
Defect Removal and Rearrangement of Wood Board Based on Genetic Algorithm



Abstract
:1. Introduction
2. Materials and Methods
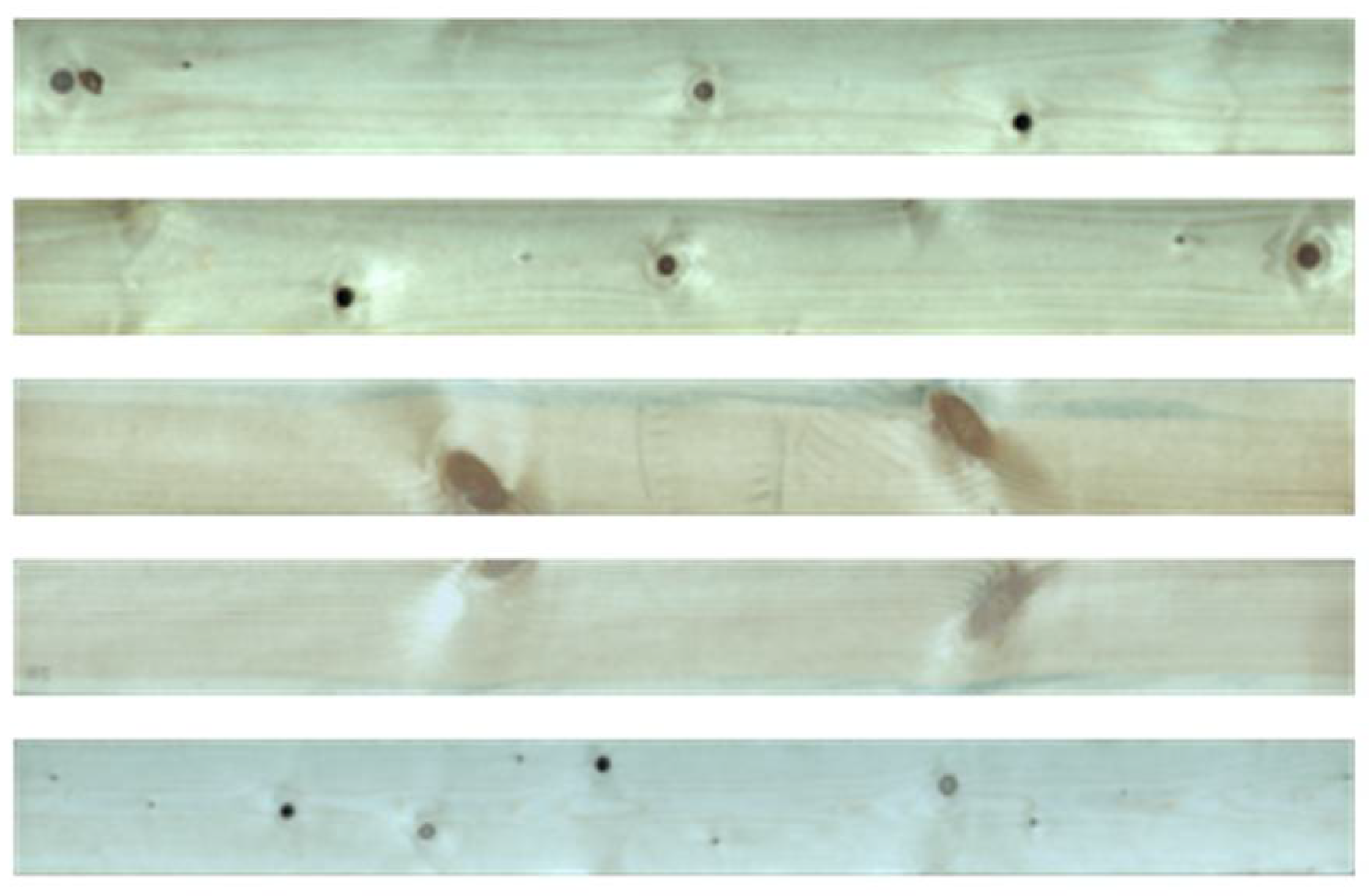
2.1. Imaging
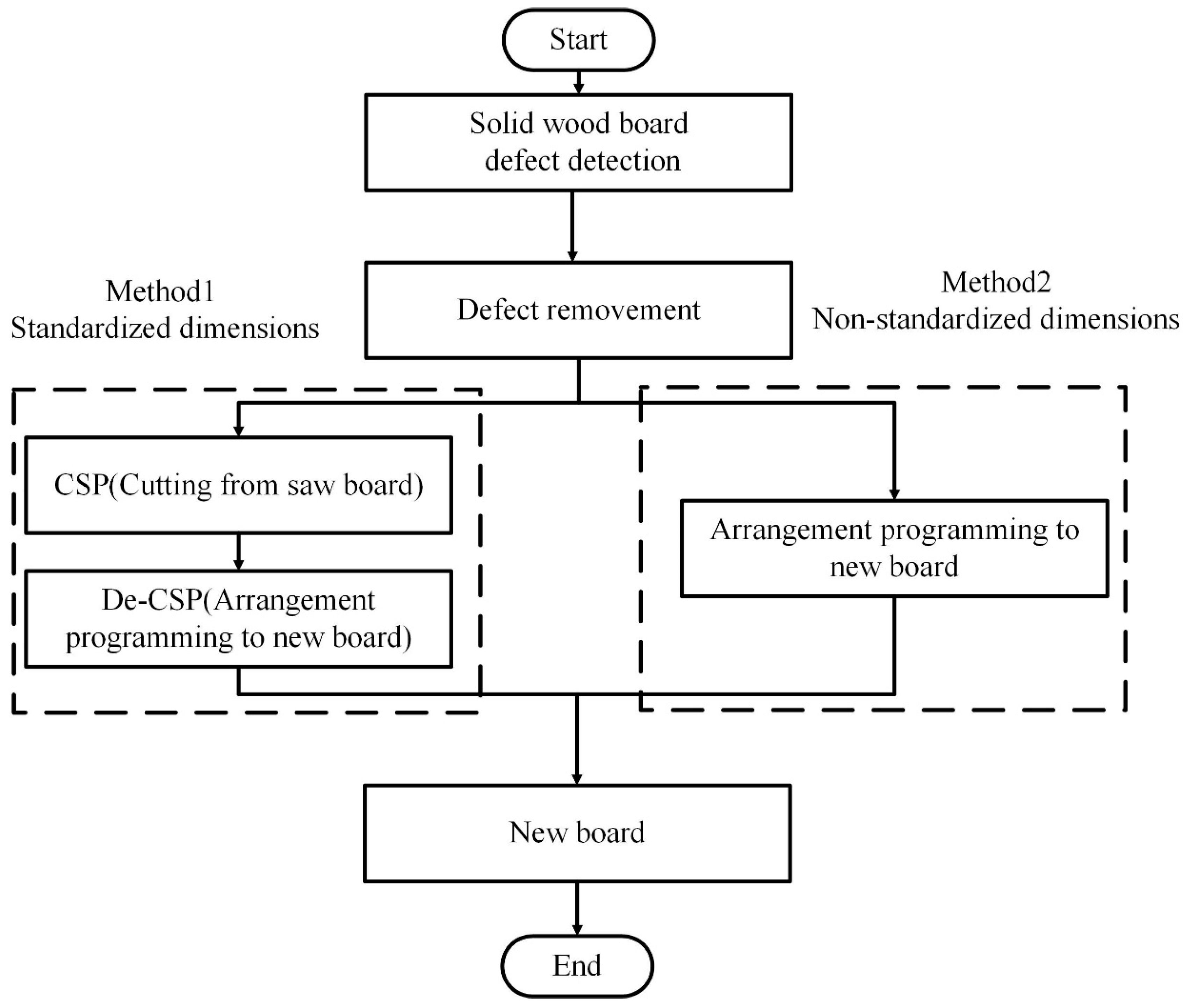
2.2. Mathematical Model
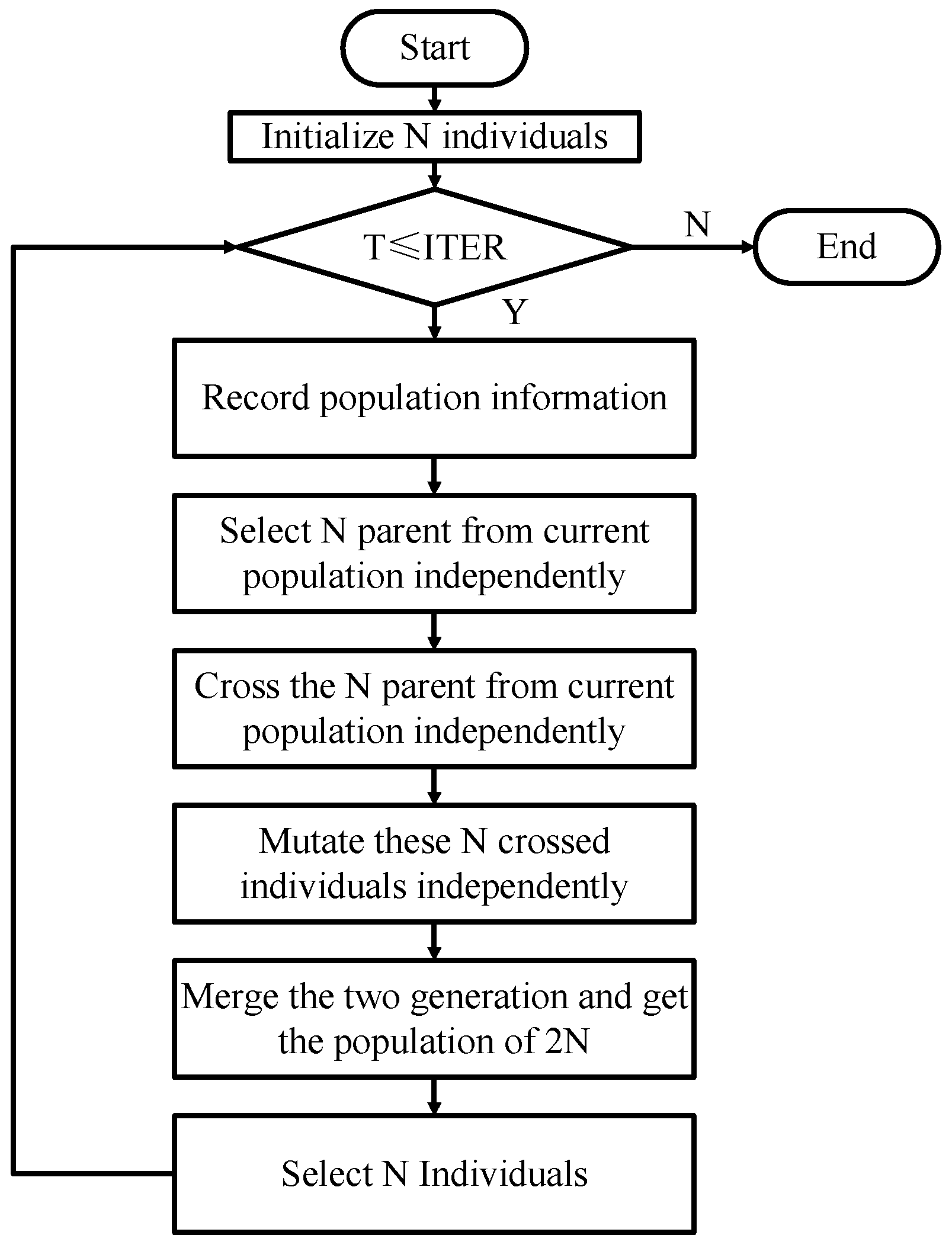
2.3. Elite Retention Strategy Genetic Algorithm
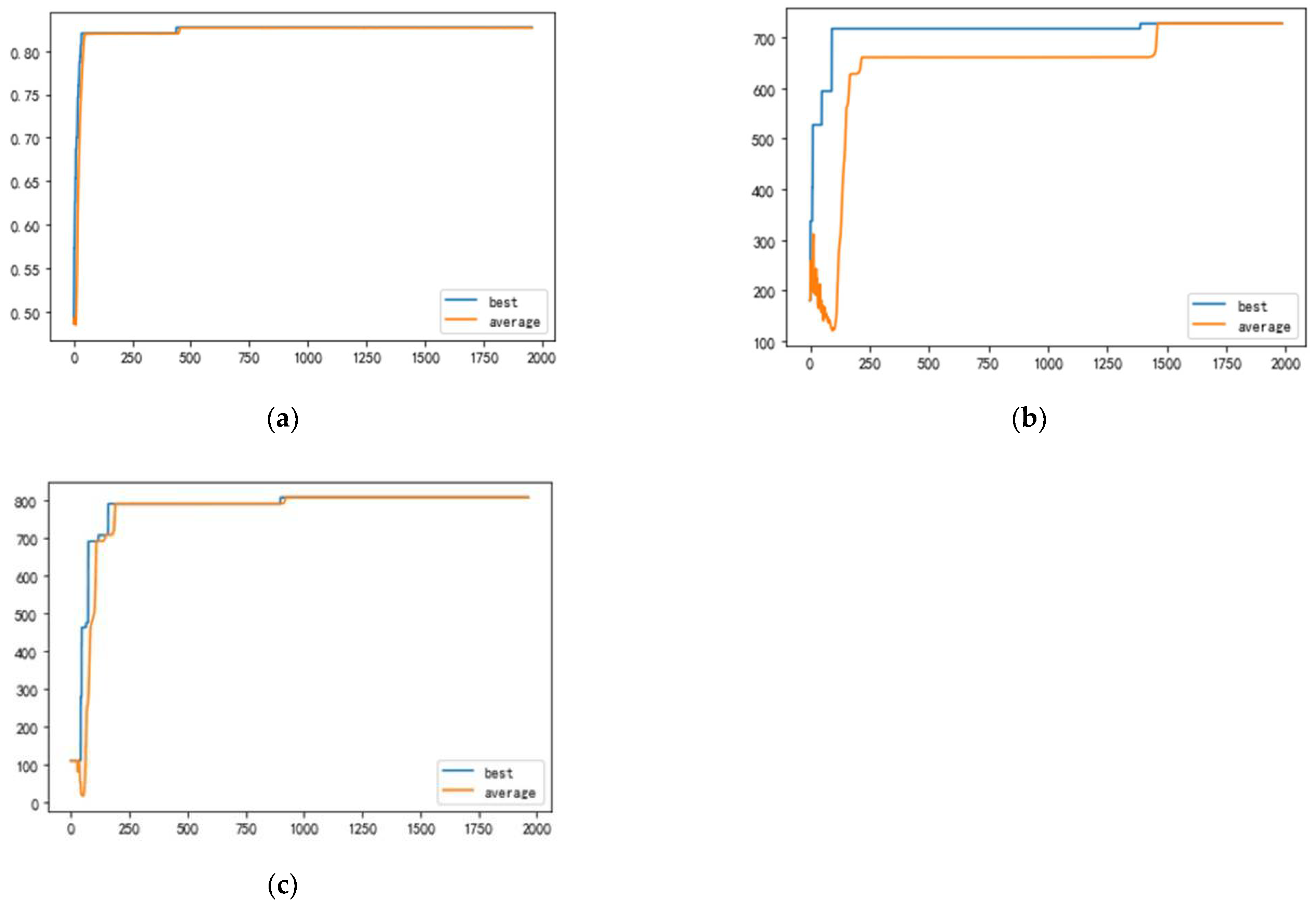
3. Results
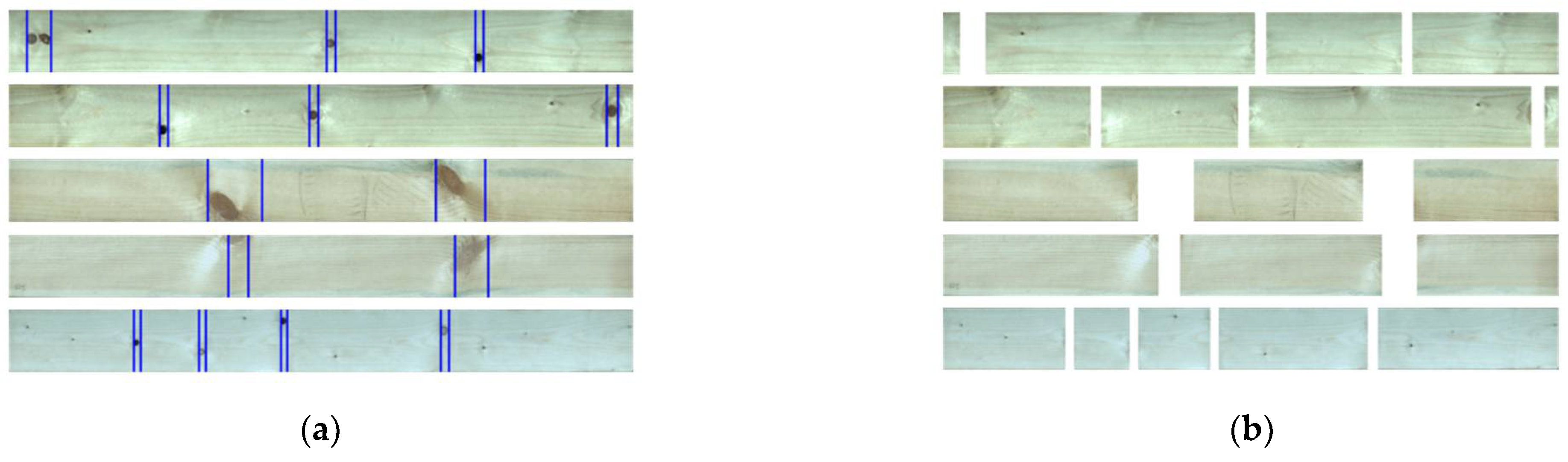
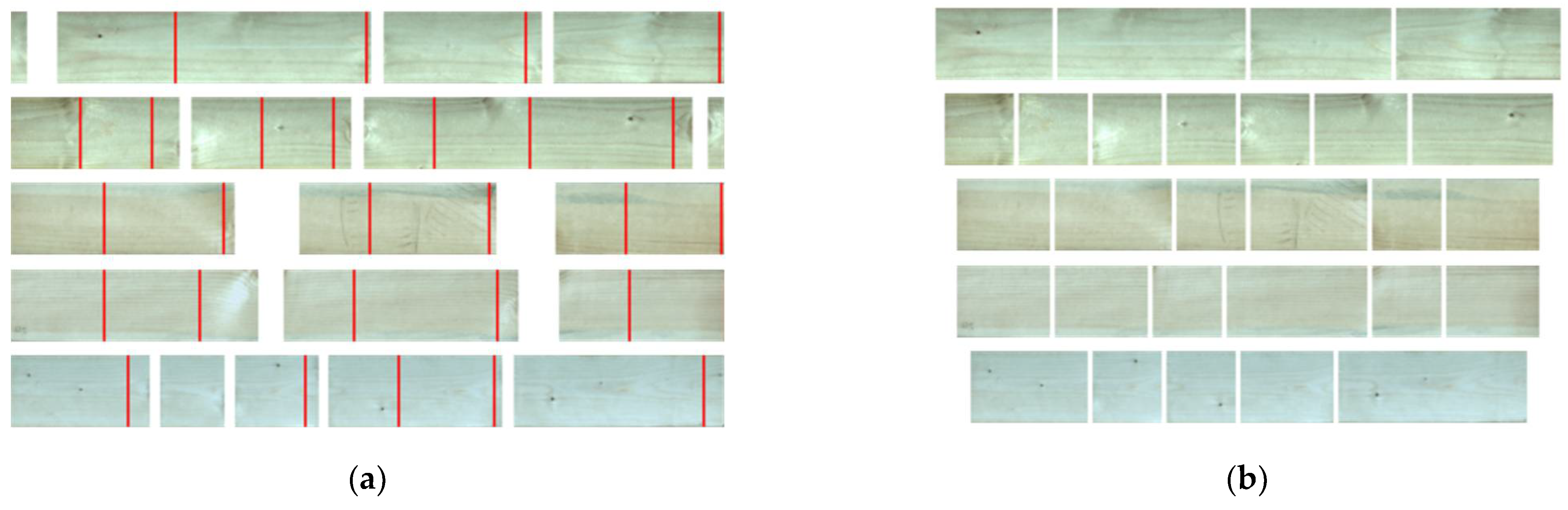
3.1. Solid Wood Splicing Board with Standardized Pieces
3.2. Solid Wood Splicing Board without Standardized Pieces
3.3. Two Methods in Large Scals
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Eslami, H.; Jayasinghe, L.B.; Waldmann, D. Nonlinear three-dimensional anisotropic material model for failure analysis of timber. Eng. Fail. Anal. 2021, 130, 105764. [Google Scholar] [CrossRef]
