
Process Model Approach to Predict Tablet Weight Variability for Direct Compression Formulations at Pilot and Production Scale

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Formulation Design
2.2. Formulation Preparation
2.3. Tablet Blend Permeability
2.4. Tablet Production
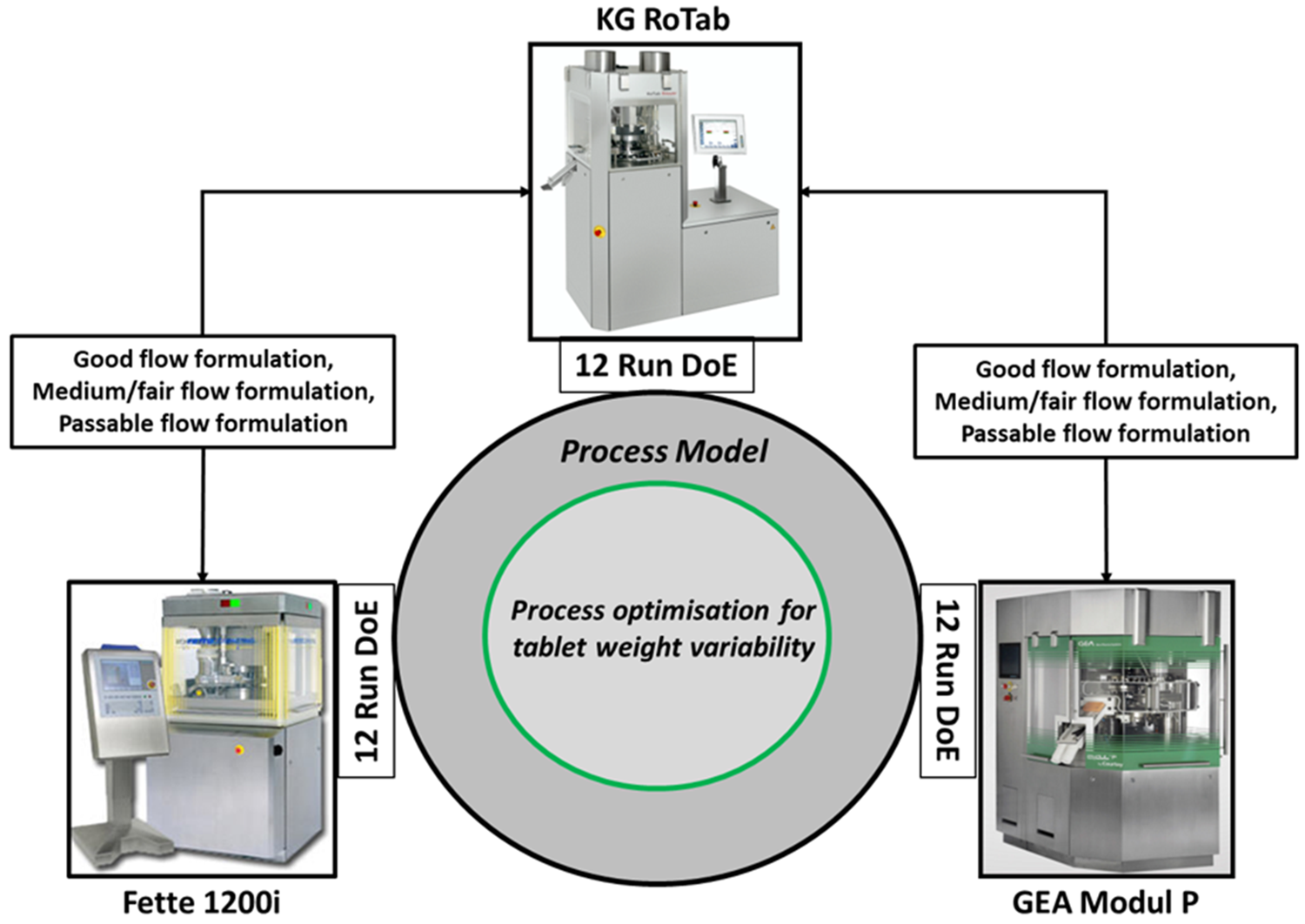
2.5. Design of Experiments
2.6. Measurement of Tablet Weight Variability and Porosity
2.7. Data Analysis
3. Results
3.1. Blend Characterisation
3.2. Tablet Weight Variability (%RSD)
3.3. Process Model to Predict Tablet Weight Variability (%RSD)
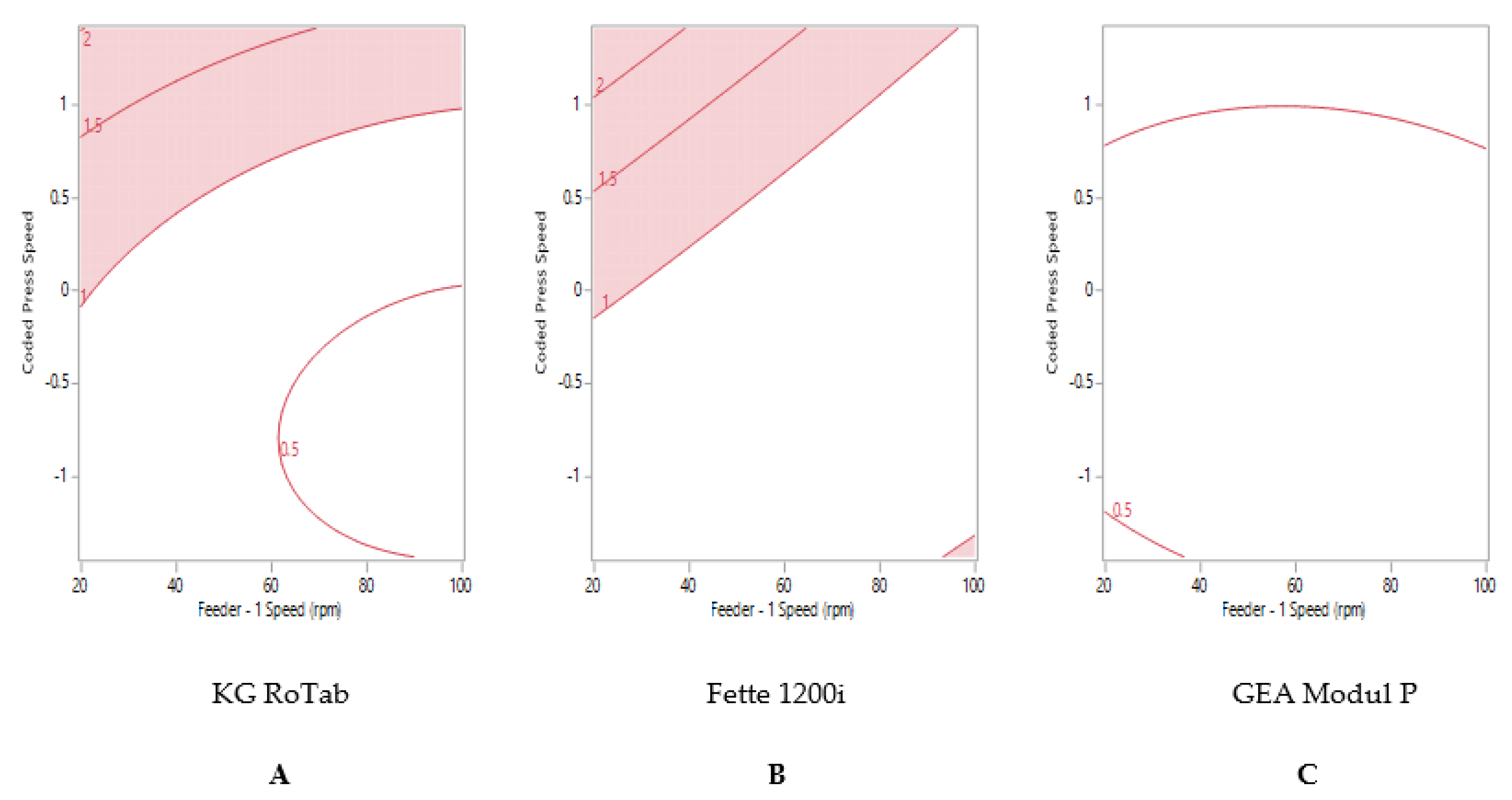
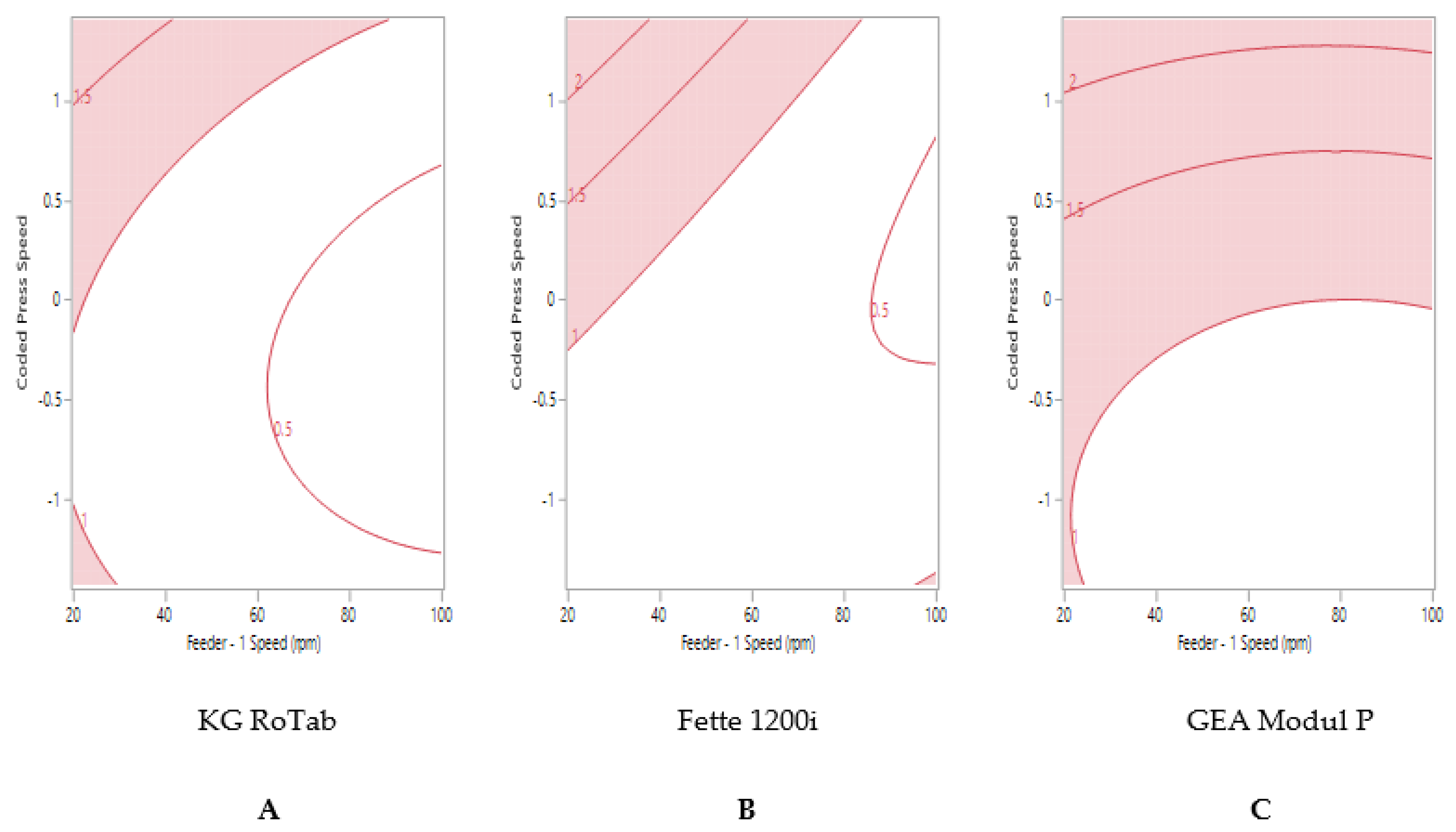
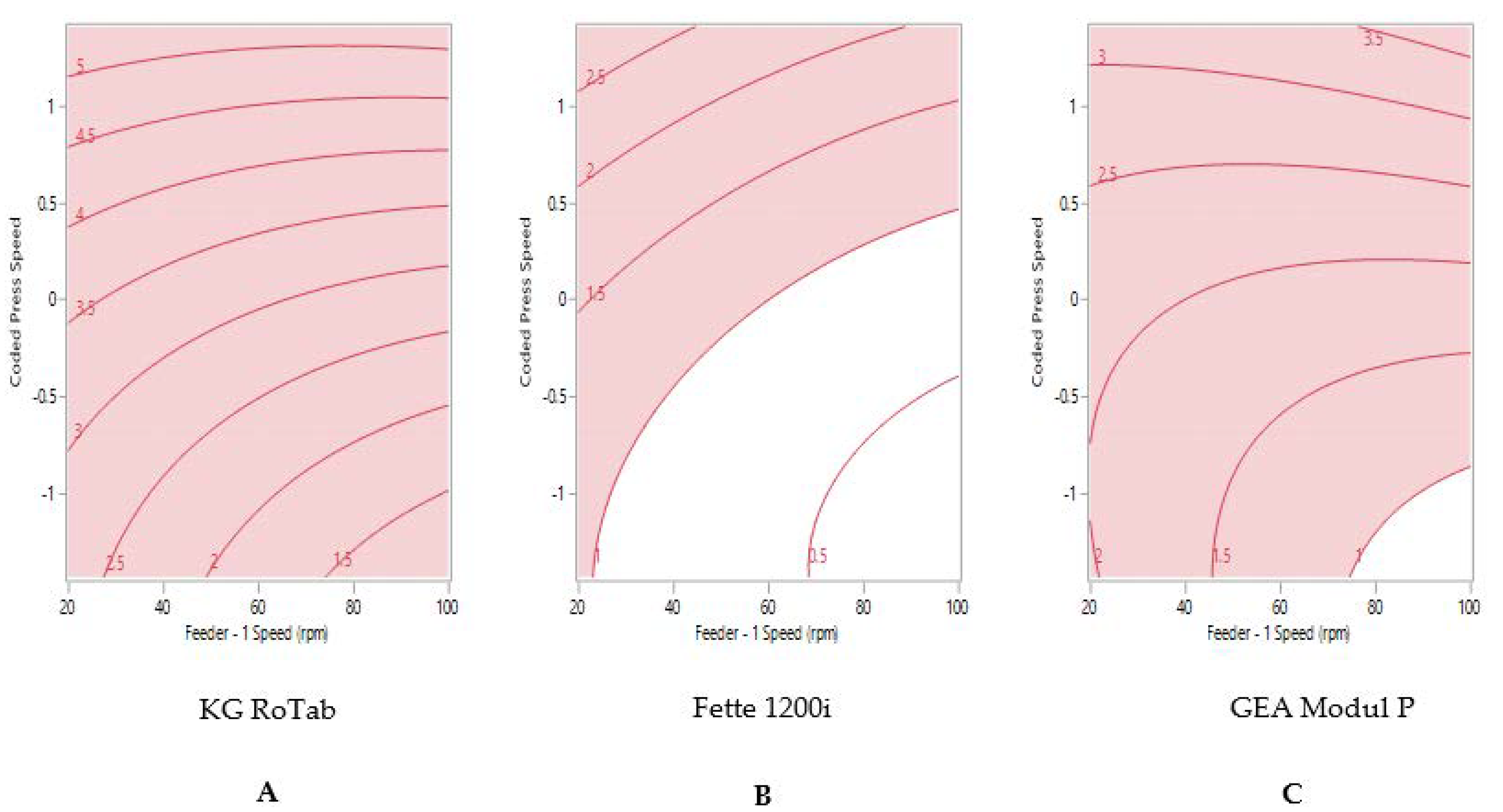
3.4. Process Optimization for Tablet Weight Variability (%RSD)
3.5. Model Validation
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leane, M.; Pitt, K.; Reynolds, G. A proposal for a drug product Manufacturing Classification System (MCS) for oral solid dosage forms. Pharm. Dev. Technol. 2015, 20, 12–21. [Google Scholar] [CrossRef] [PubMed]
- Hou, Q.F.; Dong, K.J.; Yu, A.B. DEM study of the flow of cohesive particles in a screw feeder. Powder Technol. 2014, 256, 529–539. [Google Scholar] [CrossRef]
- Kuentz, M.; Schirg, P. Powder flow in an automated uniaxial tester and an annular shear cell: A study of pharmaceutical excipients and analytical data comparison. Drug Dev. Ind. Pharm. 2013, 39, 1476–1483. [Google Scholar] [CrossRef] [PubMed]
- Mirani, A.G.; Patankar, S.P.; Borole, V.S.; Pawar, A.S.; Kadam, V.J. Direct compression high functionality excipient using coprocessing technique: A brief review. Curr. Drug Deliv. 2011, 8, 426–435. [Google Scholar] [CrossRef] [PubMed]
