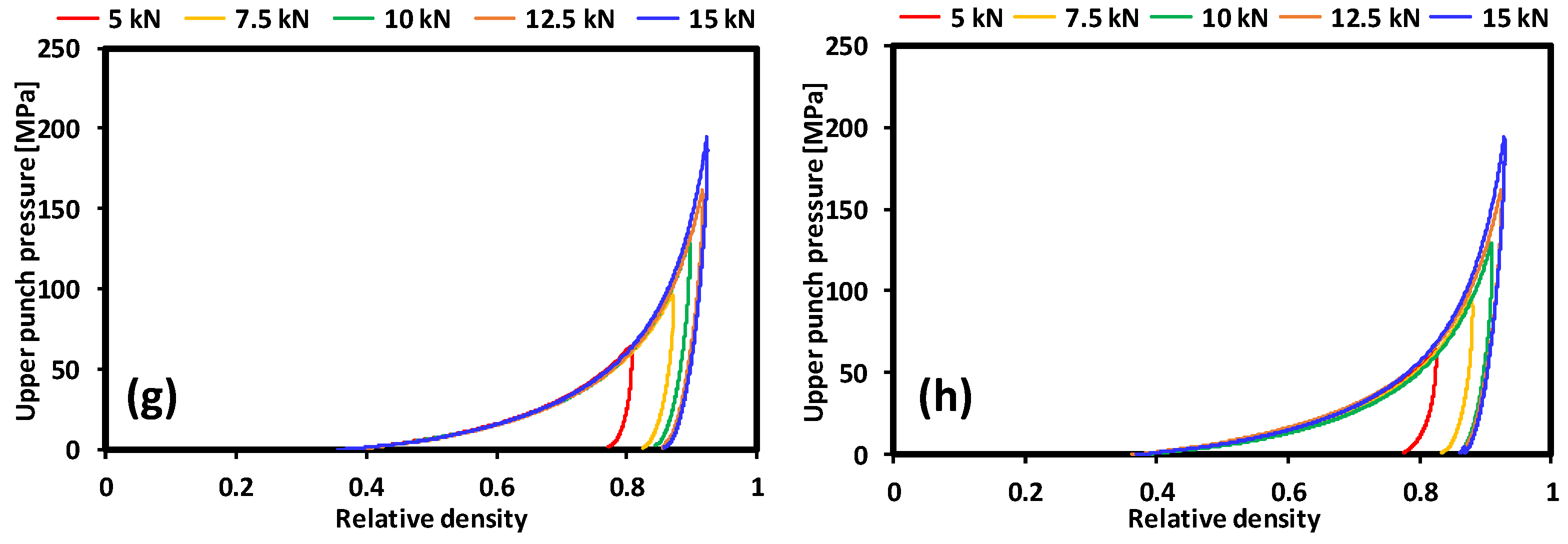
3.5. Out-of-Die and In-Die Compactability Analysis
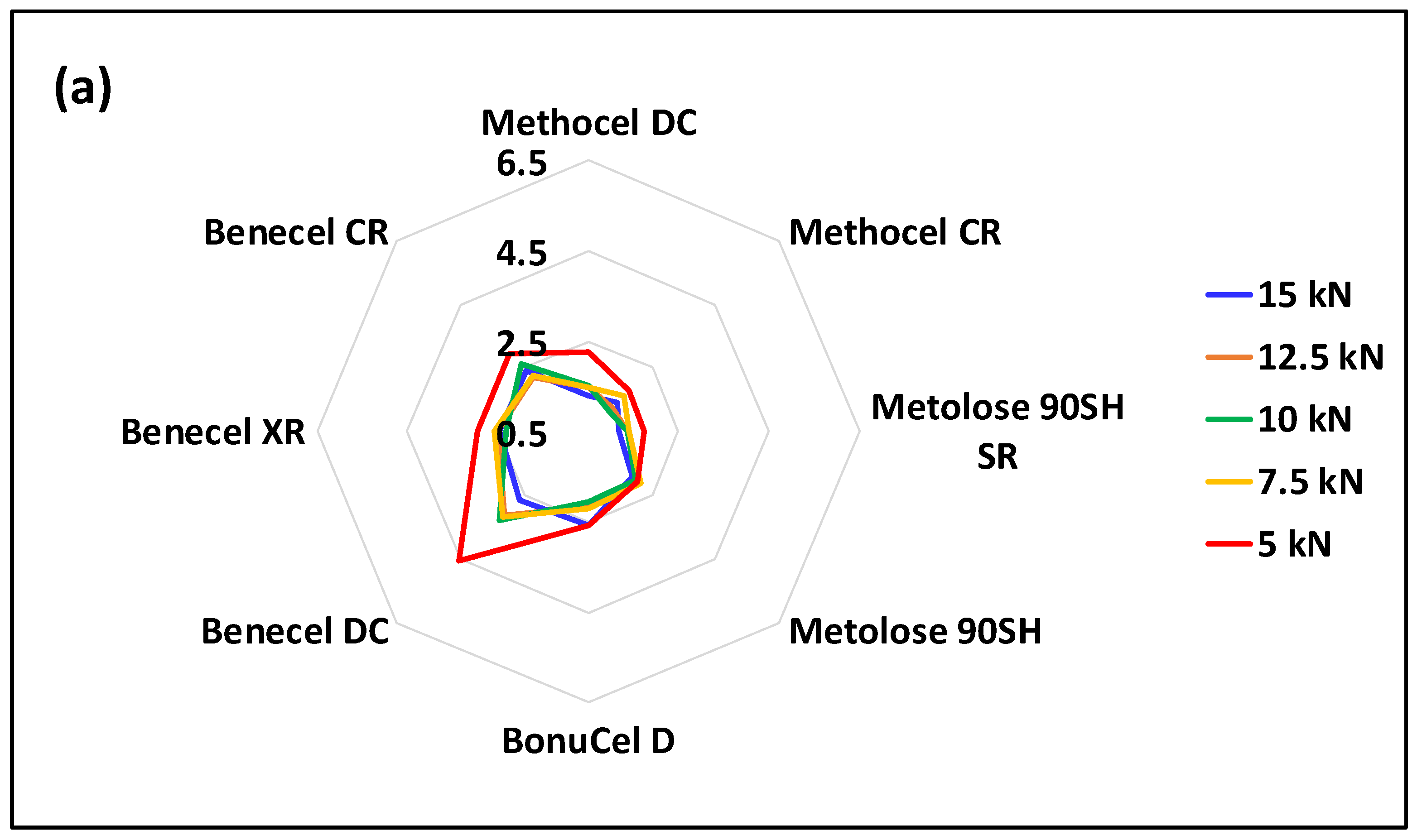
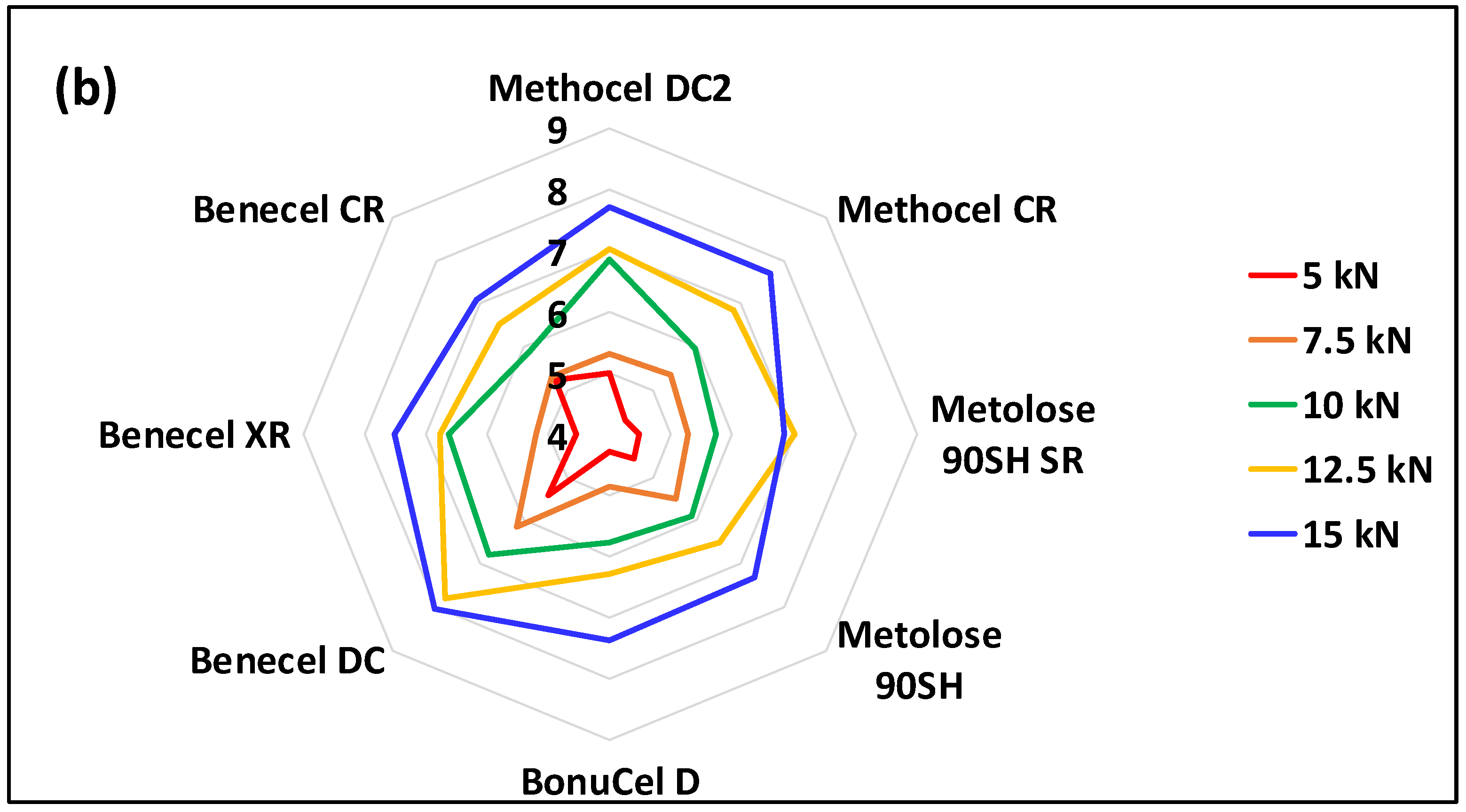
3.6. Out-of-Die and In-Die Axial Expansion
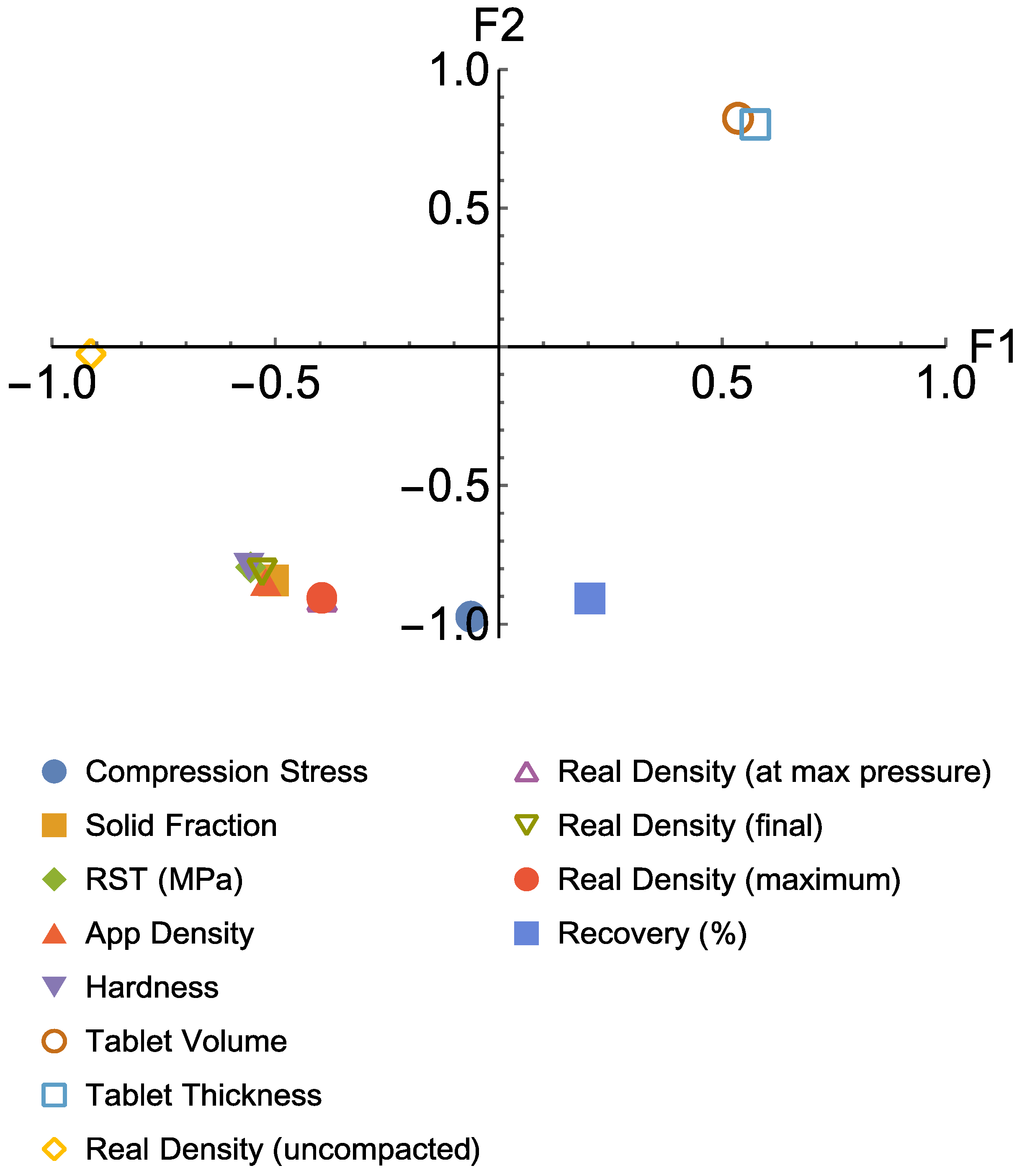
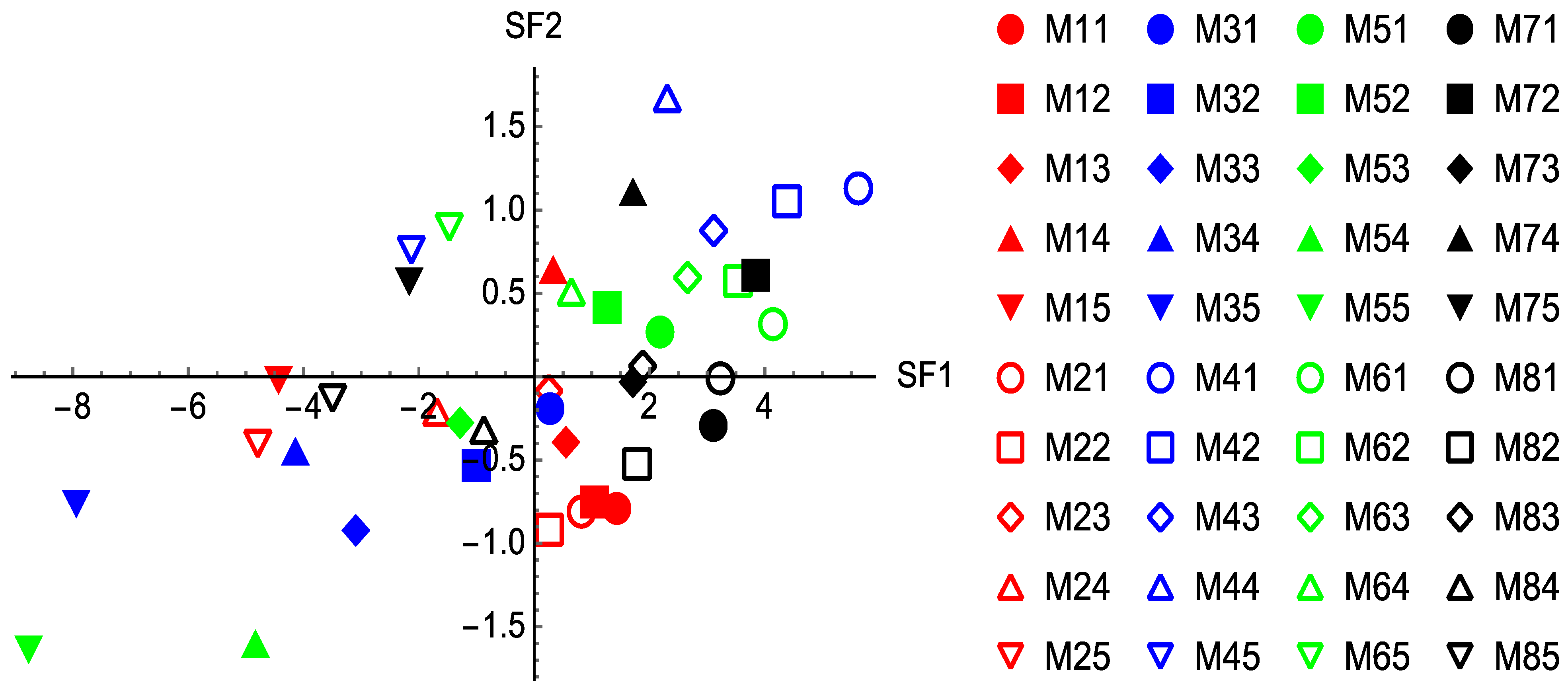
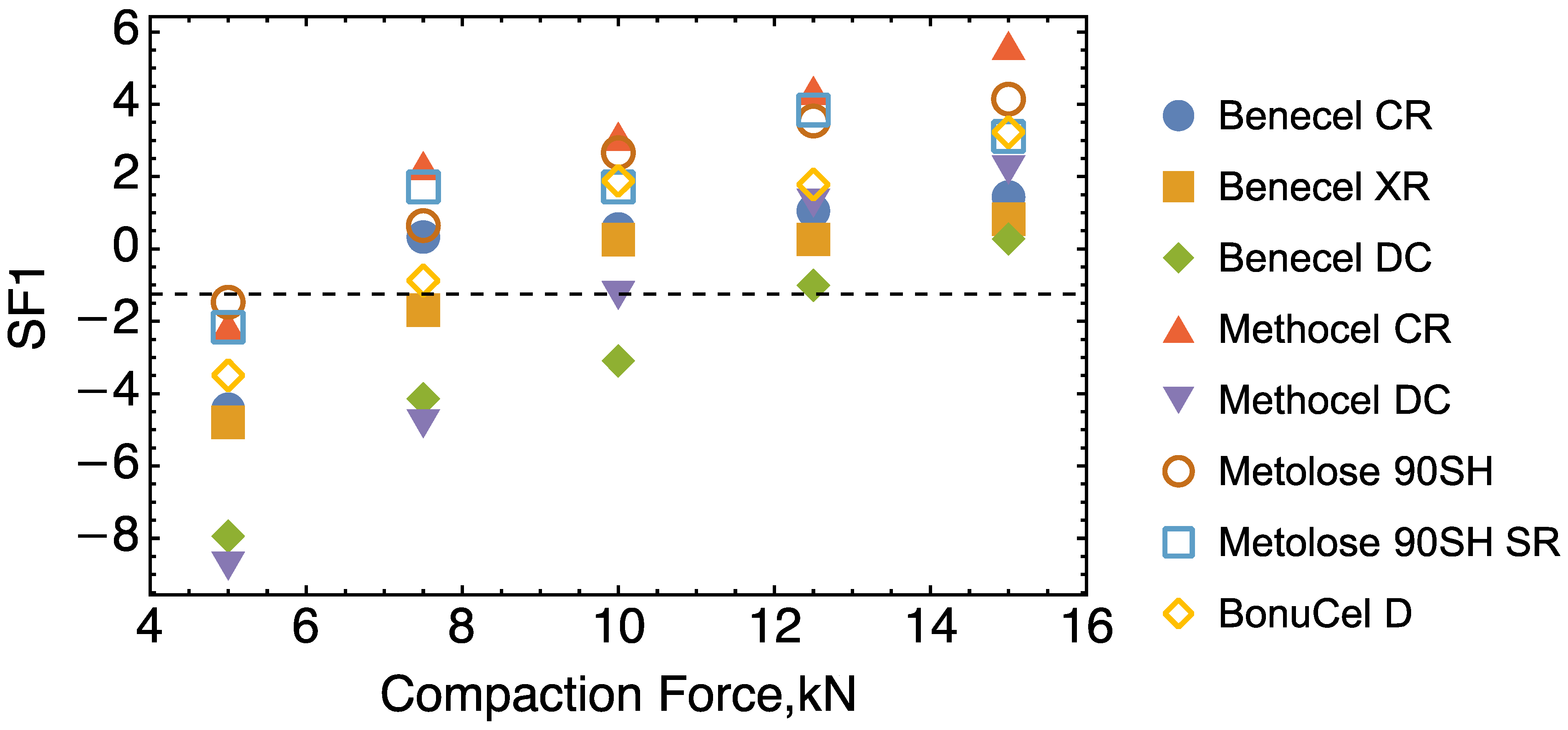
3.7. Factor Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Majumder, T.; Biswas, G.R.; Majee, S.B. Hydroxy Propyl Methyl Cellulose: Different Aspects in Drug Delivery. J. Pharm. Pharmacol. 2016, 4, 381–385. [Google Scholar] [CrossRef]
- Phadtare, D.; Phadtare, G.; Asawat, M. Hypromellose—A choice of polymer in extended-release tablet formulation. World J. Pharm. Pharm. Sci. 2014, 3, 551–566. [Google Scholar]
- Li, C.L.; Martini, L.G.; Ford, J.L.; Roberts, M. The use of hypromellose in oral drug delivery. J. Pharm. Pharmac. 2005, 57, 533–546. [Google Scholar] [CrossRef] [PubMed]
- Maderuelo, C.; Zarzuelo, A.; Lanao, J.M. Critical factors in the release of drugs from sustained release hydrophilic matrices. J. Control. Release 2011, 154, 2–19. [Google Scholar] [CrossRef] [PubMed]
- Pajander, J.; Baldursdottir, S.; Rantanen, J.; Østergaard, J. Behaviour of HPMC compacts investigated using UV-imaging. Int. J. Pharm. 2012, 427, 345–353. [Google Scholar] [CrossRef]
