
Mini Cleanroom for the Manufacture of Advanced Therapy Medicinal Products (ATMP): Bioengineered Corneal Epithelium

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
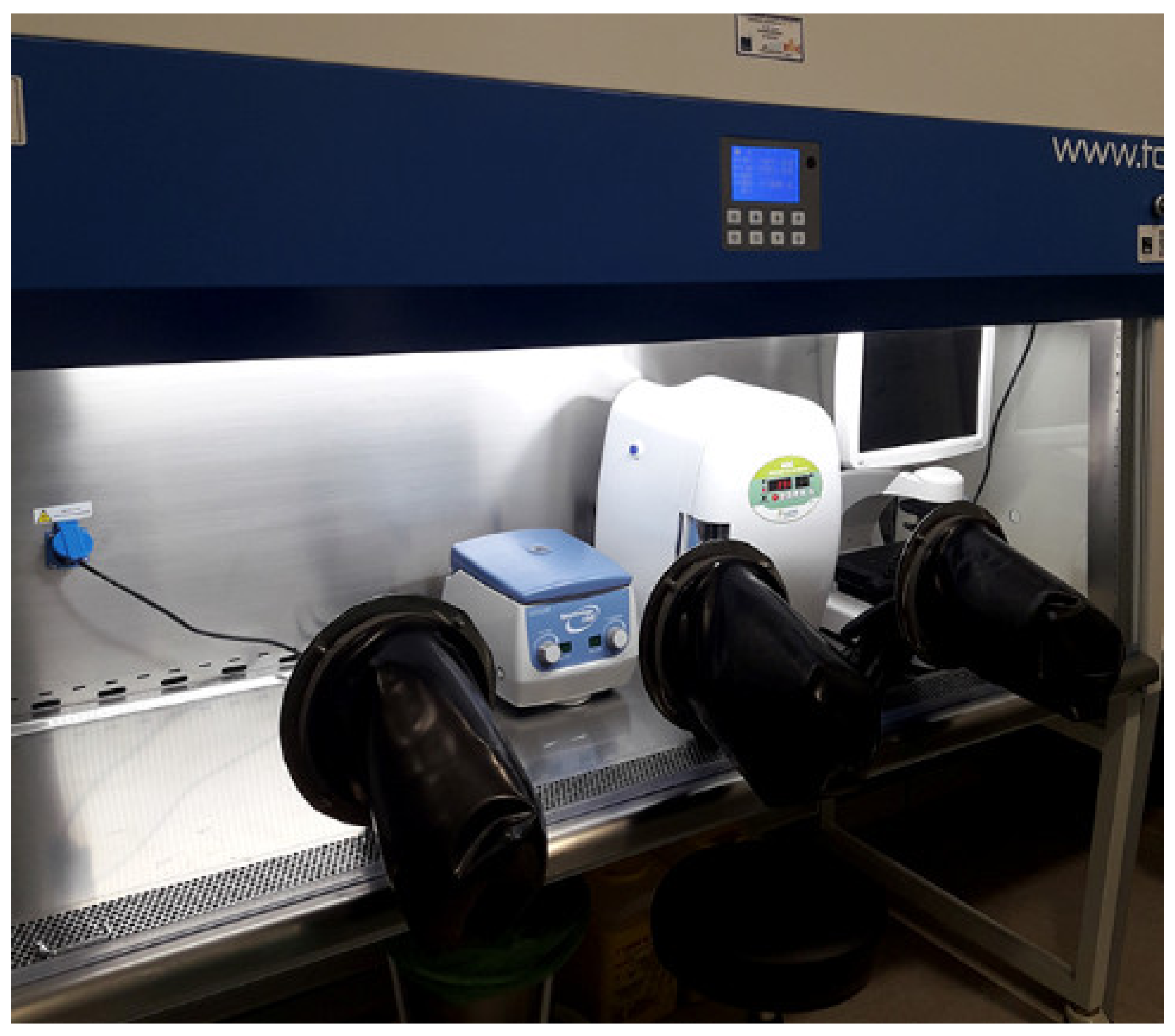
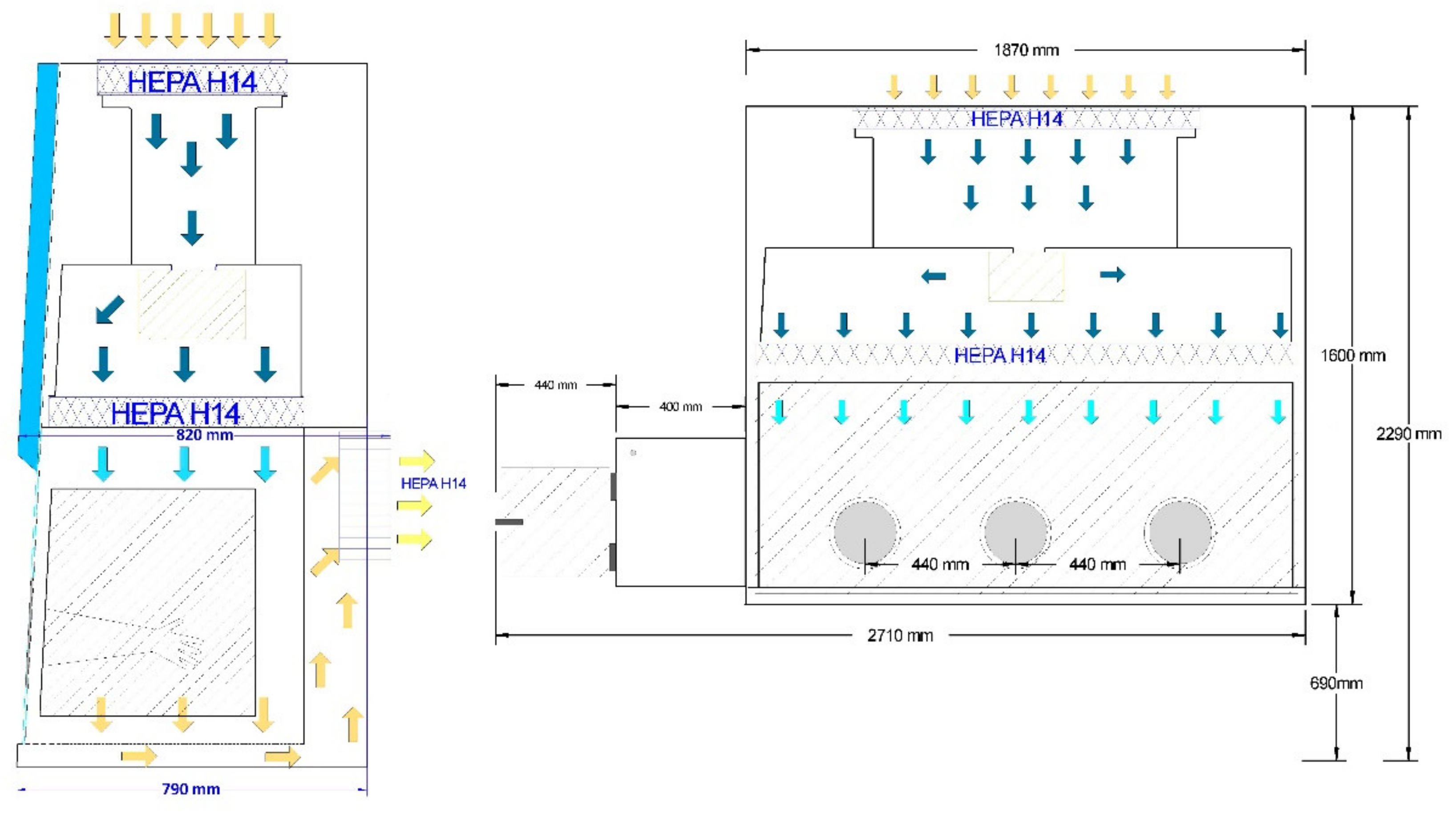
2.1. Mini Cleanroom Design
- Dimensions that allow the installation of all the equipment necessary for production (cell incubator, centrifuge and phase-contrast microscope with monitor)
- Lateral Special Airlock System (SAS) with double door lock
- Universal serial bus (USB), High-Definition Multimedia Interface (HDMI) and alternative current/discontinuous current (AC/DC) connectors
2.2. Qualification of the Mini Cleanroom
2.2.1. Installation Qualification (IQ)
- Isolator model and serial number
- Details of the supplier and manufacturer
- Installation date
- Mini cleanroom designed in accordance with design specification and requirements
- Verification of isolator elements
- Operating and working instructions, maintenance requirements and certificate of OQ at source
2.2.2. Operational Qualification (OQ)
- Particle counts for cleanroom air quality classification according to ISO 14644-1 [8]
- Airflow velocity measurement
- Testing installed HEPA filter
- Air flow distribution test
- Weekly environmental monitoring (3 weeks) including air sample on individual tryptic soy and Sabouraud’s dextrose agar settling plates (Biomérieux, Marcy-l’Étoile, France) exposed for less than 4 h. Surface samples including isolator walls and equipment
- Weekly counting particle counts (3 weeks) using an HHPC 3+ counter (0.3 µm) (HACH®, London, OR, Canada)
- Weekly monitoring of control panel parameters ensuring that alert and action limits are not exceeded (3 weeks)
- Weekly cleaning of the mini cleanroom as per SOP (3 weeks)
2.2.3. Performance Qualification (PQ)
- Cleaning of mini cleanroom for four months
- Environmental monitoring of mini cleanroom for four months
- Particle count monitoring of mini cleanroom for four months
- Control panel monitoring for four months
2.3. Quality Program According to GMP Procedures
- Adequate staff training
- Appropriate facilities and equipment for intended use with adequate cleaning and maintenance
- A document system with appropriate specifications of the materials used in the production process as well as of the finished product which comply with the defined specifications, keeping the appropriate records.
