
Effect of Xylanase-Assisted Treatment of Oxygen-Delignified Eucalypt Kraft Pulp on ECF Bleaching
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Xylanase Activity
2.3. Xylanase Treatment
2.4. Fibre Testing
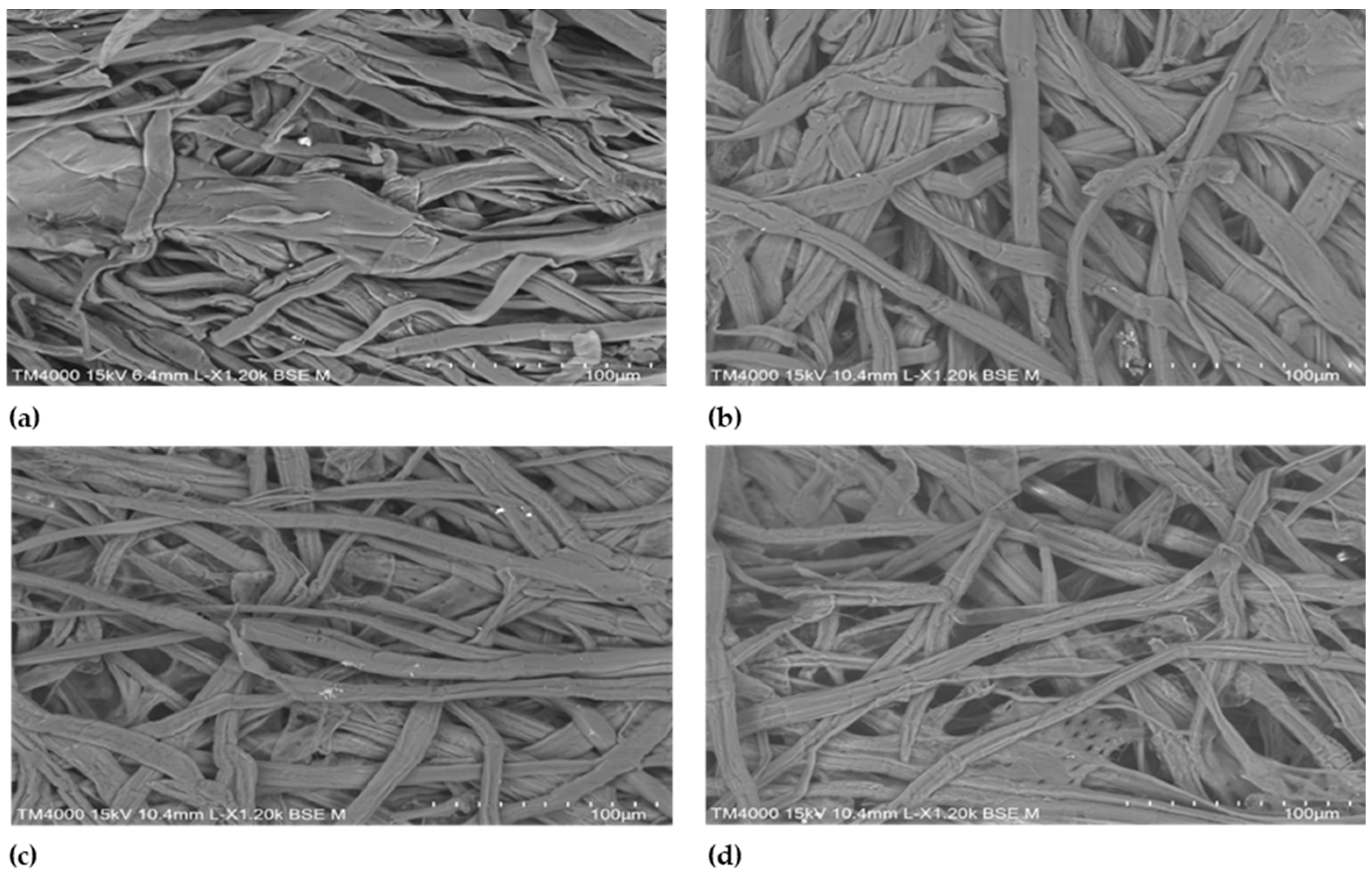
2.5. Scanning Electron Microscopy (SEM)
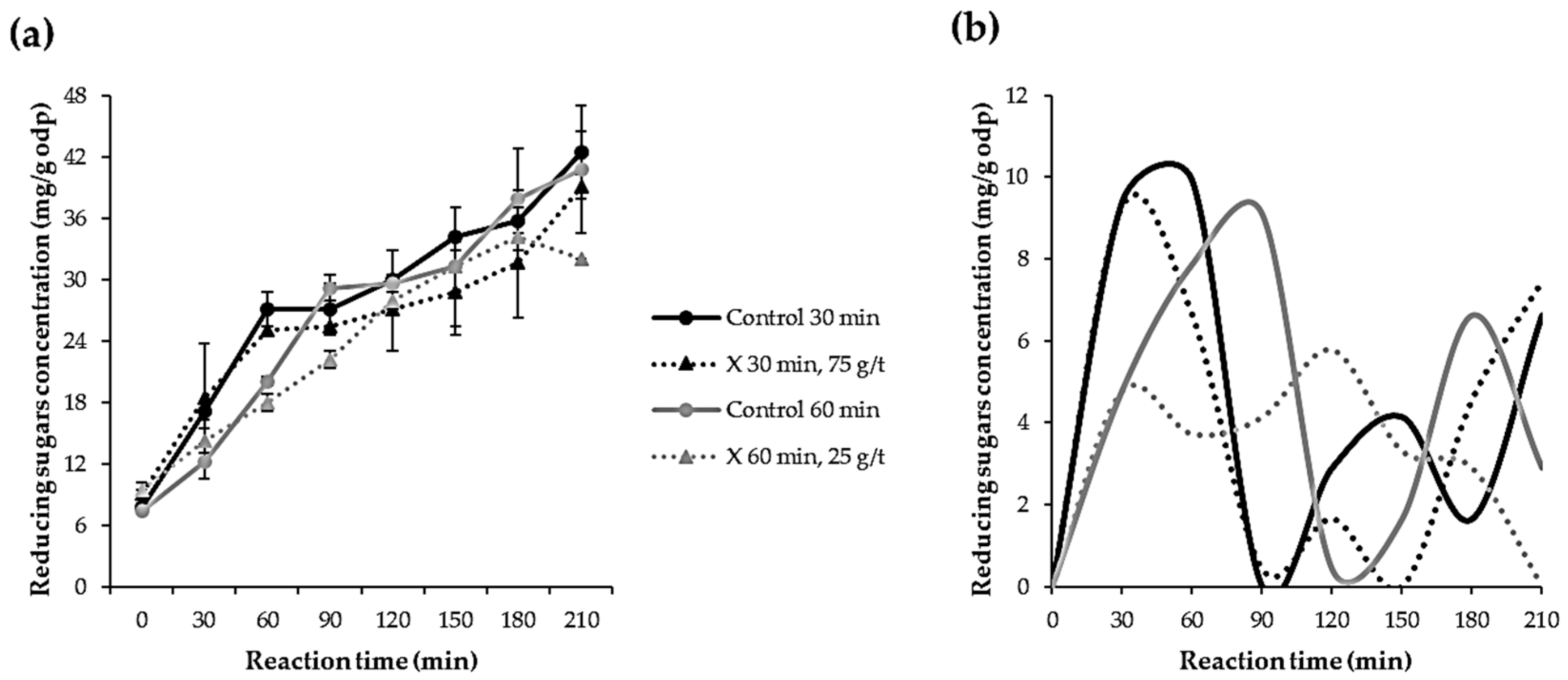
2.6. Enzymatic Peeling
2.7. Bleaching Sequences
2.8. Pulp Characterization
2.9. Papermaking Quality
2.10. Chemical Oxygen Demand
2.11. Adsorbable Organic Halides
3. Results
3.1. Impact of the X Treatment on Pulp Morphology and Structure
3.2. Savings of Chemicals in XD0EPD1D2 Bleaching Sequences
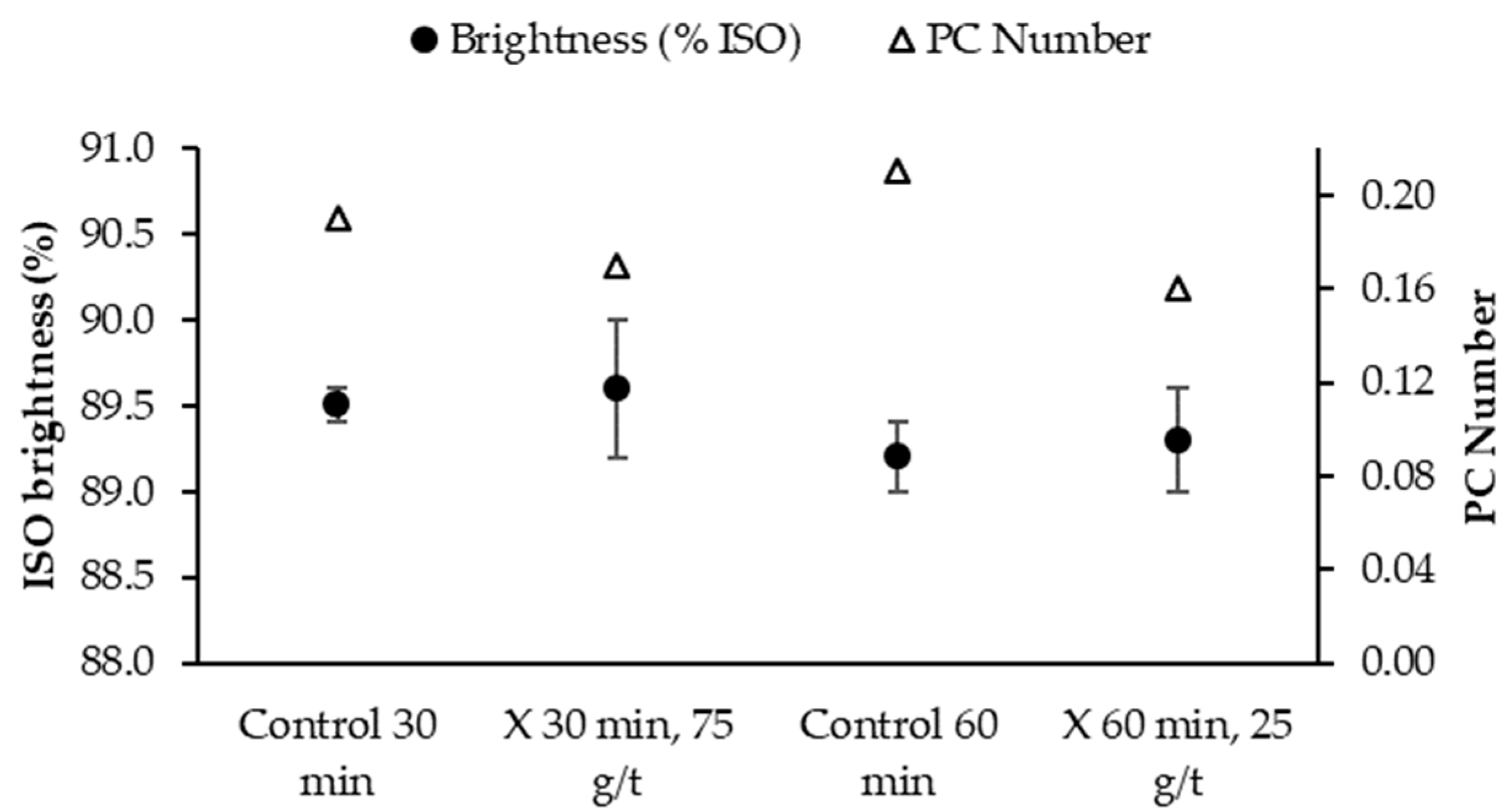
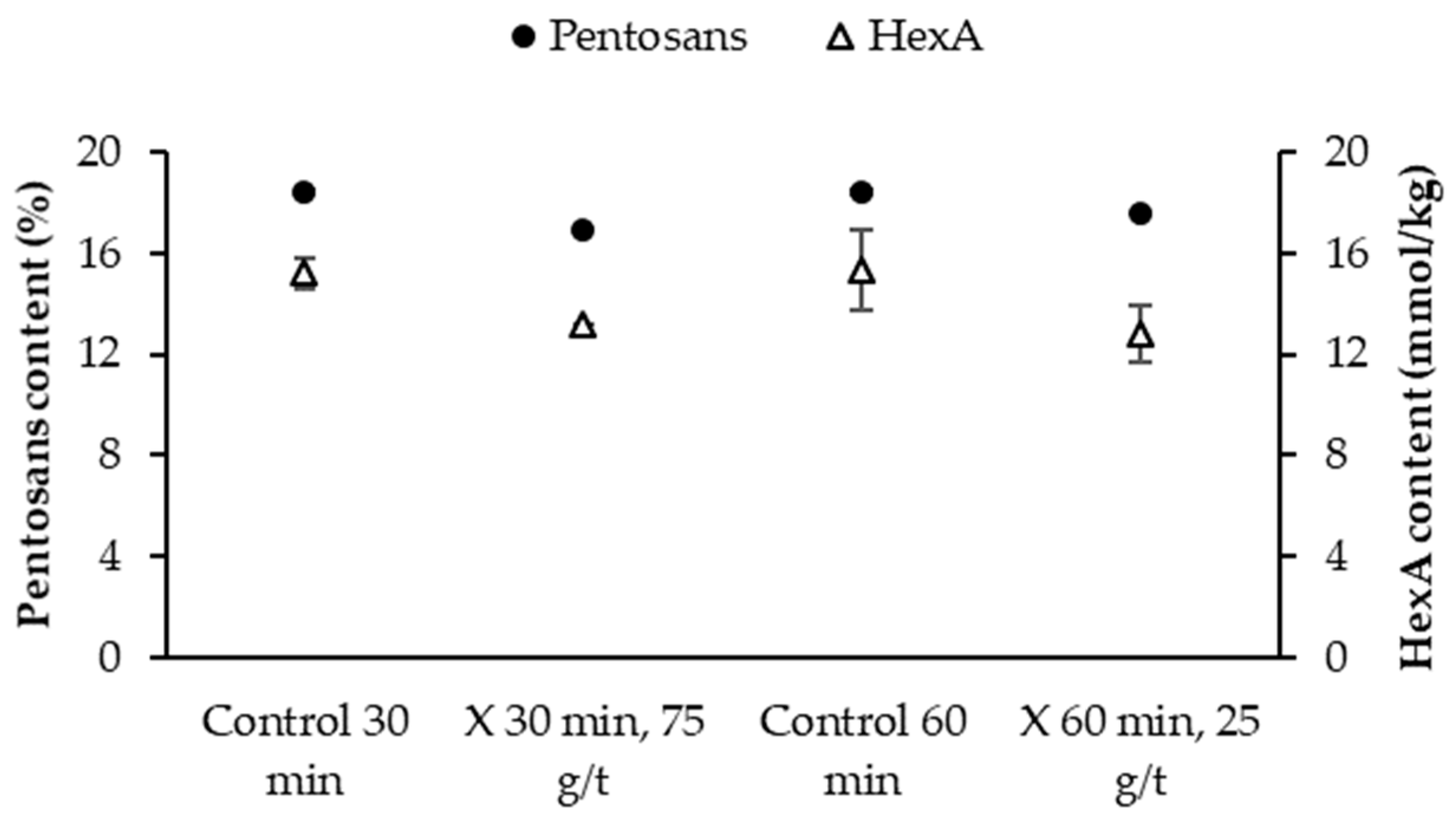
3.3. Impact of the X Pre-Bleaching Treatment on Pulp Quality
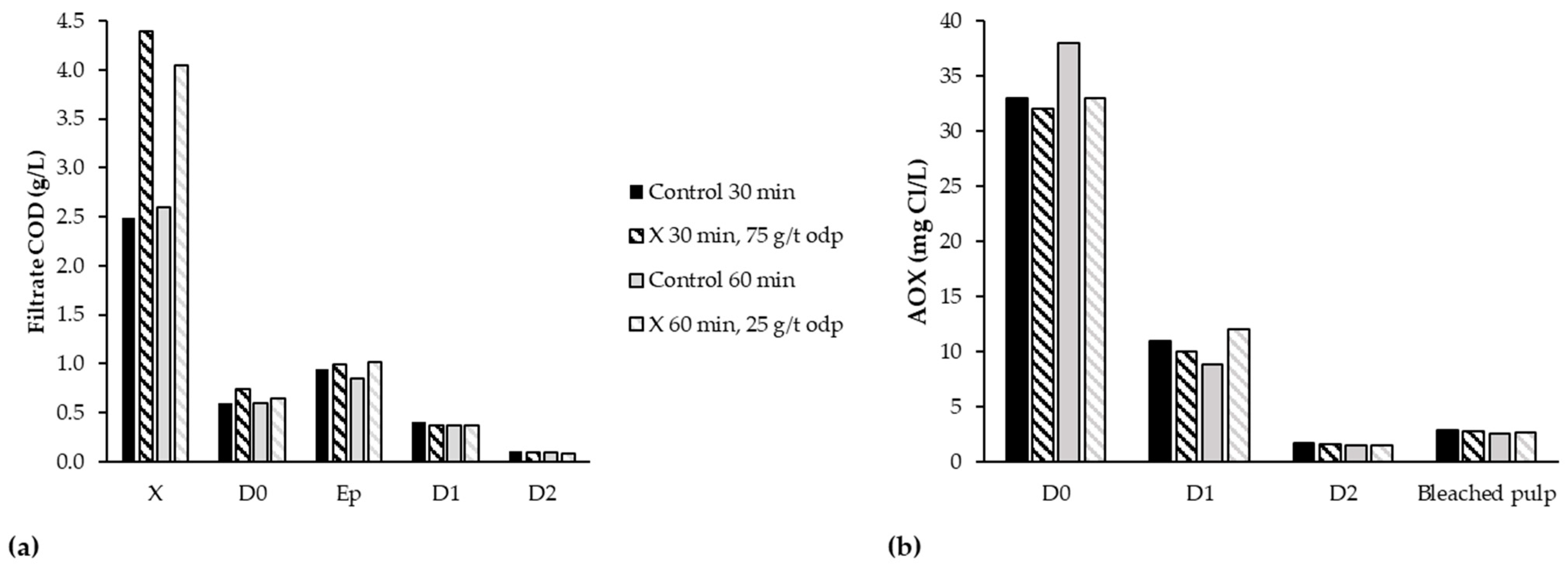
3.4. Impact of the X Pre-Bleaching Treatment on Bleaching Filtrates
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lê, H.Q.; Ma, Y.; Borrega, M.; Sixta, H. Wood biorefinery based on γ-valerolactone/water fractionation. Green Chem. 2016, 18, 5466–5476. [Google Scholar] [CrossRef] [Green Version]
- Jasiukaitytė-Grojzdek, E.; Huš, M.; Grilc, M.; Likozar, B. Acid-catalyzed α-O-4 Aryl-ether cleavage mechanisms in (Aqueous) γ-valerolactone: Catalytic depolymerization reactions of lignin model compound during organosolv pretreatment. ACS Sustain. Chem. Eng. 2020, 8, 17475–17486. [Google Scholar] [CrossRef] [PubMed]
- Pascoal Neto, C.; Evtuguin, D.V.; Robert, A. Chemicals generated during oxygen-organosolv pulping of wood. J. Wood Chem. Technol. 1994, 14, 383–402. [Google Scholar] [CrossRef]
- Valchev, I. Chemical Pulp Bleaching. In Pulp Production and Processing: From Papermaking to High-Tech Products; Popa, V.I., Ed.; Smithers Rapra: Shrewsbury, UK, 2013; pp. 71–118. [Google Scholar]