- Grdešič, P.; Vrečer, F.; Ilić, I. Flow and compaction properties of hypromellose: New directly compressible versus the established grades. Drug Dev. Ind. Pharm. 2016, 42, 1877–1886. [Google Scholar] [CrossRef]
- Wang, S.; Li, J.; Lin, X.; Feng, Y.; Kou, X.; Babu, S.; Panicucci, R. Novel coprocessed excipients composed of lactose, HPMC, and PVPP for tableting and its application. Int. J. Pharm. 2015, 486, 370–379. [Google Scholar] [CrossRef]
- Nokhodchi, A.; Rubinstein, M.H.; Ford, J.L. The effect of particle size and viscosity grade on the compaction properties of hydroxypropylmethylcellulose 2208. Int. J. Pharm. 1995, 126, 189–197. [Google Scholar] [CrossRef]
- Gustafsson, C.; Nyström, C.; Lennholm, H.; Bonferoni, M.C.; Caramella, C.M. Characteristics of hydroxypropyl methylcellulose influencing compactibility and prediction of particle and tablet properties by infrared spectroscopy. J. Pharm. Sci. 2003, 92, 494–504. [Google Scholar] [CrossRef]
- Nokhodchi, A.; Ford, J.L.; Rowe, P.H.; Rubinstein, M.H. The effects of compression rate and force on the compaction properties of different viscosity grades of hydroxypropylmethylcellulose 2208. Int. J. Pharm. 1996, 129, 21–31. [Google Scholar] [CrossRef]