- Santos, B.; Carmo, F.; Schlindwein, W.; Muirhead, G.; Rodrigues, C.; Cabral, L.; Westrup, J.; Pitt, K. Pharmaceutical excipients properties and screw feeder performance in continuous processing lines: A Quality by Design (QbD) approach. Drug Dev. Ind. Pharm. 2018, 44, 2089–2097. [Google Scholar] [CrossRef]
- Mendez, R.; Muzzio, F.J.; Velazquez, C. Powder hydrophobicity and flow properties: Effect of feed frame design and operating parameters. AIChE J. 2012, 58, 697–706. [Google Scholar] [CrossRef]
- Natoli, D.; Levin, M.; Tsygan, L.; Liu, L. Development, optimization, and scale-up of process parameters: Tablet compression. In Developing Solid Oral Dosage Forms: Pharmaceutical Theory and Practice: Second Edition; Elsevier Inc.: Amsterdam, The Netherlands, 2017; pp. 917–951. ISBN 9780128024478. [Google Scholar]
- Pawar, P.; Joo, H.; Callegari, G.; Drazer, G.; Cuitino, A.M.; Muzzio, F.J. The effect of mechanical strain on properties of lubricated tablets compacted at different pressures. Powder Technol. 2016, 301, 657–664. [Google Scholar] [CrossRef] [Green Version]
- Sierra-Vega, N.O.; Romañach, R.J.; Méndez, R. Feed frame: The last processing step before the tablet compaction in pharmaceutical manufacturing. Int. J. Pharm. 2019, 572, 118728. [Google Scholar] [CrossRef]
- Van Snick, B.; Holman, J.; Cunningham, C.; Kumar, A.; Vercruysse, J.; De Beer, T.; Remon, J.P.; Vervaet, C. Continuous direct compression as manufacturing platform for sustained release tablets. Int. J. Pharm. 2017, 519, 390–407. [Google Scholar] [CrossRef] [Green Version]
- Van Snick, B.; Grymonpré, W.; Dhondt, J.; Pandelaere, K.; Di Pretoro, G.; Remon, J.P.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Impact of blend properties on die filling during tableting. Int. J. Pharm. 2018, 549, 476–488. [Google Scholar] [CrossRef] [Green Version]
