
Predicting Wood Density Using Resistance Drilling: The Effect of Varying Feed Speed and RPM
 , , and
, , and
Abstract
:1. Introduction
- (1)
- To build a function to standardise Resi amplitude across different sampling conditions;
- (2)
- To explore what the optimum drill settings for a range of species are.
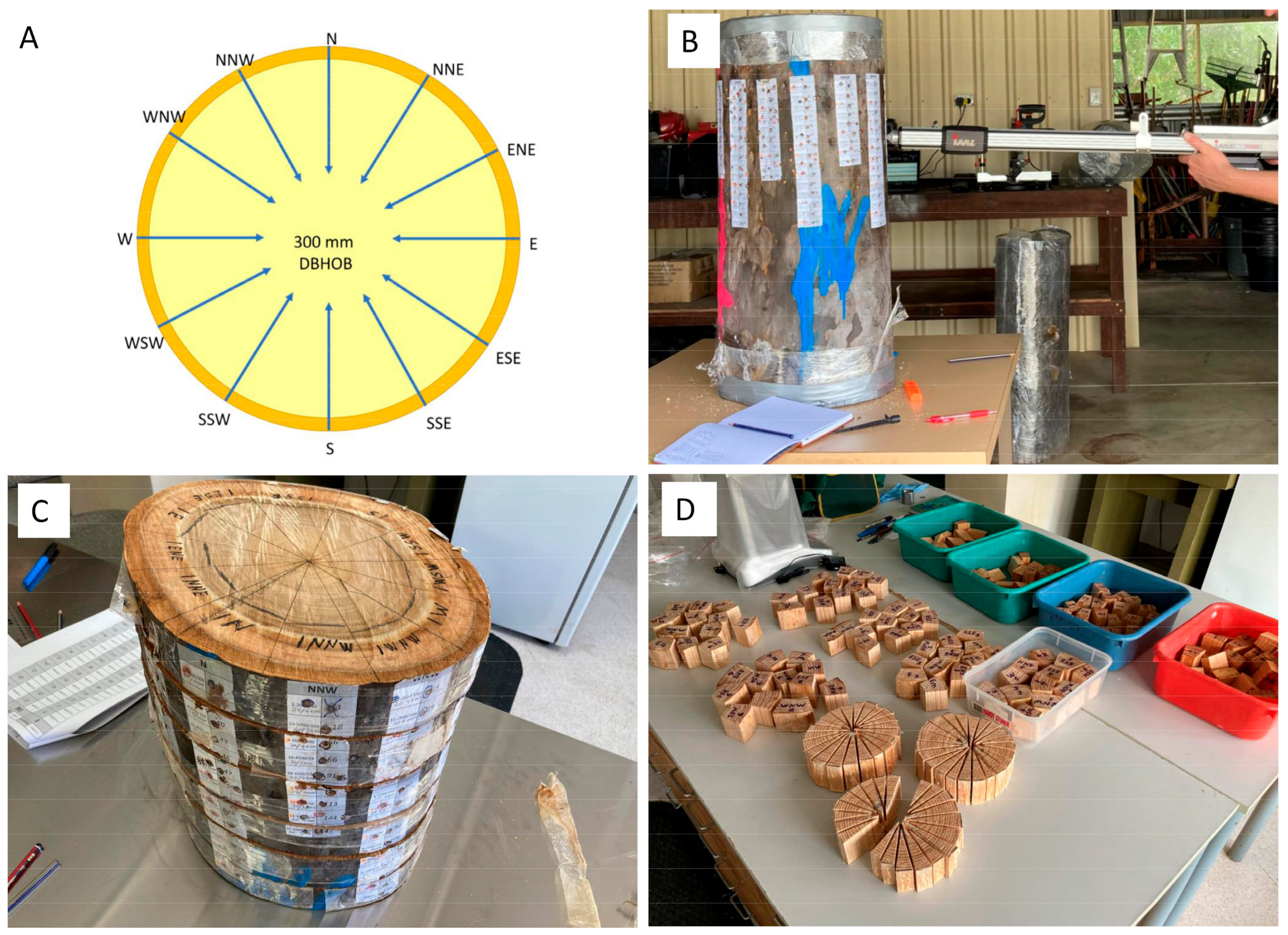
2. Materials and Methods
- For Spotted Gum, all these conditions could not be tested due to overloading of the Resi. Instead, 13 different feed speeds (25, 30, 35, 40, 45, 50, 55, 65, 80, 100, 120, 150, 170 cm/min) and 5 different RPM settings (3000, 3500, 4000, 4500, 5000 RPM) were tested;
- For White Cypress, the setting of 200 cm/min 2000 RPM was replaced with 200 cm/min 3000 RPM setting due to overloading of the Resi.

