
The Impact of a CO2 Laser on the Adhesion and Mold Resistance of a Synthetic Polymer Layer on a Wood Surface


Abstract
:1. Introduction
2. Materials and Methods
2.1. Woods
2.2. Synthetic Polymers
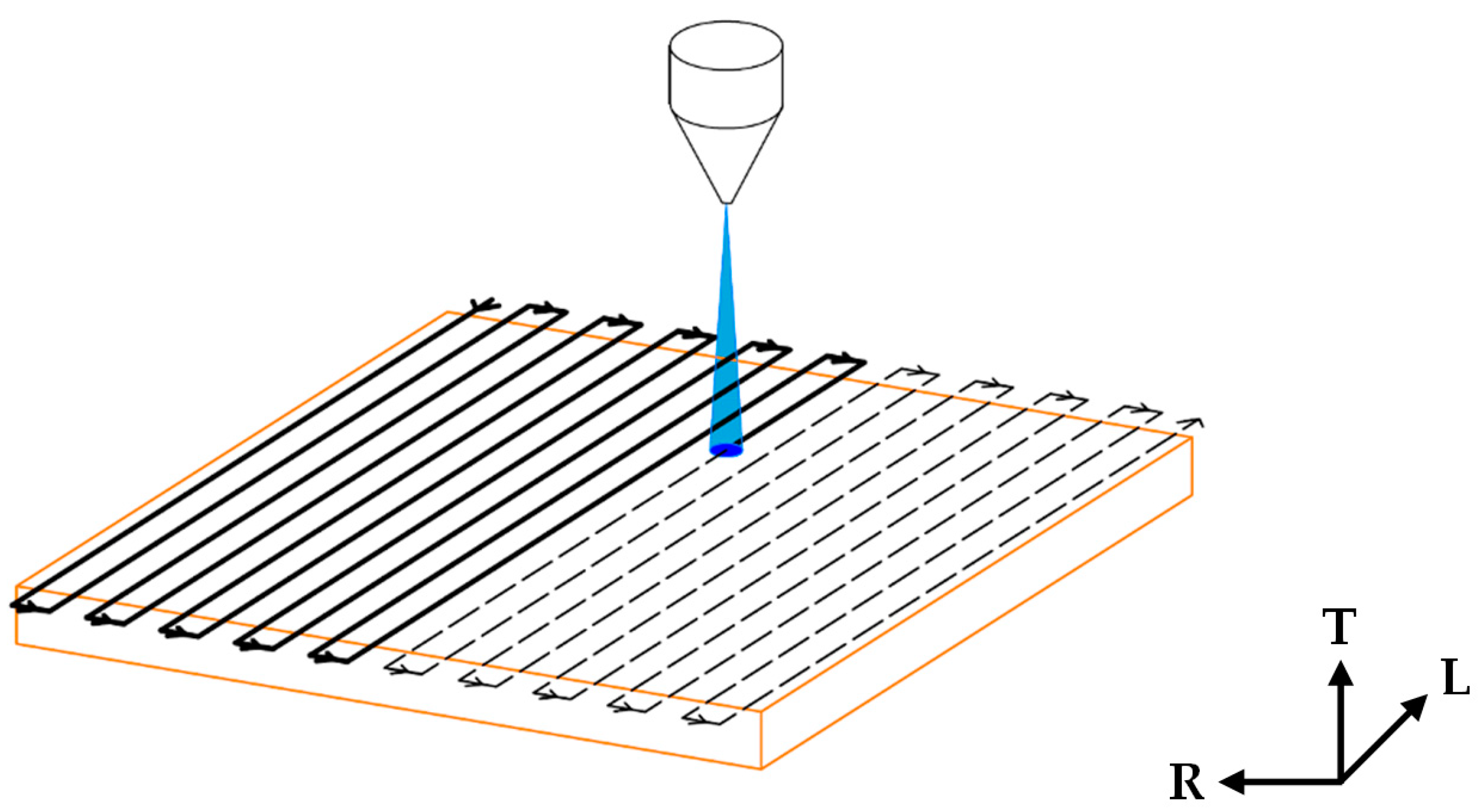
2.3. Laser Irradiation of Surfaces
2.4. Light Microscopy Analysis
