Design, Optimization, and Correlation of In Vitro/In Vivo Disintegration of Novel Fast Orally Disintegrating Tablet of High Dose Metformin Hydrochloride Using Moisture Activated Dry Granulation Process and Quality by Design Approach

 ,
, 
 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Design
2.3. Selection of Excipients
2.4. Preparation of Granules and Tablets
2.5. Granules Characterization
2.5.1. Mean Granule Size
2.5.2. Granules Bulk Density
2.5.3. Granules’ Flow
2.6. Tablets’ Characterization
2.6.1. Tablets’ Weight Variation
2.6.2. Tablets’ Breaking Force
2.6.3. Tablets’ Friability and Percent Capping
2.6.4. In Vitro Tablets’ Disintegration
2.6.5. Tablets’ Disintegration in the Oral Cavity
2.6.6. In Vitro Drug Release
3. Results and Discussion
3.1. Data Fitting to the Model
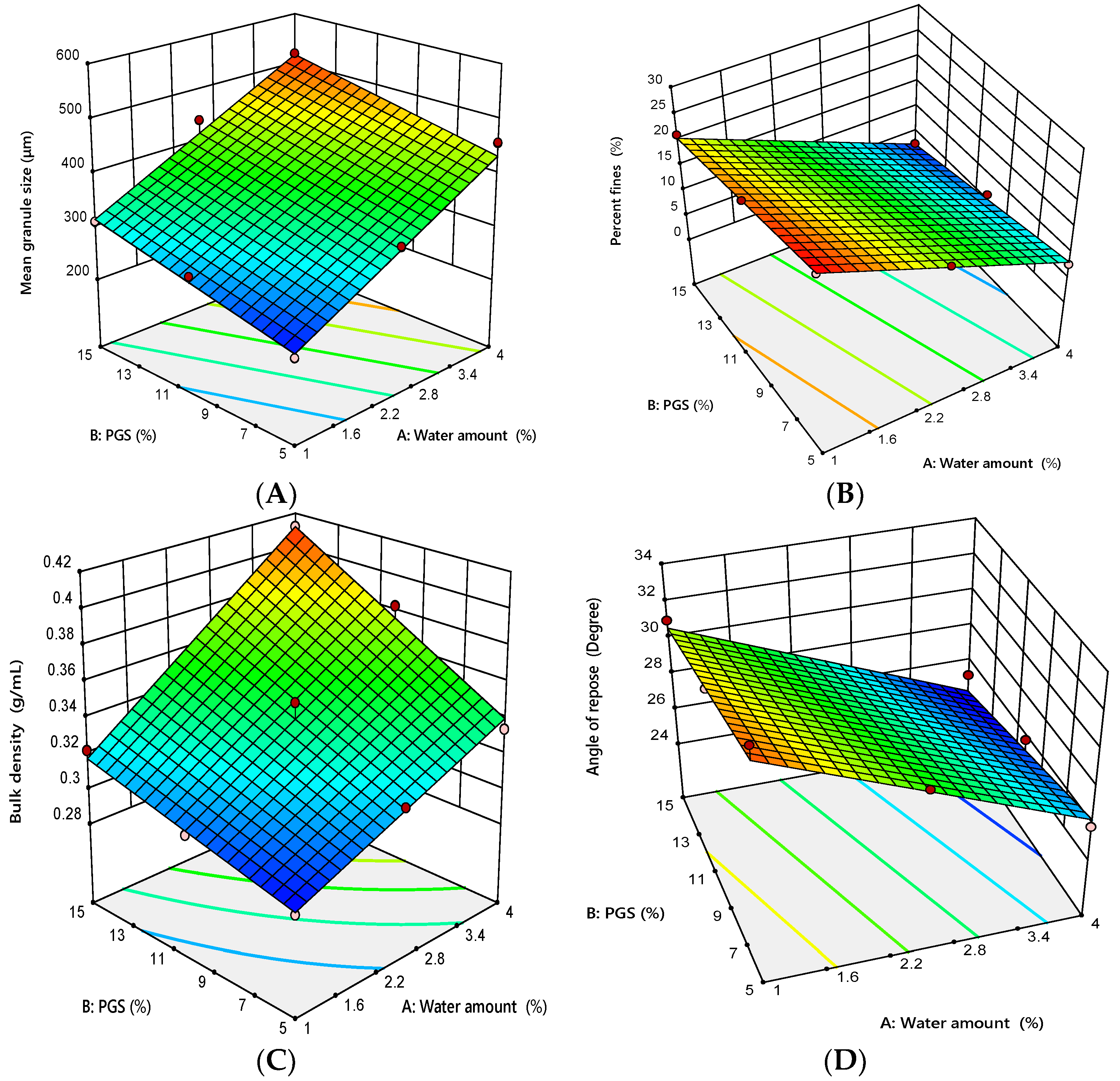
3.2. Effect of Independent Variables on Granules’ Characteristics
3.2.1. Mean Granules’ Size
3.2.2. Granules Bulk Density
3.2.3. Granules’ Flow
3.3. Effect of Independent Variables on Tablets’ Characteristics
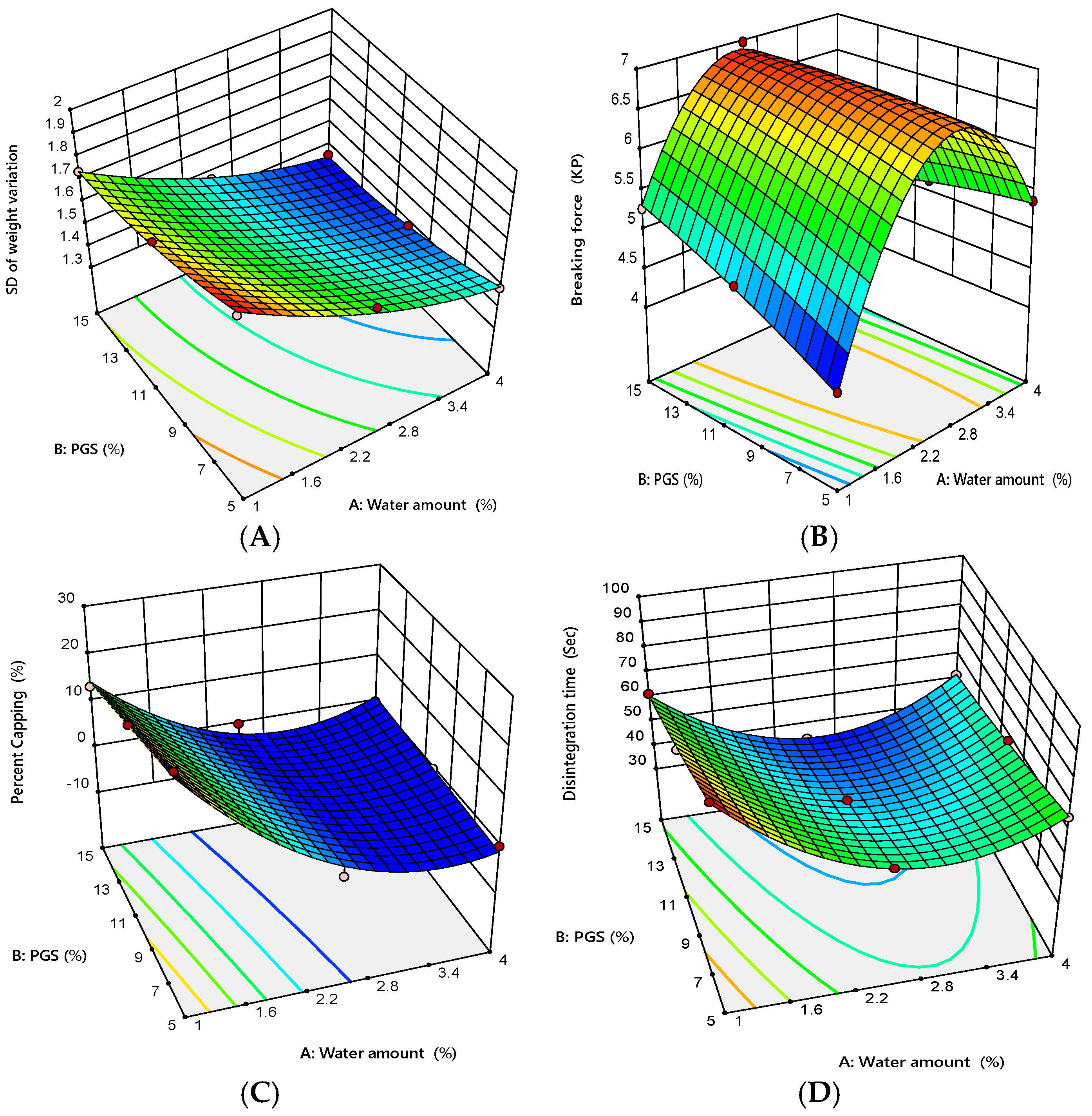
3.3.1. Tablet Weight Variation
3.3.2. Mechanical Strength of the Prepared Tablets
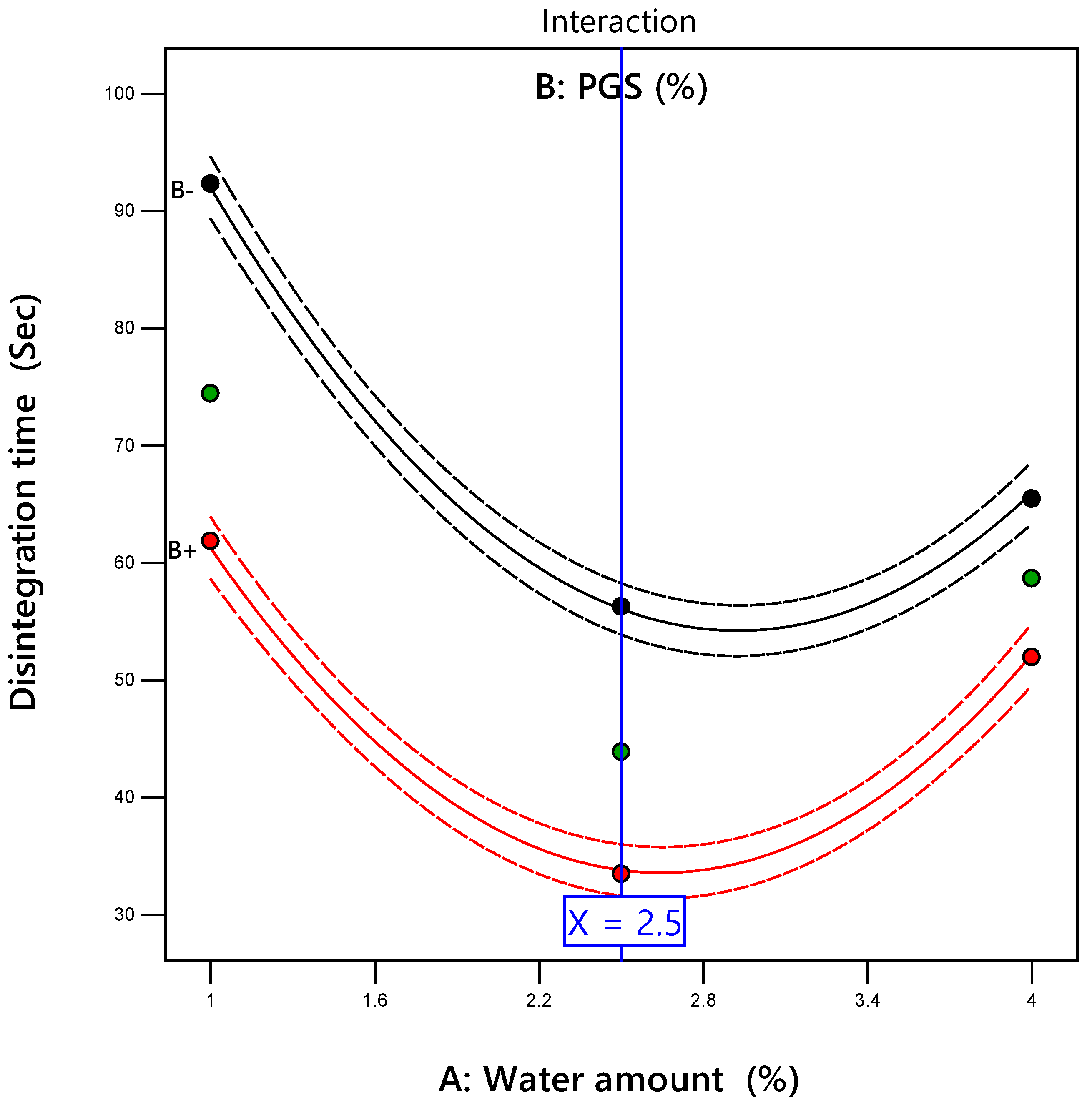
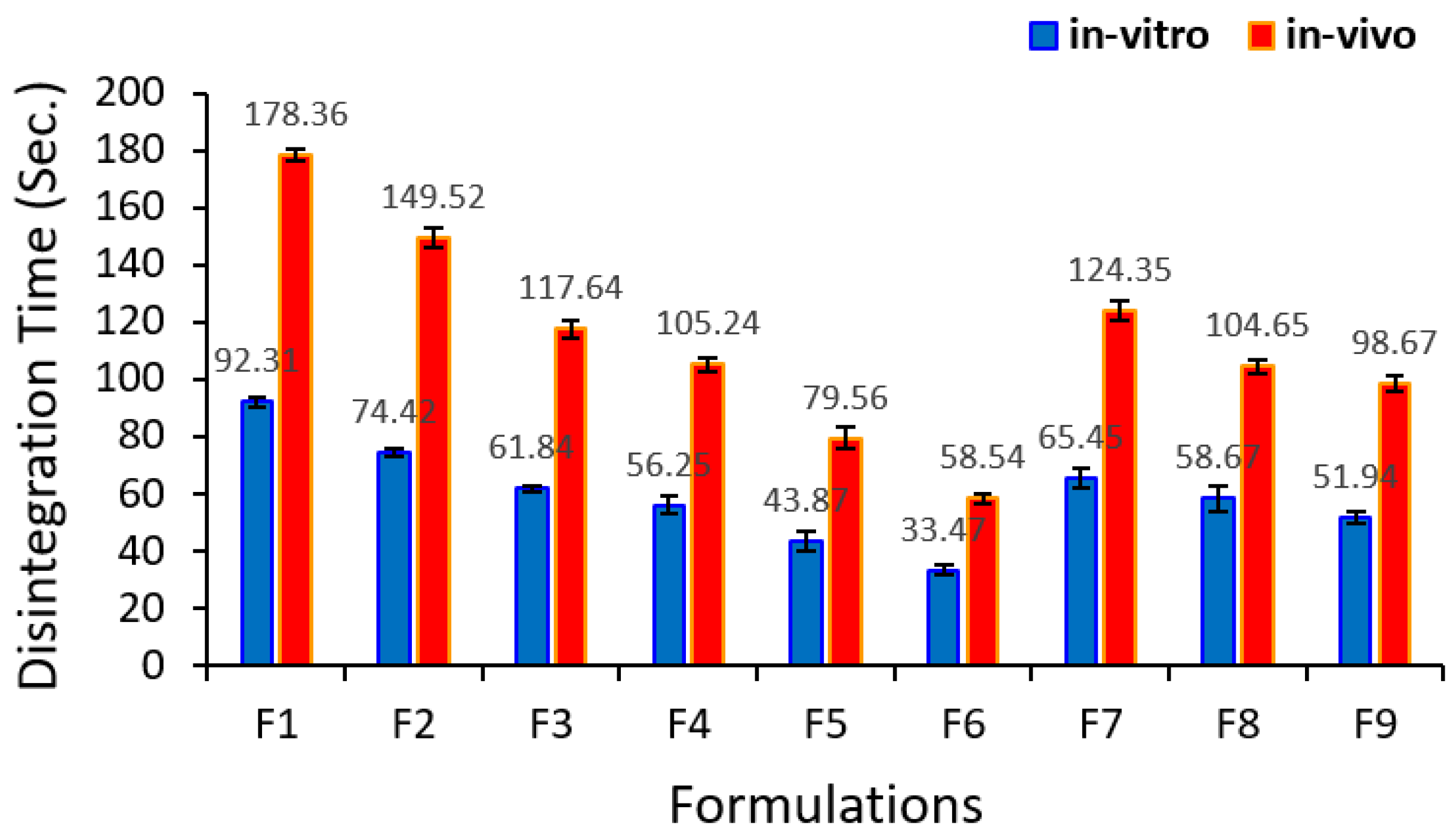
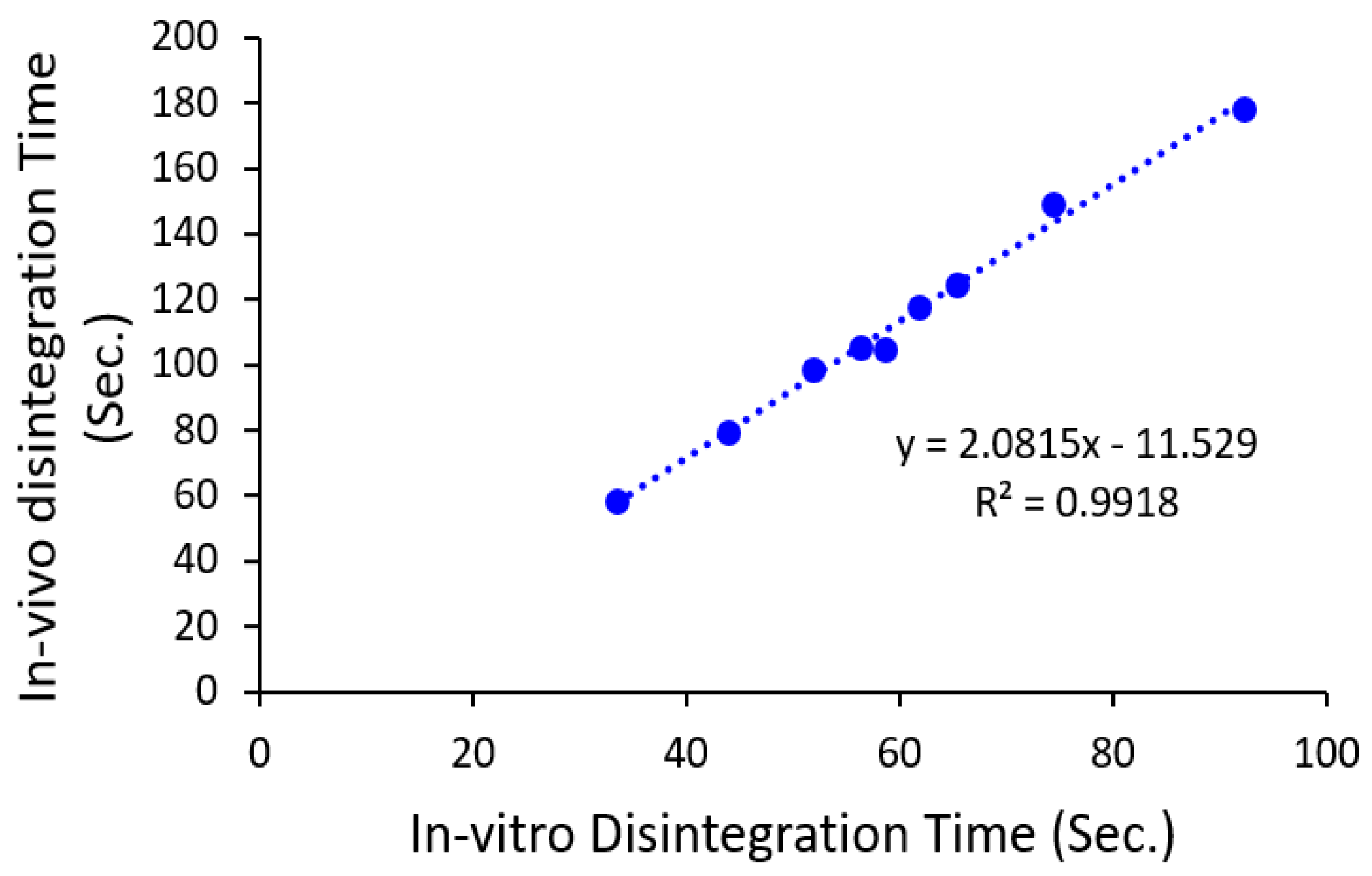
3.3.3. In Vitro and In Vivo Disintegration
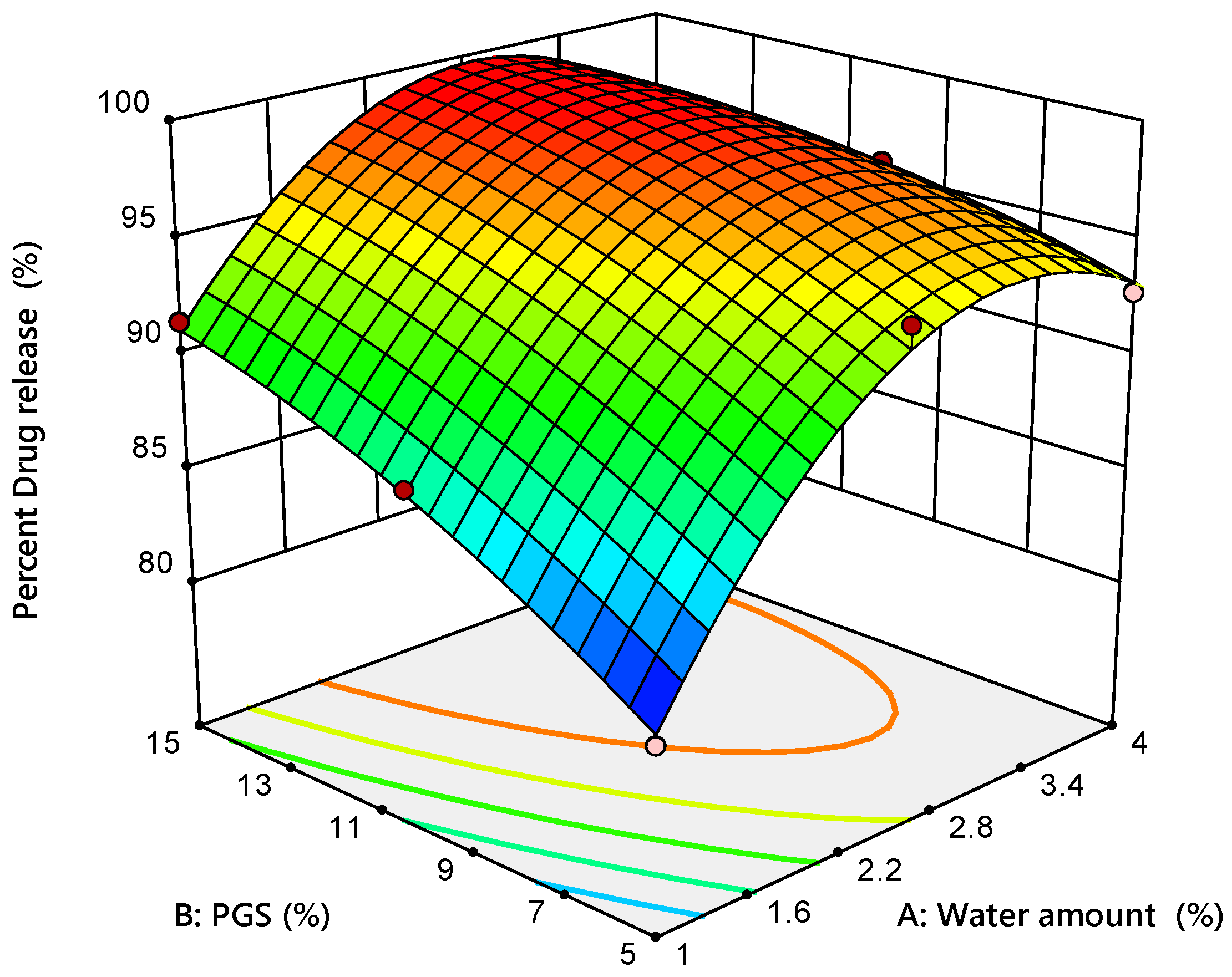
3.3.4. In Vitro Drug Release
3.4. Optimization of Experimental Design
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Simancasherbada, R.; Fernandezcarballido, A.; Aparicioblanco, J.; Slowing, K.; Rubioretama, J.; Lopezcabarcos, E.; Torressuarez, A.I. Controlled Release of Highly Hydrophilic Drugs from Novel Poly(Magnesium Acrylate) Matrix Tablets. Pharmaceutics 2020, 12, 174. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lizy Roselet, S.; Prema Kumari, J. An investigation on host-guest complexation of Metformin hydrochloride with hydroxypropyl-α-cyclodextrin for enhanced oral bioavailability. Mater. Today Proc. 2020, 21, 514–518. [Google Scholar] [CrossRef]
- Zhou, T.; Xu, X.; Du, M.; Zhao, T.; Wang, J. A preclinical overview of metformin for the treatment of type 2 diabetes. Biomed. Pharmacother. 2018, 106, 1227–1235. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.; Castelino, R.L.; Peterson, G.M. Metformin usage in type 2 diabetes mellitus: Are safety guidelines adhered to? Intern. Med. J. 2014, 44, 266–277. [Google Scholar] [CrossRef] [PubMed]
- Gedawy, A.; Al-Salami, H.; Dass, C.R. Advanced and multifaceted stability profiling of the first-line antidiabetic drugs metformin, gliclazide and glipizide under various controlled stress conditions. Saudi Pharm. J. 2020, 28, 362–368. [Google Scholar] [CrossRef]
- Shukla, S.K.; Kulkarni, N.S.; Chan, A.; Parvathaneni, V.; Farrales, P.; Muth, A.; Gupta, V. Metformin-Encapsulated Liposome Delivery System: An Effective Treatment Approach against Breast Cancer. Pharmaceutics 2019, 11, 559. [Google Scholar] [CrossRef] [Green Version]