- Tewari, D.; Titova, Y.A.; Beissner, B.; Durig, T. Coprocessed Silica Coated Polymer Composition. U.S. Patent 10,172,944, 8 January 2019. [Google Scholar]
- Allenspach, C.; Timmins, P.; Lumay, G.; Holman, J.; Minko, T. Loss-in-weight feeding, powder flow and electrostatic evaluation for direct compression hydroxypropyl methylcellulose (HPMC) to support continuous manufacturing. Int. J. Pharm. 2021, 596, 120259. [Google Scholar] [CrossRef] [PubMed]
- Allenspach, C.; Timmins, P.; Sharif, S.; Minko, T. Characterization of a novel hydroxypropyl methylcellulose (HPMC) direct compression grade excipient for pharmaceutical tablets. Int. J. Pharm. 2020, 583, 119343. [Google Scholar] [CrossRef] [PubMed]
- Edge, S.; Steele, D.F.; Chen, A.; Tobyn, M.J.; Staniforth, J.N. The mechanical properties of compacts of microcrystalline cellulose and silicified microcrystalline cellulose. Int. J. Pharm. 2000, 200, 67–72. [Google Scholar] [CrossRef]
- Tobyn, M.J.; McCarthy, G.P.; Staniforth, J.N.; Edge, S. Physicochemical comparison between microcrystalline cellulose and silicified microcrystalline cellulose. Int. J. Pharm. 1998, 169, 183–194. [Google Scholar] [CrossRef]