- Dühlmeyer, K.P.; Özcoban, H.; Leopold, C.S. A novel method for determination of the filling level in the feed frame of a rotary tablet press. Drug Dev. Ind. Pharm. 2018, 44, 1744–1751. [Google Scholar] [CrossRef] [PubMed]
- ICH. ICH Pharmaceutical Development Q8. ICH Harmon. Tripart. Guidel. 2009, 8, 1–28. [Google Scholar]
- Bhargav, E.; Surya, C.; Reddy, P.; Sowmya, C.; Haranath, C.; Arshad, K.; Khan, A.; Rajesh, K.; Srinath, B. Formulation and Optimization of Piroxicam Orodispersible Tablets by Central Composite Design. J. Young Pharm. 2017, 9, 187–191. [Google Scholar] [CrossRef] [Green Version]
- Dai, S.; Xu, B.; Zhang, Z.; Yu, J.; Wang, F.; Shi, X.; Qiao, Y. A compression behavior classification system of pharmaceutical powders for accelerating direct compression tablet formulation design. Int. J. Pharm. 2019, 572, 118742. [Google Scholar] [CrossRef]
- Darwish, M.K.M.; Abu El-Enin, A.S.M.; Mohammed, K.H.A. Formulation, optimization, and evaluation of raft-forming formulations containing Nizatidine. Drug Dev. Ind. Pharm. 2019, 45, 651–663. [Google Scholar] [CrossRef]
- Kande, K.V.; Kotak, D.J.; Degani, M.S.; Kirsanov, D.; Legin, A.; Devarajan, P.V. Microwave-Assisted Development of Orally Disintegrating Tablets by Direct Compression. AAPS PharmSciTech 2017, 18, 2055–2066. [Google Scholar] [CrossRef]
- Nakamura, S.; Tanaka, C.; Yuasa, H.; Sakamoto, T. Utility of Microcrystalline Cellulose for Improving Drug Content Uniformity in Tablet Manufacturing Using Direct Powder Compression. AAPS PharmSciTech 2019, 20, 1–12. [Google Scholar] [CrossRef]