- Salvatore, T.; Pafundi, P.C.; Morgillo, F.; di Liello, R.; Galiero, R.; Nevola, R.; Marfella, R.; Monaco, L.; Rinaldi, L.; Adinolfi, L.E.; et al. Metformin: An old drug against old age and associated morbidities. Diabetes Res. Clin. Pract. 2020, 160, 108025. [Google Scholar] [CrossRef]
- Soukas, A.A.; Hao, H.; Wu, L. Metformin as Anti-Aging Therapy: Is It for Everyone? Trends Endocrinol. Metab. 2019, 30, 745–755. [Google Scholar] [CrossRef]
- Cheng, C.L.; Yu, L.X.; Lee, H.L.; Yang, C.Y.; Lue, C.S.; Chou, C.H. Biowaiver extension potential to BCS Class III high solubility-low permeability drugs: Bridging evidence for metformin immediate-release tablet. Eur. J. Pharm. Sci. 2004, 22, 297–304. [Google Scholar] [CrossRef]
- Wang, C.; Hu, S.; Sun, C.C. Expedited development of a high dose orally disintegrating metformin tablet enabled by sweet salt formation with acesulfame. Int. J. Pharm. 2017, 532, 435–443. [Google Scholar] [CrossRef]
- Stegemann, S.; Gosch, M.; Breitkreutz, J. Swallowing dysfunction and dysphagia is an unrecognized challenge for oral drug therapy. Int. J. Pharm. 2012, 430, 197–206. [Google Scholar] [CrossRef] [PubMed]
- Petrovick, G.F.; Kleinebudde, P.; Breitkreutz, J. Orodispersible tablets containing taste-masked solid lipid pellets with metformin hydrochloride: Influence of process parameters on tablet properties. Eur. J. Pharm. Biopharm. 2018, 122, 137–145. [Google Scholar] [CrossRef] [PubMed]
- Wu, Q.X.; Wang, Z.D.; Zheng, M.F.; Su, T.; Wang, X.H.; Guan, Y.X.; Chen, Y. Development of metformin hydrochloride loaded dissolving tablets with novel carboxymethylcellulose/poly-l-lysine/TPP complex. Int. J. Biol. Macromol. 2020, 155, 411–420. [Google Scholar] [CrossRef] [PubMed]
- Barot, B.S.; Parejiya, P.B.; Patel, T.M.; Parikh, R.K.; Gohel, M.C. Compactibility improvement of metformin hydrochloride by crystallization technique. Adv. Powder Technol. 2012, 23, 814–823. [Google Scholar] [CrossRef]
- Al-Zoubi, N.; Odeh, F.; Nikolakakis, I. Co-spray drying of metformin hydrochloride with polymers to improve compaction behavior. Powder Technol. 2017, 307, 163–174. [Google Scholar] [CrossRef]
- Vaingankar, P.; Amin, P. Continuous melt granulation to develop high drug loaded sustained release tablet of Metformin HCl. Asian J. Pharm. Sci. 2017, 12, 37–50. [Google Scholar] [CrossRef] [Green Version]
- Tardos, G.I.; Farber, L.; Bika, D.; Michaels, J.N. Chapter 26 Morphology and strength development in solid and solidifying interparticle bridges in granules of pharmaceutical powders. In Handbook of Powder Technology; Salman, A.D., Hounslow, M.J., Seville, J.P.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2007; pp. 1213–1256. [Google Scholar]
- Takasaki, H.; Yonemochi, E.; Messerschmid, R.; Ito, M.; Wada, K.; Terada, K. Importance of excipient wettability on tablet characteristics prepared by moisture activated dry granulation (MADG). Int. J. Pharm. 2013, 456, 58–64. [Google Scholar] [CrossRef]