- Sjöström, E. Pulp bleaching. In Wood Chemistry-Fundamentals and Applications; Sjöström, E., Ed.; Academic Press: San Diego, CA, USA, 1993; pp. 165–203. [Google Scholar] [CrossRef]
- Sixta, H.; Suess, H.U.; Potthast, A.; Schwanninger, M.; Krotscheck, A.W. Pulp Bleaching. In Handbook of Pulp; Sixta, H., Ed.; WILEY-VCH: Weinheim, Germany, 2006; Volume 2, pp. 609–932. [Google Scholar]
- Gellerstedt, G. The chemistry of Bleaching and Post-Color Formation in Kraft Pulps; Department of Fibre and Polymer Technology, Royal Institute of Technology: Stockholm, Sweden, 2007. [Google Scholar]
- Suess, H.U. Pulp Bleaching Today; De Gruyter: Berlin, Germany; New York, NY, USA, 2010. [Google Scholar] [CrossRef]
- Bajpai, P. Environmentally Benign Approaches for Pulp Bleaching, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Viikari, L.; Kantelinen, A.; Sundquist, J.; Linko, M. Xylanases in bleaching: From an idea to the industry. FEMS Microbiol. Rev. 1994, 13, 335–350. [Google Scholar] [CrossRef]
- Solomon, K.R. Chlorine in the bleaching of pulp and paper. Pure Appl. Chem. 1996, 68, 1721–1730. [Google Scholar] [CrossRef] [Green Version]
- Arce, C.; Llano, T.; García, P.; Coz, A. Technical and environmental improvement of the bleaching sequence of dissolving pulp for fibre production. Cellulose 2020, 27, 4079–4090. [Google Scholar] [CrossRef]
- Maltha, C.R.A.; Barbosa, L.C.A.; Azevedo, M.A.B.; Colodette, J.L. Behavior of eucalyptus kraft pulp extractives components across ECF bleaching and their impact on brightness reversion. J. Wood Chem. Technol. 2011, 31, 103–120. [Google Scholar] [CrossRef]
- Bajpai, P.; Bajpai, P.K. Realities and Trends in Enzymatic Prebleaching of Kraft Pulp. Adv. Biochem. Engin./Biotechnol. 1997, 56, 1–31. [Google Scholar]