- Patel, T.B.; Patel, T.R.; Suhagia, B.N. Formulation Development of Donepezil Hydrochloride Oral Disintegrating Tablets Using Quality by Design Approcah. Int. J. Pharm. Sci. Res. 2016, 7, 2097–2108. [Google Scholar] [CrossRef]
- Peeters, E.; De Beer, T.; Vervaet, C.; Remon, J.P. Reduction of tablet weight variability by optimizing paddle speed in the forced feeder of a high-speed rotary tablet press. Drug Dev. Ind. Pharm. 2015, 41, 530–539. [Google Scholar] [CrossRef] [Green Version]
- Taipale-Kovalainen, K.; Karttunen, A.-P.; Ketolainen, J.; Korhonen, O. Lubricant based determination of design space for continuously manufactured high dose paracetamol tablets. Eur. J. Pharm. Sci. 2018, 115, 1–10. [Google Scholar] [CrossRef]
- Ketterhagen, W.R. Simulation of powder flow in a lab-scale tablet press feed frame: Effects of design and operating parameters on measures of tablet quality. Powder Technol. 2015, 275, 361–374. [Google Scholar] [CrossRef]
- Mendez, R.; Muzzio, F.; Velazquez, C. Study of the effects of feed frames on powder blend properties during the filling of tablet press dies. Powder Technol. 2010, 200, 105–116. [Google Scholar] [CrossRef]
- Zakhvatayeva, A.; Zhong, W.; Makroo, H.A.; Hare, C.; Wu, C.Y. An experimental study of die filling of pharmaceutical powders using a rotary die filling system. Int. J. Pharm. 2018, 553, 84–96. [Google Scholar] [CrossRef] [PubMed]
- Andersson, M.; Ringberg, A.; Gustafsson, C. Multivariate methods in tablet formulation suitable for early drug development: Predictive models from a screening design of several linked responses. Chemom. Intell. Lab. Syst. 2007, 87, 125–130. [Google Scholar] [CrossRef]