3. Results
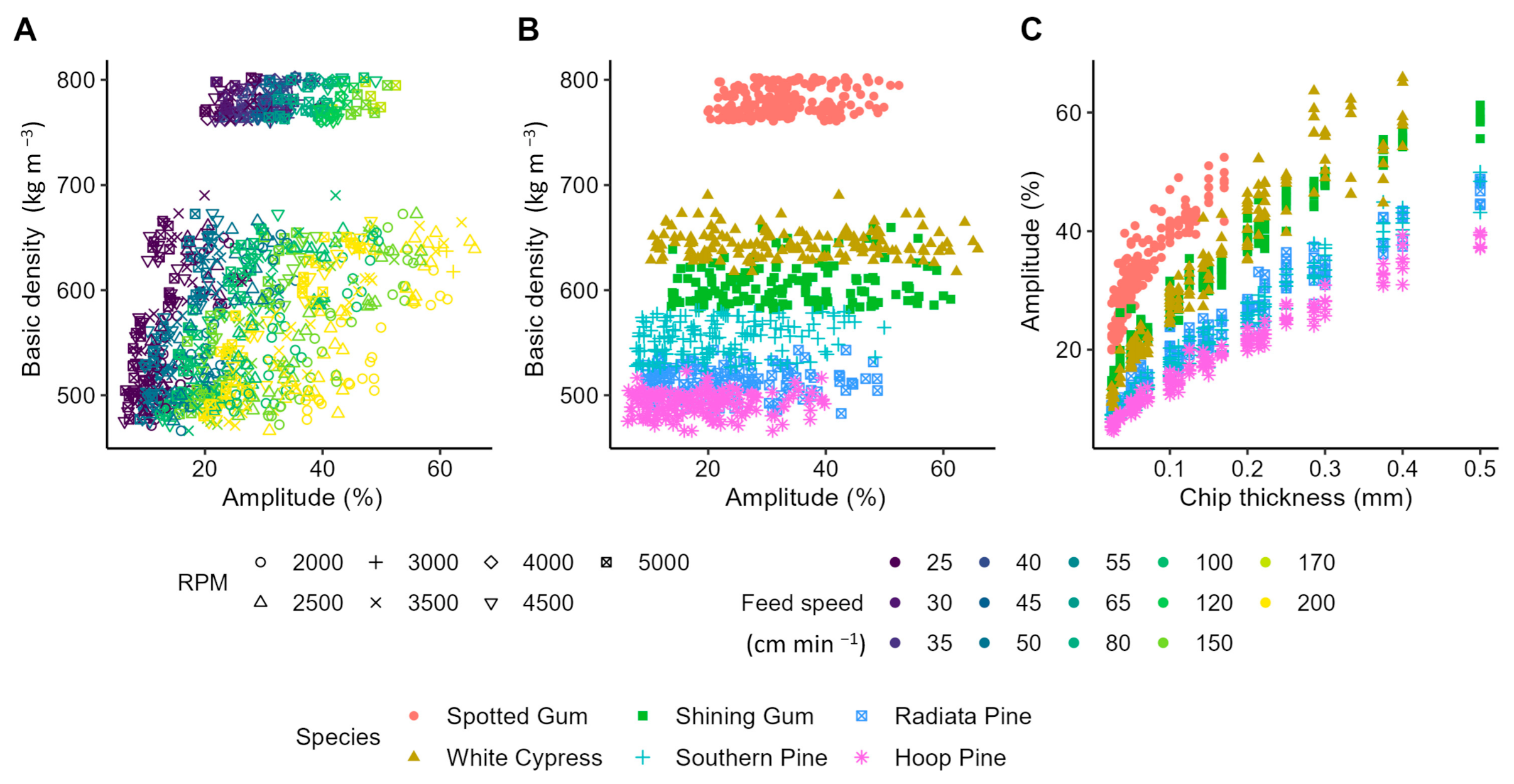
3.1. Basic Density Variation between and within Species
3.2. Overload Messages and Optimal Sampling Conditions
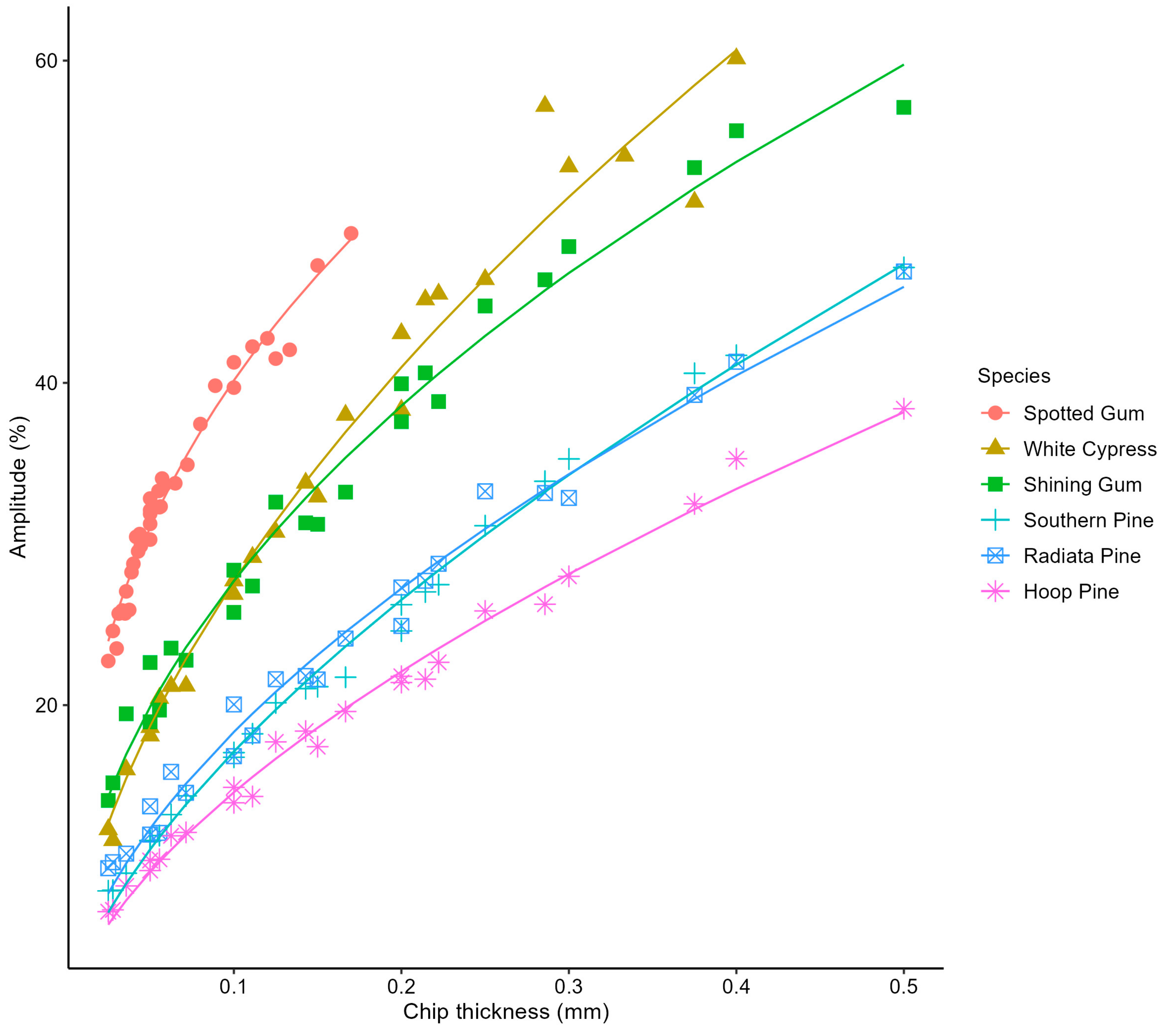
3.3. Adjustment Function for Different Sampling Conditions and Effect of Chip Thickness across Species
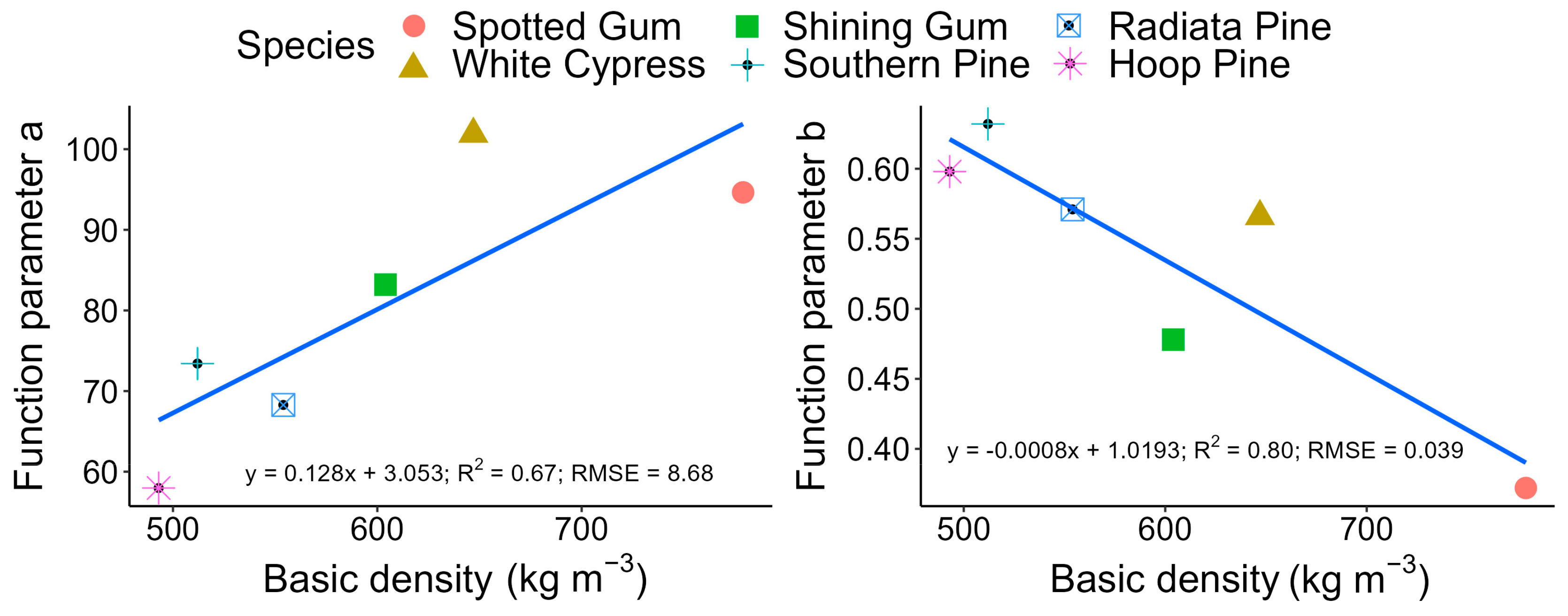
3.4. Basic Density Effect on Function Parameters
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gunes, B.; Karatosun, S.; Gunes, O. Drilling resistance testing combined with SonReb methods for nondestructive estimation of concrete strength. Constr. Build. Mater. 2023, 362, 129700. [Google Scholar] [CrossRef]
