
Adhesive-and Metal-Free Assembly Techniques for Prefabricated Multi-Layer Engineered Wood Products: A Review on Wooden Connectors


Abstract
:1. Background
2. Joining Multi-Layer Timber with Wooden Dowels
2.1. General Fundamentals of Wooden-Dowel Assembly Techniques
2.1.1. Untreated Hardwood Dowel
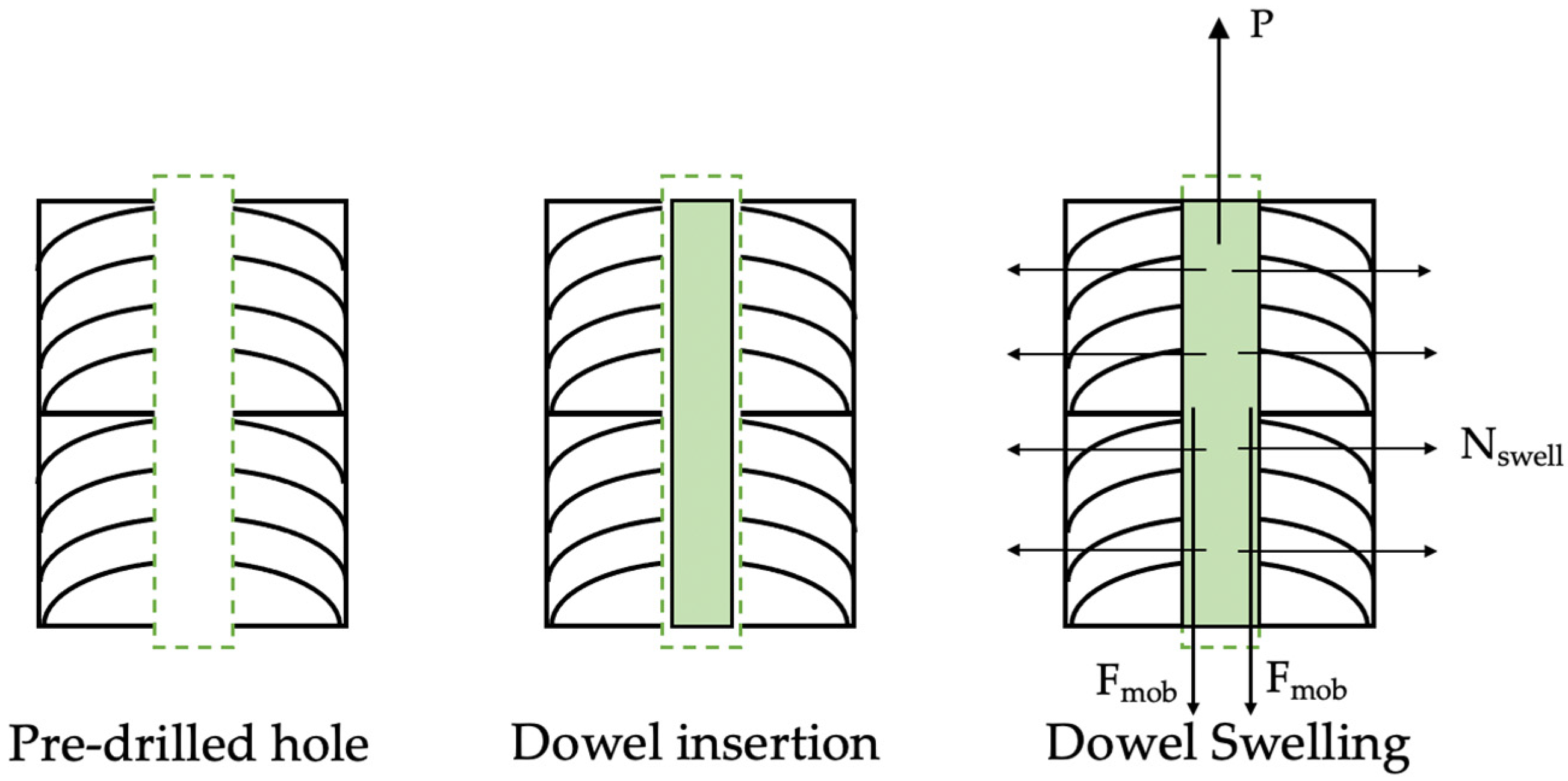
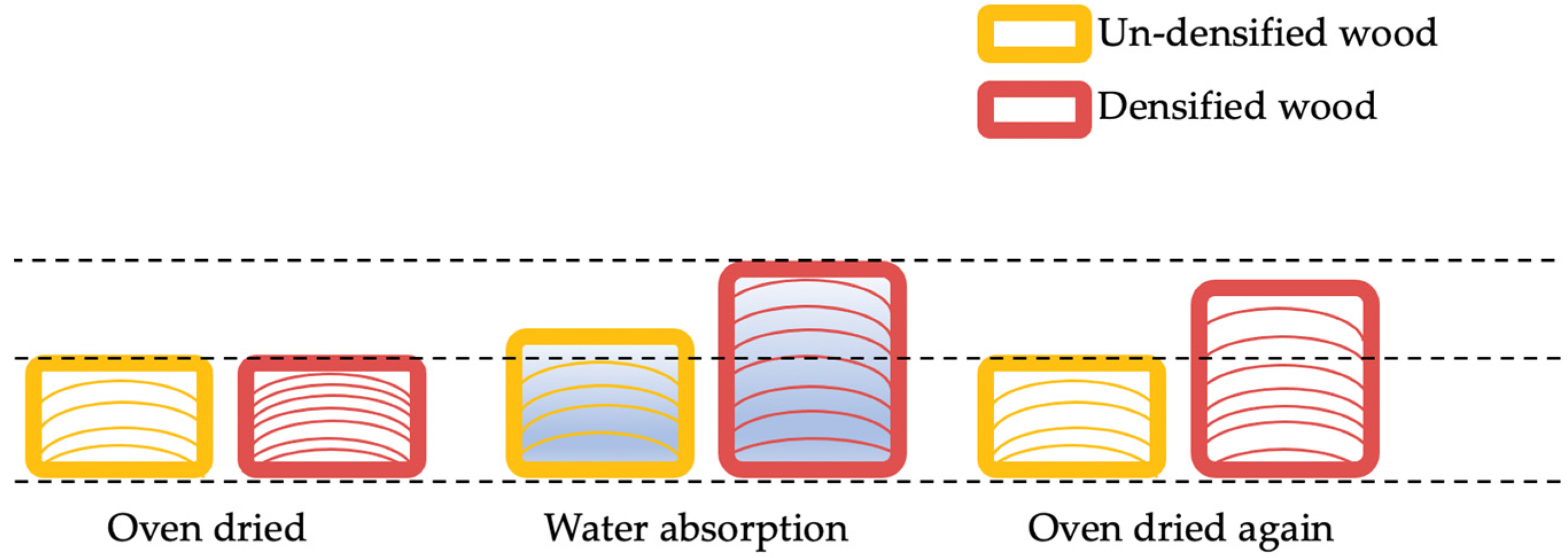
2.1.2. Thermo-Hydro-Mechanical (THM) Densified Wooden Dowel
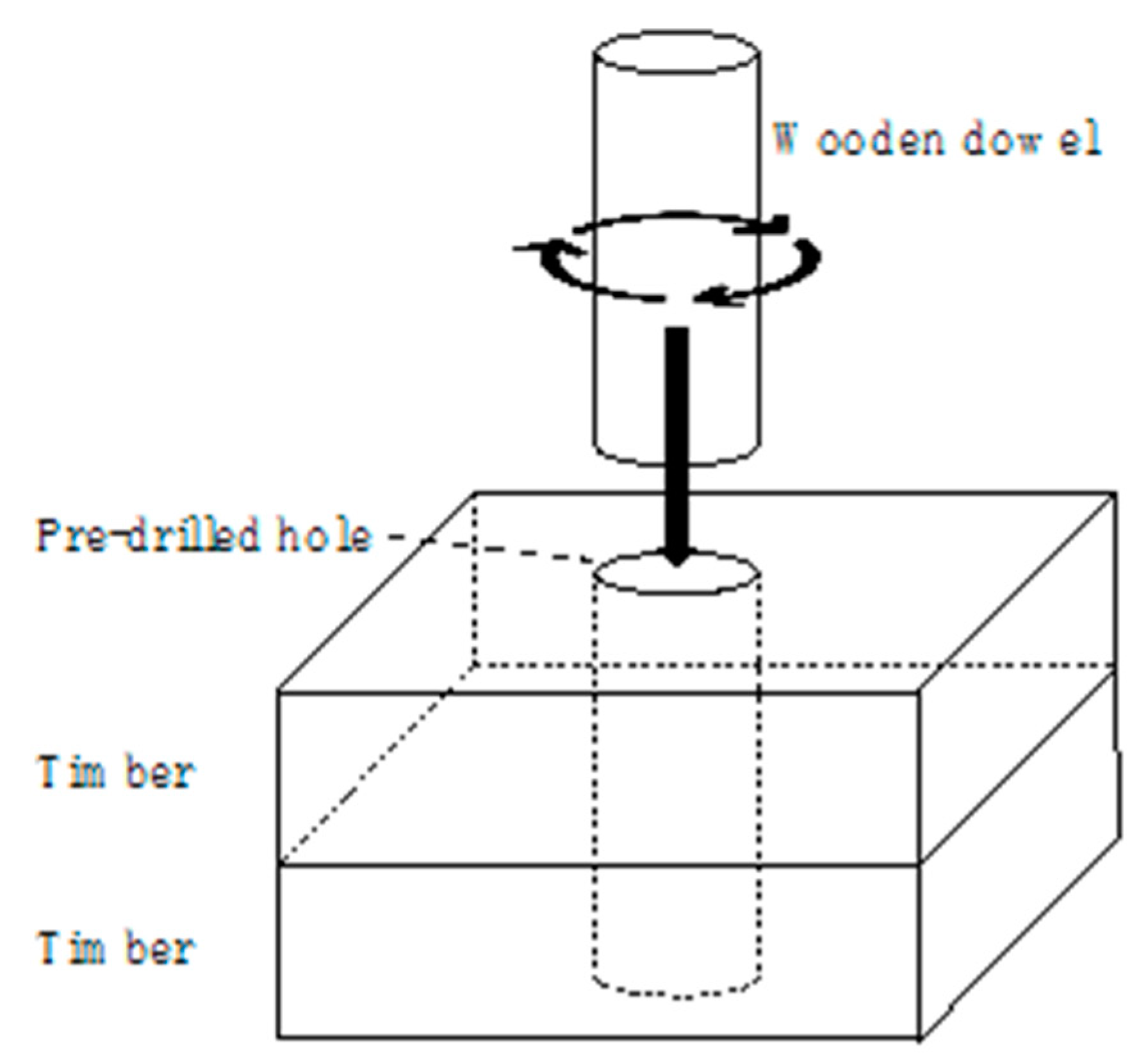
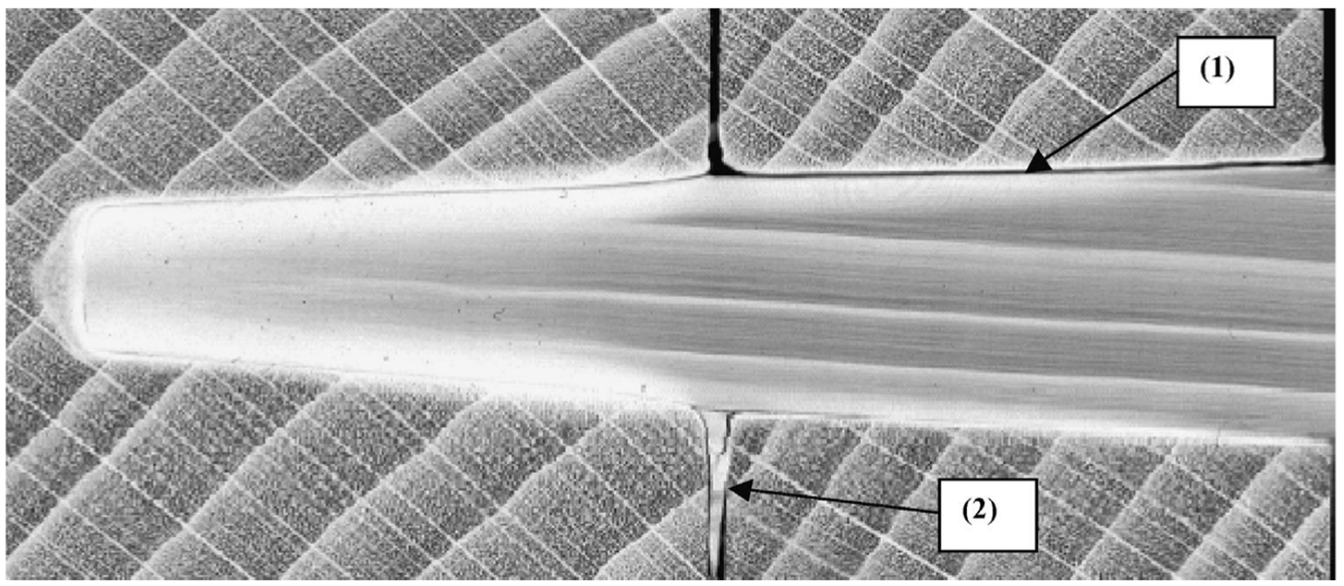
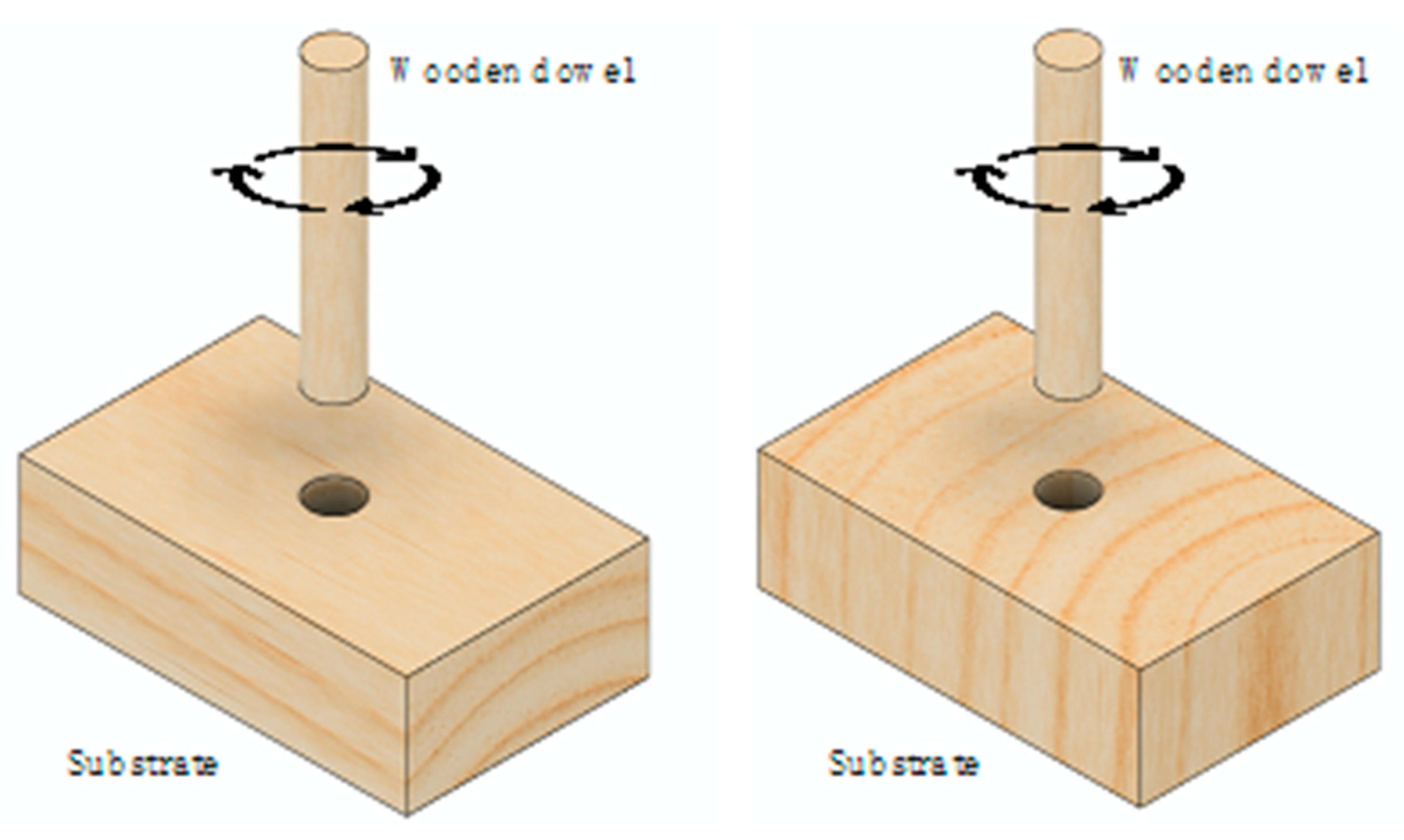
2.1.3. Rotary Welding of Wooden Dowels
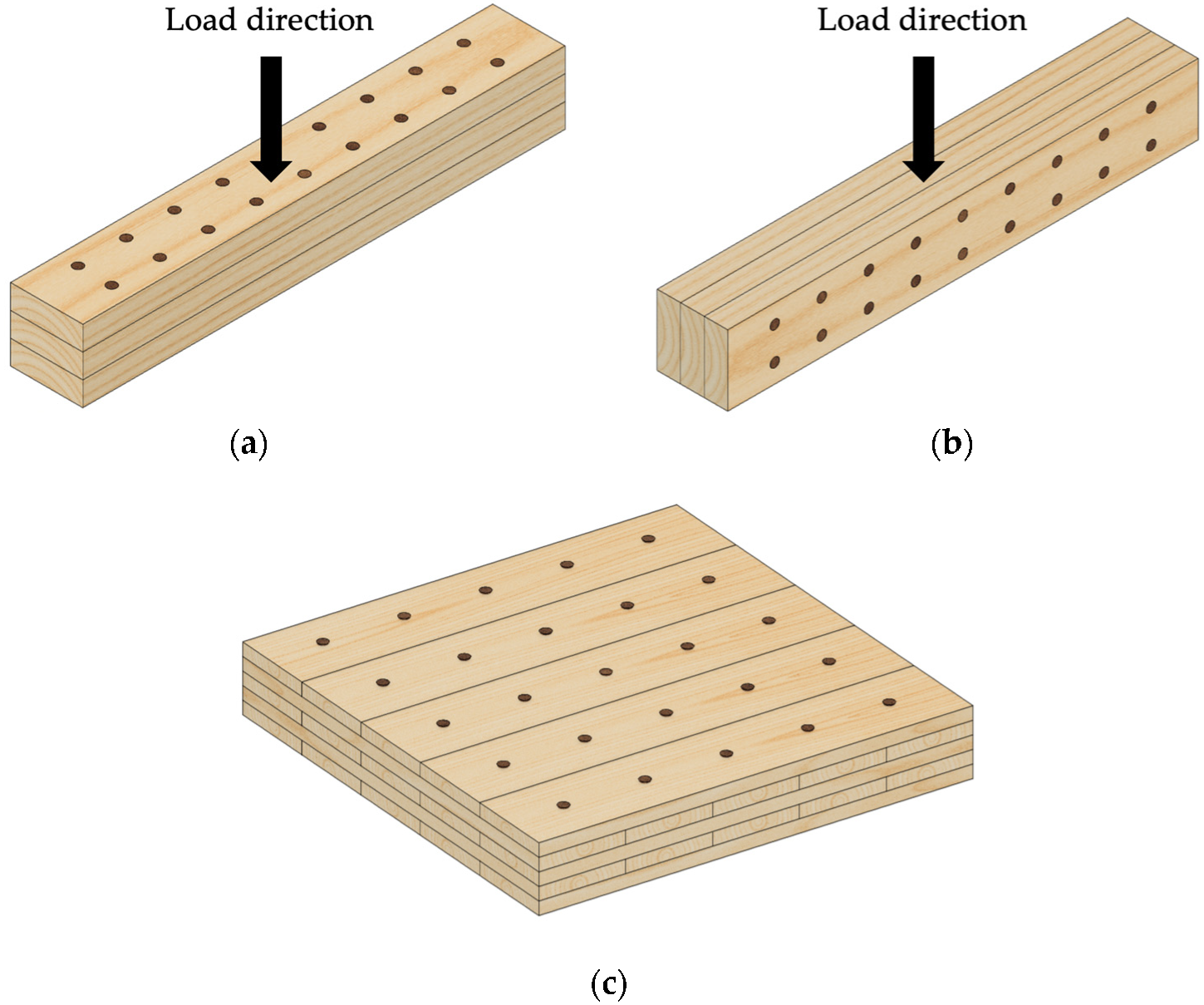
2.2. Dowel-Laminated-Timber (DLT)
2.2.1. DLTs Assembled with Untreated Wooden Dowel
2.2.2. DLTs Assembled with THM-Densified Wooden Dowels
- (1)
- Namari et al. [108] carried compression, tension, bending, embedment, yield moment, push-out shear, and impact tests to evaluate the mechanical properties of THM-densified wood and the results provide important information which engineers can use for further application of THM-densified wood in load-bearing elements and wood-based connectors for use in timber structures. THM-densification significantly improved the strength and stiffness properties of low-density softwoods such as pine and spruce. Densified wood dowels showed a higher yield moment capacity than beech or oak dowels.