- Hortling, B.; Korhonen, M.; Buchert, J.; Sundquist, J.; Viikari, L. The leachability of lignin from kraft pulps after xylanase treatment. Holzforschung 1994, 48, 441–446. [Google Scholar] [CrossRef]
- Hart, P.W.; Sharp, H.F. Statistical Determination of the Impact of Enzymes on Bleached Pulp Yield. Tappi J. 2005, 4, 3–6. [Google Scholar]
- Tolan, J.S.; Guenette, M. Using Enzymes in Pulp Bleaching: Mill Applications. Adv. Biochem. Engin./Biotechnol. 1997, 57, 289–310. [Google Scholar] [CrossRef]
- Belfaquih, N.; Jaspers, C.; Kurzatkowski, W.; Penninckx, M.J. Properties of Streptomyces sp. endo-β-xylanases in relation to their applicability in kraft pulp bleaching. World J. Microbiol. Biotechnol. 2002, 18, 699–705. [Google Scholar] [CrossRef]
- Kantelinen, A.; Hortling, B.; Sundquist, J.; Linko, M.; Viikari, L. Proposed mechanism of the enzymatic bleaching of kraft pulp with xylanases. Holzforschung 1993, 47, 318–324. [Google Scholar] [CrossRef]
- de Jong, E.; Wong, K.K.Y.; Saddler, J.N. The mechanism of xylanase prebleaching of kraft pulp: An examination using model pulps prepared by depositing lignin and xylan on cellulose fibers. Holzforschung 1997, 51, 19–26. [Google Scholar] [CrossRef]
- Roncero, M.B.; Torres, A.L.; Colom, J.F.; Vidal, T. The effect of xylanase on lignocellulosic components during the bleaching of wood pulps. Bioresour. Technol. 2005, 96, 21–30. [Google Scholar] [CrossRef] [PubMed]
- Sevastyanova, O.; Li, J.; Gellerstedt, G. Influence of various oxidizable structures on the brightness stability of fully bleached chemical pulps. Nord. Pulp Pap. Res. J. 2006, 21, 49–53. [Google Scholar] [CrossRef]
- Jeffries, T.W. Biochemistry and genetics of microbial xylanases. Curr. Opin. Biotechnol. 1996, 7, 337–342. [Google Scholar] [CrossRef]