- Takasaki, H.; Sakurai, A.; Katayama, T.; Matsuura, Y.; Ohyagi, N.; Wada, K.; Ishikawa, A.; Yonemochi, E. Novel, lean and environment-friendly granulation method: Green fluidized bed granulation (GFBG). Int. J. Pharm. 2019, 557, 18–25. [Google Scholar] [CrossRef]
- Ullah, I.; Wang, J. Moisture-activated dry granulation: The ‘One-pot’ process. Pharm. Technol. Eur. 2010, 22, 44–46. [Google Scholar]
- Moravkar, K.K.; Ali, T.M.; Pawar, J.N.; Amin, P.D. Application of moisture activated dry granulation (MADG) process to develop high dose immediate release (IR) formulations. Adv. Powder Technol. 2017, 28, 1270–1280. [Google Scholar] [CrossRef]
- Takasaki, H.; Yonemochi, E.; Ito, M.; Wada, K.; Terada, K. The importance of binder moisture content in Metformin HCL high-dose formulations prepared by moist aqueous granulation (MAG). Res. Pharm. Sci. 2015, 5, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Grangeia, H.; Silva, C.; Simoes, S.; Reis, M.S. Quality by design in pharmaceutical manufacturing: A systematic review of current status, challenges and future perspectives. Eur. J. Pharm. Biopharm. 2020, 147, 19–37. [Google Scholar] [CrossRef] [PubMed]
- Charoo, N.A.; Shamsher, A.A.A.; Zidan, A.S.; Rahman, Z. Quality by design approach for formulation development: Acase study of dispersible tablets. Int. J. Pharm. 2012, 423, 167–178. [Google Scholar] [CrossRef] [PubMed]
- Lee, A.R.; Kwon, S.Y.; Choi, D.H.; Parkb, E.S. Quality by Design (QbD) approach to optimize the formulation of a bilayer combination tablet (Telmiduo® ) manufactured via high shear wet granulation. Int. J. Pharm. 2017, 534, 144–158. [Google Scholar] [CrossRef] [PubMed]
- Amelian, A.; Wasilewska, K.; Wesoły, M.; Ciosek-Skibińska, P.; Winnicka, K. Taste-masking assessment of orally disintegrating tablets and lyophilisates with cetirizine dihydrochloride microparticles. Saudi Pharm. J. 2017, 25, 1144–1150. [Google Scholar] [CrossRef] [PubMed]
- Lute, S.V.; Dhenge, R.M.; Salman, A.D. Twin Screw granulation: Effects of properties of primary powders. Pharmaceutics 2018, 10, 68. [Google Scholar] [CrossRef] [Green Version]
- Solaiman, A.; Suliman, A.S.; Shinde, S.; Naz, S.; Elkordy, A.A. Application of general multilevel factorial design with formulation of fast disintegrating tablets containing croscaremellose sodium and Disintequick MCC-25. Int. J. Pharm. 2016, 501, 87–95. [Google Scholar] [CrossRef]
- Rajabi-Saihboomi, A.R.; Levina, M.; Upadhye, S.B.; Teckoe, J. Chapter 13: Excipient selection in oral solid dosage formulations containing moisture sensetive drugs. In Excipient Applications in Formulation Design and Drug Delivery; Naraj, A.S., Boddu, S.H.S., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; p. 403. [Google Scholar]
- Paul, S.; Sun, C.C. Systematic evaluation of common lubricants for optimal use in tablet formulation. Eur. J. Pharm. Sci. 2018, 117, 118–127. [Google Scholar] [CrossRef]