- Asare-Addo, K.; Kaialy, W.; Levina, M.; Rajabi-Siahboomi, A.; Ghori, M.U.; Supuk, E.; Laity, P.R.; Conway, B.R.; Nokhodchi, A. The influence of agitation sequence and ionic strength on in vitro drug release from hypromellose (E4M and K4M) ER matrices-The use of the USP III apparatus. Colloids Surf. B Biointerfaces 2013, 104, 54–60. [Google Scholar] [CrossRef]
- Timmins, P.; Desai, D.; Chen, W.; Wray, P.; Brown, J.; Hanley, S. Advances in mechanistic understanding of release rate control mechanisms of extended-release hydrophilic matrix tablets. Ther. Deliv. 2016, 7, 553–572. [Google Scholar] [CrossRef]
- Grdešič, P.; Paudel, A.; Ilić, I.G. High-Molecular-Weight Hypromellose from Three Different Suppliers: Effects of Compression Speed, Tableting Equipment, and Moisture on the Compaction. AAPS PharmSciTech 2020, 21, 203. [Google Scholar] [CrossRef]
- Wan, S.; Dai, C.; Bai, Y.; Xie, W.; Guan, T.; Sun, H.; Wang, B. Application of Multivariate Methods to Evaluate Differential Material Attributes of HPMC from Different Sources. ACS Omega 2021, 6, 28598–28610. [Google Scholar] [CrossRef]