- A clearly defined production process
- A quality control system independent of the production system
- A self-assessment system
- Quality defects and process deviations are identified, causes are investigated and corrective and/or preventive measures are taken
- Traceability of the ATMP manufactured and the materials used in the production process
2.4. ATMP Production in the Mini Cleanroom
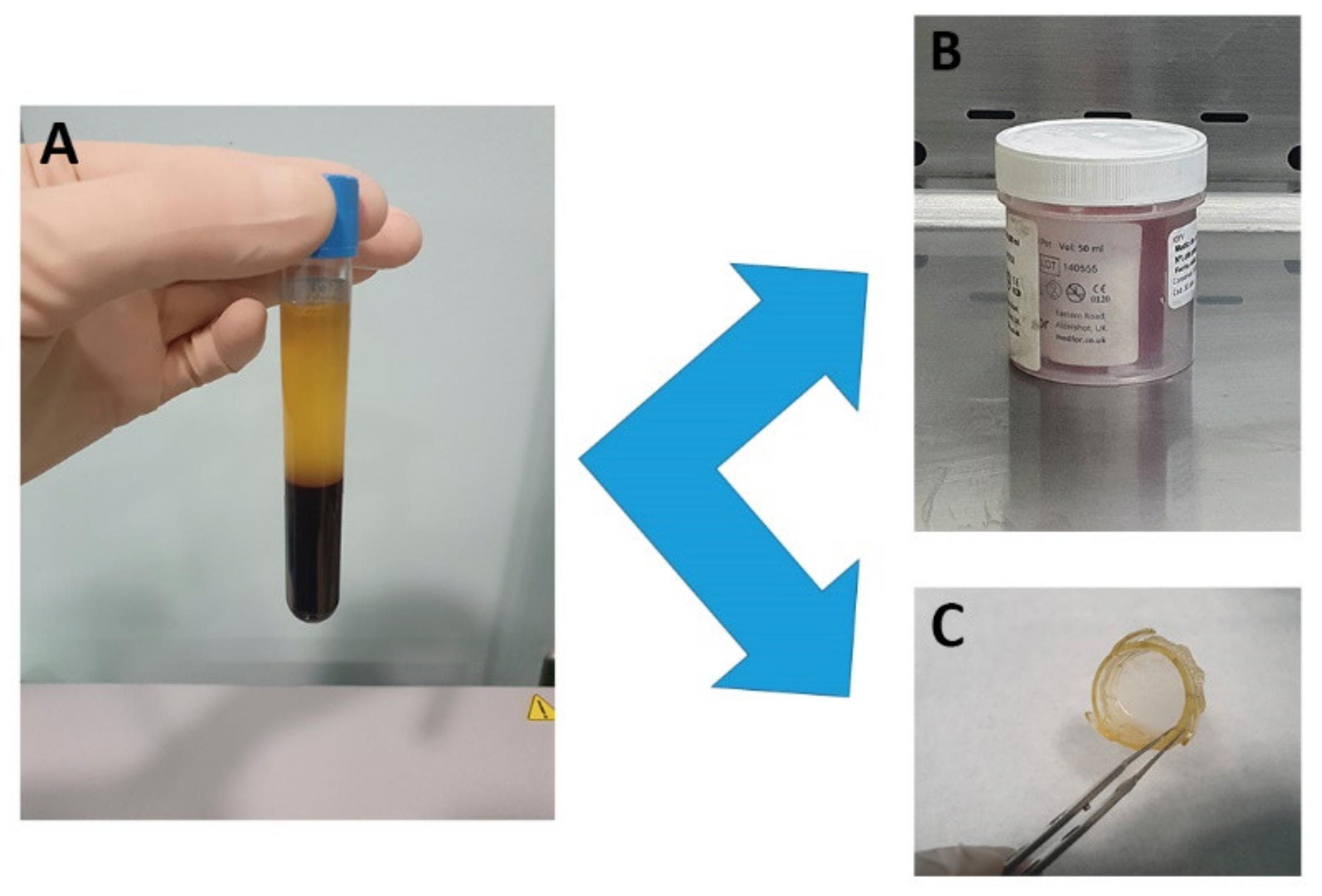
2.4.1. Preparing the Culture Medium and PRGF Membranes for the Production of Bioengineered Corneal Epithelium
2.4.2. Establishing the Primary Culture
2.4.3. Medium Changes
2.4.4. Culturing LSC on the PRGF Membranes to Prepare the Bioengineered Corneal Epithelium
2.4.5. Final Release of ATMP
2.4.6. Quality Control
Process Quality Control
Product Quality Control
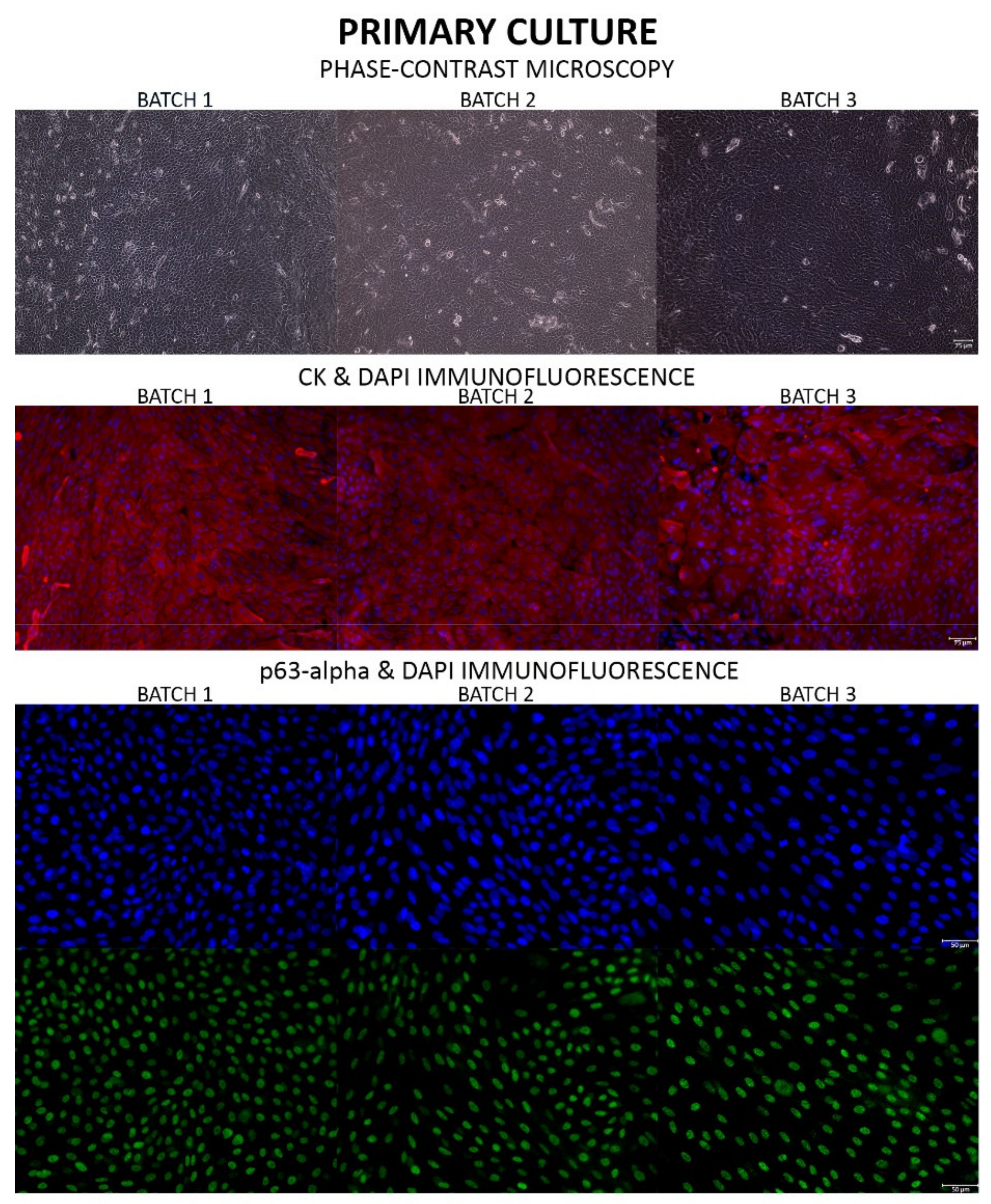
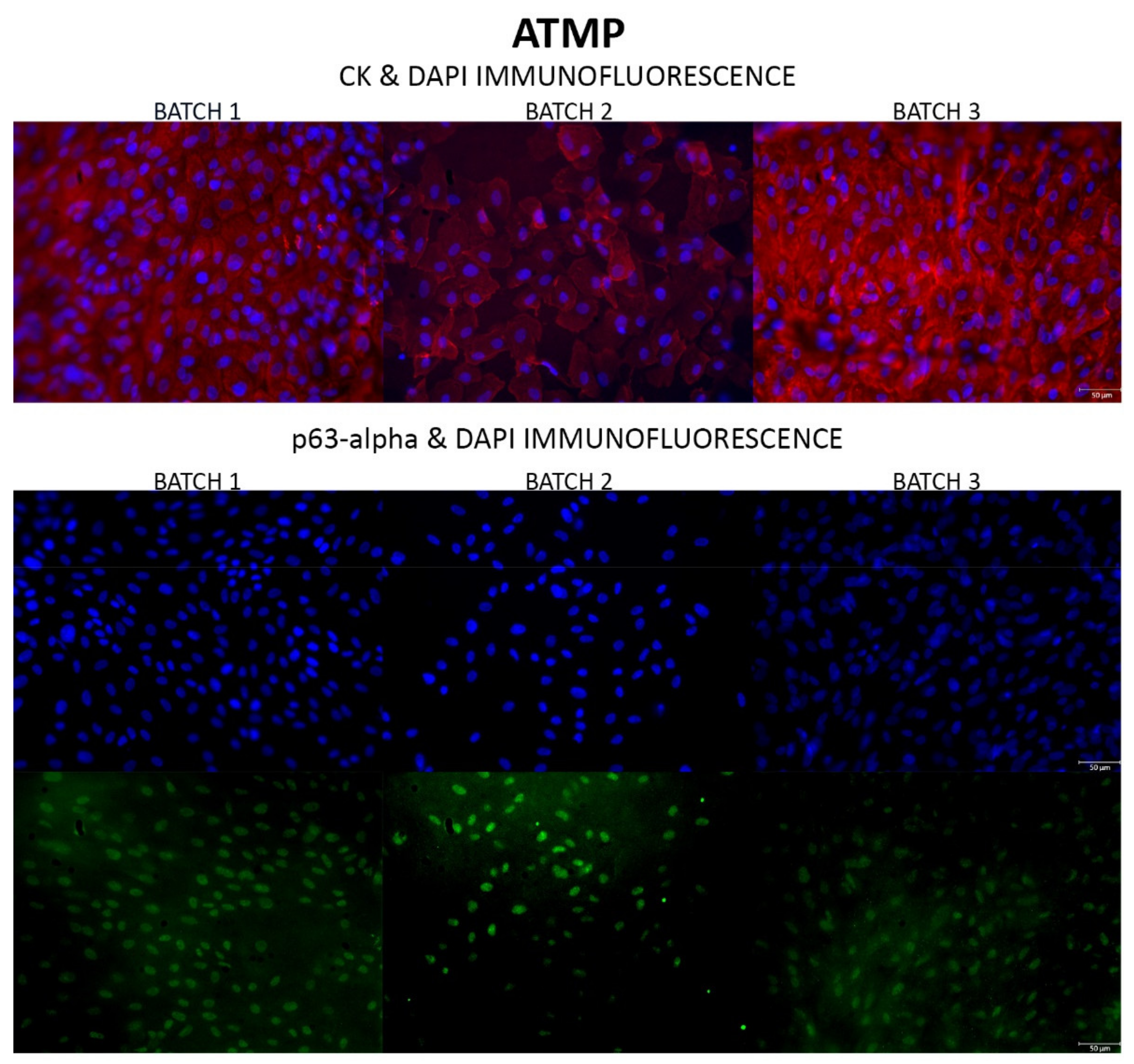
- Examine the morphology by phase-contrast microscopy and CK immunofluorescence and determine the percentage of p63-alpha positive cells (LSC) in the primary culture using the immunofluorescence technique described above
- Count the number of cells of five photos of random fields at 20x magnification in the ATMP by DAPI staining
- Through p63-alpha immunofluorescence, confirm the presence of the LSC in the final ATMP