- Fayed, M.H.; Abdel-Rahman, S.I.; Alanazi, F.K.; Ahmed, M.O.; Tawfeek, H.M.; Al-Shdefat, R.I. New gentle-wing high-shear granulator: Impact of processing variables on granules and tablets characteristics of high-drug loading formulation using design of experiment approach. Drug Dev. Ind. Pharm. 2017, 43, 1584–1600. [Google Scholar] [CrossRef]
- Mahajan, H.S.; Kelkar, Y.V. Pregelatinized hydroxypropyl pea starch as matrix forming material for lyophilized orodispersible tablets of tadalafil. J. Drug Deliv. Sci. Tech. 2017, 41, 310–316. [Google Scholar] [CrossRef]
- Khafagy, E.S.; Fayed, M.H.; Alrabahi, S.H.; Gad, S.; Alshahrani, S.M.; Aldawsari, M. Defining design space for optimization of escitalopram ultra-fast melting tablet using suspension spray-coating technique: In-vitro and in-vivo evaluation. J. Drug Deliv. Sci. Tech. 2020, 57, 101631. [Google Scholar] [CrossRef]
- Alalaiwe, A.; Fayed, M.H.; Alshahrani, S.M.; Alsulays, B.B.; Alshetaili, A.S.; Tawfeek, H.M.; Khafagy, E. Application of design of experiment approach for investigating the effect of partially pre-gelatinized starch on critical quality attributes of rapid orally disintegrating tablets. J. Drug Deliv. Sci. Tech. 2019, 49, 227–234. [Google Scholar] [CrossRef]
- Christensen, L.H.; Johansen, H.E.; Schaefer, T. Moisture-Activated dry Granulation in a high Shear Mixer. Drug Dev. Ind. Pharm. 1994, 20, 2195–2213. [Google Scholar] [CrossRef]
- Vandevivere, L.; Portier, C.; Vanhoorne, V.; Hausler, O.; Simon, D.; de Beer, T.; Vervaet, C. Native starch as in situ binder for continuous twin screw wet granulation. Int. J. Pharm. 2019, 571, 118760. [Google Scholar] [CrossRef]
- Takasaki, H.; Sakurai, A.; Katayama, T.; Matsuura, Y.; Ohyagi, N.; Mizoguchi, M.; Takano, J.; Wada, K.; Matsui, K.; Nagato, T.; et al. Importance of free water in controlling granule and tablet properties in a novel granulation method, green fluidized bed granulation (GFBG). Int. J. Pharm. 2019, 570, 118647. [Google Scholar] [CrossRef]
- Ali, B.; Al-Shedfat, R.I.; Fayed, M.H.; Alanazi, F.K. New methodology for developemnt of orodispersible tablets using high-shear granulation process. Acta Pol. Pharm. 2017, 74, 969–981. [Google Scholar] [PubMed]
- Arndt, O.R.; Baggio, R.; Adam, A.K.; Harting, J.; Franceschinis, E.; Kleinebudde, P. Impact of Different Dry and Wet Granulation Techniques on Granule and Tablet Properties: A Comparative Study. J. Pharm. Sci. 2018, 107, 3143–3152. [Google Scholar] [CrossRef]
- Takasaki, H.; Yonemochi, E.; Ito, M.; Wada, K.; Terada, K. The effect of water activity on granule characteristics and tablet properties produced by moisture activated dry granulation (MADG). Powder Technol. 2016, 294, 113–118. [Google Scholar] [CrossRef]
- Basim, P.; Haware, R.V.; Dave, R.H. Tablet capping predictions of model materials using multivariate approach. Int. J. Pharm. 2019, 569, 118548. [Google Scholar] [CrossRef]