- Aryapratama, R.; Pauliuk, S. Life cycle carbon emissions of different land conversion and woody biomass utilization scenarios in Indonesia. Sci. Total Environ. 2022, 805, 150226. [Google Scholar] [CrossRef] [PubMed]
- Tang, M.; Liu, Y.; Ding, F.; Wang, Z. Solution to Solid Wood Board Cutting Stock Problem. Appl. Sci. 2021, 11, 7790. [Google Scholar] [CrossRef]
- Sarper, H.; Jaksic, N.I. Evaluation of procurement scenarios in one-dimensional cutting stock problem with a random demand mix. In Proceedings of the 28th International Conference on Flexible Automation and Intelligent Manufacturing (FAIM)—Global Integration of Intelligent Manufacturing and Smart Industry for Good of Humanity, Columbus, OH, USA, 11–14 June 2018; pp. 827–834. [Google Scholar]
- Cui, Y.D.; Song, X.; Chen, Y.; Cui, Y.P. New model and heuristic solution approach for one-dimensional cutting stock problem with usable leftovers. J. Oper. Res. Soc. 2017, 68, 269–280. [Google Scholar] [CrossRef] [Green Version]
- Cerqueira, G.R.L.; Aguiar, S.S.; Marques, M. Modified Greedy Heuristic for the one-dimensional cutting stock problem. J. Comb. Optim. 2021, 42, 657–674. [Google Scholar] [CrossRef]
- Ayres, A.O.C.; Campello, B.S.C.; Oliveira, W.A.; Ghidini, C.T.L.S. A Bi-Integrated Model for coupling lot-sizing and cutting-stock problems. OR Spectr. 2021, 43, 1047–1076. [Google Scholar] [CrossRef]
- Wang, W.; Shi, Z.; Shi, L.; Zhao, Q. Integrated optimisation on flow-shop production with cutting stock. Int. J. Prod. Res. 2019, 57, 5996–6012. [Google Scholar] [CrossRef]
- Zhu, H.; Xie, C.; Fei, Y.; Tao, H. Attention Mechanisms in CNN-Based Single Image Super-Resolution: A Brief Review and a New Perspective. Electronics 2021, 10, 1187. [Google Scholar] [CrossRef]