- Aulton, M.E.; Taylor, K.M.G. Aulton’s Pharmaceutics: The Design and Manufacture of Medicines; Elsevier Health Sciences: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Alshafiee, M.; AlAlaween, W.H.; Markl, D.; Soundaranathan, M.; Almajaan, A.; Walton, K.; Blunt, L.; Asare-Addo, K. A predictive integrated framework based on the radial basis function for the modelling of the flow of pharmaceutical powders. Int. J. Pharm. 2019, 568, 118542. [Google Scholar] [CrossRef]
- Yu, W.; Muteki, K.; Zhang, L.; Kim, G. Prediction of bulk powder flow performance using comprehensive particle size and particle shape distributions. J. Pharm. Sci. 2011, 100, 284–293. [Google Scholar] [CrossRef]
- Laity, P.R.; Cameron, R.E. A small-angle X-ray scattering study of powder compaction. Powder Technol. 2008, 188, 119–127. [Google Scholar] [CrossRef]
- Sweeney, F.; Conway, B.R.; Laity, P.R.; Asare-Addo, K.; Šupuk, E. Using small-angle X-ray scattering to investigate the compaction behaviour of a granulated clay. Appl. Clay Sci. 2015, 108, 149–164. [Google Scholar] [CrossRef]
- Khatri, P.; Katikaneni, P.; Desai, D.; Minko, T. Evaluation of Affinisol® HPMC polymers for direct compression process applications. J. Drug Deliv. Sci. Technol. 2018, 47, 461–467. [Google Scholar] [CrossRef]