- Desai, P.M.; Liew, C.V.; Heng, P.W.S. Review of Disintegrants and the Disintegration Phenomena. J. Pharm. Sci. 2016, 105, 2545–2555. [Google Scholar] [CrossRef] [Green Version]
- Mimura, K.; Kanada, K.; Uchida, S.; Yamada, M.; Namiki, N. Formulation study for orally disintegrating tablet using partly pregelatinized starch binder. Chem. Pharm. Bull. 2011, 59, 959–964. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ansari, M.A.; Stepanek, F. The effect of granule microstructure on dissolution rate. Powder Technol. 2008, 181, 104–114. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| QTPP Element | Target | CQAs | Target |
|---|---|---|---|
| Dosage form | Orally disintegrating tablets | Breaking force | Hard enough |
| Appearance | Uncoated tablets | Friability | <1% |
| Strength Route of administration Proposed indications Dosage frequency | 500 mg Oral Type-2 diabetes Twice daily | Disintegration time Drug release - - | <60 s Not less than 80% in 30 min (USP) - |
| Coded Levels | Water Amount (%) | PGS Amount (%) |
|---|---|---|
| −1 | 1 | 5 |
| 0 | 2.5 | 10 |
| 1 | 4 | 15 |
| Experiment Code | Water Amount (%) | PGS Amount (%) |
|---|---|---|
| 1 | 1 | 5 |
| 2 | 1 | 10 |
| 3 | 1 | 15 |
| 4 | 2.5 | 5 |
| 5 | 2.5 | 10 |
| 6 | 2.5 | 15 |
| 7 | 4 | 5 |
| 8 | 4 | 10 |
| 9 | 4 | 15 |
| Ingredients | % w/w |
|---|---|
| Metformin HCL | 80 |
| Pre-gelatinized starch (PGS) | 5, 10, 15 |
| d-mannitol | Up to 100 |
| Colloidal silicon dioxide | 1.5 |
| Sodium stearyl fumarate | 1 |
| Response | Model | p-Value | R2 | Adjusted R2 | Predicted R2 | Significance |
|---|---|---|---|---|---|---|
| D50 | Linear | <0.0001 | 0.9603 | 0.9470 | 0.9184 | Suggested |
| 2FI | 0.6181 | 0.9624 | 0.9398 | 0.8732 | ||
| Quadratic | 0.4965 | 0.9764 | 0.9371 | 0.7371 | ||
| Cubic | 0.4676 | 0.9948 | 0.9588 | 0.0606 | Aliased | |
| Percent fines | Linear | <0.0001 | 0.9948 | 0.9931 | 0.9885 | Suggested |
| 2FI | 0.9051 | 0.9948 | 0.9918 | 0.9796 | ||
| Quadratic | 0.5826 | 0.9964 | 0.9904 | 0.9562 | ||
| Cubic | 0.0153 | 1.0000 | 1.0000 | 0.9998 | Aliased | |
| Bulk density | Linear | 0.0003 | 0.9358 | 0.9144 | 0.8235 | |
| 2FI | 0.0395 | 0.9746 | 0.9594 | 0.9128 | Suggested | |
| Quadratic | 0.6087 | 0.9818 | 0.9514 | 0.7985 | ||
| Cubic | 0.4866 | 0.9957 | 0.9655 | 0.2141 | Aliased | |
| Angle of repose | Linear | 0.0003 | 0.9343 | 0.9124 | 0.8583 | Suggested |
| 2FI | 0.3912 | 0.9441 | 0.9106 | 0.7845 | ||
| Quadratic | 0.1953 | 0.9812 | 0.9498 | 0.7886 | ||
| Cubic | 0.4481 | 0.9962 | 0.9698 | 0.3114 | Aliased | |
| SD of weight variation | Linear | <0.0001 | 0.9584 | 0.9445 | 0.9161 | |
| 2FI | 0.6466 | 0.9603 | 0.9364 | 0.8298 | ||
| Quadratic | 0.0388 | 0.9954 | 0.9879 | 0.9534 | Suggested | |
| Cubic | 0.6437 | 0.9981 | 0.9849 | 0.6561 | Aliased | |
| Breaking force | Linear | 0.8849 | 0.0399 | −0.2801 | −1.1228 | |
| 2FI | 0.4950 | 0.1337 | −0.3861 | −2.4253 | ||