- Microbiological control of the manufactured ATMP consisting of an initial (plasma and limbal tissue), intermediate (supernatant) and final microbiological analysis by an external laboratory according to Chapter 2.6.1 of the European Pharmacopoeia [12], which previously had validated the growth promotion of the culture medium (aerobes, anaerobes, mycoplasma and endotoxins).
3. Results
3.1. Mini Cleanroom Design
3.2. Qualification of Mini Cleanroom
3.2.1. Installation Qualification (IQ)
3.2.2. Operational Qualification (OQ)
3.2.3. Performance Qualification (PQ)
3.3. Quality Program according to GMP Procedures
- General SOPs: for general operations and activities related to the procedure to be carried out
- Control SOPs: describing the operations to carry out for environmental controls of the isolator and quality control of the ATMP
- Production SOPs: describing operations directly related to ATMP production
- Equipment operating and maintenance SOPs: describing the operations to be carried out for proper operation and maintenance of the different devices
- Qualification SOPs: describing the operations that must be carried out to confirm that the qualified devices comply with the manufacturer instructions and with GMP
- Validation SOPs: describing the operations that must be carried out for documented evidence that a process meets the specifications and/or quality characteristics defined
3.4. ATMP Production in the Mini Cleanroom
3.4.1. Process Quality Controls
3.4.2. Product Quality Control
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pellegrini, G.; Ardigò, D.; Milazzo, G.; Iotti, G.; Guatelli, P.; Pelosi, D.; De Luca, M. Navigating Market Authorization: The PathHoloclar Took to Become the First Stem Cell Product Approved in the European Union. Stem Cells Transl. Med. 2018, 7, 146–154. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dereli, C.G.; Akdere, Ö.E.; Can, M.E.; Aydın, B.; Cagil, N.; Gümüşderelioğlu, M. A completely human-derived biomaterial mimicking limbal niche: Platelet-rich fibrin gel. Exp. Eye Res. 2018, 173, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Riestra, A.C.; Vazquez, N.; Chacón, M.; Berisa, S.; Sánchez-Ávila, R.M.; Orive, G.; Anitua, E.; Meana, A.; Merayo-Lloves, J. Autologous method for ex vivo expansion of human limbal epithelial progenitor cells based on plasma rich in growth factors technology. Ocul. Surf. 2017, 15, 248–256. [Google Scholar] [CrossRef] [PubMed]
- Regulation (EC) No. 1394/2007 of the European Parliament and of the Council of 13 November 2007 on Advanced Therapy. Medicinal Products and Amending Directive 2001/83/EC and Regulation (EC) No. 726/. Available online: https://eur-lex.europa.eu/legal-content/ES/TXT/?uri=CELEX%3A32007R1394 (accessed on 17 March 2021).
