
Twin-Screw Melt Granulation for Oral Solid Pharmaceutical Products


Abstract
:1. Introduction
2. Melt Granulation Process Options, Particularly Twin-Screw Melt Granulation (TSMG)
3. Binders for Granulation
3.1. Binder Properties
3.2. Binder Selection and Applicable Tools
3.3. Binder Case Studies
4. TSMG Critical Process Parameters and Output Granule Properties
4.1. Process Set-Up: Feeder, Screw Design, Barrel Design, Material Feed Location, Die Design
4.2. Process Parameters: Temperature, Screw Speed, Feed Rate, Discharge and Cooling
4.3. Impact of Process Parameters on Formulation Quality Attributes
5. Applications of Twin-Screw Melt Granulation
5.1. Immediate Release
5.2. Solubilization
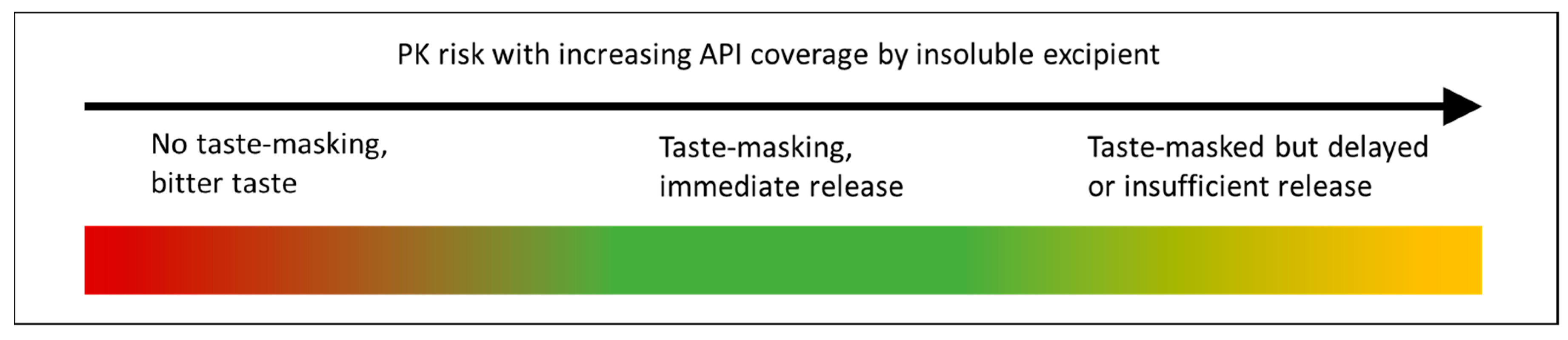
5.3. Taste-Masking
5.4. Delayed and Sustained Release
5.5. Other Oral Formulation Applications
6. Summary and Gaps in Understanding
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Schneider, D.; Knies, H.; Kaudela, G. Process for the Preparation of Granular Dye Formulations from Polyethylene Glycol Melt. U.S. Patent No US4604100A, 5 August 1986. [Google Scholar]
- Cone, E. Method and Apparatus for Producing Glass Beads. U.S. Patent No US3843340A, 22 October 1974. [Google Scholar]
- Lawrence, C.K.; Maude, A.H. Granulation of Fertilizers. U.S. Patent No US 2118438, 24 May 1938. [Google Scholar]
- McTaggart, C.M.; Ganley, J.A.; Sickmueller, A.; Walker, S.E. The evaluation of formulation and processing conditions of a melt granulation process. Int. J. Pharm. 1984, 19, 139–148. [Google Scholar] [CrossRef]
- Royce, A.; Suryawanshi, J.; Shah, U.; Vishnupad, K. Alternative granulation technique: Melt granulation. Drug Dev. Ind. Pharm. 1996, 22, 917–924. [Google Scholar] [CrossRef]
- Thies, R.; Kleinebudde, P. Melt pelletisation of a hygroscopic drug in a high shear mixer: Part 1. Influence of process variables. Int. J. Pharm. 1999, 188, 131–143. [Google Scholar] [CrossRef]
- Voinovich, D.; Moneghini, M.; Perissutti, B.; Filipovic-Grcic, J.; Grabnar, I. Preparation in high-shear mixer of sustained-release pellets by melt pelletisation. Int. J. Pharm. 2000, 203, 235–244. [Google Scholar] [CrossRef]
- Kowalski, J.; Kalb, O.; Joshi, Y.M.; Serajuddin, A.T. Application of melt granulation technology to enhance stability of a moisture sensitive immediate-release drug product. Int. J. Pharm. 2009, 381, 56–61. [Google Scholar] [CrossRef] [PubMed]
- Evrard, B.; Amighi, K.; Beten, D.; Delattre, L.; Moës, A. Influence of melting and rheological properties of fatty binders on the melt granulation process in a high-shear mixer. Drug Dev. Ind. Pharm. 1999, 25, 1177–1184. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, F.; McGinity, J.W. Properties of lipophilic matrix tablets containing phenylpropanolamine hydrochloride prepared by hot-melt extrusion. Eur. J. Pharm. Biopharm. 2001, 52, 181–190. [Google Scholar] [CrossRef]
- Van Melkebeke, B.; Vermeulen, B.; Vervaet, C.; Remon, J.P. Melt granulation using a twin-screw extruder: A case study. Int. J. Pharm. 2006, 326, 89–93. [Google Scholar] [CrossRef] [PubMed]
- Vasanthavada, M.; Wang, Y.; Haefele, T.; Lakshman, J.P.; Mone, M.; Tong, W.; Joshi, Y.M.; Serajuddin, A.T. Application of melt granulation technology using twin-screw extruder in development of high-dose modified-release tablet formulation. J. Pharm. Sci. 2011, 100, 1923–1934. [Google Scholar] [CrossRef] [PubMed]
- Lakshman, J.P.; Kowalski, J.; Vasanthavada, M.; Tong, W.Q.; Joshi, Y.M.; Serajuddin, A.T. Application of melt granulation technology to enhance tabletting properties of poorly compactible high-dose drugs. J. Pharm. Sci. 2011, 100, 1553–1565. [Google Scholar] [CrossRef] [PubMed]
- Dalziel, G.; Nauka, E.; Zhang, F.; Kothari, S.; Xie, M. Assessment of granulation technologies for an API with poor physical properties. Drug Dev. Ind. Pharm. 2013, 39, 985–995. [Google Scholar] [CrossRef] [PubMed]
- Abberger, T. Influence of binder properties, method of addition, powder type and operating conditions on fluid-bed melt granulation and resulting tablet properties. Die Pharm. 2001, 56, 949–952. [Google Scholar]
- Passerini, N.; Calogerà, G.; Albertini, B.; Rodriguez, L. Melt granulation of pharmaceutical powders: A comparison of high-shear mixer and fluidised bed processes. Int. J. Pharm. 2010, 391, 177–186. [Google Scholar] [CrossRef] [PubMed]
- Tan, H.; Salman, A.; Hounslow, M. Kinetics of fluidised bed melt granulation I: The effect of process variables. Chem. Eng. Sci. 2006, 61, 1585–1601. [Google Scholar] [CrossRef]
- Abberger, T.; Seo, A.; Schæfer, T. The effect of droplet size and powder particle size on the mechanisms of nucleation and growth in fluid bed melt agglomeration. Int. J. Pharm. 2002, 249, 185–197. [Google Scholar] [CrossRef]
- Kukec, S.; Hudovornik, G.; Dreu, R.; Vrečer, F. Study of granule growth kinetics during in situ fluid bed melt granulation using in-line FBRM and SFT probes. Drug Dev. Ind. Pharm. 2014, 40, 952–959. [Google Scholar] [CrossRef] [PubMed]
- Aleksić, I.; Đuriš, J.; Ilić, I.; Ibrić, S.; Parojčić, J.; Srčič, S. In silico modeling of in situ fluidized bed melt granulation. Int. J. Pharm. 2014, 466, 21–30. [Google Scholar] [CrossRef] [PubMed]
- Ansari, M.A.; Stepanek, F. Formation of hollow core granules by fluid bed in situ melt granulation: Modelling and experiments. Int. J. Pharm. 2006, 321, 108–116. [Google Scholar] [CrossRef]
