
Proof-of-Concept for Adjusted Surface Energies and Modified Fines as a Novel Concept in Particle Engineering for DPI Formulations


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Particle Size Distributions
2.2.2. Particle Engineering of DPI Carriers
2.2.3. Removal of Intrinsic Fines
2.2.4. Particle Engineering of Extrinsic Fines
2.2.5. Surface Area and Surface Energy Determination
2.2.6. Production of Interactive Blends
2.2.7. Aerodynamic Assessment
2.2.8. Quantification of Drug Content
3. Results and Discussion
3.1. Proof-of-Concept for Carrier Surface Energies Affecting Drug Detachment
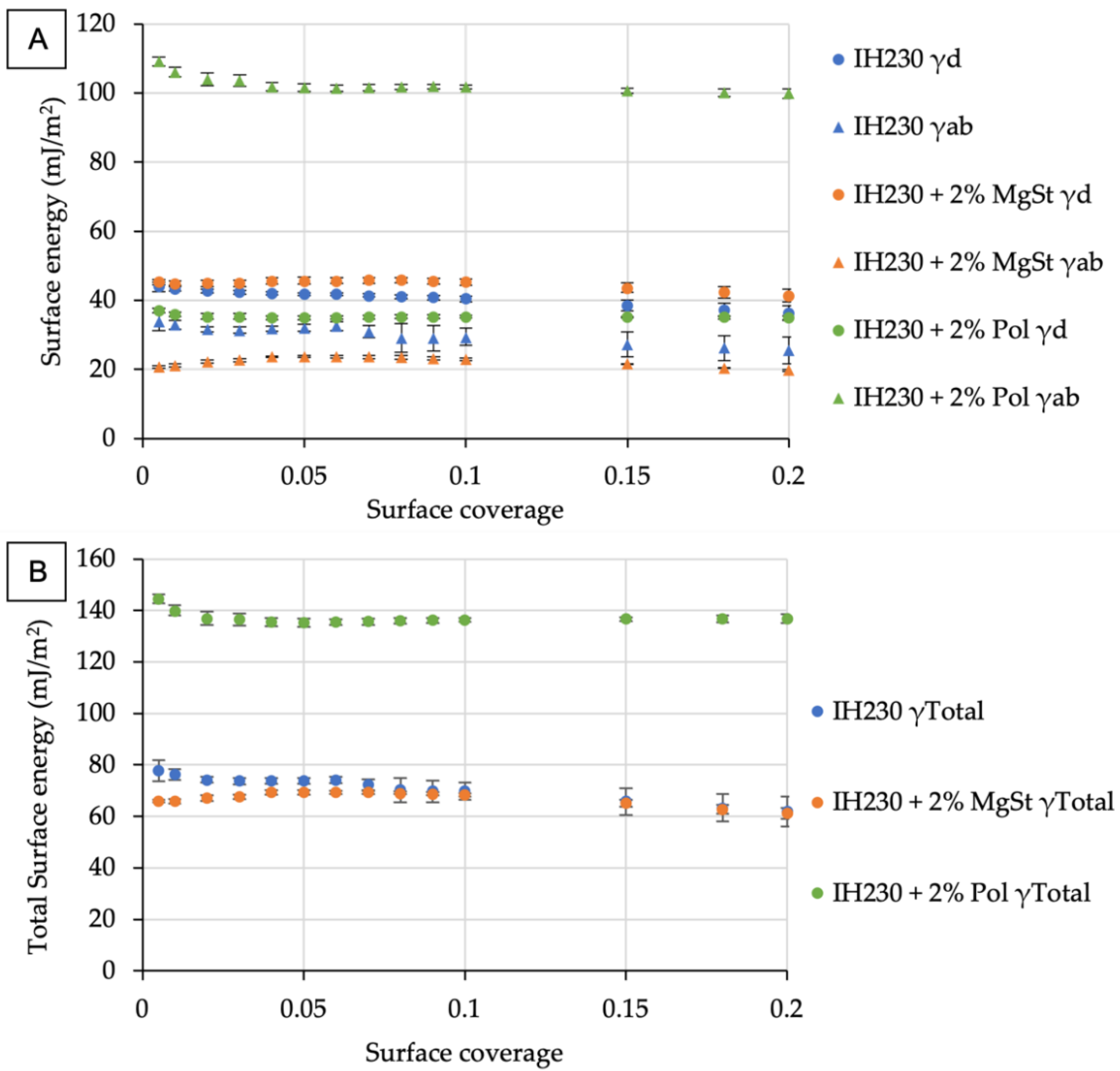
3.1.1. Creating a Portfolio of Different Carrier Surface Energies by Dry Particle Coating
3.1.2. Binary Blends for Inhalation Using the Engineered Carrier Particles
3.2. Particle Engineering of Extrinsic Fines Enables Surface Energy Matching with the Drug
3.2.1. Evaluation of Particle Engineering Methods
3.2.2. Ternary Blends for Inhalation Using the Engineered Fines
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Shah, U.V.; Wang, Z.; Olusanmi, D.; Narang, A.S.; Hussain, M.A.; Tobyn, M.J.; Heng, J.Y.Y. Effect of Milling Temperatures on Surface Area, Surface Energy and Cohesion of Pharmaceutical Powders. Int. J. Pharm. 2015, 495, 234–240. [Google Scholar] [CrossRef] [PubMed]
- Marek, S.; Smyth, H.D.C.; Garcia-Contreras, L.; Cooney, D.J.; Garmise, R.J.; Jones, L.D.; Hickey, A.J. Medicinal and Pharmaceutical Aerosols. In Aerosols Handbook: Measurement, Dosimetry, and Health Effects; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Begat, P.; Morton, D.A.V.; Shur, J.; Kippax, P.; Staniforth, J.N.; Price, R. The Role of Force Control Agents in High-Dose Dry Powder Inhaler Formulations. J. Pharm. Sci. 2009, 98, 2770–2783. [Google Scholar] [CrossRef] [PubMed]
- Begat, P.; Price, R.; Harris, H.; Morton, D.A.; Staniforth, J.N. The Influence of Force Control Agents on the Cohesive-Adhesive Balance in Dry Powder Inhaler Formulations. KONA Powder Part. J. 2005, 23, 109–121. [Google Scholar] [CrossRef] [Green Version]
- Mehta, P. Imagine the Superiority of Dry Powder Inhalers from Carrier Engineering. J. Drug Deliv. 2018, 2018, 5635010. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumon, M.; Machida, S.; Suzuki, M.; Kusai, A.; Yonemochi, E.; Terada, K. Application and Mechanism of Inhalation Profile Improvement of DPI Formulations by Mechanofusion with Magnesium Stearate. Chem. Pharm. Bull. 2008, 56, 617–625. [Google Scholar] [CrossRef] [Green Version]
- Desai, S.S.; Aher, A.A.; Kadaskar, P.T. Methods for Reduction of Cohesive Forces between Carrier and Drug in DPI Formulation. Drug Dev. Ind. Pharm. 2013, 39, 1589–1598. [Google Scholar] [CrossRef]
- Kumon, M.; Suzuki, M.; Kusai, A.; Yonemochi, E.; Terada, K. Novel Approach to DPI Carrier Lactose with Mechanofusion Process with Additives and Evaluation by IGC. Chem. Pharm. Bull 2006, 54, 1508–1514. [Google Scholar] [CrossRef] [Green Version]