- Gangwar, A.K.; Prakash, N.T.; Prakash, R. Applicability of microbial xylanases in paper pulp bleaching: A review. Bioresources 2014, 9, 3733–3754. [Google Scholar] [CrossRef] [Green Version]
- Ghose, T.K.; Bisaria, V.S. Measurement of hemicellulase activities Part 1: Xylanases. Pure Appl. Chem. 1987, 59, 1739–1752. [Google Scholar] [CrossRef] [Green Version]
- Liitiä, T.; Tamminen, T. How to evaluate the kraft pulp stability? In Proceedings of the 3rd International Coloquium on Eucalyptus Pulp, Belo Horizonte, Brazil, 4 March–7 July 2007. [Google Scholar]
- Vuorinen, T.; Teleman, A.; Tenkanen, M.; Fagerström, P. Selective hydrolysis of hexenuronic acid groups and its application in ECF and TCF bleaching of kraft pulps. In Proceedings of the 1996 International Pulp Bleaching Conference, Washington, DC, USA, 14–18 April 1996. [Google Scholar]
- Kumar, S.; Haq, L.; Prakash, J.; Singh, S.K.; Mishra, S.; Raj, A. Purification, characterization and thermostability improvement of xylanase from Bacillus amyloliquefaciens and its application in pre-bleaching of kraft pulp. 3 Biotech 2017, 7, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Valls, C.; Gallardo, O.; Vidal, T.; Pastor, F.I.J.; Díaz, P.; Roncero, M.B. New xylanases to obtain modified eucalypt fibres with high-cellulose content. Bioresour. Technol. 2010, 101, 7439–7445. [Google Scholar] [CrossRef] [PubMed]
- Roncero, M.B.; Torres, A.L.; Colom, J.F.; Vidal, T. Effects of xylanase treatment on fibre morphology in totally chlorine free bleaching (TCF) of Eucalyptus pulp. Process Biochem. 2000, 36, 45–50. [Google Scholar] [CrossRef]
- Lekha, P.; Bush, T.; Pammenter, N.; Sitholè, B.; Berjak, P. Quantitative assessment of xylan distribution across the secondary cell wall layers of Eucalyptus dissolving pulp fibres. Holzforschung 2017, 72, 1–8. [Google Scholar] [CrossRef]