- Maejima, T.; Osawa, T.; Nakajima, K.; KOBAYASHI, M. Preparation of spherical beads without any use of solvents by a novel tumbling melt granulation (TMG) method. Chem. Pharm. Bull. 1997, 45, 518–524. [Google Scholar] [CrossRef] [Green Version]
- Bertoni, S.; Dolci, L.S.; Albertini, B.; Passerini, N. Spray congealing: A versatile technology for advanced drug-delivery systems. Ther. Deliv. 2018, 9, 833–845. [Google Scholar] [CrossRef] [PubMed]
- Cordeiro, P.; Temtem, M.; Winters, C. Spray congealing: Applications in the pharmaceutical industry. Chem. Today 2013, 31, 69–72. [Google Scholar]
- Eldem, T.; Speiser, P.; Hincal, A. Optimization of spray-dried and-congealed lipid micropellets and characterization of their surface morphology by scanning electron microscopy. Pharm. Res. 1991, 8, 47–54. [Google Scholar] [CrossRef] [PubMed]
- Yajima, T.; Umeki, N.; Itai, S. Optimum spray congealing conditions for masking the bitter taste of clarithromycin in wax matrix. Chem. Pharm. Bull. 1999, 47, 220–225. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Passerini, N.; Perissutti, B.; Albertini, B.; Voinovich, D.; Moneghini, M.; Rodriguez, L. Controlled release of verapamil hydrochloride from waxy microparticles prepared by spray congealing. J. Control. Release 2003, 88, 263–275. [Google Scholar] [CrossRef]
- Bertoni, S.; Albertini, B.; Ferraro, L.; Beggiato, S.; Dalpiaz, A.; Passerini, N. Exploring the use of spray congealing to produce solid dispersions with enhanced indomethacin bioavailability: In vitro characterization and in vivo study. Eur. J. Pharm. Biopharm. 2019, 139, 132–141. [Google Scholar] [CrossRef] [PubMed]
- Hagen, T.A.; Lo, J.B.; Thombre, A.G.; Herbig, S.M.; Appel, L.E.; Crew, M.D.; Friesen, D.T.; Lyon, D.K.; Mccray, S.B.; West, J.B. Azithromycin Dosage Forms with Reduced Side Effects. U.S. Patent No US 6984403B2, 10 January 2006. [Google Scholar]
- Curatolo, W.J.; Herbig, S.M.; LeMott, S.R.; Lo, J.B.; Appel, L.E.; Friesen, D.T.; Lyon, D.K.; McCray, S.B.; West, J.B. Enteric Coated Azithromycin Multiparticulates. WO2006067576A1, 29 June 2006. [Google Scholar]
- Pfizer. ZMAX(R) (Azithromycin Extended Release) for Oral Suspension Prescribing Information; Pfizer. Available online: https://www.accessdata.fda.gov/drugsatfda_docs/label/2012/050797s016lbl.pdf (accessed on 28 April 2021).
- Lee, S.L.; O’Connor, T.F.; Yang, X.; Cruz, C.N.; Chatterjee, S.; Madurawe, R.D.; Moore, C.M.; Lawrence, X.Y.; Woodcock, J. Modernizing pharmaceutical manufacturing: From batch to continuous production. J. Pharm. Innov. 2015, 10, 191–199. [Google Scholar] [CrossRef] [Green Version]
- Schaber, S.D.; Gerogiorgis, D.I.; Ramachandran, R.; Evans, J.M.; Barton, P.I.; Trout, B.L. Economic analysis of integrated continuous and batch pharmaceutical manufacturing: A case study. Ind. Eng. Chem. Res. 2011, 50, 10083–10092. [Google Scholar] [CrossRef] [Green Version]
- Ye, X.; Kallakunta, V.; Kim, D.W.; Patil, H.; Tiwari, R.V.; Upadhye, S.B.; Vladyka, R.S.; Repka, M.A. Effects of Processing on a Sustained Release Formulation Prepared by Twin-Screw Dry Granulation. J. Pharm. Sci. 2019, 108, 2895–2904. [Google Scholar] [CrossRef]
- Steffens, K.E.; Brenner, M.B.; Hartig, M.U.; Monschke, M.; Wagner, K.G. Melt Granulation: A Comparison of Granules produced via High-shear Mixing and Twin-screw Granulation. Int. J. Pharm. 2020, 119941. [Google Scholar] [CrossRef]
- Steffens, K.E.; Wagner, K.G. Compression behaviour of granules produced via twin-screw melt granulation: Effect of initial particle size on granulation efficiency. Powder Technol. 2020, 374, 430–442. [Google Scholar] [CrossRef]
- Steffens, K.E.; Wagner, K.G. Improvement of tabletability via twin-screw melt granulation: Focus on binder distribution. Int. J. Pharm. 2019, 570, 118649. [Google Scholar] [CrossRef]
- Bouvier, J.-M.; Campanella, O.H. Extrusion Processing Technology; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- Emin, M.; Teumer, T.; Schmitt, W.; Rädle, M.; Schuchmann, H. Measurement of the true melt temperature in a twin-screw extrusion processing of starch based matrices via infrared sensor. J. Food Eng. 2016, 170, 119–124. [Google Scholar] [CrossRef]
- Frame, N.D.; Harper, J.M. The Technology of Extrusion Cooking; Blackie Academic & Professional: London, UK, 1994. [Google Scholar]
- Sakai, T. Screw extrusion technology—Past, present and future. Polimery 2013, 58, 847–857. [Google Scholar] [CrossRef]
- Spahn, J.; Zhang, F. Pre-plasticization of thermal binder facilitates processing and granule growth during melt granulation of gabapentin using co-rotating twin screw extruder. Drug Dev. Ind. Pharm. 2020, 46, 1971–1978. [Google Scholar] [CrossRef] [PubMed]
- Shukla, D.; Chakraborty, S.; Singh, S.; Mishra, B. Lipid-based oral multiparticulate formulations–advantages, technological advances and industrial applications. Expert Opin. Drug Deliv. 2011, 8, 207–224. [Google Scholar] [CrossRef] [PubMed]
- Batra, A.; Desai, D.; Serajuddin, A.T. Investigating the use of polymeric binders in twin screw melt granulation process for improving compactibility of drugs. J. Pharm. Sci. 2017, 106, 140–150. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brubach, J.; Jannin, V.; Mahler, B.; Bourgaux, C.; Lessieur, P.; Roy, P.; Ollivon, M. Structural and thermal characterization of glyceryl behenate by X-ray diffraction coupled to differential calorimetry and infrared spectroscopy. Int. J. Pharm. 2007, 336, 248–256. [Google Scholar] [CrossRef] [PubMed]