| Quadratic | 0.0001 | 0.9977 | 0.9940 | 0.9748 | Suggested | |
| Cubic | 0.4791 | 0.9995 | 0.9958 | 0.9052 | Aliased | |
| Percent capping | Linear | 0.0248 | 0.7083 | 0.6111 | 0.3338 | |
| 2FI | 0.3558 | 0.7583 | 0.6133 | 0.0809 | ||
| Quadratic | 0.0181 | 0.9833 | 0.9556 | 0.7968 | Suggested | |
| Cubic | 0.0004 | 1.0000 | 1.0000 | 1.0000 | Aliased | |
| Disintegration time | Linear | 0.1133 | 0.5162 | 0.3549 | −0.0463 | |
| 2FI | 0.5847 | 0.5470 | 0.2753 | −0.7871 | ||
| Quadratic | 0.0001 | 0.9989 | 0.9971 | 0.9867 | Suggested | |
| Cubic | 0.1456 | 1.0000 | 0.9998 | 0.9957 | Aliased | |
| Drug release—30 min | Linear | 0.0519 | 0.6270 | 0.5026 | 0.1387 | |
| 2FI | 0.4231 | 0.6762 | 0.4820 | −0.4706 | ||
| Quadratic | 0.0048 | 0.9907 | 0.9753 | 0.8901 | Suggested | |
| Cubic | 0.2629 | 0.9994 | 0.9949 | 0.8833 | Aliased |
| Formula | Mean Granule Size (µm ± SD) | Percent Fines (% ± SD) | Bulk Density (gcm−3 ± SD) | Angle of Repose (Degree ± SD) |
|---|---|---|---|---|
| 1 | 221.15 ± 0.33 | 26.42 ± 0.091 | 0.288 ± 0.028 | 33.45 ± 0.432 |
| 2 | 281.36 ± 0.51 | 23.56 ± 0.073 | 0.301 ± 0.008 | 31.64 ± 0.551 |
| 3 | 310.18 ± 0.73 | 21.14 ± 0.053 | 0.322 ± 0.037 | 31.01 ± 0.126 |
| 4 | 335.29 ± 0.48 | 17.67 ± 0.043 | 0.316 ± 0.019 | 29.61 ± 0.621 |
| 5 | 345.36 ± 0.64 | 14.37 ± 0.032 | 0.349 ± 0.007 | 27.11 ± 0.112 |
| 6 | 445.31 ± 0.39 | 10.24 ± 0.015 | 0.354 ± 0.054 | 26.45 ± 0.323 |
| 7 | 456.82 ± 0.56 | 7.83 ± 0.029 | 0.334 ± 0.014 | 25.87 ± 0.245 |
| 8 | 446.53 ± 0.93 | 6.21 ± 0.054 | 0.383 ± 0.062 | 25.83 ± 0.621 |
| 9 | 520.39 ± 0.58 | 2.36 ± 0.027 | 0.412 ± 0.017 | 25.13 ± 0.173 |
| Variables | Coefficient Estimate | Sum of Squares | Standard Error | F-Value | p-Value | 95% CI Low | 95% CI High |
|---|---|---|---|---|---|---|---|
| Mean Granule Size (Linear Model) | |||||||
| Model | - | - | - | 72.53 | <0.0001 | - | - |
| Intercept | 373.16 | - | 7.50 | - | - | 354.81 | 391.50 |
| X1 | 101.84 | 62,230.35 | 9.18 | 123.02 | <0.0001 | 79.37 | 124.31 |
| X2 | 43.11 | 11,150.83 | 9.18 | 22.04 | 0.0033 | 20.64 | 65.58 |
| Percent Fines (Linear Model) | |||||||
| Model | - | - | - | 577.35 | <0.0001 | - | - |
| Intercept | 14.42 | - | 0.2309 | - | - | 13.86 | 14.99 |
| X1 | −9.12 | 499.05 | 0.2828 | 1039.91 | <0.0001 | −9.81 | −8.43 |
| X2 | −3.03 | 55.09 | 0.2828 | 114.79 | <0.0001 | −3.72 | −2.34 |
| Bulk Density (2FI Model) | |||||||
| Model | - | - | - | 64.06 | 0.0002 | - | - |
| Intercept | 0.3399 | - | 0.0027 | - | - | 0.3331 | 0.3467 |
| X1 | 0.0363 | 0.0079 | 0.0032 | 125.24 | <0.0001 | 0.0280 | 0.0447 |
| X2 | 0.0250 | 0.0038 | 0.0032 | 59.29 | 0.0006 | 0.0167 | 0.0333 |
| X1X2 | 0.0110 | 0.0005 | 0.0040 | 7.65 | 0.0395 | 0.0008 | 0.0212 |
| Angle of Repose (Linear Model) | |||||||
| Model | - | - | - | 42.64 | 0.0003 | - | - |
| Intercept | 28.46 | - | 0.2989 | - | - | 27.72 | 29.19 |
| X1 | −3.21 | 61.89 | 0.3661 | 76.95 | 0.0001 | −4.11 | −2.32 |