- Torres, A.L.; Roncero, M.B.; Colom, J.F.; Pastor, F.I.J.; Blanco, A.; Vidal, T. Effect of a novel enzyme on fibre morphology during ECF bleaching of oxygen delignified Eucalyptus kraft pulps. Bioresour. Technol. 2000, 74, 135–140. [Google Scholar] [CrossRef]
- Vicuña, R.; Escobar, F.; Osses, M.; Jara, A. Bleaching of eucalyptus Kraft pulp with commercial xylanases. Biotechnol. Lett. 1999, 19, 575–578. [Google Scholar] [CrossRef]
- Meng, Q.; Fu, S.; Li, B.; Lucia, L.A. The impact of xylanase and hot acid pretreatment on HexAs in Eucalyptus kraft pulp bleaching. J. Wood Chem. Technol. 2015, 35, 239–250. [Google Scholar] [CrossRef]
- Gangwar, A.K.; Prakash, N.T.; Prakash, R. Amenability of Acacia and Eucalyptus hardwood pulps to elemental chlorine-free bleaching: Application and efficacy of microbial xylanase. Bioresources 2015, 10, 8405–8413. [Google Scholar] [CrossRef] [Green Version]
- Loureiro, P.E.G.; Sousa, J.I.T.; Carvalho, M.G.V.S.; Evtuguin, D.V. Contribution of xylan to the brightness development and stability in the final ECF bleaching of eucalypt (Eucalyptus globulus Labill.) kraft pulp. Holzforschung 2013, 67, 497–503. [Google Scholar] [CrossRef]
- Roncero, M.B.; Torres, A.L.; Colom, J.F.; Vidal, T. Effect of xylanase on ozone bleaching kinetics and properties of Eucalyptus kraft pulp. J. Chem. Technol. Biotechnol. 2003, 78, 1023–1031. [Google Scholar] [CrossRef]
- Borges, M.T.; Silva, C.M.; Colodette, J.L.; de Oliveira, R.C.; Tesser, F. Enzymatic bleaching of eucalyptus kraft pulp: Effects on the prebleaching filtrate, pulp quality and paper properties. Holzforschung 2013, 67, 147–153. [Google Scholar] [CrossRef]