- Felicetti, R. The drilling resistance test for the assessment of fire damaged concrete. Cem. Concr. Compos. 2006, 28, 321–329. [Google Scholar] [CrossRef]
- Rinn, F. Basics of micro-resistance drilling for timber inspection. Holztechnologie 2012, 53, 24–29. [Google Scholar]
- Lear, G.; Kasal, B.; Anthony, R. Resistance Drilling. In In Situ Assessment of Structural Timber. RILEM State of the Art Reports; Kasal, B., Tannert, T., Eds.; Springer: Dordrecht, The Netherlands, 2010; Volume 7, pp. 51–57. [Google Scholar] [CrossRef]
- IML—Instrumenta Mechanik Labor System GmbH. Measured Variables of the IML-RESI PowerDrill® Drill Resistance and Feed Force Measurement; IML—Instrumenta Mechanik Labor System GmbH: Wiesloch, Germany, 2022. [Google Scholar]
- Rinntech. Technology and Know-How for Inspecting Trees and Forests, Timber and Structures, Wood and Tree-Rings. RESISTOGRAPH® 6th Generation of Our Portable Resistance Drills Since 1986. 2023. Available online: http://www.rinntech.de/images/stories/PDF/RINNTECH_RESISTOGRAPH_650_Info.pdf (accessed on 22 September 2023).