- Real Decreto 477/2014, de 13 de Junio, Por el Que se Regula la Autorización de Medicamentos de Terapia Avanzada de Fabricación no Industrial. Available online: https://www.boe.es/eli/es/rd/2014/06/13/477 (accessed on 8 May 2021).
- Commission Directive 2003/94/EC of 8 October 2003 Laying down the Principles and Guidelines of Good Manufacturing Practice in Respect of Medicinal Products for Human Use and Investigational Medicinal Products for Human Use. Available online: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjSzcO53rTyAhUJzhoKHZTNDcgQFnoECAMQAQ&url=https%3A%2F%2Feur-lex.europa.eu%2FLexUriServ%2FLexUriServ.do%3Furi%3DOJ%3AL%3A2003%3A262%3A0022%3A0026%3Aen%3APDF&usg=AOvVaw3XMXw295TdZCUMsXvFg8sr (accessed on 18 March 2021).
- Spanish Law of Medicinal Product: Real Decreto Legislativo 1/2015, de 24 de Julio, por el Que se Aprueba el Texto Refundido de la Ley de Garantías y uso Racional de los Medicamentos y Productos Sanitarios. 2006. Available online: https://www.boe.es/eli/es/rdlg/2015/07/24/1 (accessed on 1 June 2021).
- Clean Rooms and Associated Controlled Environments. Part 1: Classification of Air Cleanliness. International Organization for Standardization. ISO 14644-1:2015. Available online: https://www.en.une.org/encuentra-tu-norma/busca-tu-norma/iso/?c=053394 (accessed on 7 May 2021).
- Anitua, E.; de la Fuente, M.; Muruzabal, F.; Riestra, A.; Merayo-Lloves, J.; Orive, G. Plasma rich in growth factors (PRGF) eye drops stimulates scarless regeneration compared to autologous serum in the ocular surface stromal fibroblasts. Exp. Eye Res. 2015, 135, 118–126. [Google Scholar] [CrossRef] [PubMed]
- Anitua, E.; Muruzabal, F.; Tayebba, A.; Riestra, A.; Perez, V.L.; Merayo-Lloves, J.; Orive, G. Autologous serum and plasma rich in growth factors in ophthalmology: Preclinical and clinical studies. Acta Ophthalmol. 2015, 93, e605–e614. [Google Scholar] [CrossRef] [PubMed]
- Regulation (EC) No. 2004/23 of the European Parliament and of the Council of 31 March 2004 on Setting Standards of Quality and Safety for the Donation, Procurement, Testing, Processing, Preservation, Storage and Distribution of Human Tissues and Cells. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:32004L0023 (accessed on 8 May 2021).
- Council of Europe. European Pharmacopoeia, 10th ed.; EDQM: Strasbourg, France, 2019. [Google Scholar]
- EN1822 Regulation. Available online: https://www.une.org/ (accessed on 20 April 2021).
- de Wilde, S.; Coppens, D.G.M.; Hoekman, J.; de Bruin, M.L.; Leufkens, H.G.M.; Guchelaar, H.J.; Meij, P. EU decision-making for marketing authorization of advanced therapy medicinal products: A case study. Drug Discov. Today 2018, 23, 1328–1333. [Google Scholar] [CrossRef] [PubMed]
- Morrow, D.; Ussi, A.; Migliaccio, G. Addressing Pressing Needs in the Development of Advanced Therapies. Front. Bioeng. Biotechnol. 2017, 25, 55. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Moutsatsou, P.; Ochs, J.; Schmitt, R.H.; Hewitt, C.J.; Hanga, M.P. Automation in cell and gene therapy manufacturing: From past to future. Biotechnol. Lett. 2019, 41, 1245–1253. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- European Medicines Agency. Luxturna. Available online: https://www.ema.europa.eu/en/medicines/human/EPAR/luxturna (accessed on 4 February 2021).
- Sacchetti, M.; Rama, P.; Bruscolini, A.; Lambiase, A. Limbal stem cell transplantation: Clinical results, limits, and perspectives. Stem Cells Int. 2018, 18, 8086269. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- European Medicines Agency. Holoclar. Available online: https://www.ema.europa.eu/en/medicines/human/EPAR/holoclar (accessed on 4 February 2021).
- Advanced Therapies Approved in Spain. Available online: https://www.aemps.gob.es/medicamentos-de-uso-humano/terapias-avanzadas/autorizaciones-de-uso-de-medicamentos-de-terapia-avanzada/ (accessed on 27 March 2021).