- de Alencar Guimaraes, N.C.; Sorgatto, M.; Peixoto-Nogueira, S.C.; Betini, J.H.A.; Zanoelo, F.F.; Marques, M.R.; Polizeli, M.L.T.M.; Giannesi, G.C. Bioprocess and biotechnology: Effect of xylanase from Aspergillus niger and Aspergillus flavus on pulp biobleaching and enzyme production using agroindustrial residues as substract. SpringerPlus 2013, 2, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Silva, N.F.D.S.; Simões, M.R.; Knob, A.; de Moraes, S.S.; Henn, C.; Silva, J.L.C.; Simão, R.C.G.; Maller, A.; Kadowaki, M.K. Improvement in the bleaching of kraft pulp with xylanase from Penicillium crustosum FP 11 isolated from the Atlantic forest. Biocatal. Biotransformation 2016, 34, 119–127. [Google Scholar] [CrossRef]
- Terrasan, C.R.F.; Temer, B.; Sarto, C.; Silva Júnior, F.G.; Carmona, E.C. Xylanase and β-Xylosidase from Penicillium janczewskii: Production, physico-chemical properties, and application of the crude extract to pulp biobleaching. Bioresources 2013, 8, 1292–1305. [Google Scholar] [CrossRef] [Green Version]
- Máximo, C.; Costa-Ferreira, M.; Duarte, J. Some properties of eucalyptus kraft pulp treated with xylanase from Aspergillus niger. World J. Microbiol. Biotechnol. 1998, 14, 365–367. [Google Scholar] [CrossRef]
- Sousa, J.I.T.; Evtuguin, D.V.; Carvalho, M.G.V.S. Performance of enzymatic stage in ECF bleaching sequences of eucalypt kraft pulp. In Proceedings of the 2014 International Pulp Bleaching Conference, Grenoble, France, 29–31 October 2014. [Google Scholar]
- Ciolacu, F. Cellulose Fibres in the papermaking process. In Pulp Production and Processing: From Papermaking to High-Tech Products; Popa, V.I., Ed.; Smithers Rapra: Shrewsbury, UK, 2013; pp. 217–252. [Google Scholar]
- Vidal, T.; Torres, A.L.; Colom, J.F.; Siles, J. Xylanase bleaching of eucalyptus kraft pulp—An economical ECF process. Appita J. 1997, 50, 144–148. [Google Scholar]