- Panigrahi, K.C.; Patra, C.N.; Jena, G.K.; Ghose, D.; Jena, J.; Panda, S.K.; Sahu, M. Gelucire: A versatile polymer for modified release drug delivery system. Future J. Pharm. Sci. 2018, 4, 102–108. [Google Scholar] [CrossRef]
- Mu, B.; Thompson, M. Examining the mechanics of granulation with a hot melt binder in a twin-screw extruder. Chem. Eng. Sci. 2012, 81, 46–56. [Google Scholar] [CrossRef]
- Kittikunakorn, N.; Liu, T.; Zhang, F. Twin-Screw Melt Granulation: Current Progress and Challenges. Int. J. Pharm. 2020, 588, 119670. [Google Scholar] [CrossRef]
- Kittikunakorn, N.; Koleng III, J.J.; Listro, T.; Sun, C.C.; Zhang, F. Effects of thermal binders on chemical stabilities and tabletability of gabapentin granules prepared by twin-screw melt granulation. Int. J. Pharm. 2019, 559, 37–47. [Google Scholar] [CrossRef] [PubMed]
- Zhai, H.; Li, S.; Jones, D.; Walker, G.; Andrews, G. The effect of the binder size and viscosity on agglomerate growth in fluidised hot melt granulation. Chem. Eng. J. 2010, 164, 275–284. [Google Scholar] [CrossRef]
- Kallakunta, V.R.; Patil, H.; Tiwari, R.; Ye, X.; Upadhye, S.; Vladyka, R.S.; Sarabu, S.; Kim, D.W.; Bandari, S.; Repka, M.A. Exploratory studies in heat-assisted continuous twin-screw dry granulation: A novel alternative technique to conventional dry granulation. Int. J. Pharm. 2019, 555, 380–393. [Google Scholar] [CrossRef]
- Kallakunta, V.R.; Tiwari, R.; Sarabu, S.; Bandari, S.; Repka, M.A. Effect of formulation and process variables on lipid based sustained release tablets via continuous twin screw granulation: A comparative study. Eur. J. Pharm. Sci. 2018, 121, 126–138. [Google Scholar] [CrossRef]
- Keen, J.M.; Foley, C.J.; Hughey, J.R.; Bennett, R.C.; Jannin, V.; Rosiaux, Y.; Marchaud, D.; McGinity, J.W. Continuous twin screw melt granulation of glyceryl behenate: Development of controlled release tramadol hydrochloride tablets for improved safety. Int. J. Pharm. 2015, 487, 72–80. [Google Scholar] [CrossRef]
- Tan, D.C.T.; Chin, W.W.L.; Tan, E.H.; Hong, S.; Gu, W.; Gokhale, R. Effect of binders on the release rates of direct molded verapamil tablets using twin-screw extruder in melt granulation. Int. J. Pharm. 2014, 463, 89–97. [Google Scholar] [CrossRef]
- Kharb, V.; Saharan, V.A.; Kharb, V.; Jadhav, H.; Purohit, S. Formulation and evaluation of lipid based taste masked granules of ondansetron HCl. Eur. J. Pharm. Sci. 2014, 62, 180–188. [Google Scholar] [CrossRef]
- Bandari, S.; Nyavanandi, D.; Kallakunta, V.R.; Janga, K.Y.; Sarabu, S.; Butreddy, A.; Repka, M.A. Continuous Twin Screw Granulation—An advanced alternative granulation technology for use in the pharmaceutical industry. Int. J. Pharm. 2020, 580, 119215. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Thompson, M.; O’Donnell, K. Impact of non-binder ingredients and molecular weight of polymer binders on heat assisted twin screw dry granulation. Int. J. Pharm. 2018, 536, 336–344. [Google Scholar] [CrossRef] [PubMed]
- Grymonpré, W.; Verstraete, G.; Vanhoorne, V.; Remon, J.P.; De Beer, T.; Vervaet, C. Downstream processing from melt granulation towards tablets: In-depth analysis of a continuous twin-screw melt granulation process using polymeric binders. Eur. J. Pharm. Biopharm. 2018, 124, 43–54. [Google Scholar] [CrossRef] [Green Version]
- Patil, H.; Tiwari, R.V.; Upadhye, S.B.; Vladyka, R.S.; Repka, M.A. Formulation and development of pH-independent/dependent sustained release matrix tablets of ondansetron HCl by a continuous twin-screw melt granulation process. Int. J. Pharm. 2015, 496, 33–41. [Google Scholar] [CrossRef]
- Kittikunakorn, N.; Sun, C.C.; Zhang, F. Effect of screw profile and processing conditions on physical transformation and chemical degradation of gabapentin during twin-screw melt granulation. Eur. J. Pharm. Sci. 2019, 131, 243–253. [Google Scholar] [CrossRef] [PubMed]
- Kelleher, J.F.; Madi, A.M.; Gilvary, G.C.; Tian, Y.W.; Li, S.; Almajaan, A.; Loys, Z.S.; Jones, D.S.; Andrews, G.P.; Healy, A.M. Metformin Hydrochloride and Sitagliptin Phosphate Fixed-Dose Combination Product Prepared Using Melt Granulation Continuous Processing Technology. Aaps Pharmscitech 2020, 21, 23. [Google Scholar] [CrossRef]
- Notario-Pérez, F.; Cazorla-Luna, R.; Martín-Illana, A.; Ruiz-Caro, R.; Peña, J.; Veiga, M.-D. Tenofovir hot-melt granulation using Gelucire® to develop sustained-release vaginal systems for weekly protection against sexual transmission of HIV. Pharmaceutics 2019, 11, 137. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Krstic, M.; Djuris, J.; Petrovic, O.; Lazarevic, N.; Cvijic, S.; Ibric, S. Application of the melt granulation technique in development of lipid matrix tablets with immediate release of carbamazepine. J. Drug Deliv. Sci. Technol. 2017, 39, 467–474. [Google Scholar] [CrossRef]
- Nardin, I.; Köllner, S. Successful development of oral SEDDS: Screening of excipients from the industrial point of view. Adv. Drug Deliv. Rev. 2019, 142, 128–140. [Google Scholar] [CrossRef] [PubMed]
- Monteyne, T.; Vancoillie, J.; Remon, J.-P.; Vervaet, C.; De Beer, T. Continuous melt granulation: Influence of process and formulation parameters upon granule and tablet properties. Eur. J. Pharm. Biopharm. 2016, 107, 249–262. [Google Scholar] [CrossRef] [PubMed]
- Perissutti, B.; Newton, J.M.; Podczeck, F.; Rubessa, F. Preparation of extruded carbamazepine and PEG 4000 as a potential rapid release dosage form. Eur. J. Pharm. Biopharm. 2002, 53, 125–132. [Google Scholar] [CrossRef]