| X2 | −1.06 | 6.70 | 0.3661 | 8.33 | 0.0278 | −1.95 | −0.1608 |
| Formula | Weight (mg ± SD) | Thickness (mm ± SD) | Breaking Force (KP ± SD) | Friability (% ± SD) | Percent Capping (%) | Disintegration Time (Sec ± SD) | % Release at 30 min (% ± SD) |
|---|---|---|---|---|---|---|---|
| 1 | 622.61 ± 1.93 | 4.33 ± 0.023 | 4.18 ± 0.43 | NA | 26.66 ± 5.77 | 92.31 ± 2.31 | 81.24 ± 3.11 |
| 2 | 624.64 ± 1.82 | 4.31 ± 0.003 | 4.84 ± 0.31 | NA | 20 ± 0.00 | 74.42 ± 1.52 | 87.74 ± 1.68 |
| 3 | 626.91 ± 1.74 | 4.35 ± 0.008 | 5.27 ± 0.64 | NA | 13.33 ± 5.77 | 61.84 ± 2.23 | 91.48 ± 1.87 |
| 4 | 623.91 ± 1.68 | 4.32 ± 0.03 | 6.53 ± 0.68 | 0.57 ± 0.04 | No capping | 56.25 ± 1.41 | 94.47 ± 2.46 |
| 5 | 621.82 ± 1.47 | 4.31 ± 0.005 | 6.76 ± 0.84 | 0.51 ± 0.06 | No capping | 43.87 ± 2.32 | 97.35 ± 2.91 |
| 6 | 624.45 ± 1.50 | 4.37 ± 0.006 | 6.97 ± 0.86 | 0.39 ± 0.03 | No capping | 33.47 ± 1.42 | 98.79 ± 2.73 |
| 7 | 623.37 ± 1.49 | 4.33 ± 0.008 | 5.37 ± 0.48 | 0.70 ± 0.03 | No capping | 65.45 ± 1.62 | 92.75 ± 2.67 |
| 8 | 622.51 ± 1.38 | 4.32 ± 0.004 | 5.16 ± 0.62 | 0.64 ± 0.07 | No capping | 58.67 ± 2.16 | 95.67 ± 3.11 |
| 9 | 626.47 ± 1.35 | 4.32 ± 0.04 | 4.76 ± 0.34 | 0.51 ± 0.05 | No capping | 51.94 ± 1.25 | 96.12 ± 2.49 |
| Variables | Coefficient Estimate | Sum of Squares | Standard Error | F-Value | p-Value | 95% CI Low | 95% CI Low |
|---|---|---|---|---|---|---|---|
| SD of Weight Variation (Quadratic Model) | |||||||
| Model | - | - | - | 131.15 | 0.001 | - | - |
| Intercept | 1.56 | - | 0.0130 | - | - | 1.53 | 1.59 |
| X1 | −0.1617 | 0.1568 | 0.0159 | 103.14 | <0.0001 | −0.2006 | −0.1227 |
| X2 | −0.0717 | 0.0308 | 0.0159 | 20.27 | 0.0041 | −0.1106 | −0.0327 |
| X1X2 | 13.33 | 25.00 | 1.27 | 3.86 | 0.1443 | −1.55 | 6.55 |
| X12 | −1.67 | 355.56 | 1.80 | 54.86 | 0.0051 | 7.60 | 19.06 |
| X22 | −13.33 | 5.56 | 1.80 | 0.8571 | 0.4228 | −7.40 | 4.06 |
| Breaking Force (Quadratic Model) | |||||||
| Model | - | - | - | 264.00 | 0.0004 | - | - |
| Intercept | 6.27 | - | 0.0549 | - | - | 6.14 | 6.40 |
| X1 | −0.4867 | 1.42 | 0.0673 | 52.34 | 0.0004 | −0.6513 | −0.3221 |
| X2 | −0.4183 | 1.05 | 0.0673 | 38.67 | 0.0008 | −0.5829 | −0.2537 |
| X1X2 | 13.33 | 25.00 | 1.27 | 3.86 | 0.1443 | −1.55 | 6.55 |
| X12 | −1.67 | 355.56 | 1.80 | 54.86 | 0.0051 | 7.60 | 19.06 |
| X22 | −13.33 | 5.56 | 1.80 | 0.8571 | 0.4228 | −7.40 | 4.06 |
| Percent Capping (Quadratic Model) | |||||||
| Model | - | - | - | 35.41 | 0.0072 | - | - |
| Intercept | −13.33 | - | 1.90 | - | - | −4.93 | 7.15 |
| X1 | −1.67 | 1066.67 | 1.04 | 164.57 | 0.0010 | −16.64 | −10.03 |
| X2 | 2.50 | 16.67 | 1.04 | 2.57 | 0.2071 | −4.97 | 1.64 |
| X1X2 | 13.33 | 25.00 | 1.27 | 3.86 | 0.1443 | −1.55 | 6.55 |
| X12 | −1.67 | 355.56 | 1.80 | 54.86 | 0.0051 | 7.60 | 19.06 |
| X22 | −13.33 | 5.56 | 1.80 | 0.8571 | 0.4228 | −7.40 | 4.06 |
| Disintegration Time (Quadratic Model) | |||||||
| Model | - | - | - | 543.63 | 0.0001 | - | - |