- Foelkel, C. As fibras dos eucaliptos e as qualidade requeridas de celulose kraft para a fabricação de papel. In Eucalyptus Online Book & Newsletter; Celsius Degree/Grau Celsius: Brazil, 2007. [Google Scholar]
- Foelkel, C. Propriedades Papeleiras das Árvores, Madeiras e Fibras Celulósicas dos Eucaliptos. In Eucalyptus Online Book & Newsletter; Celsius Degree/Grau Celsius: Brazil, 2009. [Google Scholar]
- Evtuguin, D.V.; Neto, C.P. Recent Advances in Eucalyptus Wood Chemistry: Structural Features through the Prism of Technological Response; Department of Chemistry, University of Aveiro: Aveiro, Portugal, 2007. [Google Scholar]
- Roncero, M.B.; Colom, J.F.; Vidal, T. Influence of the xylanase enzymatic treatments on the carbohydrate composition of pulp for paper manufacture. Afinidad 2003, 60, 8–15. [Google Scholar]
- Goluguri, B.R.; Thulluri, C.; Cherupally, M.; Nidadavolu, N.; Achuthananda, D.; Mangamuri, L.N.; Addepally, U. Potential of thermo and Alkali stable xylanases from thielaviopsis basicola (MTCC-1467) in biobleaching of wood kraft pulp. Appl. Biochem. Biotechnol. 2012, 167, 2369–2380. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length (mm) | Width (µm) | Shape (%) | Coarseness (µg/m) | Fines Content (%) | |
|---|---|---|---|---|---|
| Initial pulp | 0.767 ± 0.002 | 18.5 ± 0.0 | 90.3 ± 0.0 | 62.2 ± 0.5 | 22.9 ± 0.1 |
| Control 30 min | 0.763 ± 0.002 | 18.4 ± 0.0 | 89.4 ± 0.0 | 60.6 ± 1.1 | 23.3 ± 0.4 |
| X 30 min, 75 g/t odp | 0.761 ± 0.002 | 18.3 ± 0.0 | 89.4 ± 0.0 | 63.9 ± 1.1 | 23.8 ± 0.7 |
| Control 60 min | 0.760 ± 0.002 | 18.3 ± 0.0 | 89.5 ± 0.1 | 63.0 ± 0.6 | 23.7 ± 0.2 |
| X 60 min, 25 g/t odp | 0.766 ± 0.002 | 18.3 ± 0.0 | 89.3 ± 0.1 | 62.4 ± 1.3 | 23.0 ± 0.8 |
| Intrinsic Viscosity (dm3/kg) | |
|---|---|
| Control 30 min | 931 ± 10 |
| X 30 min, 75 g/t odp | 937 ± 0 |
| Control 60 min | 919 ± 8 |