2.5. Adhesion Strength of the “Synthetic Polymer—Wood” Interface
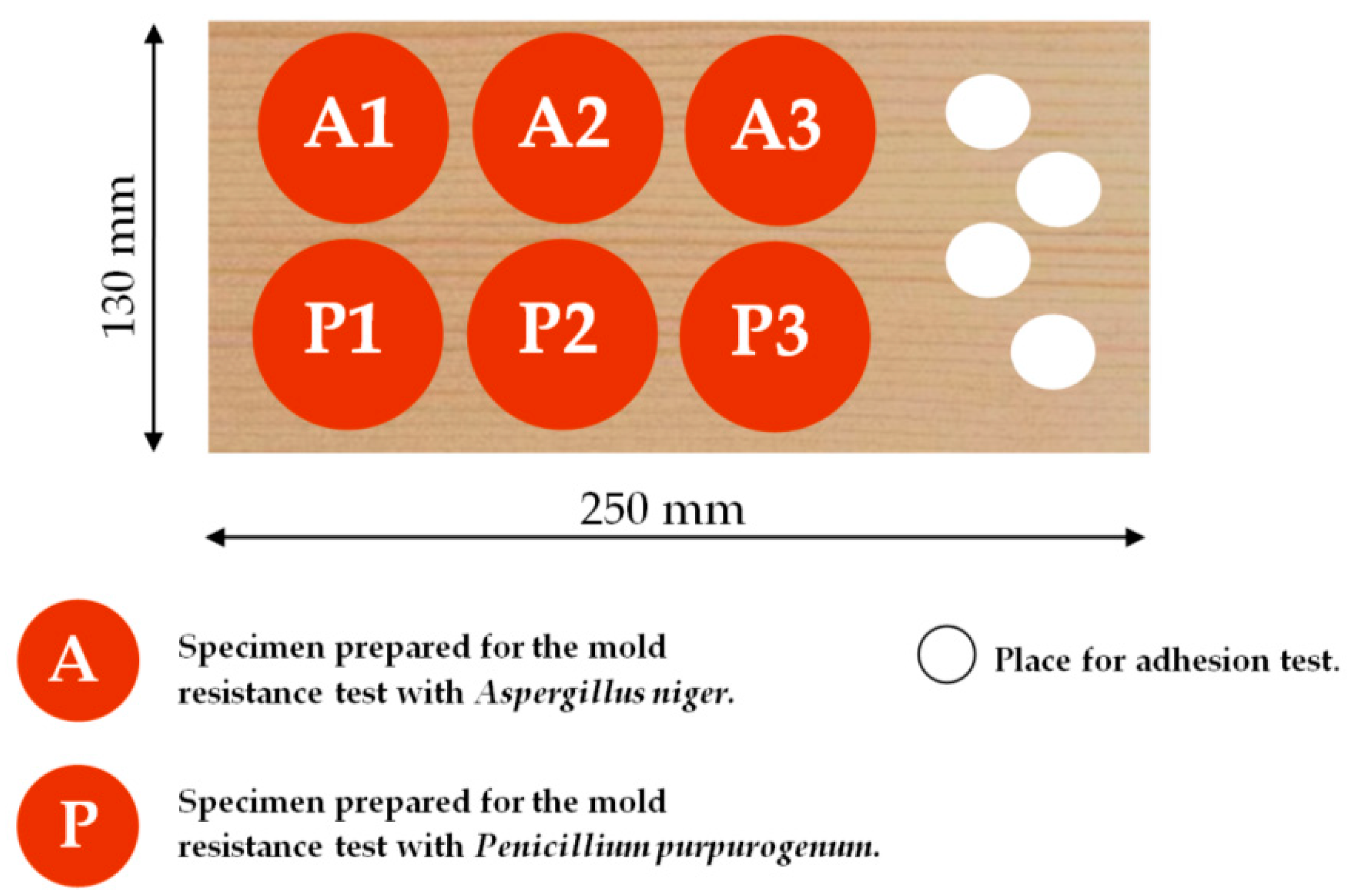
2.6. Mold Resistance of the Synthetic Polymer Layer on the Wood Adherent