- Perissutti, B.; Rubessa, F.; Moneghini, M.; Voinovich, D. Formulation design of carbamazepine fast-release tablets prepared by melt granulation technique. Int. J. Pharm. 2003, 256, 53–63. [Google Scholar] [CrossRef]
- Panda, R.R.; Tiwary, A.K. Hot melt granulation: A facile approach for monolithic osmotic release tablets. Drug Dev. Ind. Pharm. 2012, 38, 447–461. [Google Scholar] [CrossRef]
- Passerini, N.; Albertini, B.; González-Rodríguez, M.L.; Cavallari, C.; Rodriguez, L. Preparation and characterisation of ibuprofen–poloxamer 188 granules obtained by melt granulation. Eur. J. Pharm. Sci. 2002, 15, 71–78. [Google Scholar] [CrossRef]
- Monteyne, T.; Heeze, L.; Mortier, S.T.F.; Oldörp, K.; Cardinaels, R.; Nopens, I.; Vervaet, C.; Remon, J.-P.; De Beer, T. The use of rheology combined with differential scanning calorimetry to elucidate the granulation mechanism of an immiscible formulation during continuous twin-screw melt granulation. Pharm. Res. 2016, 33, 2481–2494. [Google Scholar] [CrossRef] [PubMed]
- Vaingankar, P.; Amin, P. Continuous melt granulation to develop high drug loaded sustained release tablet of Metformin HCl. Asian J. Pharm. Sci. 2017, 12, 37–50. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Monteyne, T.; Adriaensens, P.; Brouckaert, D.; Remon, J.-P.; Vervaet, C.; De Beer, T. Stearic acid and high molecular weight PEO as matrix for the highly water soluble metoprolol tartrate in continuous twin-screw melt granulation. Int. J. Pharm. 2016, 512, 158–167. [Google Scholar] [CrossRef] [PubMed]
- Severino, P.; Pinho, S.C.; Souto, E.B.; Santana, M.H. Polymorphism, crystallinity and hydrophilic–lipophilic balance of stearic acid and stearic acid–capric/caprylic triglyceride matrices for production of stable nanoparticles. Colloids Surf. B Biointerfaces 2011, 86, 125–130. [Google Scholar] [CrossRef] [PubMed]
- Verstraete, G.; Mertens, P.; Grymonpré, W.; Van Bockstal, P.-J.; De Beer, T.; Boone, M.; Van Hoorebeke, L.; Remon, J.P.; Vervaet, C. A comparative study between melt granulation/compression and hot melt extrusion/injection molding for the manufacturing of oral sustained release thermoplastic polyurethane matrices. Int. J. Pharm. 2016, 513, 602–611. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Monteyne, T.; Heeze, L.; Oldörp, K.; Vervaet, C.; Remon, J.-P.; De Beer, T. Vibrational spectroscopy to support the link between rheology and continuous twin-screw melt granulation on molecular level: A case study. Eur. J. Pharm. Biopharm. 2016, 103, 127–135. [Google Scholar] [CrossRef]
- Liu, T.; Paul, S.; Beeson, B.T.; Alexander, J.; Yang, F.; Bi, V.; Durig, T.; Sun, C.C.; Zhang, F. Effect of Hydroxypropyl Cellulose Level on Twin-Screw Melt Granulation of Acetaminophen. AAPS PharmSciTech 2020, 21, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Kimura, S.-i.; Uchida, S.; Kanada, K.; Namiki, N. Effect of granule properties on rough mouth feel and palatability of orally disintegrating tablets. Int. J. Pharm. 2015, 484, 156–162. [Google Scholar] [CrossRef] [PubMed]
- Liu, T.; Kittikunakorn, N.; Zhang, Y.; Zhang, F. Mechanisms of twin screw melt granulation. J. Drug Deliv. Sci. Technol. 2020, 61, 102150. [Google Scholar] [CrossRef]
- Schæfer, T. Growth mechanisms in melt agglomeration in high shear mixers. Powder Technol. 2001, 117, 68–82. [Google Scholar] [CrossRef]
- Vercruysse, J.; Díaz, D.C.; Peeters, E.; Fonteyne, M.; Delaet, U.; Van Assche, I.; De Beer, T.; Remon, J.P.; Vervaet, C. Continuous twin screw granulation: Influence of process variables on granule and tablet quality. Eur. J. Pharm. Biopharm. 2012, 82, 205–211. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thompson, M. Twin screw granulation–review of current progress. Drug Dev. Ind. Pharm. 2015, 41, 1223–1231. [Google Scholar] [CrossRef] [PubMed]
- Tu, W.-D.; Ingram, A.; Seville, J. Regime map development for continuous twin screw granulation. Chem. Eng. Sci. 2013, 87, 315–326. [Google Scholar] [CrossRef]
- Kempin, W.; Domsta, V.; Grathoff, G.; Brecht, I.; Semmling, B.; Tillmann, S.; Weitschies, W.; Seidlitz, A. Immediate release 3D-printed tablets produced via fused deposition modeling of a thermo-sensitive drug. Pharm. Res. 2018, 35, 124. [Google Scholar] [CrossRef]
- AbbVie, Inc. ORIAHNN Prescribing Information; 2020; Available online: https://www.rxabbvie.com/pdf/oriahnn_pi.pdf (accessed on 28 April 2021).
- Qiu, Y.; Gong, Y.; Ruggles, A.; Baird, J.A.; Chwalisz, K.; Owens, C.D.; Thomas, J.W.; Castelli-Haley, J.; Gordon, K.; Snabes, M.C. Solid Pharmaceutical Formulations for Treating Endometriosis, Uterine Fibroids, Polycystic Ovary Syndrome or Adenomyosis. U.S. Patent No US20190054027A1, 21 February 2019. [Google Scholar]
- Chiou, W.L.; Riegelman, S. Preparation and dissolution characteristics of several fast-release solid dispersions of griseofulvin. J. Pharm. Sci. 1969, 58, 1505–1510. [Google Scholar] [CrossRef]
- Zhong, Z.; Guo, C.; Chen, L.; Xu, J.; Huang, Y. Co-crystal formation between poly (ethylene glycol) and a small molecular drug griseofulvin. Chem. Commun. 2014, 50, 6375–6378. [Google Scholar] [CrossRef] [Green Version]
- Yang, X.; Zhong, Z.; Huang, Y. The effect of PEG molecular weights on the thermal stability and dissolution behaviors of griseofulvin-PEG crystalline inclusion complexes. Int. J. Pharm. 2016, 508, 51–60. [Google Scholar] [CrossRef] [PubMed]