- Schimleck, L.; Dahlen, J.; Apiolaza, L.A.; Downes, G.; Emms, G.; Evans, R.; Moore, J.; Pâques, L.; Van den Bulcke, J.; Wang, X. Non-destructive evaluation techniques and what they tell us about wood property variation. Forests 2019, 10, 728. [Google Scholar] [CrossRef]
- Downes, G.M.; Lausberg, M.; Potts, B.; Pilbeam, D.; Bird, M.; Bradshaw, B. Application of the IML Resistograph to the infield assessment of basic density in plantation eucalypts. Aust. For. 2018, 81, 177–185. [Google Scholar] [CrossRef]
- Gao, S.; Wang, X.; Wiemann, M.C.; Brashaw, B.K.; Ross, R.J.; Wang, L. A critical analysis of methods for rapid and nondestructive determination of wood density in standing trees. Ann. For. Sci. 2017, 74, 27. [Google Scholar] [CrossRef]
- Bailleres, H.; Lee, D.J.; Kumar, C.; Psaltis, S.; Hopewell, G.; Brancheriau, L. Improving Returns from Southern Pine Plantations through Innovative Resource Characterisation; Forest & Wood Products Australia: Melbourne, VIC, Australia, 2019. [Google Scholar]
- Sharapov, E.; Brischke, C.; Militz, H.; Smirnova, E. Prediction of modulus of elasticity in static bending and density of wood at different moisture contents and feed rates by drilling resistance measurements. Eur. J. Wood Wood Prod. 2019, 77, 833–842. [Google Scholar] [CrossRef]
- Nickolas, H.; Williams, D.; Downes, G.; Harrison, P.; Vaillancourt, R.; Potts, B. Application of resistance drilling to genetic studies of growth, wood basic density and bark thickness in Eucalyptus globulus. Aust. For. 2020, 83, 172–179. [Google Scholar] [CrossRef]
- Walker, T.D.; Isik, F.; McKeand, S.E. Genetic Variation in Acoustic Time of Flight and Drill Resistance of Juvenile Wood in a Large Loblolly Pine Breeding Population. For. Sci. 2019, 65, 469–482. [Google Scholar] [CrossRef]
- Fundova, I.; Funda, T.; Wu, H.X. Non-destructive wood density assessment of Scots pine (Pinus sylvestris L.) using Resistograph and Pilodyn. PLoS ONE 2018, 13, e0204518. [Google Scholar] [CrossRef]
- Gendvilas, V.; Neyland, M.; Rocha-Sepúlveda, M.F.; Downes, G.M.; Hunt, M.; Jacobs, A.; Williams, D.; Vega, M.; O’Reilly-Wapstra, J. Effects of thinning on the longitudinal and radial variation in wood properties of Eucalyptus nitens. For. Int. J. For. Res. 2022, 95, 504–517. [Google Scholar] [CrossRef]
- Singh, K.P.; Siregar, I.Z.; Abad, J.I.M.; Karlinasari, L. Non-destructive modeling using a drilling resistance tool to predict wood basic density of standing trees in a eucalypts plantation in North Sumatra, Indonesia. Biodiversitas 2022, 23, 6218–6226. [Google Scholar] [CrossRef]
- Tomczak, K.; Tomczak, A.; Jelonek, T. Measuring Radial Variation in Basic Density of Pendulate Oak: Comparing Increment Core Samples with the IML Power Drill. Forests 2022, 13, 589. [Google Scholar] [CrossRef]
- Rocha-Sepúlveda, M.F.; Vega, M.; Harrison, P.A.; Joyce, K.; Vaillancourt, R.E.; Potts, B.M. Using ensemble learning to model climate associated variation in wood properties of planted Eucalyptus nitens in north-western Tasmania. New For. 2022, 54, 867–895. [Google Scholar] [CrossRef]