- (2)
- Timber–connection applications (beam–beam, beam–column connections) made from GLT, or DLT fastened by steel or densified wooden dowels and reinforcement plates were tested [109,110,111,112]. The mean failure load and rotational stiffness of the densified dowel connections was about 20% lower than the values for equivalent steel connections, but compared to un-densified wooden dowels and plates, this was a high-strength performance. Thanks to the high shear strength of densified wooden dowels, and the improved bending and embedment properties of the reinforcement plate compared to those of the undensified wood, the test results indicated that increasing number of densified dowels and increasing the thickness of the densified reinforcement plates increases the moment-carrying capacity but leads to brittle failure of the joint.
- (3)
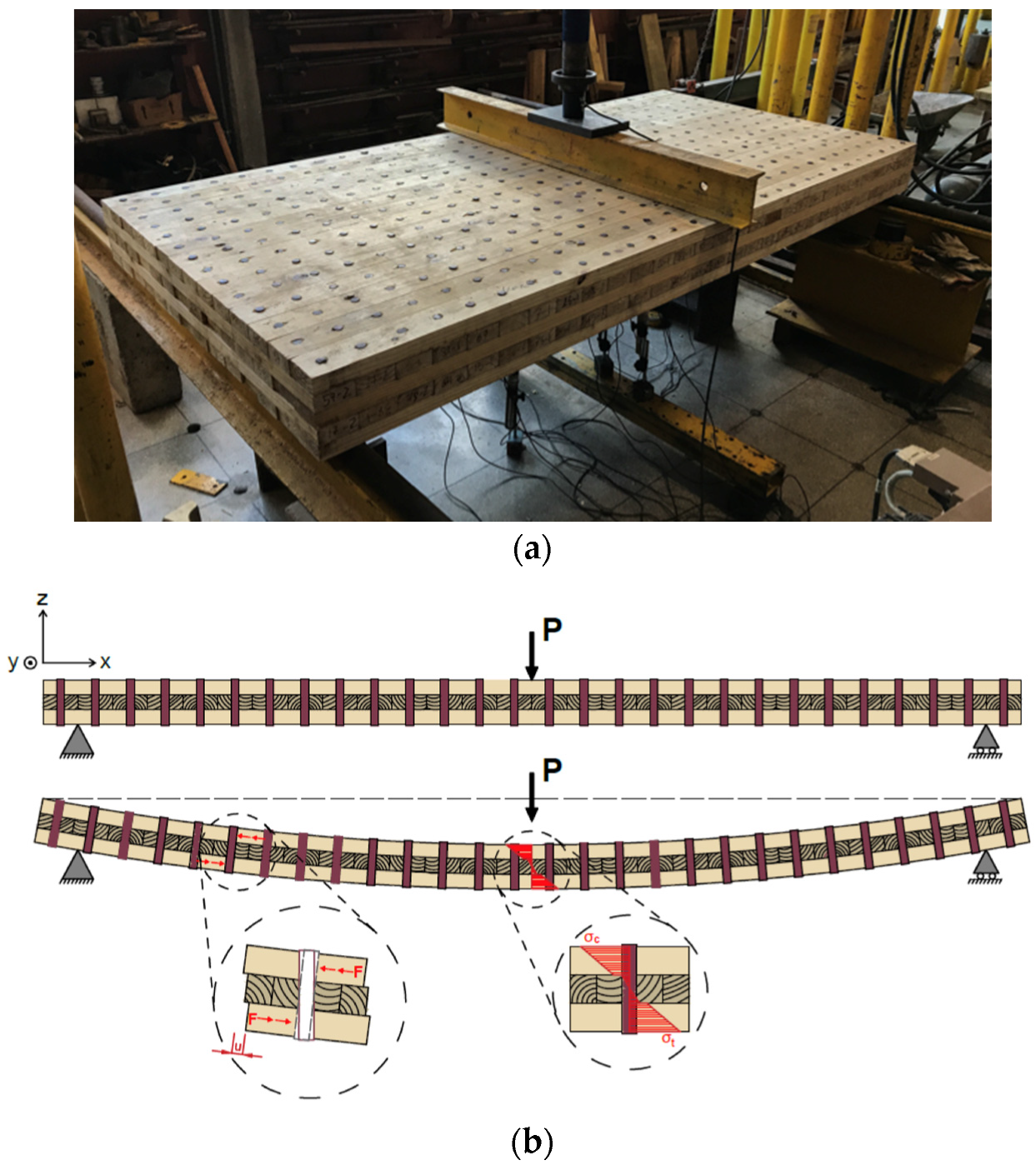
- El-Houjeyri et al. [94] manufactured three-layer DLT beams of Norway spruce lamellae with undensified European oak or densified Norway spruce dowels. Densified wooden dowels showed a greater strength, stiffness, and ductility than the un-densified oak dowels during monotonic push-out shear tests. Under four-point bending, reference GLT beams exhibited twice the stiffness and a 30% higher load-carrying capacity than the DLT beams. Nevertheless, the DLT beams exhibited higher ductility than the GLT beams because of the dowel shearing which involves high-energy dissipation.
- (4)
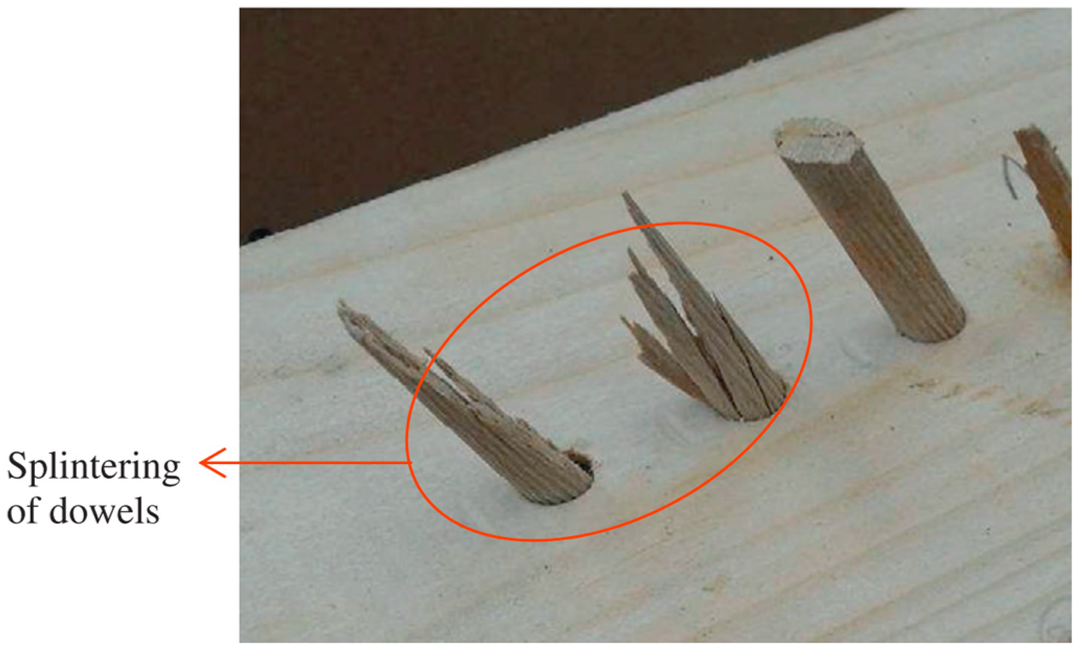
- Sotayo et al. [86] tested DLT beams and DCLT made of Scots pine lamellae with densified Norway spruce, Scots pine, or European beech dowels. In the four-point bending test, there were various failure modes of DLT beams and DCLT including tensile failure in the bottom layer, fractures around inherent knots, and the propagation of damage along the pre-drilled holes. No visible damage to the dowels themselves was observed. The stiffness and strength of DLT beams and DCLT were significantly lower than those of reference GLT beams and CLT, but greater ductility of DLT beams and DCLT was reported. Dowel-insertion angle, and dowel species had no significant influence on the stiffness of DLT beams and DCLT. The larger diameter of the densified dowels and the greater number of dowels per unit area resulted in an increased stiffness of the DLT beams and of the DCLT.