| X 60 min, 25 g/t odp | 925 ± 13 |
| Control 30 min | X 30 min, 75 g/t | Control 60 min | X 60 min, 25 g/t | |
|---|---|---|---|---|
| Drainability (°SR) | 26 ± 0.7 | 25 ± 0.4 | 26 ± 0.7 | 25 ± 0.7 |
| Bulk (cm3/g) | 1.37 ± 0.01 | 1.34 ± 0.01 | 1.36 ± 0.01 | 1.36 ± 0.01 |
| Burst index (kPa.m2/g) | 5.20 ± 0.21 | 5.15 ± 0.10 | 5.31 ± 0.14 | 5.10 ± 0.12 |
| Tensile index (kN.m/kg) | 71.8 ± 2.9 | 73.1 ± 2.5 | 74.2 ± 2.5 | 73.6 ± 2.8 |
| Tear index (mN.m2/g) | 8.89 ± 0.49 | 9.91 ± 0.69 | 9.47 ± 0.64 | 8.68 ± 0.39 |
| Internal bond strength (J/m2) | 394 ± 26 | 405 ± 36 | 402 ± 34 | 393 ± 15 |
| Light scattering coefficient (m2/kg) | 28.2 ± 0.4 | 28.0 ± 0.2 | 28.3 ± 0.3 | 28.0 ± 0.3 |
| Opacity (%) | 70.2 ± 0.3 | 69.8 ± 0.2 | 69.8 ± 0.2 | 69.6 ± 0.3 |
| Klemm capillary rise (mm) | 4.4 ± 0.4 | 4.3 ± 0.2 | 4.2 ± 0.2 | 4.6 ± 0.3 |
| Gurley air resistance (s/100 mL) | 9.2 ± 1.2 | 9.6 ± 1.0 | 9.8 ± 0.9 | 8.6 ± 0.9 |
| Bendtsen roughness (mL/min) | 91 ± 8 | 91 ± 6 | 88 ± 4 | 92 ± 4 |
| Water retention value (%) | 117 ± 5 | 124 ± 5 | 123 ± 1 | 128 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matos, J.M.S.; Evtuguin, D.V.; Sousa, A.P.M.; Carvalho, M.G.V.S. Effect of Xylanase-Assisted Treatment of Oxygen-Delignified Eucalypt Kraft Pulp on ECF Bleaching. Forests 2023, 14, 396. https://doi.org/10.3390/f14020396
Matos JMS, Evtuguin DV, Sousa APM, Carvalho MGVS. Effect of Xylanase-Assisted Treatment of Oxygen-Delignified Eucalypt Kraft Pulp on ECF Bleaching. Forests. 2023; 14(2):396. https://doi.org/10.3390/f14020396
Chicago/Turabian StyleMatos, José M. S., Dmitry V. Evtuguin, António P. M. Sousa, and Maria Graça V. S. Carvalho. 2023. "Effect of Xylanase-Assisted Treatment of Oxygen-Delignified Eucalypt Kraft Pulp on ECF Bleaching" Forests 14, no. 2: 396. https://doi.org/10.3390/f14020396