- Krajnc, L.; Gričar, J.; Jevšenak, J.; Hafner, P.; Brus, R. Tree rings, wood density and climate–growth relationships of four Douglas-fir provenances in sub-Mediterranean Slovenia. Trees 2023, 37, 449–465. [Google Scholar] [CrossRef]
- Rinn, F.; Schweingruber, F.-H.; Schär, E. Resistograph and X-ray density charts of wood. Comparative evaluation of drill resistance profiles and X-ray density charts of different wood species. Holzforsch. Int. J. Biol. Chem. Phys. Technol. Wood 1996, 50, 303–311. [Google Scholar] [CrossRef]
- Downes, G.M.; Harrington, J.J.; Drew, D.M.; Lausberg, M.; Muyambo, P.; Watt, D.; Lee, D.J. A Comparison of Radial Wood Property Variation on Pinus radiata between an IML PD-400 ‘Resi’ Instrument and Increment Cores Analysed by SilviScan. Forests 2022, 13, 751. [Google Scholar] [CrossRef]
- Gao, S.; Wang, X.; Brashaw, B.K.; Ross, R.J.; Wang, L. Rapid assessment of wood density of standing tree with nondestructive methods—A review. In Proceedings of the 2012 International Conference on Biobase Material Science and Engineering, Changsha, China, 21–23 October 2012. [Google Scholar]
- Dumitrescu, T.F.; Pesce, G.L.; Ball, R.J. Optimization of drilling resistance measurement (DRM) user-controlled variables. Mater. Struct. 2017, 50, 243. [Google Scholar] [CrossRef]
- Sharapov, E.; Brischke, C.; Militz, H.; Toropov, A. Impact of drill bit feed rate and rotational frequency on the evaluation of wood properties by drilling resistance measurements. Int. Wood Prod. J. 2019, 10, 128–138. [Google Scholar] [CrossRef]
- Nutto, L.; Biechele, T. Drilling resistance measurement and the effect of shaft friction–using feed force information for improving decay identification on hard tropical wood. In Proceedings of the 19th International Nondestructive Testing and Evaluation of Wood Symposium, Rio de Janeiro, Brazil, 22–25 September 2015; pp. 154–161. [Google Scholar]
- Downes, G.; (Forest Quality Pty. Ltd. Franklin, TAS, Australia). Personal Communication, 2023.
- Blank, P.; (IML Australia, Toowoomba, QLD, Australia). Personal Communication, 2023.
- Sharapov, E.; Wang, X.; Smirnova, E.; Wacker, J.P. Wear behavior of drill bits in wood drilling resistance measurements. Wood Fiber Sci. 2018, 50, 154–166. [Google Scholar] [CrossRef]
- Downes, G.; Watt, D.; Petfield, D.; Lausberg, M.; Harrington, J.; Lee, D. Resi tool wood quality sampling and data management manual. In FWPA Project No PNB548-2021 “Assessing and Managing Mid-Rotation Wood Quality in Australian Softwood Plantations to Produce Fit-for-Purpose Logs”; Subproject 1a; University of the Sunshine Coast: Maroochydore, QLD, Australia, 2021; pp. 1–35. [Google Scholar]
- Heinrichs, J.F.; Lassen, L. Improved technique for determining the volume of irregularly shaped wood blocks. For. Prod. J. 1970, 20, 24. [Google Scholar]
- AS/NZ 1080.3:2000; Timber—Method of Test—Method 3: Density. Standards Australia: Sydney, NSW, Australia, 2000.