- (5)
- Bai et al. [95] studied DLT beams and CDLT made of European oak lamellae with densified Norway spruce dowels to evaluate the vibrational serviceability comfort and they found that DLT panels exhibited a satisfactory vibrational performance compared to the Eurocode 5 vibrational serviceability design requirements.
- (6)
- Mehra et al. [84] investigated the influence of accelerated ageing under cyclic dry and moist climate conditions on the pull-out resistance of densified Scots pine and undensified European beech dowel-type fasteners, and showed that the shape-recovery of the densified dowels increased the pull-out strength and improved the long-term performance of the dowel-to-lamellae connection (Figure 13).
- (7)
- Tran et al. [96,97] developed models to predict the thermomechanical behaviour during a fire resistance test of wood components assembled with THM-densified Norway spruce dowels and showed that the THM-densification of dowels leads to an increase in the thermal conductivity coefficient, the heat release rate, the thermal inertia while reducing charring rate and the mass loss compared to undensified wood.
- (8)
- Several studies have focused on optimising DLT performance by studying the influence of the mechanical properties of dowels and layers, the thickness of the assembled layers, the spacing of dowels (or the number of rows of dowels), the diameter of dowels through both experimental testing and finite element (FE) models, on the mechanical performance of the assembly [82,83,85,112,113]. Typically, increasing the number of dowels per unit area (reducing dowel spacing) leads to an increase in stiffness of the DLT, whereas a larger dowel diameter (pre-drilled hole diameter) results in a reduction in the net area of lamellae to resist a tensile force under bending and reduces the load-carrying capacity of the DLT. Higher stiffness and strength of DLT were achieved when a smaller number of lamellae were used, leading to fewer interlayer partial composite actions.
2.2.3. DLT Assembled by Rotary-Welded Wooden Dowels
2.3. Design Rules
2.4. Manufacturers of DLT
3. Other Adhesive-Free Assembling Techniques
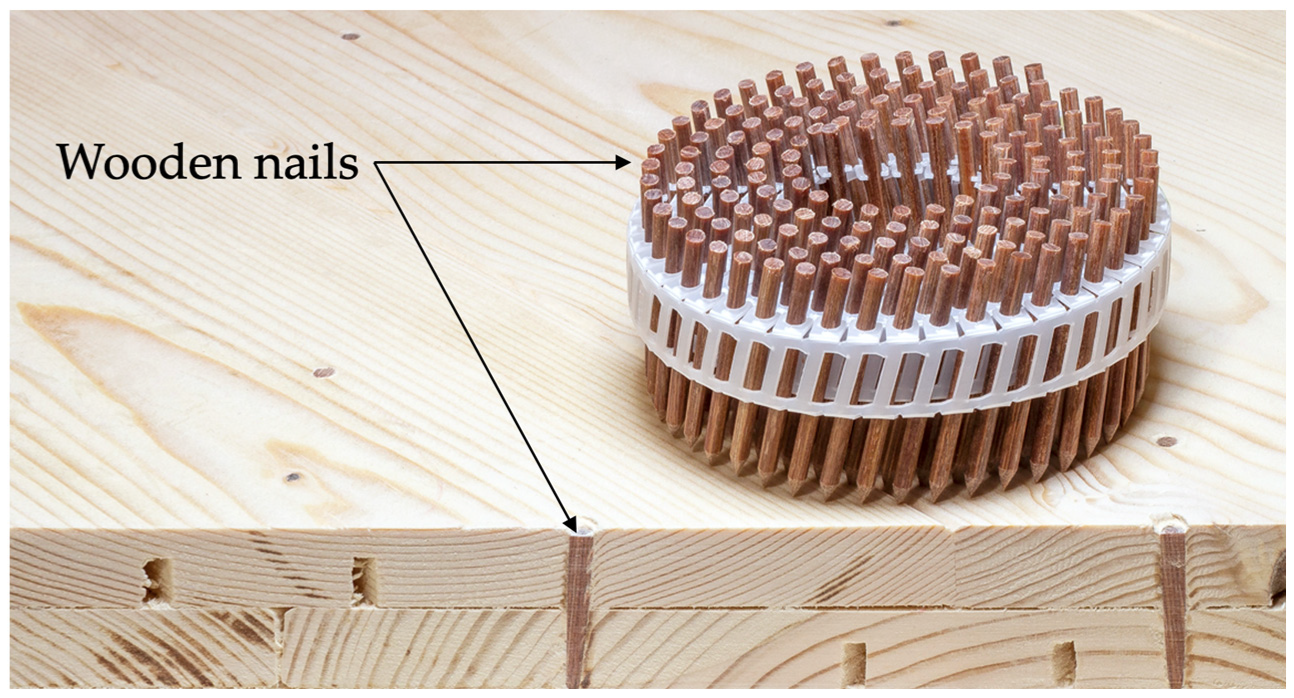
3.1. Wooden Nail
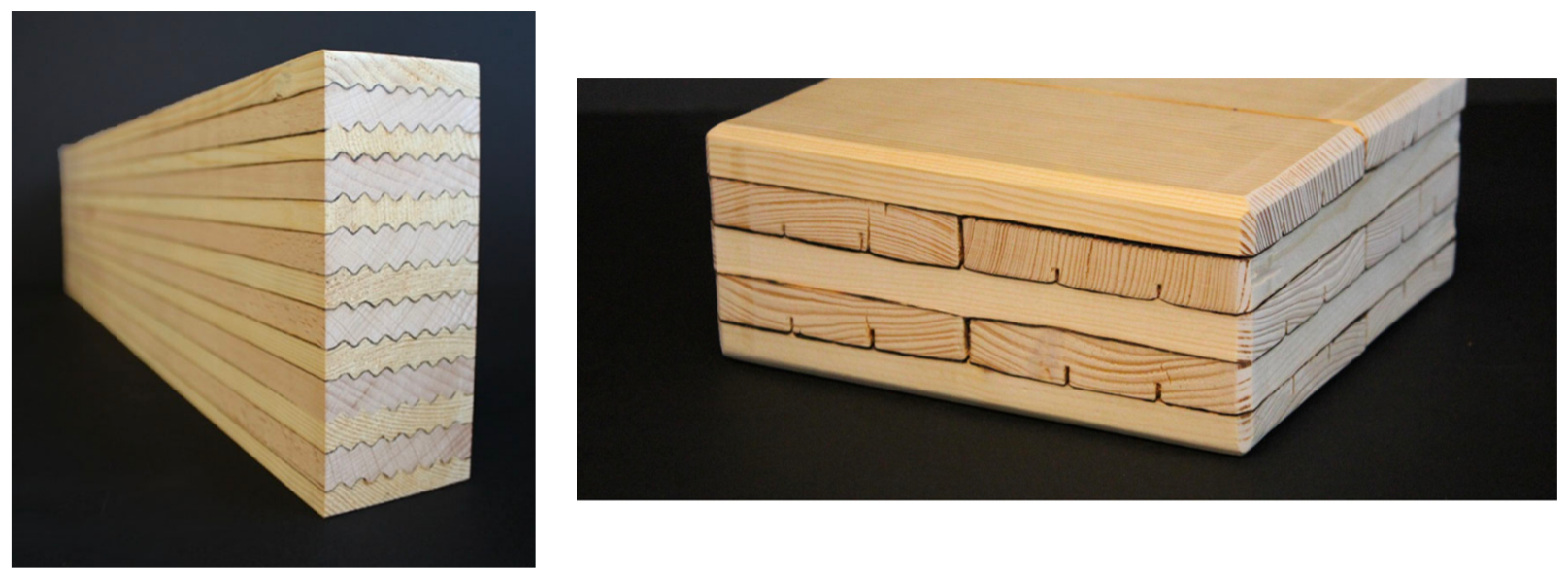
3.2. Dovetailed Panels
3.3. Linear Wood-Welding Technology
4. Conclusions and Future Research Directions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stark, N.M. Wood Handbook, Chapter 11: Wood-Based Composite Materials-Panel Products- Glued-Laminated Timber, Structural Composite Lumber, and Wood–Nonwood Composite Materials; Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; Volume 190. [Google Scholar]
- Gong, M. Engineered Wood Products for Construction. In Engineered Wood Products for Construction; Books on Demand; IntechOpen: Norderstedt, Germany, 2022. [Google Scholar] [CrossRef]
- Woodard, A.C.; Milner, H.R. Sustainability of Timber and Wood in Construction. In Sustainability of Construction Materials; Elsevier: Amsterdam, The Netherlands, 2016; pp. 129–157. [Google Scholar]
- Buck, D.; Wang, X.; Hagman, O.; Gustafsson, A. Comparison of Different Assembling Techniques Regarding Cost, Durability, and Ecology—A Survey of Multi-Layer Wooden Panel Assembly Load-Bearing Construction Elements. BioResources 2015, 10, 8378–8396. [Google Scholar] [CrossRef]
- Puettmann, M.E.; Wilson, J.B. Gate-to-Gate Life-Cycle Inventory of Glued-Laminated Timbers Production. Wood Fiber Sci. 2005, 37, 99–113. [Google Scholar]
- Cadorel, X.; Crawford, R. Life Cycle Analysis of Cross Laminated Timber in Buildings: A Review; The Architectural Science Association and RMIT University: Melbourne, Australia, 2018. [Google Scholar]
- Burnard, M.; Tavzes, Č.; Tošić, A.; Brodnik, A.; Kutnar, A. The Role of Reverse Logistics in Recycling of Wood Products. Environ. Footprints Eco-Design Prod. Process 2015, 1–30. [Google Scholar] [CrossRef]
- Puettmann, M.; Sinha, A.; Ganguly, I. Life Cycle Energy and Environmental Impacts of Cross Laminated Timber Made with Coastal Douglas-Fir. J. Green Build. 2019, 14, 17–33. [Google Scholar] [CrossRef]
- Adhikari, S.; Ozarska, B. Minimizing Environmental Impacts of Timber Products through the Production Process “From Sawmill to Final Products”. Environ. Syst. Res. 2018, 7, 6. [Google Scholar] [CrossRef]
- Lin, C.C.; Yu, K.P.; Zhao, P.; Whei-May Lee, G. Evaluation of Impact Factors on VOC Emissions and Concentrations from Wooden Flooring Based on Chamber Tests. Build. Environ. 2009, 44, 525–533. [Google Scholar] [CrossRef]
- Zelinka, S.L.; Sullivan, K.; Pei, S.; Ottum, N.; Bechle, N.J.; Rammer, D.R.; Hasburgh, L.E. Small Scale Tests on the Performance of Adhesives Used in Cross Laminated Timber (CLT) at Elevated Temperatures. Int. J. Adhes. Adhes. 2019, 95, 102436. [Google Scholar] [CrossRef]
- Peng, L.; Hadjisophocleous, G.; Mehaffey, J.; Mohammad, M. Fire Resistance Performance of Unprotected Woodwoodwood and Woodsteelwood Connections: A Literature Review and New Data Correlations. Fire Saf. J. 2010, 45, 392–399. [Google Scholar] [CrossRef]
- Emberley, R.; Inghelbrecht, A.; Yu, Z.; Torero, J.L. Self-Extinction of Timber. Proc. Combust. Inst. 2017, 36, 3055–3062. [Google Scholar] [CrossRef]
- Niemz, P.; Alfred Teischinger, D.S. Handbook of Wood Science Und Technology; Springer: Berlin/Heidelberg, Germany, 2023; ISBN 9783030813147. [Google Scholar]
- Sotayo, A.; Bradley, D.; Bather, M.; Sareh, P.; Oudjene, M.; El-Houjeyri, I.; Harte, A.M.; Mehra, S.; O’Ceallaigh, C.; Haller, P.; et al. Review of State of the Art of Dowel Laminated Timber Members and Densified Wood Materials as Sustainable Engineered Wood Products for Construction and Building Applications. Dev. Built Environ. 2020, 1, 100004. [Google Scholar] [CrossRef]
- Thoma, E. Thoma Parts Catalogue System Holz100; Thomas Holz GmbH: Goldegg, Austria, 2012. [Google Scholar]
- Plowas, W.; Bell, T.; Hairstans, R.; Williamson, J.B. Understanding the Compatibility of UK Resource for Dowel Laminated Timber Construction. TH Build. Constr. 2015, 1–12. [Google Scholar]
- Chang, W.S.; Nearchou, N. Hot-Pressed Dowels in Bonded-in Rod Timber Connections. Wood Fiber Sci. 2015, 47, 199–208. [Google Scholar]
- Sydor, M.; Majka, J.; Langová, N. Effective Diameters of Drilled Holes in Pinewood in Response to Changes in Relative Humidity. BioResources 2021, 16, 5407–5421. [Google Scholar] [CrossRef]
- Jung, K.; Komatsu, K.; Hwang, K. Effect of Changes in the Moisture Content Due to Surrounding Relative Humidity on the Contact Stress in Traditional Mortise and Tenon Joints II. Evaluation of Anti-Relaxation Effects by Deformation Recovery of Compressed Wooden Komisen on the Contact Stress of Joints. Mokuzai Gakkaishi. J. Jpn. Wood Res. Soc. 2006, 52, 153–159. [Google Scholar] [CrossRef]