- Andrade, T.C.; Martins, R.M.; Freitas, L.A.P. Granulation of indomethacin and a hydrophilic carrier by fluidized hot melt method: The drug solubility enhancement. Powder Technol. 2015, 270, 453–460. [Google Scholar] [CrossRef]
- Shaikh, R.; Walker, G.M.; Croker, D.M. Continuous, simultaneous cocrystallization and formulation of theophylline and 4-aminobenzoic acid pharmaceutical cocrystals using twin screw melt granulation. Eur. J. Pharm. Sci. 2019, 137, 104981. [Google Scholar] [CrossRef]
- Newa, M.; Bhandari, K.H.; Oh, D.H.; Kim, Y.R.; Sung, J.H.; Kim, J.O.; Woo, J.S.; Choi, H.G.; Yong, C.S. Enhanced dissolution of ibuprofen using solid dispersion with poloxamer 407. Arch. Pharmacal Res. 2008, 31, 1497–1507. [Google Scholar] [CrossRef] [PubMed]
- Dugar, R.P.; Gajera, B.Y.; Dave, R.H. Fusion method for solubility and dissolution rate enhancement of ibuprofen using block copolymer poloxamer 407. AAPS PharmSciTech 2016, 17, 1428–1440. [Google Scholar] [CrossRef] [PubMed]
- Karekar, P.; Vyas, V.; Shah, M.; Sancheti, P.; Pore, Y. Physicochemical investigation of the solid dispersion systems of etoricoxib with poloxamer 188. Pharm. Dev. Technol. 2009, 14, 373–379. [Google Scholar] [CrossRef] [PubMed]
- da Fonseca Antunes, A.B.; De Geest, B.G.; Vervaet, C.; Remon, J.P. Gelucire 44/14 based immediate release formulations for poorly water-soluble drugs. Drug Dev. Ind. Pharm. 2013, 39, 791–798. [Google Scholar] [CrossRef] [PubMed]
- Jang, S.W.; Choi, Y.W.; Kang, M.J. Preparation of solid dispersion of Everolimus in Gelucire 50/13 using melt granulation technique for enhanced drug release. Bull. Korean Chem. Soc. 2014, 35, 1939–1943. [Google Scholar] [CrossRef] [Green Version]
- Devireddy, S.R.; Veerareddy, P.R. Solubility and bioavailability improvement of gliclazide by solid dispersions using novel carriers. Int. J. Drug Deliv. 2012, 4, 455. [Google Scholar]
- Cavallari, C.; Fini, A.; Ceschel, G. Design of olanzapine/lutrol solid dispersions of improved stability and performances. Pharmaceutics 2013, 5, 570–590. [Google Scholar] [CrossRef] [Green Version]
- Sruti, J.; Patra, C.N.; Swain, S.; Panigrahi, K.C.; Patro, A.P.; Beg, S.; Dinda, S.C.; Rao, M.E.B. Improvement in the dissolution rate and tableting properties of cefuroxime axetil by melt-granulated dispersion and surface adsorption. Acta Pharm. Sinica B 2013, 3, 113–122. [Google Scholar] [CrossRef] [Green Version]
- Seo, A.; Holm, P.; Kristensen, H.G.; Schæfer, T. The preparation of agglomerates containing solid dispersions of diazepam by melt agglomeration in a high shear mixer. Int. J. Pharm. 2003, 259, 161–171. [Google Scholar] [CrossRef]
- Khobragade, D.; Wankar, J.; Patil, A.; Potbhare, M.; Lakhotiya, C.; Umathe, S. A novel practical approach for enhancement of bioavailability of a poorly water soluble drug by hot melt coating technique. Int. J. Pharm. Sci. Rev. Res 2014, 26, 258–263. [Google Scholar]
- Mamidi, H.K.; Palekar, S.; Nukala, P.K.; Mishra, S.M.; Patki, M.; Fu, Y.; Supner, P.; Chauhan, G.; Patel, K. Process optimization of twin-screw melt granulation of fenofibrate using design of experiment (DoE). Int. J. Pharm. 2021, 593, 120101. [Google Scholar] [CrossRef]
- Szűts, A.; Láng, P.; Ambrus, R.; Kiss, L.; Deli, M.A.; Szabó-Révész, P. Applicability of sucrose laurate as surfactant in solid dispersions prepared by melt technology. Int. J. Pharm. 2011, 410, 107–110. [Google Scholar] [CrossRef] [PubMed]
- Kukec, S.; Vrbanec, T.; Srčič, S.; Vrečer, F. Characterization of agglomerated carvedilol by hot-melt processes in a fluid bed and high shear granulator. Int. J. Pharm. 2012, 430, 74–85. [Google Scholar] [CrossRef] [PubMed]
- Yang, D.; Kulkarni, R.; Behme, R.J.; Kotiyan, P.N. Effect of the melt granulation technique on the dissolution characteristics of griseofulvin. Int. J. Pharm. 2007, 329, 72–80. [Google Scholar] [CrossRef] [PubMed]
- Passerini, N.; Albertini, B.; Perissutti, B.; Rodriguez, L. Evaluation of melt granulation and ultrasonic spray congealing as techniques to enhance the dissolution of praziquantel. Int. J. Pharm. 2006, 318, 92–102. [Google Scholar] [CrossRef] [PubMed]
- Vilhelmsen, T.; Eliasen, H.; Schæfer, T. Effect of a melt agglomeration process on agglomerates containing solid dispersions. Int. J. Pharm. 2005, 303, 132–142. [Google Scholar] [CrossRef]
- Steffens, K.E.; Wagner, K.G. Dissolution enhancement of carbamazepine using twin-screw melt granulation. Eur. J. Pharm. Biopharm. 2020, 148, 77–87. [Google Scholar] [CrossRef] [PubMed]
- Haynes, R.B.; McDonald, H.P.; Garg, A.; Montague, P. Interventions for helping patients to follow prescriptions for medications. Cochrane Database Syst. Rev. 2002, 2, CD000011. [Google Scholar]
- Mahoney, J.J.; Ansell, B.J.; Fleming, W.K.; Butterworth, S.W. The unhidden cost of noncompliance. J. Manag. Care Pharm. 2008, 14, 1–30. [Google Scholar] [CrossRef]
- Bracken, L.; McDonough, E.; Ashleigh, S.; Wilson, F.; Shakeshaft, J.; Ohia, U.; Mistry, P.; Jones, H.; Kanji, N.; Liu, F. Can children swallow tablets? Outcome data from a feasibility study to assess the swallowability and acceptability of different sized placebo tablets in children and young people (Creating Acceptable Tablets-CAT). BMJ Open 2020, 10, 10. [Google Scholar] [CrossRef] [PubMed]
- Van Arnum, P. Pediatric formulations: Technical and regulatory considerations. Pharm. Technol. 2009, 2009, 15. [Google Scholar]
- (EMEA) E.M.A. Reflection Paper: Formulations of Choice for the Pediatric Population; European Medicine Agency: Amsterdam, The Netherlands, 2006.