- Hardy, I.J.; Cook, W.G.; Melia, C.D. Compression and compaction properties of plasticised high molecular weight hydroxypropylmethylcellulose (HPMC) as a hydrophilic matrix carrier. Int. J. Pharm. 2006, 311, 26–32. [Google Scholar] [CrossRef] [PubMed]
- Liu, L. Application of ultrasound spectroscopy for nanoparticle sizing in high concentration suspensions: A factor analysis on the effects of concentration and frequency. Chem. Eng. Sci. 2009, 64, 5036–5042. [Google Scholar] [CrossRef]
- Cabelka, T.D.; Bellare, A.; Chan, K.C.A.; Dasbach, T.P.; Ender, K.B.; Jacob, K.V.; Scheid, R.E. Granular Material for Dosage Forms. U.S. Patent 8,877,249, 4 November 2014. [Google Scholar]
- Gamble, J.F.; Tobyn, M.; Hamey, R. Application of image-based particle size and shape characterization systems in the development of small molecule pharmaceuticals. J. Pharm. Sci. 2015, 104, 1563–1574. [Google Scholar] [CrossRef] [PubMed]
- Gamble, J.F.; Chiu, W.-S.; Tobyn, M. Investigation into the impact of sub-populations of agglomerates on the particle size distribution and flow properties of conventional microcrystalline cellulose grades. Pharm. Dev. Technol. 2011, 16, 542–548. [Google Scholar] [CrossRef] [PubMed]
- Etienne, J.; Martino PDi Guyot-Hermann, A.-M.; Jean-Claude, G. Compression Behaviour of Orthorhombic Paracetamol. Pharm. Res. 1998, 15, 1122–1130. [Google Scholar]