- Grönquist, P.; Schnider, T.; Thoma, A.; Gramazio, F.; Kohler, M.; Burgert, I.; Rüggeberg, M. Investigations on Densified Beech Wood for Application as a Swelling Dowel in Timber Joints. Holzforschung 2019, 73, 559–568. [Google Scholar] [CrossRef]
- Thoma, A.; Jenny, D.; Helmreich, M.; Gandia, A.; Gramazio, F.; Kohler, M. Cooperative Robotic Fabrication of Timber Dowel Assemblies. Res. Cult. Archit. 2019, 77–88. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Peer, A. Wood Products Manufacturing Optimization: A Survey. IEEE Access 2022, 10, 121653–121683. [Google Scholar] [CrossRef]
- Sandberg, D.; Kutnar, A.; Karlsson, O.; Jones, D. Wood Modification Technologies; CRC Press: Boca Raton, FL, USA, 2021; ISBN 9781351028226. [Google Scholar]
- Cabral, J.P.; Kafle, B.; Subhani, M.; Reiner, J.; Ashraf, M. Densification of Timber: A Review on the Process, Material Properties, and Application. J. Wood Sci. 2022, 68, 20. [Google Scholar] [CrossRef]
- Navi, P.; Heger, F. Combined Densification and Thermo-Hydro-Mechanical Processing of Wood. MRS Bull. 2004, 29, 332–336. [Google Scholar] [CrossRef]
- Navi, P.; Pizzi, A. Property Changes in Thermo-Hydro-Mechanical Processing: COST Action FP0904 2010–2014: Thermo-Hydro-Mechanical Wood Behavior and Processing. Holzforschung 2015, 69, 863–873. [Google Scholar] [CrossRef]
- Makinaga, M.; Norimoto, M.; Inoue, M. <Permanent> Fixation of Bending Deformation of Wood by Steam Treatment. Wood Res. Bull. Wood Res. Inst. Kyoto Univ. 1997, 84, 39–41. [Google Scholar]
- Morsing, N. Densification of Wood: The Influence of Hygrothermal Treatment on Compression of Beech Perpendicular to the Grain. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, 2000. [Google Scholar]
- Inoue, M.; Normotoi, M.; Tanahashi, M.; Rowell, R. Steam or Heat Fixation of Compressed Wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Pelit, H.; Budakçi, M.; Sönmez, A. Effects of Heat Post-Treatment on Dimensional Stability and Water Absorption Behaviours of Mechanically Densified Uludağ Fir and Black Poplar Woods. BioResources 2016, 11, 3215–3229. [Google Scholar] [CrossRef]
- Kutnar, A.; Kamke, F.A. Influence of Temperature and Steam Environment on Set Recovery of Compressive Deformation of Wood. Wood Sci. Technol. 2012, 46, 953–964. [Google Scholar] [CrossRef]
- Shams, M.I.; Yano, H.; Endou, K. Compressive Deformation of Wood Impregnated with Low Molecular Weight Phenol Formaldehyde (PF) Resin I: Effects of Pressing Pressure and Pressure Holding. J. Wood Sci. 2004, 50, 337–342. [Google Scholar] [CrossRef]
- Pfriem, A.; Dietrich, T.; Buchelt, B. Furfuryl Alcohol Impregnation for Improved Plasticization and Fixation during the Densification of Wood. Holzforschung 2012, 66, 215–218. [Google Scholar] [CrossRef]
- Schwarzkopf, M. Densified Wood Impregnated with Phenol Resin for Reduced Set-Recovery. Wood Mater. Sci. Eng. 2021, 16, 35–41. [Google Scholar] [CrossRef]
- Neyses, B.; Karlsson, O.; Sandberg, D. The Effect of Ionic Liquid and Superbase Pre-Treatment on the Spring-Back, Set-Recovery and Brinell Hardness of Surface-Densified Scots Pine. Holzforschung 2020, 74, 303–312. [Google Scholar] [CrossRef]
- Nilsson, J.; Johansson, J.; Kifetew, G.; Sandberg, D. Shape Stability of Modified Engineering Wood Product Subjected to Moisture Variation. Wood Mater. Sci. Eng. 2011, 6, 132–139. [Google Scholar] [CrossRef]
- Anshari, B.; Guan, Z.W.; Kitamori, A.; Jung, K.; Hassel, I.; Komatsu, K. Mechanical and Moisture-Dependent Swelling Properties of Compressed Japanese Cedar. Constr. Build. Mater. 2011, 25, 1718–1725. [Google Scholar] [CrossRef]
- Yan, K.; Zhang, F.; Du, Y.; Ramaswamy, H.S.; Zhu, S.; Hu, L.; Yu, Y. Delayed Elastic Strain and Set-Recovery Evaluation in High-Pressure Densified Hybrid Poplar Wood-New Assessment Considerations. BioResources 2020, 15, 2691–2707. [Google Scholar] [CrossRef]
- Li, L.; Gong, M.; Yuan, N.; Li, D. Recovery of Mechanically Induced Residual Stresses in Densified Softwoods Created during a Densification Process. Wood Fiber Sci. 2012, 44, 365–373. [Google Scholar]
- Blomberg, J.; Persson, B. Swelling Pressure of Semi-Isostatically Densified Wood under Different Mechanical Restraints. Wood Sci. Technol. 2007, 41, 401–415. [Google Scholar] [CrossRef]
- Sandberg, D.; Haller, P.; Navi, P. Thermo-Hydro and Thermo-Hydro-Mechanical Wood Processing: An Opportunity for Future Environmentally Friendly Wood Products. Wood Mater. Sci. Eng. 2013, 8, 64–88. [Google Scholar] [CrossRef]
- Gfeller, B.; Zanetti, M.; Properzi, M.; Pizzi, A.; Pichelin, F.; Lehmann, M.; Delmotte, L. Wood Bonding by Vibrational Welding. J. Adhes. Sci. Technol. 2003, 17, 1573–1589. [Google Scholar] [CrossRef]
- Pizzi, A.; Despres, A.; Mansouri, H.R.; Leban, J.M.; Rigolet, S. Wood Joints by Through-Dowel Rotation Welding: Microstructure, 13C-NMR and Water Resistance. J. Adhes. Sci. Technol. 2006, 20, 427–436. [Google Scholar] [CrossRef]
- Stamm, B.; Natterer, J.; Navi, P. Joining of Wood Layers by Friction Welding. J. Adhes. Sci. Technol. 2005, 19, 1129–1139. [Google Scholar] [CrossRef]
- Yin, W.; Lu, H.; Zheng, Y.; Tian, Y. Tribological Properties of the Rotary Friction Welding of Wood. Tribol. Int. 2022, 167, 107396. [Google Scholar] [CrossRef]
- Pizzi, A.; Leban, J.M.; Kanazawa, F.; Properzi, M.; Pichelin, F. Wood Dowel Bonding by High-Speed Rotation Welding. J. Adhes. Sci. Technol. 2004, 18, 1263–1278. [Google Scholar] [CrossRef]
- Rodriguez, G.; Diouf, P.; Blanchet, P.; Stevanovic, T. Wood-Dowel Bonding by High-Speed Rotation Welding—Application to Two Canadian Hardwood Species. J. Adhes. Sci. Technol. 2010, 24, 1423–1436. [Google Scholar] [CrossRef]
- Ganne-Chedeville, C.; Pizzi, A.; Thomas, A.; Leban, J.M.; Bocquet, J.F.; Despres, A.; Mansouri, H. Parameter Interactions in Two-Block Welding and the Wood Nail Concept in Wood Dowel Welding. J. Adhes. Sci. Technol. 2005, 19, 1157–1174. [Google Scholar] [CrossRef]
- Zhu, X.; Xue, Y.; Shen, J.; Zhang, S. Withdrawal Strength of Welded Dowel Joints Made of Birch and Larch Wood. Wood Res. 2019, 64, 921–934. [Google Scholar]
- Župčić, I.; Vlaović, Z.; Grbac, I. Influence of Various Wood Species and Cross-Sections on Strength of a Dowel Welding Joint. Drv. Ind. 2014, 65, 121–127. [Google Scholar] [CrossRef]
- Horman, I.; Busuladžić, I.; Hajro, I.; Beljak, N. Optimization of Friction Parameters in the Process of Wood Welding without Additional Adhesives. Ann. DAAAM Proc. Int. DAAAM Symp. 2015, 26, 501–507. [Google Scholar] [CrossRef]
- Belleville, B.; Ozarska, B.; Pizzi, A. Assessing the Potential of Wood Welding for Australian Eucalypts and Tropical Species. Eur. J. Wood Wood Prod. 2016, 74, 753–757. [Google Scholar] [CrossRef]
- Wang, N.; Xu, F.; Meng, X.; Zhu, X.; Liu, M.; Gao, Y. Mechanical Behavior of Rotary Friction Welding Joints Composed of Laminated Veneer Bamboo Substrate and Bamboo Dowel. Constr. Build. Mater. 2022, 358, 129361. [Google Scholar] [CrossRef]