- Morris, J.B.; Tisi, D.A.; Tan, D.C.T.; Worthington, J.H. Development and Palatability Assessment of Norvir®(Ritonavir) 100 mg Powder for Pediatric Population. Int. J. Mol. Sci. 2019, 20, 1718. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vaassen, J.; Bartscher, K.; Breitkreutz, J. Taste masked lipid pellets with enhanced release of hydrophobic active ingredient. Int. J. Pharm. 2012, 429, 99–103. [Google Scholar] [CrossRef] [PubMed]
- Douroumis, D. Practical approaches of taste masking technologies in oral solid forms. Expert Opin. Drug Deliv. 2007, 4, 417–426. [Google Scholar] [CrossRef]
- Ayenew, Z.; Puri, V.; Kumar, L.; Bansal, A.K. Trends in pharmaceutical taste masking technologies: A patent review. Recent Pat. Drug Deliv. Formul. 2009, 3, 26–39. [Google Scholar] [CrossRef]
- Faisal, W.; Farag, F.; Abdellatif, A.A.; Abbas, A. Taste masking approaches for medicines. Curr. Drug Deliv. 2018, 15, 167–185. [Google Scholar] [CrossRef]
- Al-kasmi, B.; Alsirawan, M.B.; Bashimam, M.; El-zein, H. Mechanical microencapsulation: The best technique in taste masking for the manufacturing scale-Effect of polymer encapsulation on drug targeting. J. Control. Release 2017, 260, 134–141. [Google Scholar] [CrossRef] [PubMed]
- Jannin, V.; Cuppok, Y. Hot-melt coating with lipid excipients. Int. J. Pharm. 2013, 457, 480–487. [Google Scholar] [CrossRef]
- Banerjee, S.; Joshi, U.; Singh, A.; Saharan, V.A. Lipids for Taste masking and Taste assessment in pharmaceutical formulations. Chem. Phys. Lipids 2021, 235, 105031. [Google Scholar] [CrossRef] [PubMed]
- Naqvi, R.F.; Khan, A.; Umer, M.F.; Malik, O.; Shahwani, N.A. Design and Optimization of Novel Taste-Masked Medicated Chocolates of Dextromethorphan with In vitro and In vivo Taste Evaluation. J. Pharm. Innov. 2020, 1–15. [Google Scholar] [CrossRef]
- Qi, S.; Deutsch, D.; Craig, D.Q. An investigation into the mechanisms of drug release from taste-masking fatty acid microspheres. J. Pharm. Sci. 2008, 97, 3842–3854. [Google Scholar] [CrossRef] [PubMed]
- Qi, S.; Deutsch, D.; Craig, D.Q. An investigation into the interaction between taste masking fatty acid microspheres and alkaline buffer using thermal and spectroscopic analysis. J. Pharm. Sci. 2006, 95, 1022–1028. [Google Scholar] [CrossRef]
- Reed, M.D.; Powell, D.A.; Nahata, M.C.; Powell, N.E.; Ossi, M.J. The safety, efficacy, and tolerability of cefuroxime axetil suspension in infants and children receiving previous intravenous antibiotic therapy. DICP 1991, 25, 1236–1238. [Google Scholar] [CrossRef] [PubMed]
- Robson, H.; Craig, D.; Deutsch, D. An investigation into the release of cefuroxime axetil from taste-masked stearic acid microspheres: Part 1: The influence of the dissolution medium on the drug release profile and the physical integrity of the microspheres. Int. J. Pharm. 1999, 190, 183–192. [Google Scholar] [CrossRef]
- James, M.B.; Elliott, L.G. Pharmaceutical Composition Comprising Cefuroxime Axetil. U.S. Patent No US4865851A, 12 September 1989. [Google Scholar]
- Du, Y.; Zhai, Y.; Zhang, J.; Wu, C.; Luo, C.; Sun, J.; He, Z. Development and evaluation of taste-masked dry suspension of cefuroxime axetil for enhancement of oral bioavailability. Asian J. Pharm. Sci. 2013, 8, 287–294. [Google Scholar] [CrossRef] [Green Version]
- Pawar, H.A.; Joshi, P.R. Development and evaluation of taste masked granular formulation of satranidazole by melt granulation technique. J. Pharm. 2014, 2014, 789676. [Google Scholar] [CrossRef] [Green Version]
- Münster, M.; Schoch, C.; Schmidt, C.; Breitkreutz, J. Multiparticulate system combining taste masking and immediate release properties for the aversive compound praziquantel. Eur. J. Pharm.Sci. 2017, 109, 446–454. [Google Scholar] [CrossRef]
- Lo, J.B.; Appel, L.E.; Herbig, S.M.; McCray, S.B.; Thombre, A.G. Formulation design and pharmaceutical development of a novel controlled release form of azithromycin for single-dose therapy. Drug Dev. Ind. Pharm. 2009, 35, 1522–1529. [Google Scholar] [CrossRef]
- Vithani, K.; Cuppok, Y.; Mostafa, S.; Slipper, I.; Snowden, M.; Douroumis, D. Diclofenac sodium sustained release hot melt extruded lipid matrices. Pharm. Dev. Technol. 2014, 19, 531–538. [Google Scholar] [CrossRef] [PubMed]
- Vithani, K.; Douroumis, D. Hot-melt extruded lipidic pellets for pediatric applications: An investigation of the effects and stability on drug dissolution. J. Drug Deliv. Sci. Technol. 2019, 49, 43–49. [Google Scholar] [CrossRef]
- Barthelemy, P.; Laforet, J.; Farah, N.; Joachim, J. Compritol® 888 ATO: An innovative hot-melt coating agent for prolonged-release drug formulations. Eur. J. Pharm. Biopharm. 1999, 47, 87–90. [Google Scholar] [CrossRef]
- Faham, A.; Prinderre, P.; Piccerelle, P.; Farah, N.; Joachim, J. Hot melt coating technology: Influence of Compritol 888 Ato and granule size on chloroquine release. Die Pharm. 2000, 55, 444. [Google Scholar]
- Faham, A.; Prinderre, P.; Farah, N.; Eichler, K.; Kalantzis, G.; Joachim, J. Hot-melt coating technology. I. Influence of Compritol® 888 Ato and granule size on theophylline release. Drug Dev. Ind. Pharm. 2000, 26, 167–176. [Google Scholar] [CrossRef]
- Knezevic, Z.; Gosak, D.; Hraste, M.; Rausl, D.; Khan, M.Z.I. Application of hot-melt coating process for designing a lipid based controlled release drug delivery system for highly aqueous soluble drugs. Chem. Pharm. Bull. 2009, 57, 464–471. [Google Scholar] [CrossRef] [Green Version]
- Kraahs, P.; Bold, S.; Fahsel, L. Melt-Coated Pharmaceutical Composition with Fast Release. EP2365801A, 17 December 2013. [Google Scholar]
- Milanovic, A.; Aleksic, I.; Ibric, S.; Parojcic, J.; Cvijic, S. Hot-melt coating with Precirol ATO 5 in a fluidized-bed apparatus: Application of experimental design in the optimization of process parameters. J. Drug Deliv. Sci. Technol. 2018, 46, 274–284. [Google Scholar] [CrossRef]