- R Core Team. R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2022. [Google Scholar]
- R Core Team. RStudio: Integrated Development for r. Computer Program; RStudio, PBC: Boston, MA, USA, 2022; Available online: http://www.rstudio.com/ (accessed on 1 December 2023).
- Allison, R.B.; Wang, X.; Senalik, C.A. Methods for Nondestructive Testing of Urban Trees. Forests 2020, 11, 1341. [Google Scholar] [CrossRef]
- Nocetti, M.; Mannucci, M.; Brunetti, M. Automatic assessment of insect degradation depth in structural solid wood elements by drilling resistance measurements. Constr. Build. Mater. 2023, 366, 130273. [Google Scholar] [CrossRef]
- Sharapov, E.; Brischke, C.; Militz, H.; Smirnova, E. Effects of white rot and brown rot decay on the drilling resistance measurements in wood. Holzforschung 2018, 72, 905–913. [Google Scholar] [CrossRef]
- Sharapov, E.; Brischke, C.; Militz, H. Assessment of Preservative-Treated Wooden Poles Using Drilling-Resistance Measurements. Forests 2020, 11, 20. [Google Scholar] [CrossRef]
- Brunetti, M.; Aminti, G.; Vicario, M.; Nocetti, M. Density Estimation by Drilling Resistance Technique to Determine the Dynamic Modulus of Elasticity of Wooden Members in Historic Structures. Forests 2023, 14, 1107. [Google Scholar] [CrossRef]
- Nowak, T.P.; Jasieńko, J.; Hamrol-Bielecka, K. In situ assessment of structural timber using the resistance drilling method—Evaluation of usefulness. Constr. Build. Mater. 2016, 102, 403–415. [Google Scholar] [CrossRef]
- Zobel, B.J.; Van Buijtenen, J.P. Wood Variation, Its Causes and Control; Springer: Berlin/Heidelberg, Germany, 1989. [Google Scholar] [CrossRef]
- Moore, J.R.; Lyon, A.J.; Searles, G.J.; Lehneke, S.A.; Ridley-Ellis, D.J. Within-and between-stand variation in selected properties of Sitka spruce sawn timber in the UK: Implications for segregation and grade recovery. Ann. For. Sci. 2013, 70, 403–415. [Google Scholar] [CrossRef]
- Gapare, W.J.; Ivković, M.; Dillon, S.K.; Chen, F.; Evans, R.; Wu, H.X. Genetic parameters and provenance variation of Pinus radiata D. Don. ‘Eldridge collection’ in Australia 2: Wood properties. Tree Genet. Genomes 2012, 8, 895–910. [Google Scholar] [CrossRef]
- McGavin, R.L.; Bailleres, H.; Fehrmann, J.; Ozarska, B. Stiffness and density analysis of rotary veneer recovered from six species of Australian plantation hardwoods. BioResources 2015, 10, 6395–6416. [Google Scholar] [CrossRef]
- Sharapov, E.; Wang, X.; Smirnova, E. Drill bit friction and its effect on resistance drilling measurements in logs. In Proceedings of the 20th International Nondestructive Testing and Evaluation of Wood Symposium, Madison, WI, USA, 12–15 September 2017; pp. 405–415. [Google Scholar]
- Yao, J.; Lu, J.; Ding, X. Investigating the Resistance Expression Method of Wood Resistance Drill Instruments. For. Prod. J. 2023, 73, 231–238. [Google Scholar] [CrossRef]
- Sharapov, E.; Brischke, C.; Militz, H.; Smirnova, E. Combined effect of wood moisture content, drill bit rotational speed and feed rate on drilling resistance measurements in Norway spruce (Picea abies (L.) Karst.). Wood Mater. Sci. Eng. 2020, 15, 198–204. [Google Scholar] [CrossRef]
- Lachenbruch, B.; Moore, J.R.; Evans, R. Radial Variation in Wood Structure and Function in Woody Plants, and Hypotheses for Its Occurrence. In Size-and Age-Related Changes in Tree Structure and Function; Springer: Berlin/Heidelberg, Germany, 2011; pp. 121–164. [Google Scholar]