- Sánchez-Ávila, R.M.; Vázquez, N.; Chacón, M.; Persinal-Medina, M.; Brea-Pastor, A.; Berisa-Prado, S.; Fernández-Vega-Cueto, L.; Anitua, E.; Meana, Á.; Merayo-Lloves, J. Fibrin-Plasma Rich in Growth Factors Membrane for the Treatment of a Rabbit Alkali-Burn Lesion. Int. J. Mol. Sci. 2021, 22, 5564. [Google Scholar] [CrossRef] [PubMed]
- Di Iorio, E.; Barbaro, V.; Ruzza, A.; Ponzi, D.; Pellefrini, G.; de Luca, M. Isoforms of DeltaNp63 and the migration of ocular limbal cells in human corneal regeneration. Proc. Natl. Acad. Sci. USA 2005, 102, 9523–9528. [Google Scholar] [CrossRef] [PubMed] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alert | Action | |
|---|---|---|
| Exhaust filter | 15–20 Pa | <15 Pa |
| Downflow filter | >120 Pa | >140 Pa |
| Inflow | <0.28 m/s or >0.47 m/s | <0.20 m/s or >0.55 m/s |
| Temperature | >25 °C | >30 °C |
| Humidity | >55% | >60% |
| ISO 14644-1 Classification | ||||||
|---|---|---|---|---|---|---|
| Concentration of Particles per Cubic Meter of Air | ||||||
| CLASS | ≥0.1 µm | ≥0.2 µm | ≥0.3 µm | ≥0.5 µm | ≥1 µm | ≥5 µm |
| ISO 1 | 10 | 2 | - | - | - | - |
| ISO 2 | 100 | 24 | 10 | 4 | - | - |
| ISO 3 | 1000 | 237 | 102 | 35 | 8 | - |
| ISO 4 | 10,000 | 2370 | 1020 | 352 | 83 | - |
| ISO 5 | 100,000 | 23,700 | 10,200 | 3520 | 832 | 29 |
| ISO 6 | 1,000,000 | 237,000 | 102,000 | 35,200 | 8320 | 293 |
| ISO 7 | - | - | - | 352,000 | 83,200 | 2930 |
| ISO 8 | - | - | - | 3,520,000 | 832,000 | 29,300 |
| ISO 9 | - | - | - | 35,200,000 | 8,320,000 | 293,000 |
| Grade | Non-Viable Particle Limits | Viable Particle Limits | ||||||
|---|---|---|---|---|---|---|---|---|
| At Rest | In Operation | |||||||
| 0.5 µm/m3 | 5 µm/m3 | 0.5 µm/m3 | 5 µm/m3 | CFU/m3 | Settling Plates (90 mm) CFU/4 h | Contact Plates (55 mm) CFU/Plate | Footprint (5 Footprint/Glove) | |
| A | 3520 | 20 | 3520 | 20 | <1 | <1 | <1 | <1 |
| B | 3520 | 29 | 352,000 | 2900 | 10 | 5 | 5 | 5 |
| C | 352,000 | 2900 | 3,520,000 | 29,000 | 100 | 50 | 25 | - |
| D | 3,520,000 | 29,000 | - | - | 200 | 100 | 50 | - |
| ISO 4 Classification Assay | ||||||||
|---|---|---|---|---|---|---|---|---|
| Points | Particle Diameter (µm) | |||||||
| 0.3 µm | 0.5 µm | 1 µm | 5 µm | |||||
| ft3 | m3 | ft3 | m3 | ft3 | m3 | ft3 | m3 | |
| 1 | 1 | 35 | 1 | 35 | 1 | 35 | 0 | 0 |
| 2 | 11 | 300 | 2 | 71 | 1 | 35 | 0 | 0 |
| 3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 0.3 µm | 0.5 µm | 1 µm | 5 µm | |||||
| Mean results | 141 | 35.33 | 23.33 | 0 | ||||
| FINAL RESULT | ISO 4 | ISO 4 | ISO 4 | ISO 4 | ||||
| Positive pressure test | ||||||||
| Points | Pressure | Correction | Pressure + Correction | |||||
| 1 | 32.00 Pa | 0.00 Pa | 32.00 Pa | |||||
| 2 | 29.00 Pa | 0.00 Pa | 29.00 Pa | |||||
| 3 | 33.00 Pa | 0.00 Pa | 33.00 Pa | |||||
| 4 | 31.00 Pa | 0.00 Pa | 31.00 Pa | |||||
| 5 | 30.00 Pa | 0.00 Pa | 30.00 Pa | |||||
| FINAL RESULT: Mean: 31.00 Pa. Positive pressure | ||||||||
| Laminar air flow test | ||||||||
| Points | Laminar flow | Correction | Laminar flow + Correction | |||||
| 1 | 0.37 m/s | 0.01 m/s | 0.38 m/s | |||||
| 2 | 0.40 m/s | 0.02 m/s | 0.42 m/s | |||||
| 3 | 0.39 m/s | 0.01 m/s | 0.40 m/s | |||||
| 4 | 0.37 m/s | 0.01 m/s | 0.38 m/s | |||||
| 5 | 0.38 m/s | 0.02 m/s | 0.40 m/s | |||||
| 6 | 0.40 m/s | 0.02 m/s | 0.42 m/s | |||||
| 7 | 0.35 m/s | 0.01 m/s | 0.36 m/s | |||||
| 8 | 0.36 m/s | 0.02 m/s | 0.38 m/s | |||||
| FINAL RESULT: Mean: 0.38 m/s. Laminar flow | ||||||||