- Sun, C.C. Materials science tetrahedron—A useful tool for pharmaceutical research and development. J. Pharm. Sci. 2009, 98, 1671–1687. [Google Scholar] [CrossRef]
- Tye, C.K.; Sun, C.; Amidon, G.E. Evaluation of the effects of tableting speed on the relationships between compaction pressure, tablet tensile strength, and tablet solid fraction. J. Pharm. Sci. 2005, 94, 465–472. [Google Scholar] [CrossRef]
- Chang, S.Y.; Sun, C.C. Superior Plasticity and Tabletability of Theophylline Monohydrate. Mol. Pharm. 2017, 14, 2047–2055. [Google Scholar] [CrossRef] [PubMed]
- Rojas, J.; Buckner, I.; Kumar, V. Co-processed excipients with enhanced direct compression functionality for improved tableting performance. Drug Dev. Ind. Pharm. 2012, 38, 1159–1170. [Google Scholar] [CrossRef] [PubMed]
- Laity, P.R.; Cameron, R.E. A small-angle X-ray scattering study of local variations within powder compacts. Powder Technol. 2009, 192, 287–297. [Google Scholar] [CrossRef]
- Azhdar, B.; Stenberg, B.; Kari, L. Determination of springback gradient in the die on compacted polymer powders during high-velocity compaction. Polym. Test. 2006, 25, 114–123. [Google Scholar] [CrossRef]