- Belleville, B.; Koumba-Yoya, G.; Stevanovic, T. Effect of Wood Welding Process on Chemical Constituents of Australian Eucalyptus. J. Wood Chem. Technol. 2019, 39, 43–56. [Google Scholar] [CrossRef]
- Resch, L.; Despres, A.; Pizzi, A.; Bocquet, J.F.; Leban, J.M. Welding-through Doweling of Wood Panels. Holz Als Roh—Und Werkst. 2006, 64, 423–425. [Google Scholar] [CrossRef]
- Mansouri, H.R.; Omrani, P.; Pizzi, A. Improving the Water Resistance of Linear Vibration-Welded Wood Joints. J. Adhes. Sci. Technol. 2009, 23, 63–70. [Google Scholar] [CrossRef]
- Segovia, C.; Pizzi, A. Performance of Dowel-Welded Wood Furniture Linear Joints. J. Adhes. Sci. Technol. 2009, 23, 1293–1301. [Google Scholar] [CrossRef]
- Auchet, S.; Segovia, C.; Mansouri, H.R.; Meausoone, P.J.; Pizzi, A.; Omrani, P. Accelerating vs Constant Rate of Insertion in Wood Dowel Welding. J. Adhes. Sci. Technol. 2010, 24, 1319–1328. [Google Scholar] [CrossRef]
- Kanazawa, F.; Pizzi, A.; Properzi, M.; Delmotte, L.; Pichelin, F. Parameters Influencing Wood-Dowel Welding by High-Speed Rotation. J. Adhes. Sci. Technol. 2005, 19, 1025–1038. [Google Scholar] [CrossRef]
- Pizzi, A.; Properzi, M.; Leban, J.-M.; Zanetti, M.; Pichelin, F. Mechanically-Induced Wood Welding. Maderas. Cienc. y Tecnol. 2003, 5, 101–106. [Google Scholar] [CrossRef]
- Župčić, I.; Povrženić, K.; Balaško, K.; Radmanović, K. Temperatures in Rotary Welding of Dowels in the Beech Wood. BioResources 2022, 17, 5848–5860. [Google Scholar] [CrossRef]
- Viana, A.C.C.; Eberbach, F.G.; Moraes, P.D.d.; Weingaertner, W.L. Influence of the Pre-Drilling Hole and the Feed Rate on the Shear Strength of Pine-Itauba Welded Joints. SSRN Electron. J. 2022, 17, e01473. [Google Scholar] [CrossRef]
- Ebner, M.; Petutschnigg, A.; Schnabel, T.; Sternad, B.; Huskic, A.; Gaubinger, K. Development of an Automated Wood Welding Process. J. Adhes. Sci. Technol. 2014, 28, 1783–1791. [Google Scholar] [CrossRef]
- Georgescu, S.; Varodi, A.M.; Răcăsan, S.; Bedelean, B. Effect of the Dowel Length, Dowel Diameter, and Adhesive Consumption on Bending Moment Capacity of Heat-Treated Wood Dowel Joints. BioResources 2019, 14, 6619–6632. [Google Scholar] [CrossRef]
- O’Loinsigh, C.; Oudjene, M.; Ait-Aider, H.; Fanning, P.; Pizzi, A.; Shotton, E.; Meghlat, E.M. Experimental Study of Timber-to-Timber Composite Beam Using Welded-through Wood Dowels. Constr. Build. Mater. 2012, 36, 245–250. [Google Scholar] [CrossRef]
- Segovia, C.; Zhou, X.; Pizzi, A. Wood Blockboards for Construction Fabricated by Wood Welding with Pre-Oiled Dowels. J. Adhes. Sci. Technol. 2013, 27, 577–585. [Google Scholar] [CrossRef]
- Xu, B.; Liu, K.; Zhao, Y.; Bouchaïr, A. Pullout Resistance of Densified Wood Dowel Welded by Rotation Friction. J. Mater. Civ. Eng. 2022, 34, 04022186. [Google Scholar] [CrossRef]
- Xu, M.; Li, L.; Wang, M.; Luo, B. Effects of Surface Roughness and Wood Grain on the Friction Coefficient of Wooden Materials for Wood–Wood Frictional Pair. Tribol. Trans. 2014, 57, 871–878. [Google Scholar] [CrossRef]
- Cornuault, P.H.; Carpentier, L. Tribological Mechanisms Involved in Friction Wood Welding. Tribol. Int. 2020, 141, 105963. [Google Scholar] [CrossRef]
- Zhu, X.; Yi, S.; Gao, Y.; Zhao, Y.; Qiu, Y. Mechanical Evaluation and XRD/TG Investigation on the Properties of Wooden Dowel Welding. BioResources 2018, 12, 3396–3412. [Google Scholar] [CrossRef]
- Pizzi, A.; Mansouri, H.R.; Leban, J.M.; Delmotte, L.; Pichelin, F. Enhancing the Exterior Performance of Wood Joined by Linear and Rotational Welding. J. Adhes. Sci. Technol. 2011, 25, 2717–2730. [Google Scholar] [CrossRef]
- Yin, W.; Zheng, Y.; Lu, H.; Tian, Y. Tribological and Mechanical Properties of Wood Dowel Rotation Welding with Different Additives. J. Adhes. Sci. Technol. 2023, 37, 411–425. [Google Scholar] [CrossRef]
- Pizzi, A.; Zhou, X.; Navarrete, P.; Segovia, C.; Mansouri, H.R.; Placentia Pena, M.I.; Pichelin, F. Enhancing Water Resistance of Welded Dowel Wood Joints by Acetylated Lignin. J. Adhes. Sci. Technol. 2013, 27, 252–262. [Google Scholar] [CrossRef]
- Zhu, X.; Gao, Y.; Yi, S.; Ni, C.; Zhang, J.; Luo, X. Mechanics and Pyrolysis Analyses of Rotation Welding with Pretreated Wood Dowels. J. Wood Sci. 2017, 63, 216–224. [Google Scholar] [CrossRef]
- Zhu, X.; Xue, Y.; Zhang, S.; Shen, J.; Gao, Y. Mechanics and Thermogravimetric Investigation into the Influence of Welding Time and CuCl 2 Treatment on Wood Dowel Welding. WCTE 2018—World Conf. Timber Eng. 2018, 13, 1329–1347. [Google Scholar]
- Zhu, X.; Xue, Y.; Shen, J.; Huang, L.; Gao, Y. Mechanism Study on Betula Wood Dowel Rotation Welding into Larch and Enhanced Mechanism of Treating with CuCl2. BioResources 2019, 14, 8785–8802. [Google Scholar] [CrossRef]
- Sandhaas, C.; Schädle, P. Joint Properties and Earthquake Behaviour of Buildings Made from Dowel-Laminated Timber. In Proceedings of the 16th World Conference on Earthquake Engineering, Santiago, Chile, 9–13 January 2017. 16WCEE 2017. [Google Scholar]
- Ogunrinde, O. Evaluation of Bending Performance of Nail Laminated and Dowel Laminated Timber. Ph.D. Thesis, University of New Brunswick, Fredericton, Canada, 2019. [Google Scholar]
- Dourado, N.; Pereira, F.A.M.; Lousada, J.L.; de Moura, M.F.S.F. Experimental and Numerical Analyses of Wood Boards Joining Using Wood-Pin Connectors. Constr. Build. Mater. 2019, 222, 556–565. [Google Scholar] [CrossRef]
- Derikvand, M.; Hosseinzadeh, S.; Fink, G. Mechanical Properties of Dowel Laminated Timber Beams with Connectors Made of Salvaged Wooden Materials. J. Archit. Eng. 2021, 27, 04021035. [Google Scholar] [CrossRef]
- Sotayo, A.; Au, S.K.; Guan, Z. Finite Element Modelling and Testing of Timber Laminated Beams Fastened with Compressed Wood Dowels. In Proceedings of the WCTE 2018—World Conference on Timber Engineering, Seoul, Republic of Korea, 20–23 August 2018. [Google Scholar]
- Bouhala, L.; Fiorelli, D.; Makradi, A.; Belouettar, S.; Sotayo, A.; Bradley, D.F.; Guan, Z. Advanced Numerical Investigation on Adhesive Free Timber Structures. Compos. Struct. 2020, 246, 112389. [Google Scholar] [CrossRef]
- Mehra, S.; Harte, A.M.; Sotayo, A.; Guan, Z.; O’Ceallaigh, C. Experimental Investigation on the Effect of Accelerated Ageing Conditions on the Pull-out Capacity of Compressed Wood and Hardwood Dowel Type Fasteners. Holzforschung 2021, 76, 89–98. [Google Scholar] [CrossRef]
- O’Ceallaigh, C.; Harte, A.M.; Mcgetrick, P.J. Dowel Laminated Timber Elements Manufactured Using Compressed Wood Dowels. CERI2022—Civ. Eng. Res. Irel. 2022, 222–227. [Google Scholar]
- Sotayo, A.; Bradley, D.F.; Bather, M.; Oudjene, M.; El-Houjeyri, I.; Guan, Z. Development and Structural Behaviour of Adhesive Free Laminated Timber Beams and Cross Laminated Panels. Constr. Build. Mater. 2020, 259, 119821. [Google Scholar] [CrossRef]
- Bouhala, L.; Makradi, A.; Oudjene, M. Modelling of Creep Behaviour of Timber Dowelled Beams. J. Compos. Mater. 2022, 56, 4363–4371. [Google Scholar] [CrossRef]