- Rantanen, J.; Khinast, J. The Future of Pharmaceutical Manufacturing Sciences. J. Pharm. Sci. 2015, 104, 3612–3638. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, L.X.; Amidon, G.; Khan, M.A.; Hoag, S.W.; Polli, J.; Raju, G.K.; Woodcock, J. Understanding pharmaceutical quality by design. AAPS J. 2014, 16, 771–783. [Google Scholar] [CrossRef] [Green Version]
- Narang, A.S.; Rao, V.M.; Guo, H.; Lu, J.; Desai, D.S. Effect of force feeder on tablet strength during compression. Int. J. Pharm. 2010, 401, 7–15. [Google Scholar] [CrossRef]
- Remya, K.; Beena, P.; Bijesh, P.; Sheeba, A. Formulation development, evaluation and comparative study of effects of super disintegrants in cefixime oral disintegrating tablets. J. Young Pharm. 2010, 2, 234–239. [Google Scholar] [CrossRef] [Green Version]
- Beddow, J.K. Professor Dr. Henry H. Hausner, 1900–1995. Part. Part. Syst. Charact. 1995, 12, 213. [Google Scholar] [CrossRef]
- Cordts, E.; Steckel, H. Capabilities and limitations of using powder rheology and permeability to predict dry powder inhaler performance. Eur. J. Pharm. Biopharm. 2012, 82, 417–423. [Google Scholar] [CrossRef]
- Escotet-Espinoza, M.S.; Vadodaria, S.; Muzzio, F.J.; Ierapetritou, M.G. Modeling the effects of material properties on tablet compaction: A building block for controlling both batch and continuous pharmaceutical manufacturing processes. Int. J. Pharm. 2018, 543, 274–287. [Google Scholar] [CrossRef] [PubMed]
- Razavi, S.M.; Scicolone, J.; Snee, R.D.; Kumar, A.; Bertels, J.; Cappuyns, P.; Van Assche, I.; Cuitiño, A.M.; Muzzio, F. Prediction of tablet weight variability in continuous manufacturing. Int. J. Pharm. 2020, 575, 118727. [Google Scholar] [CrossRef] [PubMed]
- European Pharmacopoeia. European Directorate for the Quality of Medicines & Healthcare. Powder flow. Eur. Pharm. 2019, 2.9.36, 387–390. Available online: https://pdf4pro.com/view/2-9-36-powder-flow-uspbpep-com-2dca8.html (accessed on 25 June 2021).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Placebo Blend Composition (% w/w) | ||||