- Halldin, G.W.; Kamel, I.L. Powder processing of ultra-high molecular weight polyethylene I, Powder characterization and compaction. Polym. Eng. Sci. 1977, 17, 21–26. [Google Scholar] [CrossRef]













Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mawla, N.; Alshafiee, M.; Gamble, J.; Tobyn, M.; Liu, L.; Walton, K.; Conway, B.R.; Timmins, P.; Asare-Addo, K. Comparative Evaluation of the Powder and Tableting Properties of Regular and Direct Compression Hypromellose from Different Vendors. Pharmaceutics 2023, 15, 2154. https://doi.org/10.3390/pharmaceutics15082154
Mawla N, Alshafiee M, Gamble J, Tobyn M, Liu L, Walton K, Conway BR, Timmins P, Asare-Addo K. Comparative Evaluation of the Powder and Tableting Properties of Regular and Direct Compression Hypromellose from Different Vendors. Pharmaceutics. 2023; 15(8):2154. https://doi.org/10.3390/pharmaceutics15082154
Chicago/Turabian StyleMawla, Nihad, Maen Alshafiee, John Gamble, Mike Tobyn, Lande Liu, Karl Walton, Barbara R. Conway, Peter Timmins, and Kofi Asare-Addo. 2023. "Comparative Evaluation of the Powder and Tableting Properties of Regular and Direct Compression Hypromellose from Different Vendors" Pharmaceutics 15, no. 8: 2154. https://doi.org/10.3390/pharmaceutics15082154