- Morin, C.; Rosiaux, Y. High Shear Coating: A Versatile Taste-Masking Process. ONdrug Deliv. Mag. 2018, 88, 10–13. [Google Scholar]
- Rosiaux, Y.; Forest, A.; Girard, J.-M.; Deleglise, C.; Sheehan, L.; Marchaud, D. High shear blending with glyceryl distearate provides individually coated drug particles for effective taste masking. J. Drug Deliv. Sci. Technol. 2018, 48, 437–449. [Google Scholar] [CrossRef]
- Duru, C.; Boudeville, P.; Delalonde, M.; Farah, N. Melt granulation with glyceryl palmitostearate to obtain taste-masked acetaminophen. Ann. Pharm. Fr. 2004, 62, 186–192. [Google Scholar] [CrossRef]
- Pimparade, M.B.; Morott, J.T.; Park, J.-B.; Kulkarni, V.I.; Majumdar, S.; Murthy, S.; Lian, Z.; Pinto, E.; Bi, V.; Durig, T. Development of taste masked caffeine citrate formulations utilizing hot melt extrusion technology and in vitro–in vivo evaluations. Int. J. Pharm. 2015, 487, 167–176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, H.; Dumpa, N.; Bandari, S.; Durig, T.; Repka, M.A. Fabrication of Taste-Masked Donut-Shaped Tablets Via Fused Filament Fabrication 3D Printing Paired with Hot-Melt Extrusion Techniques. AAPS PharmSciTech 2020, 21, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Morott, J.T.; Pimparade, M.; Park, J.-B.; Worley, C.P.; Majumdar, S.; Lian, Z.; Pinto, E.; Bi, Y.; Durig, T.; Repka, M.A. The effects of screw configuration and polymeric carriers on hot-melt extruded taste-masked formulations incorporated into orally disintegrating tablets. J. Pharm. Sci. 2015, 104, 124–134. [Google Scholar] [CrossRef] [Green Version]
- Shiino, K.; Iwao, Y.; Fujinami, Y.; Itai, S. Preparation and evaluation of granules with pH-dependent release by melt granulation. Int. J. Pharm. 2012, 431, 70–77. [Google Scholar] [CrossRef] [PubMed]
- Gryczke, A.; Schminke, S.; Maniruzzaman, M.; Beck, J.; Douroumis, D. Development and evaluation of orally disintegrating tablets (ODTs) containing Ibuprofen granules prepared by hot melt extrusion. Colloids Surf. B Biointerfaces 2011, 86, 275–284. [Google Scholar] [CrossRef]
- Qi, S.; Gryczke, A.; Belton, P.; Craig, D.Q. Characterisation of solid dispersions of paracetamol and EUDRAGIT® E prepared by hot-melt extrusion using thermal, microthermal and spectroscopic analysis. Int. J. Pharm. 2008, 354, 158–167. [Google Scholar] [CrossRef]
- Alshehri, S.M.; Park, J.-B.; Alsulays, B.B.; Tiwari, R.V.; Almutairy, B.; Alshetaili, A.S.; Morott, J.; Shah, S.; Kulkarni, V.; Majumdar, S. Mefenamic acid taste-masked oral disintegrating tablets with enhanced solubility via molecular interaction produced by hot melt extrusion technology. J. Drug Deliv. Sci. Technol. 2015, 27, 18–27. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.; Majumdar, S.; Deng, W.; Mohammed, N.; Chittiboyina, A.; Raman, V.; Shah, S.; Repka, M. Development and characterization of taste masked Efavirenz pellets utilizing hot melt extrusion. J. Drug Deliv. Sci. Technol. 2013, 23, 157–163. [Google Scholar] [CrossRef]
- Maniruzzaman, M.; Boateng, J.S.; Bonnefille, M.; Aranyos, A.; Mitchell, J.C.; Douroumis, D. Taste masking of paracetamol by hot-melt extrusion: An in vitro and in vivo evaluation. Eur. J. Pharm. Biopharm. 2012, 80, 433–442. [Google Scholar] [CrossRef]
- Maniruzzaman, M.; Bonnefille, M.; Aranyos, A.; Snowden, M.J.; Douroumis, D. An in-vivo and in-vitro taste masking evaluation of bitter melt-extruded drugs. J. Pharm. Pharmacol. 2014, 66, 323–337. [Google Scholar] [CrossRef] [PubMed]
- Thakral, S.; Thakral, N.K.; Majumdar, D.K. Eudragit®: A technology evaluation. Expert Opin. Drug Deliv. 2013, 10, 131–149. [Google Scholar] [CrossRef]
- Schilling, S.U.; Lirola, H.L.; Shah, N.H.; Waseem Malick, A.; McGinity, J.W. Influence of plasticizer type and level on the properties of Eudragit® S100 matrix pellets prepared by hot-melt extrusion. J. Microencapsul. 2010, 27, 521–532. [Google Scholar] [CrossRef]
- Zhang, F. Melt-extruded Eudragit® FS-based granules for colonic drug delivery. Aaps Pharmscitech. 2016, 17, 56–67. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramani, K.B.; Patel, V. Development of Posaconazole delayed-release tablets by high shear melt Granulation Technique. Res. J. Pharm. Technol. 2021, 14, 96–102. [Google Scholar] [CrossRef]
- Balducci, A.G.; Colombo, G.; Corace, G.; Cavallari, C.; Rodriguez, L.; Buttini, F.; Colombo, P.; Rossi, A. Layered lipid microcapsules for mesalazine delayed-release in children. Int. J. Pharm. 2011, 421, 293–300. [Google Scholar] [CrossRef]
- Hamdani, J.; Moës, A.J.; Amighi, K. Development and evaluation of prolonged release pellets obtained by the melt pelletization process. Int. J. Pharm. 2002, 245, 167–177. [Google Scholar] [CrossRef]
- N Patere, S.; S Desai, N.; S Jain, A.; P Kadam, P.; M Thatte, U.; Gogtay, N.; J Kapadia, C.; Farah, N.; S Nagarsenker, M. Compritol® 888 ATO a lipid excipient for sustained release of highly water soluble active: Formulation, scale-up and IVIVC study. Curr. Drug Deliv. 2013, 10, 548–556. [Google Scholar] [CrossRef]
- Prajapati, S.T.; Patel, A.N.; Patel, C.N. Formulation and evaluation of controlled-release tablet of zolpidem tartrate by melt granulation technique. Int. Sch. Res. Not. 2011, 2011, 208394. [Google Scholar] [CrossRef] [Green Version]
- Ochoa, L.; Igartua, M.; Hernández, R.; Gascón, A.; Solinis, M.; Pedraz, J. Novel extended-release formulation of lovastatin by one-step melt granulation: In vitro and in vivo evaluation. Eur. J. Pharm. Biopharm. 2011, 77, 306–312. [Google Scholar] [CrossRef]
- SUPAC-MR, F. Modified Release Solid Oral Dosage Forms: Scale-Up and Post-Approval Changes: Chemistry, Manufacturing, and Controls. Vitro Dissolution Testing and In Vivo Bioequivalenee Documentation [S/OL].(1997-09)[2009-08-18].