- Guchardi, R.; Frei, M.; John, E.; Kaerger, J.S. Influence of Fine Lactose and Magnesium Stearate on Low Dose Dry Powder Inhaler Formulations. Int. J. Pharm. 2008, 348, 10–17. [Google Scholar] [CrossRef]
- Hou, S.; Wu, J.; Li, X.; Shu, H. Practical, Regulatory and Clinical Considerations for Development of Inhalation Drug Products. Asian J. Pharm. Sci. 2015, 10, 490–500. [Google Scholar] [CrossRef] [Green Version]
- Koskela, J.; Morton, D.A.; Stewart, P.J.; Juppo, A.M.; Lakio, S. The Effect of Mechanical Dry Coating with Magnesium Stearate on Flowability and Compactibility of Plastically Deforming Microcrystalline Cellulose Powders. Int. J. Pharm. 2018, 537, 64–72. [Google Scholar] [CrossRef]
- Young, P.M.; Cocconi, D.; Colombo, P.; Bettini, R.; Price, R.; Steele, D.F.; Tobyn, M.J. Characterization of a Surface Modified Dry Powder Inhalation Carrier Prepared by Particle Smoothing. J. Pharm. Pharm. 2002, 54, 1339–1344. [Google Scholar] [CrossRef] [PubMed]
- Das, S.C.; Zhou, Q.; Morton, D.A.V.; Larson, I.; Stewart, P.J. Use of Surface Energy Distributions by Inverse Gas Chromatography to Understand Mechanofusion Processing and Functionality of Lactose Coated with Magnesium Stearate. Eur. J. Pharm. Sci. 2011, 43, 325–333. [Google Scholar] [CrossRef] [PubMed]
- Bungert, N.; Kobler, M.; Scherließ, R. In-Depth Comparison of Dry Particle Coating Processes Used in DPI Particle Engineering. Pharmaceutics 2021, 13, 580. [Google Scholar] [CrossRef]
- Jones, M.D.; Price, R. The Influence of Fine Excipient Particles on the Performance of Carrier-Based Dry Powder Inhalation Formulations. Pharm. Res. 2006, 23, 1665–1674. [Google Scholar] [CrossRef] [PubMed]
- Grasmeijer, F.; Lexmond, A.J.; van den Noort, M.; Hagedoorn, P.; Hickey, A.J.; Frijlink, H.W.; de Boer, A.H. New Mechanisms to Explain the Effects of Added Lactose Fines on the Dispersion Performance of Adhesive Mixtures for Inhalation. PLoS ONE 2014, 9, e87825. [Google Scholar] [CrossRef] [PubMed]
- Kinnunen, H.; Hebbink, G.; Peters, H.; Huck, D.; Makein, L.; Price, R. Extrinsic Lactose Fines Improve Dry Powder Inhaler Formulation Performance of a Cohesive Batch of Budesonide via Agglomerate Formation and Consequential Co-Deposition. Int. J. Pharm. 2015, 478, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Bungert, N.; Kobler, M.; Scherließ, R. Surface Energy Considerations in Ternary Powder Blends for Inhalation. Int. J. Pharm. 2021, 609, 121189. [Google Scholar] [CrossRef]
- della Volpe, C.; Siboni, S. Acid–Base Surface Free Energies of Solids and the Definition of Scales in the Good–van Oss–Chaudhury Theory. J. Adhes. Sci. Technol. 2000, 14, 235–272. [Google Scholar] [CrossRef]
- Anett Kondor Daryl, R.; Williams Daniel, J. Burnett Determination of Acid-Base Component of the Surface Energy by Inverse Gas Chromatography: IGC SEA Application Note 227; Surface Measurement Systems: London, UK, 2014. [Google Scholar]
- Ylä-Mäihäniemi, P.P.; Heng, J.Y.Y.; Thielmann, F.; Williams, D.R. Inverse Gas Chromatographic Method for Measuring the Dispersive Surface Energy Distribution for Particulates. Langmuir 2008, 24, 9551–9557. [Google Scholar] [CrossRef]