- Bocquet, J.F.; Pizzi, A.; Despres, A.; Mansouri, H.R.; Resch, L.; Michel, D.; Letort, F. Wood Joints and Laminated Wood Beams Assembled by Mechanically-Welded Wood Dowels. J. Adhes. Sci. Technol. 2007, 21, 301–317. [Google Scholar] [CrossRef]
- O’Loinsigh, C.; Oudjene, M.; Shotton, E.; Pizzi, A.; Fanning, P. Mechanical Behaviour and 3D Stress Analysis of Multi-Layered Wooden Beams Made with Welded-through Wood Dowels. Compos. Struct. 2012, 94, 313–321. [Google Scholar] [CrossRef] [Green Version]
- Belleville, B.; Stevanovic, T.; Cloutier, A.; Pizzi, A.; Salenikovich, A.; Blanchet, P. Production and Properties of Wood-Welded Panels Made from Two Canadian Hardwoods. Wood Sci. Technol. 2013, 47, 1005–1018. [Google Scholar] [CrossRef]
- Girardon, S.; Barthram, C.; Resch, L.; Bocquet, J.F.; Triboulot, P. Determination of Shearing Stiffness Parameters to Design Multi-Layer Spruce Beams Using Welding-through Wood Dowels. Eur. J. Wood Wood Prod. 2014, 72, 721–733. [Google Scholar] [CrossRef]
- Pereira, M.C.d.M.; Pascal Sohier, L.A.; Descamps, T.; Junior, C.C. Doweled Cross Laminated Timber: Experimental and Analytical Study. Constr. Build. Mater. 2021, 273, 121820. [Google Scholar] [CrossRef]
- Xu, B.-H.; Zhang, S.-D.; Zhao, Y.-H.; Bouchaïr, A.; Zhang, B. Mechanical Properties of Adhesive-Free Cross-Laminated Timber. J. Struct. Eng. 2022, 148, 04022135. [Google Scholar] [CrossRef]
- El-Houjeyri, I.; Thi, V.D.; Oudjene, M.; Khelifa, M.; Rogaume, Y.; Sotayo, A.; Guan, Z. Experimental Investigations on Adhesive Free Laminated Oak Timber Beams and Timber-to-Timber Joints Assembled Using Thermo-Mechanically Compressed Wood Dowels. Constr. Build. Mater. 2019, 222, 288–299. [Google Scholar] [CrossRef]
- Bui, T.A.; Oudjene, M.; Lardeur, P.; Khelifa, M.; Rogaume, Y. Towards Experimental and Numerical Assessment of the Vibrational Serviceability Comfort of Adhesive Free Laminated Timber Beams and CLT Panels Assembled Using Compressed Wood Dowels. Eng. Struct. 2020, 216, 110586. [Google Scholar] [CrossRef]
- Tran, T.T.; Thi, V.D.; Oudjene, M.; Khelifa, M.; Girods, P.; Debal, M.; Rogaume, Y.; Jannot, Y. Fire Structural Performance of Thermo-Mechanically Compressed Spruce Timber by Means Experiments and a Three-Step Multi-Reactions Pyrolysis 3D-Finite Element Modelling. Constr. Build. Mater. 2022, 320, 126100. [Google Scholar] [CrossRef]
- Tran, T.T. Modeling of Fire Performance of Timber Structures Assembled with Densified Wooden Dowels. Ph.D. Thesis, Université de Lorraine, Lorraine, France, 2022. [Google Scholar]
- Oudjene, M.; Khelifa, M.; Segovia, C.; Pizzi, A. Application of Numerical Modelling to Dowel-Welded Wood Joints. J. Adhes. Sci. Technol. 2010, 24, 359–370. [Google Scholar] [CrossRef]
- Ruan, G.; Filz, G.H.; Fink, G. Shear Capacity of Timber-to-Timber Connections Using Wooden Nails. Wood Mater. Sci. Eng. 2022, 17, 20–29. [Google Scholar] [CrossRef]
- Jung, K.; Kitamori, A.; Komatsu, K. Evaluation on Structural Performance of Compressed Wood as Shear Dowel. Holzforschung 2008, 62, 461–467. [Google Scholar] [CrossRef]
- Jung, K.; Kitamori, A.; Komatsu, K. Development of a Joint System Using a Compressed Wooden Fastener I: Evaluation of Pull-out and Rotation Performance for a Column-Sill Joint. J. Wood Sci. 2009, 55, 273–282. [Google Scholar] [CrossRef]
- Jung, K.; Kitamori, A.; Komatsu, K. Development of a Joint System Using a Compressed Wooden Fastener II: Evaluation of Rotation Performance for a Column-Beam Joint. J. Wood Sci. 2010, 56, 118–126. [Google Scholar] [CrossRef]
- Jung, K.; Murakami, S.; Kitamori, A.; Chang, W.S.; Komatsu, K. Improvement of Glued-in-Rod Joint System Using Compressed Wooden Dowel. Holzforschung 2010, 64, 799–804. [Google Scholar] [CrossRef]
- Xu, B.H.; Yu, K.B.; Wu, H.C.; Bouchaïr, A. Mechanical Properties and Engineering Application Potential of the Densified Poplar. Wood Mater. Sci. Eng. 2021, 17, 659–667. [Google Scholar] [CrossRef]
- Xu, B.-H.; Wang, B.-L.; Yu, K.-B.; Bouchaïr, A. An Optional Connection Material in Timber Structures: Densified Poplar. J. Mater. Sci. 2021, 56, 14114–14125. [Google Scholar] [CrossRef]
- Xu, B.-H.; Jiao, S.-Y.; Wang, B.-L.; Bouchaïr, A. Mechanical Performance of Timber-to-Timber Joints with Densified Wood Dowels. J. Struct. Eng. 2022, 148, 04022023. [Google Scholar] [CrossRef]
- Towards Adhesive Free Timber Buildings (AFTB). Interreg NEW. Available online: https://www.nweurope.eu/projects/project-search/towards-adhesive-free-timber-buildings-aftb/#tab-1 (accessed on 2 December 2022).
- Namari, S.; Drosky, L.; Pudlitz, B.; Haller, P.; Sotayo, A.; Bradley, D.; Mehra, S.; O’Ceallaigh, C.; Harte, A.M.; El-Houjeyri, I.; et al. Mechanical Properties of Compressed Wood. Constr. Build. Mater. 2021, 301, 124269. [Google Scholar] [CrossRef]
- Mehra, S.; O’Ceallaigh, C.; Hamid-Lakzaeian, F.; Guan, Z.; Harte, A.M. Evaluation of the Structural Behaviour of Beam-Beam Connection Systems Using Compressed Wood Dowels and Plates. In Proceedings of the WCTE 2018—World Conference on Timber Engineering, Seoul, Republic of Korea, 20–23 August 2018. [Google Scholar]
- Mehra, S.; O’Ceallaigh, C.; Sotayo, A.; Guan, Z.; Harte, A.M. Experimental Characterisation of the Moment-Rotation Behaviour of Beam-Beam Connections Using Compressed Wood Connectors. Eng. Struct. 2021, 247, 113132. [Google Scholar] [CrossRef]
- Mehra, S.; O’Ceallaigh, C.; Sotayo, A.; Guan, Z.; Harte, A.M. Experimental Investigation of the Moment-Rotation Behaviour of Beam-Column Connections Produced Using Compressed Wood Connectors. Constr. Build. Mater. 2022, 331, 127327. [Google Scholar] [CrossRef]
- Guan, Z.; Komatsu, K.; Jung, K.; Kitamori, A. Structural Characteristics of Beam-Column Connections Using Compressed Wood Dowels and Plates. In Proceedings of the 11th World Conference on Timber Engineering, Trentino, Italy, 20–24 June 2010; WCTE 2010. Volume 4, pp. 2749–2756. [Google Scholar]
- El Houjeyri, I.; Thi, V.D.; Oudjene, M.; Ottenhaus, L.M.; Khelifa, M.; Rogaume, Y. Coupled Nonlinear-Damage Finite Element Analysis and Design of Novel Engineered Wood Products Made of Oak Hardwood. Eur. J. Wood Wood Prod. 2021, 79, 29–47. [Google Scholar] [CrossRef]
- Bocquet, J.F.; Pizzi, A.; Resch, L. Full-Scale Industrial Wood Floor Assembly and Structures by Welded-through Dowels. Holz Als Roh—Und Werkst. 2007, 65, 149–155. [Google Scholar] [CrossRef]
- Omrani, P.; Bocquet, J.F.; Pizzi, A.; Leban, J.M.; Mansouri, H. Zig-Zag Rotational Dowel Welding for Exterior Wood Joints. J. Adhes. Sci. Technol. 2007, 21, 923–933. [Google Scholar] [CrossRef]
- Omrani, P.; Mansouri, H.R.; Pizzi, A. Weather Exposure Durability of Welded Dowel Joints. Holz Als Roh—Und Werkst. 2008, 66, 161–162. [Google Scholar] [CrossRef]
- EN 1995-1-1:2004; Eurocode 5: Design of Timber Structures—Part 1-1: General-Common Rules and Rules for Buildings. European Union: Brussels, Belgium, 2004.