- Xie, C.; Tao, H. Generating Realistic Smoke Images With Controllable Smoke Components. IEEE Access 2020, 8, 201418–201427. [Google Scholar] [CrossRef]
- Xie, C.; Zhu, H.; Fei, Y. Deep coordinate attention network for single image super-resolution. IET Image Processing 2021, 16, 273–284. [Google Scholar] [CrossRef]
- Tseng, H.E.; Chang, C.C.; Lee, S.C.; Huang, Y.M. A Block-based genetic algorithm for disassembly sequence planning. Expert Syst. Appl. 2018, 96, 492–505. [Google Scholar] [CrossRef]
- Alshibli, M.; El Sayed, A.; Kongar, E.; Sobh, T.M.; Gupta, S.M. Disassembly Sequencing Using Tabu Search. J. Intell. Robot. Syst. 2016, 82, 69–79. [Google Scholar] [CrossRef]
- Hacioglu, A. Fast evolutionary algorithm for airfoil design via neural network. AIAA J. 2007, 45, 2196–2203. [Google Scholar] [CrossRef]
- Jafari-Marandi, R.; Smith, B.K. Fluid Genetic Algorithm (FGA). J. Comput. Des. Eng. 2017, 4, 158–167. [Google Scholar] [CrossRef]
- Li, J.C.; Li, L. An Improvement Proposal of Genetic Algorithms Based on Information Entropy and Game Theory. In Proceedings of the 6th International Conference on Social Networks Analysis, Management and Security (SNAMS), Granada, Spain, 22–25 October 2019; pp. 36–43. [Google Scholar]
- e Lopes, I.L.; Araújo, L.A.; Miranda, E.N.; Bastos, T.A.; Gomide, L.R.; Castro, G.P. A comparative approach of methods to estimate machine productivity in wood cutting. Int. J. For. Eng. 2021, 1–13. [Google Scholar] [CrossRef]
- Rodríguez Noriega, J.C.; Coronado-Hernández, J.R.; Leottau, S. Waste reduction in Rectangular Figure Cutting using a Genetic Algorithm. Cienc. Y Tecnol. De Buques 2016, 10, 19–26. [Google Scholar] [CrossRef] [Green Version]