- Jedinger, N.; Khinast, J.; Roblegg, E. The design of controlled-release formulations resistant to alcohol-induced dose dumping–a review. Eur. J. Pharm. Biopharm. 2014, 87, 217–226. [Google Scholar] [CrossRef]
- Yanze, F.; Duru, C.; Jacob, M. A process to produce effervescent tablets: Fluidized bed dryer melt granulation. Drug Dev. Ind. Pharm. 2000, 26, 1167–1176. [Google Scholar] [CrossRef]
- Zhai, H.; Jones, D.; McCoy, C.; Madi, A.; Tian, Y.; Andrews, G. Gastroretentive extended-release floating granules prepared using a novel fluidized hot melt granulation (FHMG) technique. Mol. Pharm. 2014, 11, 3471–3483. [Google Scholar] [CrossRef]
- Koutsamanis, I.; Eder, S.; Beretta, M.; Witschnigg, A.; Paudel, A.; Nickisch, K.; Friedrich, M.; Eggenreich, K.; Roblegg, E. Formulation and processability screening for the rational design of ethylene-vinyl acetate based intra-vaginal rings. Int. J. Pharm. 2019, 564, 90–97. [Google Scholar] [CrossRef] [PubMed]
- Desai, P.M.; Hogan, R.C.; Brancazio, D.; Puri, V.; Jensen, K.D.; Chun, J.-H.; Myerson, A.S.; Trout, B.L. Integrated hot-melt extrusion–injection molding continuous tablet manufacturing platform: Effects of critical process parameters and formulation attributes on product robustness and dimensional stability. Int. J. Pharm. 2017, 531, 332–342. [Google Scholar] [CrossRef]
- Regev, G.; Patel, S.K.; Moncla, B.J.; Twist, J.; Devlin, B.; Rohan, L.C. Novel application of hot melt extrusion for the manufacturing of vaginal films containing microbicide candidate dapivirine. AAPS PharmSciTech 2019, 20, 239. [Google Scholar] [CrossRef]
- Maher, S.; Mrsny, R.J.; Brayden, D.J. Intestinal permeation enhancers for oral peptide delivery. Adv. Drug Deliv. Rev. 2016, 106, 277–319. [Google Scholar] [CrossRef] [PubMed]
- Aungst, B.J. Intestinal permeation enhancers. J. Pharm. Sci. 2000, 89, 429–442. [Google Scholar] [CrossRef]
- Reithmeier, H.; Herrmann, J.; Göpferich, A. Development and characterization of lipid microparticles as a drug carrier for somatostatin. Int. J. Pharm. 2001, 218, 133–143. [Google Scholar] [CrossRef]
- Vollrath, M.; Engert, J.; Winter, G. Long-term release and stability of pharmaceutical proteins delivered from solid lipid implants. Eur. J. Pharm. Biopharm. 2017, 117, 244–255. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
| HLB Range | Water Solubility | Application |
|---|---|---|
| 1–3 | Not dispersible in water | Sustained release |
| 3–6 | Poorly dispersible in water | Water in oil emulsifier |
| 6–8 | Coarse emulsion | Wetting agent |
| 8–10 | Stable emulsion | Oil in water emulsifier |
| 10–13 | Micro-/nano-emulsion | Surfactant |
| >13 | Solution | Solubilizer |
| Binder (Common Application) | Grade | HLB | Tg (°C) | Tm (°C) |
|---|---|---|---|---|
| Carnauba Wax (SR) 1 | Carnauba Wax [23] | - 2 | - | 82–86 [23] |
| Castor oil, hydrogenated (IR) 3 | Cutina® HR [8] | - | - | 85–87 [8] |
| Ethyl cellulose (SR) | Ethyl Cellulose 100cP [12] | - | 133 [12] | - |
| Aqualon™ 10 [51] | - | 150–156 [51] | - | |
| Glycerol esters | WITEPSOL H 15 [23] | - | - | 33–36 [23] |
| Glyceryl behenate (SR) | Compritol® 888 ATO [49,52,53,54] Compritol® HD5 ATO [23] | 2 [23,45] 5 [23] | - - | 69–74 [45,52] 60–67 [23] |
| Glycerol monostearate (SR, Taste-Masking) | Geleol™ [52,55] | 3 [52] | - | 54–64 [52] |
| Glyceryl palmitostearate (SR) | Precirol ATO 5 [52,54,56] | 2 [52] | - | 50–60 [52] 52 [54] |
| Hydroxypropyl methylcellulose (SR) | HPMC K4M [54] | - | 96 [48] | - |
| HPMC K100M [12] | - | 175 [12] | - | |
| AFFINISOL™ HPMC 100LV [57] | - | 157 [57] | - | |
| AFFINISOL™ HPMC 15 LV [58] | - | 97 [58] | - | |
| AFFINISOL™ HPMC 4 M [58] | - | 96 [58] | - | |
| AFFINISOL™ HPMC 4M [57] | - | 169 [57] | - | |
| Hydroxypropyl methylcellulose acetate succinate (SR) | AQOAT® LG [44] | - | 122 [44] | - |
| Hydroxypropyl methylcellulose phthalate (SR) | HPMC Phthalate HP 55 [44] | - | 145 [44] | - |
| Hydroxypropyl cellulose (IR, Compactability, SR) | Klucel® MF [51,52] | - | 120 [51] | - |
| Klucel® EF [51,59] | - | 120 [48] | - | |
| Klucel® ELF [49] | - | 120 [49] | - | |
| Klucel® EXF [49,60] | - | 120 [49] | - | |
| Klucel® HF [12] | - | 130 [12] | - | |
| HPC-A [61] | - | <180 [61] | - | |
| HPC-S [61] | - | <180 [61] | - | |
| Polymethacrylate copolymer (SR, Taste-Masking) | Eudragit® RSPO [51] | - | 64–66 [51] | - |
| Eudragit® EPO [44,58] | - | 45–53 [44,58] | - | |
| Eudragit® L100-55 [44] | - | 110 [44] | - | |
| Polyoxylglycerides (IR, SR, Solubilization) | Gelucire® 50/13 [46] | 11 [46] | - | 50 [46] |
| Gelucire® 44/14 [62] | 11 [46] | - | 44 [46] | |
| Gelucire® 43/01 [62] | 1 [46] | - | 43 [46] | |
| Gelucire® 39/01 [62] | 1 [46] | - | 39 [46] | |
| Labrafil® 2130CS [63] | 9 [64] | 52 [63] | ||
| Polyethylene glycol (IR, SR, Solubilization, Compactability) | PEG 400 [11,65] | - | - | 53 [48] |
| PEG 1500 [23] | - | - | 44–48 [23] | |
| PEG 3350 [47,61] | - | - | 62, 47–73 [47] | |
| PEG 4000 [11,65,66,67] | - | - | 61.3, 45.2–67.2 [11] | |
| PEG 6000 [36] | - | - | 55–60 [36] | |
| PEG 8000 [47] | - | - | 63, 52–73 [47] | |
| Polyethylene oxide (SR) | Sentry™ Polyox™ WSR 303 [68] | - | - | <75 [68] |
| Polyox™ N10 NF [44] | - | - | 65–70 [44] | |
| PEO 1M [54] | - | - | 65–70 [54] | |
| Poloxamer; Polyethylene oxide polypropylene oxide copolymer (Solubilization, Taste-Masking) | Kolliphor® P188 [69] | >24 [23] | - | 50.9 [69] |
| Kolliphor® P407 [37] | 18–23 [23] | - | 56 [37] | |
| Polyvinyl pyrrolidone (SR) | Kollidon® 12 PF [44] | - | 72 [44] | - |
| Kollidon® 30 [44] | - | 160 [44] | - | |
| Kollidon® SR [68] | - | - | - | |
| Vinylpyrrolidone-vinyl acetate copolymer (SR) | Kollidon® VA64 [51] | - | 108 [58] | - |
| Polyvinyl caprolactam–polyvinyl acetate–polyethylene glycol graft copolymer (SR, IR) | Soluplus [56,65,70] | - - | 64 [58] 70 [70] | - - |
| Stearic acid (SR) | Stearic Acid [8,56,59,71,72] | 15 [73] | - | 69 [72,73] |
| Thermoplastic polyurethanes (SR) | Tecoflex™ EG72D [74] | - | - | 55 [48] |
| Tecophilic™ SP60D60 [74] | - | - | 71 [48] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Forster, S.P.; Dippold, E.; Chiang, T. Twin-Screw Melt Granulation for Oral Solid Pharmaceutical Products. Pharmaceutics 2021, 13, 665. https://doi.org/10.3390/pharmaceutics13050665
Forster SP, Dippold E, Chiang T. Twin-Screw Melt Granulation for Oral Solid Pharmaceutical Products. Pharmaceutics. 2021; 13(5):665. https://doi.org/10.3390/pharmaceutics13050665
Chicago/Turabian StyleForster, Seth P., Erin Dippold, and Tiffany Chiang. 2021. "Twin-Screw Melt Granulation for Oral Solid Pharmaceutical Products" Pharmaceutics 13, no. 5: 665. https://doi.org/10.3390/pharmaceutics13050665