- de Boer, A.H.; Hagedoorn, P.; Gjaltema, D.; Goede, J.; Frijlink, H.W. Air Classifier Technology (ACT) in Dry Powder Inhalation. Int. J. Pharm. 2006, 310, 81–89. [Google Scholar] [CrossRef]
- De Boer, A.H.; Hagedoorn, P.; Gjaltema, D.; Goede, J.; Kussendrager, K.D.; Frijlink, H.W. Air Classifier Technology (ACT) in Dry Powder Inhalation Part 2. The Effect of Lactose Carrier Surface Properties on the Drug-to-Carrier Interaction in Adhesive Mixtures for Inhalation. Int. J. Pharm. 2003, 260, 201–216. [Google Scholar] [CrossRef]
- Williams, D.R. Particle Engineering in Pharmaceutical Solids Processing: Surface Energy Considerations. Curr. Pharm. Des. 2015, 2677–2694. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lau, M.; Young, P.M.; Traini, D. A Review of Co-Milling Techniques for the Production of High Dose Dry Powder Inhaler Formulation. Drug Dev. Ind. Pharm. 2017, 43, 1229–1238. [Google Scholar] [CrossRef] [PubMed]
- Stank, K.; Steckel, H. Physico-Chemical Characterisation of Surface Modified Particles for Inhalation. Int. J. Pharm. 2013, 448, 9–18. [Google Scholar] [CrossRef] [PubMed]
- Kinnunen, H.; Hebbink, G.; Peters, H.; Shur, J.; Price, R. An Investigation into the Effect of Fine Lactose Particles on the Fluidization Behaviour and Aerosolization Performance of Carrier-Based Dry Powder Inhaler Formulations. AAPS PharmSciTech 2014, 15, 898–909. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Packham, D.E. Theories of Fundamental Adhesion; Springer: Berlin/Heidelberg, Germany, 2017; ISBN 978-3-319-42087-5. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carrier | FPF Ipratropium (%) | FPF Fenoterol (%) | ||
|---|---|---|---|---|
| IH230 | 23.2 | (1.9) | 11.9 | (2.1) |
| IH230 + 2% MgSt | 57.0 | (0.1) | 56.1 | (0.6) |
| IH230 + 2% Pol | 21.1 | (1.6) | 11.1 | (0.7) |
| Carrier Blend | FPF Ipratropium (%) | FPF Fenoterol (%) | ||
|---|---|---|---|---|
| IH230rF + IH400 | 50.5 | (2.4) | 46.9 | (1.3) |
| IH230rF + IH400 + 10% MgSt | 47.9 | (2.5) | 62.9 | (0.8) |
| IH230rF + IH400 + 10% Pol | 45.0 | (1.8) | 38.9 | (2.5) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bungert, N.; Kobler, M.; Scherließ, R. Proof-of-Concept for Adjusted Surface Energies and Modified Fines as a Novel Concept in Particle Engineering for DPI Formulations. Pharmaceutics 2022, 14, 951. https://doi.org/10.3390/pharmaceutics14050951
Bungert N, Kobler M, Scherließ R. Proof-of-Concept for Adjusted Surface Energies and Modified Fines as a Novel Concept in Particle Engineering for DPI Formulations. Pharmaceutics. 2022; 14(5):951. https://doi.org/10.3390/pharmaceutics14050951
Chicago/Turabian StyleBungert, Nicholas, Mirjam Kobler, and Regina Scherließ. 2022. "Proof-of-Concept for Adjusted Surface Energies and Modified Fines as a Novel Concept in Particle Engineering for DPI Formulations" Pharmaceutics 14, no. 5: 951. https://doi.org/10.3390/pharmaceutics14050951