- Rudolph, G. Convergence analysis of canonical genetic algorithms. IEEE Trans. Neural Netw. 1994, 5, 96–101. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, J.; Xiao, Z. Research on Adaptive Genetic Algorithm Based on multi-population Elite Selection Strategy. In Proceedings of the 2nd IEEE International Conference on Computational Intelligence and Applications (ICCIA), Beijing, China, 8–11 September 2017; pp. 108–112. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Lengths | ||||
|---|---|---|---|---|---|
| From board 1 | 27 | 441 | 224 | 241 | |
| From board 2 | 240 | 226 | 462 | 26 | |
| From board 3 | 317 | 278 | 239 | ||
| From board 4 | 350 | 331 | 234 | ||
| From board 5 | 199 | 93 | 120 | 246 | 297 |
| Standardardized Lengths (mm) | Number of Segments |
|---|---|
| 100 | 10 |
| 133 | 5 |
| 167 | 4 |
| 200 | 3 |
| 233 | 4 |
| 267 | 1 |
| Number of Boards | Standardized | Non-Standardized | ||
|---|---|---|---|---|
| Average | Best | Average | Best | |
| 20 | 0.4479 | 0.6404 | 0.6844 | 0.8359 |
| 50 | 0.4955 | 0.6637 | 0.6465 | 0.8743 |
| 100 | 0.5122 | 0.6663 | 0.7034 | 0.8134 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Zhuang, Z.; Yu, Y. Defect Removal and Rearrangement of Wood Board Based on Genetic Algorithm. Forests 2022, 13, 26. https://doi.org/10.3390/f13010026
Yang Y, Zhuang Z, Yu Y. Defect Removal and Rearrangement of Wood Board Based on Genetic Algorithm. Forests. 2022; 13(1):26. https://doi.org/10.3390/f13010026
Chicago/Turabian StyleYang, Yutu, Zilong Zhuang, and Yabin Yu. 2022. "Defect Removal and Rearrangement of Wood Board Based on Genetic Algorithm" Forests 13, no. 1: 26. https://doi.org/10.3390/f13010026