- American Wood Council (AWC). NDS ® 2018 National Design Specification® for Wood Construction.; American Wood Council (AWC): Leesburg, VA, USA, 2018. [Google Scholar]
- Johansen, K.W. Theory of Timber Connections. Int. Assoc. Bridge Struct. Eng. 1949, 9, 249–262. [Google Scholar] [CrossRef]
- Frontini, F.; Siem, J.; Renmælmo, R. Load-Carrying Capacity and Stiffness of Softwood Wooden Dowel Connections. Int. J. Archit. Herit. 2018, 14, 376–397. [Google Scholar] [CrossRef]
- Bell, T. A Detailed Investigation into the Engineering Properties and Challenges Affecting the Potential Introduction of a UK Grown Dowel-Laminated Timber Floor Panel into the Domestic Construction Market. Ph.D. Thesis, University of Strathclyde, Glasgow, Scotland, 2018. [Google Scholar]
- Leban, J.M.; Pizzi, A.; Properzi, M.; Pichelin, F.; Gelhaye, P.; Rose, C. Wood Welding: A Challenging Alternative to Conventional Wood Gluing. Scand. J. For. Res. 2005, 20, 534–538. [Google Scholar] [CrossRef]
- Korte, H.; Koch, G.; Krause, K.C.; Koddenberg, T.; Siemers, S. Wood Nails to Fix Softwoods: Characterization of Structural Deformation and Lignin Modification. Eur. J. Wood Wood Prod. 2018, 76, 979–988. [Google Scholar] [CrossRef]
- Gerber, C.; Collado, K.; Morrell, J.J. Impact of Moisture Cycling on Lateral Resistance of Resin-Impregnated Compressed Beech Nails in Radiata Pine Timber. Int. Wood Prod. J. 2021, 12, 147–151. [Google Scholar] [CrossRef]
- Hasan, H.; Reddy, A.; TsayJacobs, A. Robotic Fabrication of Nail Laminated Timber. In Proceedings of the 36th International Symposium on Automation and Robotics in Construction (ISARC 2019), Banff, Canada, 21–24 May 2019; pp. 1210–1216. [Google Scholar] [CrossRef]
- Riggio, M.; Pauliny, D.; Sandak, J.; Sandak, A. Novel Nail-like Wood Connectors. Adv. Mater. Res. 2013, 778, 647–654. [Google Scholar] [CrossRef]
- Riggio, M.; Sandak, J.; Sandak, A. Densified Wooden Nails for New Timber Assemblies and Restoration Works: A Pilot Research. Constr. Build. Mater. 2016, 102, 1084–1092. [Google Scholar] [CrossRef]
- Xu, Y.; Dong, Z.; Jia, C.; Wang, Z.; Lu, X. Bamboo Nail: A Novel Connector for Timber Assemblies. J. Renew. Mater. 2021, 9, 1609–1620. [Google Scholar] [CrossRef]
- LIGNOLOC®—Beck Fastening. Beyond Fastening. Available online: https://www.beck-fastening.com/en/innovation/lignoloc (accessed on 23 December 2022).
- Gamerro, J.; Bocquet, J.F.; Weinand, Y. Experimental Investigations on the Load-Carrying Capacity of Digitally Produced Wood-Wood Connections. Eng. Struct. 2020, 213, 110576. [Google Scholar] [CrossRef]
- Rezaei Rad, A.; Burton, H.; Rogeau, N.; Vestartas, P.; Weinand, Y. A Framework to Automate the Design of Digitally-Fabricated Timber Plate Structures. Comput. Struct. 2021, 244, 106456. [Google Scholar] [CrossRef]
- Dovetailed Massive Wood Board Elements for Multi-Story Buildings (Acronym: DoMWoB). Tampere Universities. Available online: https://www.tuni.fi/en/research/dovetailed-massive-wood-board-elements-multi-story-buildings-acronym-domwob (accessed on 14 December 2022).
- Ilgın, H.E.; Karjalainen, M. Preliminary Design Proposals for Dovetail Wood Board Elements in Multi-Story Building Construction. Architecture 2021, 1, 56–68. [Google Scholar] [CrossRef]
- Emre Ilgın, H.; Karjalainen, M. Massive Wood Construction in Finland: Past, Present, and Future. In Wood Industry—Past, Present and Future Outlook; InTech Open: Rijeka, Croatia, 2022; pp. 1–17. [Google Scholar]
- Baño, V.; Moltini, G. Experimental and Numerical Analysis of Novel Adhesive-Free Structural Floor Panels (TTP) Manufactured from Timber-to-Timber Joints. J. Build. Eng. 2021, 35, 102065. [Google Scholar] [CrossRef]
- Moltini, G.; Baño, V. Influence of the Connector Shape Parameters in the Structural Behaviour of the Adhesive-Free Timber Floor Panels. Procedia Struct. Integr. 2022, 37, 417–424. [Google Scholar] [CrossRef]
- Hahn, B.; Hatt, F. Technology for Prefabricated Elements in Timber Construction Laboratory for Timber Construction Hahn Friction Welding of Wood—A Fast. Adhesive-Free Bonding Technology for Prefabricated Elements in Timber Construction. ENAC Research Day. 2013, p. 127467. Available online: https://infoscience.epfl.ch/record/186168?ln=en (accessed on 14 December 2022).
- Vallée, T.; Hahn, B.; Weinand, Y. Shear Loaded Friction-Welded Crosswise Arranged Timber Boards. Int. J. Adhes. Adhes. 2017, 72, 109–116. [Google Scholar] [CrossRef]
- Rhême, M.; Botsis, J.; Cugnoni, J.; Navi, P. Influence of the Moisture Content on the Fracture Characteristics of Welded Wood Joint. Part 2: Mode II Fracture. Holzforschung 2013, 67, 755–761. [Google Scholar] [CrossRef] [Green Version]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lamellae Species | Dowel Species | Dowel Type | Test | Comparison with Equivalent GLT | Reference |
|---|---|---|---|---|---|
| Larch | Beech | Untreated | Four-point bending test | Yes | Plowas et al. [17] |
| Spruce | Beech | Untreated | Monotonic and cyclic tests | Yes | Sandhaas and Schädle [78] |
| Fir, pine, spruce | Hickory | Untreated | Pull-out resistance and four-point bending tests | Yes | Ogunrinde [79] |
| Pine | Beech | Untreated | Three-point bending | Yes | Dourado et al. [80] |
| Spruce | Oak, salvaged plywood or LVL | Untreated | Push-out shear and four-point bending tests | No | Derikvand et al. [81] |
| Pine | Pine | Densified | Four-point bending test | Yes | Sotayo et al. [82] |
| Pine | Pine | Densified | Push-out shear and four-point bending tests | Yes | Bouhala et al. [83] |
| Pine | Pine | Densified | Long-term pull-out resistance test | No | Mehra et al. [84] |
| Spruce | Spruce | Densified | Four-point bending test | Yes | O’Ceallaigh et al. [85] |
| Pine | Beech, pine, spruce | Densified | Four-point bending test | Yes | Sotayo et al. [86] |
| Spruce | Spruce | Densified | Bending creep test | Yes | Bouhala et al. [87] |
| Beech, spruce | Beech | Rotary welding | Push-out shear and four-point bending tests | No | Bocquet et al. [88] |
| Spruce | Beech | Rotary welding | Four-point bending test | No | O’Loinsigh et al. [66,89] |
| Maple | Maple | Rotary welding | Three-point bending | Yes | Belleville et al. [90] |
| Fir, spruce | Beech | Rotary welding | Push-out shear and three-point bending tests | No | Girardon et al. [91] |
| Lamella Species | Dowel Species | Dowel Type | Test | Comparison with Equivalent CLT | Reference |
|---|---|---|---|---|---|
| Pine | Pau-roxo | Untreated | Push-out shear and three-point bending test | Yes | Pereira et al. [92] |
| Fir, pine, spruce | Poplar | Densified | Push-out shear and four-point bending tests | Yes | Xu et al. [93] |
| Oak | Spruce | Densified | Push-out shear and four-point bending tests | Yes | El-Houjeyri et al. [94] |
| Oak | Spruce | Densified | Vibrational serviceability test | No | Bai et al. [95] |
| Oak | Spruce | Densified | Fire resistance test | Yes | Tran et al. [96,97] |
| Pine | Beech, pine, | Densified | Four-point bending test | Yes | Sotayo et al. [86] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, L.; Kutnar, A.; Sandak, J.; Šušteršič, I.; Sandberg, D. Adhesive-and Metal-Free Assembly Techniques for Prefabricated Multi-Layer Engineered Wood Products: A Review on Wooden Connectors. Forests 2023, 14, 311. https://doi.org/10.3390/f14020311
Han L, Kutnar A, Sandak J, Šušteršič I, Sandberg D. Adhesive-and Metal-Free Assembly Techniques for Prefabricated Multi-Layer Engineered Wood Products: A Review on Wooden Connectors. Forests. 2023; 14(2):311. https://doi.org/10.3390/f14020311
Chicago/Turabian StyleHan, Lei, Andreja Kutnar, Jakub Sandak, Iztok Šušteršič, and Dick Sandberg. 2023. "Adhesive-and Metal-Free Assembly Techniques for Prefabricated Multi-Layer Engineered Wood Products: A Review on Wooden Connectors" Forests 14, no. 2: 311. https://doi.org/10.3390/f14020311