| Control panel parameters | ||||||||
| Week | Exhaust filter | Downflow filter | Inflow | Humidity | Temperature | |||
| 1 | 32 Pa | 102 Pa | 0.46 m/s | 32% | 20 °C | |||
| 2 | 35 Pa | 103 Pa | 0.50 m/s | 30% | 20 °C | |||
| 3 | 32 Pa | 103 Pa | 0.46 m/s | 42% | 22 °C | |||
| FINAL RESULT | 33 Pa | 103 Pa | 0.47 m/s | 35% | 21 °C | |||
| Week | Non-viable particles | Viable particles | ||||||
| 0.3 µm | 0.5 µm | Passive air | Contact plates | Footprint | ||||
| 1 | 0 | 0 | Negative | Negative | Negative | |||
| 2 | 0 | 0 | Negative | Negative | Negative | |||
| 3 | 0 | 0 | Negative | Negative | Negative | |||
| FINAL RESULT: 0 | FINAL RESULT: Negative | |||||||
| Control Panel Parameters | |||||
|---|---|---|---|---|---|
| Month | Exhaust Filter | Downflow Filter | Inflow | Humidity | Temperature |
| 1 | 34 Pa | 103 Pa | 0.50 m/s | 22% | 20 °C |
| 2 | 34 Pa | 102 Pa | 0.47 m/s | 42% | 22 °C |
| 3 | 34 Pa | 103 Pa | 0.46 m/s | 40% | 23 °C |
| 4 | 36 Pa | 103 Pa | 0.50 m/s | 30% | 23 °C |
| FINAL RESULT | 35 Pa | 103 Pa | 0.48 m/s | 34% | 22 °C |
| Month | Non-viable particles | Viable particles | |||
| 0.3 µm | 0.5 µm | Passive air | Contact plates | Footprint | |
| 1 | 0 | 0 | Negative | Negative | Negative |
| 2 | 0 | 0 | Negative | Negative | Negative |
| 3 | 0 | 0 | Negative | Negative | Negative |
| 4 | 0 | 0 | Negative | Negative | Negative |
| FINAL RESULT: 0 | FINAL RESULT: Negative | ||||
| Process Quality Control | ||||||
|---|---|---|---|---|---|---|
| Batch | Viable Particles | Non-Viable Particles | ||||
| Critical Step 1 | Critical Step 2 | Critical Step 3 | Critical Step 1 | Critical Step 2 | Critical Step 3 | |
| 1 | Negative | Negative | Negative | 0 | 0 | 0 |
| 2 | Negative | Negative | Negative | 0 | 0 | 0 |
| 3 | Negative | Negative | Negative | 0 | 0 | 0 |
| FINAL RESULT: Negative | FINAL RESULT: 0 | |||||
| Product Quality Control | ||||
|---|---|---|---|---|
| Batch | Primary Culture | ATMP | ||
| p63-Alpha Positive LSC | Number of Cells | p63-Alpha Positive LSC | Microbiological Control | |
| 1 | 72.03% | 141,967 cell/cm2 | 82.37% | Negative |
| 2 | 76.79% | 171,504 cell/cm2 | 44.89% | Negative |
| 3 | 80.31% | 104,446 cell/cm2 | 44.55% | Negative |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berisa-Prado, S.; Vázquez, N.; Chacón, M.; Persinal-Medina, M.; Alonso-Alonso, S.; Baamonde, B.; Alfonso, J.F.; Fernández-Vega-Cueto, L.; Merayo-Lloves, J.; Meana, Á. Mini Cleanroom for the Manufacture of Advanced Therapy Medicinal Products (ATMP): Bioengineered Corneal Epithelium. Pharmaceutics 2021, 13, 1282. https://doi.org/10.3390/pharmaceutics13081282
Berisa-Prado S, Vázquez N, Chacón M, Persinal-Medina M, Alonso-Alonso S, Baamonde B, Alfonso JF, Fernández-Vega-Cueto L, Merayo-Lloves J, Meana Á. Mini Cleanroom for the Manufacture of Advanced Therapy Medicinal Products (ATMP): Bioengineered Corneal Epithelium. Pharmaceutics. 2021; 13(8):1282. https://doi.org/10.3390/pharmaceutics13081282
Chicago/Turabian StyleBerisa-Prado, Silvia, Natalia Vázquez, Manuel Chacón, Mairobi Persinal-Medina, Sergio Alonso-Alonso, Begoña Baamonde, José F. Alfonso, Luis Fernández-Vega-Cueto, Jesús Merayo-Lloves, and Álvaro Meana. 2021. "Mini Cleanroom for the Manufacture of Advanced Therapy Medicinal Products (ATMP): Bioengineered Corneal Epithelium" Pharmaceutics 13, no. 8: 1282. https://doi.org/10.3390/pharmaceutics13081282