|---|---|---|---|---|
| Components | Function | Formulation 1 Good Flow | Formulation 2 Fair flow | Formulation 3 Passable Flow |
| Microcrystalline Cellulose | Diluent | 48.5 | 38.5 | 28.5 |
| Lactose | Diluent | 48.5 | 38.5 | 28.5 |
| Sucrose Octaacetate | Anti-flow agent | 0 | 20 | 40 |
| Crospovidone | Disintegrant | 1 | 1 | 1 |
| Colloidal Silicon dioxide | Flow aid | 1 | 1 | 1 |
| Magnesium Stearate | Lubricant | 1 | 1 | 1 |
| Carr’s Compressibility Index | 11.54 | 18.70 | 23.57 | |
| Hausner Ratio | 1.13 | 1.23 | 1.31 | |
| Angle of repose (0) | 27.16 | 37.75 | 43.56 | |
| Permeability at 15 kPa | 109.32 | 54.66 | 21.33 | |
| Tablet Press | Feeder Speed (rpm) | Tablet Press Speed (Tablets per Hour) | Dwell Time (Millisec) |
|---|---|---|---|
| KG RoTab | 20 | 9600 | 66 |
| 60 | 14,400 | 44 | |
| 100 | 19,200 | 33 | |
| Fette 1200i | 20 | 28,000 | 33 |
| 60 | 86,400 | 11 | |
| 100 | 140,000 | 7 | |
| GEA Modul P | 20 | 46,000 | 35 |
| 60 | 93,000 | 18 | |
| 100 | 140,000 | 12 |
| Statistical Parameter | Value |
|---|---|
| R2 | 0.8619 |
| Adjusted R2 | 0.8482 |
| Root Mean Square Error | 0.2779 |
| Predicted R2 | 0.8277 |
| Model Term | p Value |
|---|---|
| Tablet Press | <0.0001 |
| Formulation Type | <0.0001 |
| Feeder Speed | <0.0001 |
| Press Speed | <0.0001 |
| Tablet Press*Formulation Type | <0.0001 |
| Press Speed*Press Speed | <0.0001 |
| Formulation Type*Feeder Speed*Press Speed | <0.0001 |
| Tablet Press*Feeder Speed*Press Speed | 0.0035 |
| Tablet Press*Formulation Type*Press Speed | 0.0076 |
| Formulation Type*Press Speed | 0.0165 |