| Intercept | 9.94 | - | 0.2140 | - | - | 9.25 | 10.62 |
| X1 | 4.49 | 120.87 | 0.1172 | 1466.81 | <0.0001 | 4.12 | 4.86 |
| X2 | 1.15 | 7.96 | 0.1172 | 96.57 | 0.0022 | 0.7787 | 1.52 |
| X1X2 | 0.6650 | 1.77 | 0.1435 | 21.47 | 0.0189 | 0.2082 | 1.12 |
| X12 | 2.01 | 8.09 | 0.2030 | 98.22 | 0.0022 | 1.37 | 2.66 |
| X22 | 0.1517 | 0.0460 | 0.2030 | 0.5583 | 0.5092 | −0.4943 | 0.7976 |
| Percent Release at 30 min (Quadratic Model) | |||||||
| Model | - | - | - | 64.19 | 0.003 | - | - |
| Intercept | 83.96 | - | 0.5714 | - | - | 82.56 | 85.36 |
| X1 | −5.86 | 206.27 | 0.6998 | 70.21 | 0.0002 | −7.58 | −4.15 |
| X2 | −2.81 | 47.38 | 0.6998 | 16.12 | 0.0070 | −4.52 | −1.10 |
| X1X2 | 13.33 | 25.00 | 1.27 | 3.86 | 0.1443 | −1.55 | 6.55 |
| X12 | −1.67 | 355.56 | 1.80 | 54.86 | 0.0051 | 7.60 | 19.06 |
| X22 | −13.33 | 5.56 | 1.80 | 0.8571 | 0.4228 | −7.40 | 4.06 |
| Variables | Target | Range | Weight | Importance Co-Efficient |
|---|---|---|---|---|
| Input | ||||
| Water amount | In range | 1–4% | 1 | - |
| PGS amount | In range | 5–15% | 1 | - |
| Output | ||||
| Breaking force Percent capping | Maximize No capping | 4.18–6.97 KP 0–26.66% | 1 | ++++ ++++ |
| Disintegration time | Minimize | 33.47–92.31 s | 1 | ++++ |
| Percent release at 30 min | In range | 81.24–98.79% | 1 | ++++ |
| Responses | Predicted Values | Observed Values (Mean ± SD) | Relative Error (%) |
|---|---|---|---|
| Breaking force (KP) | 6.83 | 6.71 ± 1.33 | 1.75 |
| Percent capping (%) | No capping | No capping | Zero% |
| Disintegration time (Sec) | 36.27 | 34.56 ± 1.21 | 4.71 |
| Percent release at 30 min | 98.56 | 96.43 ± 2.01 | 2.16 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
H. Aodah, A.; H. Fayed, M.; Alalaiwe, A.; B. Alsulays, B.; F. Aldawsari, M.; Khafagy, E.-S. Design, Optimization, and Correlation of In Vitro/In Vivo Disintegration of Novel Fast Orally Disintegrating Tablet of High Dose Metformin Hydrochloride Using Moisture Activated Dry Granulation Process and Quality by Design Approach. Pharmaceutics 2020, 12, 598. https://doi.org/10.3390/pharmaceutics12070598
H. Aodah A, H. Fayed M, Alalaiwe A, B. Alsulays B, F. Aldawsari M, Khafagy E-S. Design, Optimization, and Correlation of In Vitro/In Vivo Disintegration of Novel Fast Orally Disintegrating Tablet of High Dose Metformin Hydrochloride Using Moisture Activated Dry Granulation Process and Quality by Design Approach. Pharmaceutics. 2020; 12(7):598. https://doi.org/10.3390/pharmaceutics12070598
Chicago/Turabian StyleH. Aodah, Alhussain, Mohamed H. Fayed, Ahmed Alalaiwe, Bader B. Alsulays, Mohammed F. Aldawsari, and El-Sayed Khafagy. 2020. "Design, Optimization, and Correlation of In Vitro/In Vivo Disintegration of Novel Fast Orally Disintegrating Tablet of High Dose Metformin Hydrochloride Using Moisture Activated Dry Granulation Process and Quality by Design Approach" Pharmaceutics 12, no. 7: 598. https://doi.org/10.3390/pharmaceutics12070598