- Gerhards, C.C. Effect of moisture content and temperature on the mechanical properties of wood: An analysis of immediate effects. Wood Fiber Sci. 1982, 14, 4–36. [Google Scholar]
- Pichler, P.; Springer, S.; Leitner, M. Evaluation of wood cutting forces in dry and wet conditions by small-scale chipping tests applying different analysis methods. Wood Mater. Sci. Eng. 2019, 14, 185–190. [Google Scholar] [CrossRef]
- Kollmann, F. The Mechanical Properties of Wood of Different Moisture Content within −200 Degrees to +200 Degrees C Temperature Range; National Advisory Committee for Aeronautics Technical Memorandum no. 984; National Advisory Committee for Aeronautics: Washington, DC, USA, 1 September 1941. [Google Scholar]
- Barnett, J.R.; Jeronimidis, G. Wood Quality And Its Biological Basis. In Wood Quality and Its Biological Basis; Blackwell Publishing: Oxford, UK, 2003; p. 226. [Google Scholar]
- Guedes, T.O.; Moreira da Silva, J.R.; Hein, P.R.G.; Ferreira, S.C. Cutting energy required during the mechanical processing of wood species at different drying stages. Maderas. Cienc. Tecnol. 2020, 22, 477–482. [Google Scholar] [CrossRef]
- Johnstone, D.M.; Ades, P.K.; Moore, G.M.; Smith, I.W. Predicting wood decay in eucalypts using an expert system and the IML-Resistograph drill. Arboric. Urban For. 2007, 33, 76. [Google Scholar] [CrossRef]
- Arnič, D.; Krajnc, L.; Gričar, J.; Prislan, P. Relationships between wood-anatomical features and resistance drilling density in Norway spruce and European beech. Front. Plant Sci. 2022, 13, 872950. [Google Scholar] [CrossRef]
- Sharapov, E.; Brischke, C.; Militz, H. Effect of Grain Direction on Drilling Resistance Measurements in Wood. Int. J. Archit. Herit. 2021, 15, 250–258. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Billet | Mean Outerwood Basic Density (kg m−3) | Standard Deviation (kg m−3) | Min Basic Density (kg m−3) | Max Basic Density (kg m−3) |
|---|---|---|---|---|
| Spotted Gum | 779 | 13 | 761 | 802 |
| White Cypress | 647 | 13 | 618 | 690 |
| Shining Gum | 604 | 22 | 557 | 660 |
| Southern Pine | 554 | 16 | 523 | 581 |
| Radiata Pine | 512 | 14 | 483 | 543 |
| Hoop Pine | 493 | 11 | 466 | 523 |
| Billets | Mean Basic Density (kg/m3) | Function (Drilling Resistance) | R2 | RMSE |
|---|---|---|---|---|
| Spotted Gum | 779 | y = 94.64x0.372 | 0.97 | 1.08 |
| White Cypress | 647 | y = 101.88x0.566 | 0.97 | 2.38 |
| Shining Gum | 604 | y = 83.20x0.478 | 0.98 | 1.64 |
| Radiata Pine | 554 | y = 68.28x0.571 | 0.99 | 1.22 |
| Southern Pine | 512 | y = 73.41x0.632 | 0.99 | 0.84 |
| Hoop Pine | 493 | y = 57.97x0.598 | 0.99 | 0.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gendvilas, V.; Downes, G.M.; Lausberg, M.; Harrington, J.J.; Lee, D.J. Predicting Wood Density Using Resistance Drilling: The Effect of Varying Feed Speed and RPM. Forests 2024, 15, 579. https://doi.org/10.3390/f15040579
Gendvilas V, Downes GM, Lausberg M, Harrington JJ, Lee DJ. Predicting Wood Density Using Resistance Drilling: The Effect of Varying Feed Speed and RPM. Forests. 2024; 15(4):579. https://doi.org/10.3390/f15040579
Chicago/Turabian StyleGendvilas, Vilius, Geoffrey M. Downes, Marco Lausberg, Jonathan J. Harrington, and David J. Lee. 2024. "Predicting Wood Density Using Resistance Drilling: The Effect of Varying Feed Speed and RPM" Forests 15, no. 4: 579. https://doi.org/10.3390/f15040579