| Feeder Speed*Feeder Speed | 0.0481 |
| Validation Formulation | Permeability at 15 kPa | Tablet Press | Tablet Press Speed (TPH) | Feeder Speed (rpm) | Actual Tablet Weight % RSD Validation Formulation | Predicted Tablet Weight % RSD Formulation-2 | Bias (%RSD) |
|---|---|---|---|---|---|---|---|
| Placebo Formulation | 54.21 | Fette 1200i | 60,000 | 20 | 0.74 | 0.84 | −0.1 |
| Fette 1200i | 90,000 | 30 | 1.50 | 1.09 | 0.4 | ||
| Fette 1200i | 120,000 | 40 | 1.21 | 1.46 | −0.25 | ||
| Active Formulation | 53.14 | GEA Modul P | 80,000 | 15 | 0.90 | 1.16 | −0.26 |
| Fette 1200i | 50,000 | 15 | 0.65 | 0.80 | −0.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peddapatla, R.V.G.; Sheridan, G.; Slevin, C.; Swaminathan, S.; Browning, I.; O’Reilly, C.; Worku, Z.A.; Egan, D.; Sheehan, S.; Crean, A.M. Process Model Approach to Predict Tablet Weight Variability for Direct Compression Formulations at Pilot and Production Scale. Pharmaceutics 2021, 13, 1033. https://doi.org/10.3390/pharmaceutics13071033
Peddapatla RVG, Sheridan G, Slevin C, Swaminathan S, Browning I, O’Reilly C, Worku ZA, Egan D, Sheehan S, Crean AM. Process Model Approach to Predict Tablet Weight Variability for Direct Compression Formulations at Pilot and Production Scale. Pharmaceutics. 2021; 13(7):1033. https://doi.org/10.3390/pharmaceutics13071033
Chicago/Turabian StylePeddapatla, Raghu V. G., Gerard Sheridan, Conor Slevin, Shrikant Swaminathan, Ivan Browning, Clare O’Reilly, Zelalem A. Worku, David Egan, Stephen Sheehan, and Abina M. Crean. 2021. "Process Model Approach to Predict Tablet Weight Variability for Direct Compression Formulations at Pilot and Production Scale" Pharmaceutics 13, no. 7: 1033. https://doi.org/10.3390/pharmaceutics13071033