2.7. Statistical Analysis
3. Results and Discussion
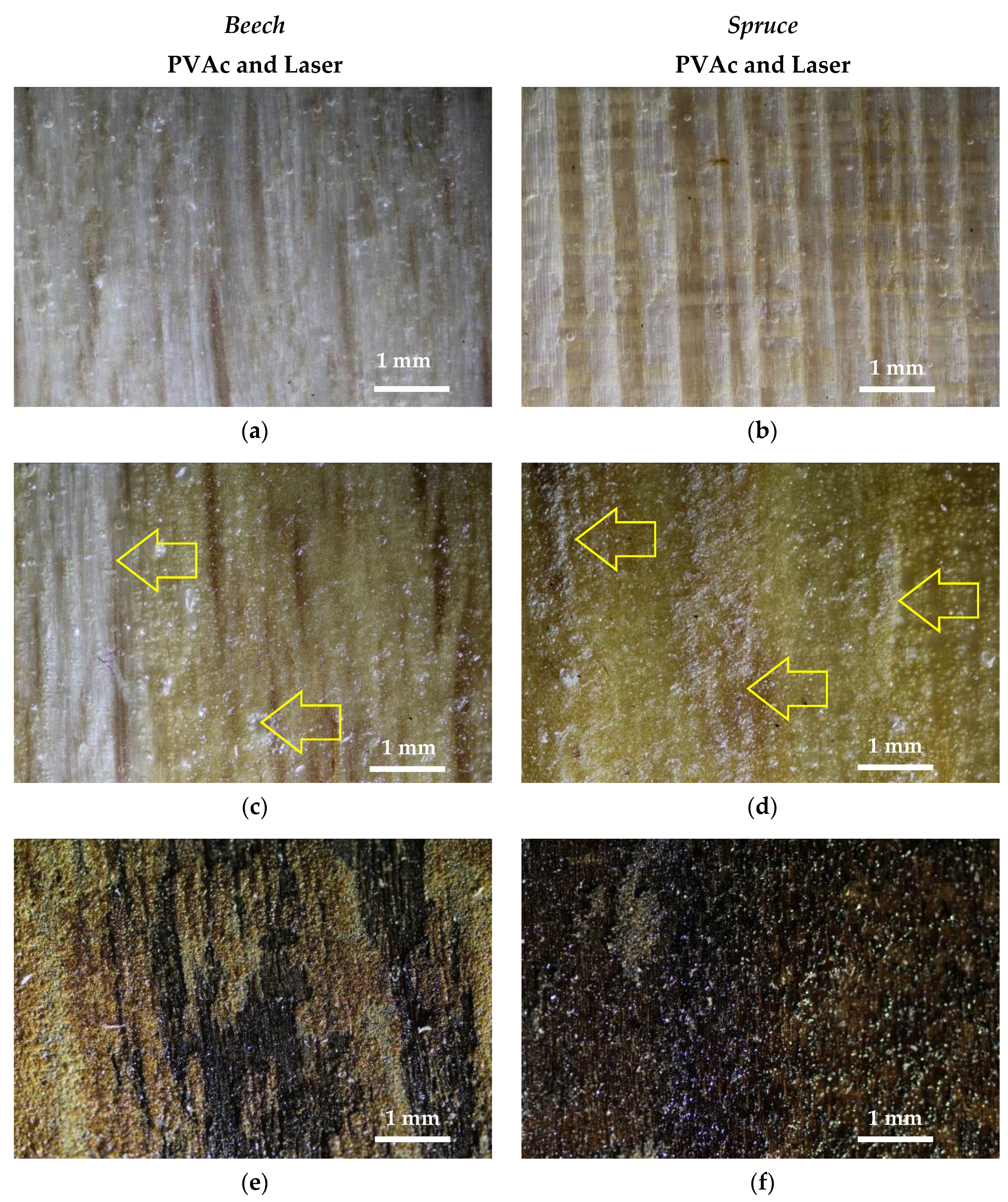
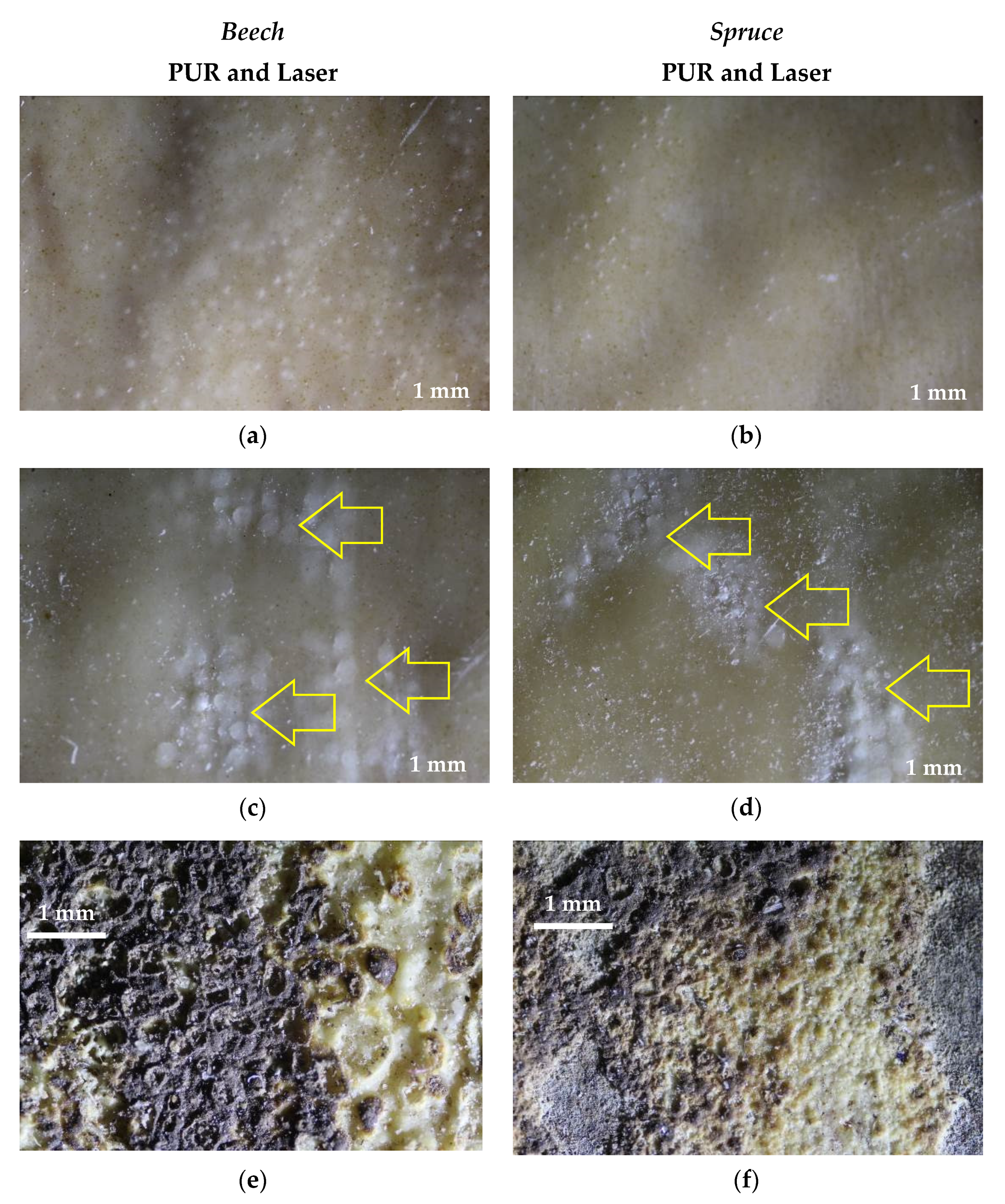
3.1. Microscopy of Surfaces
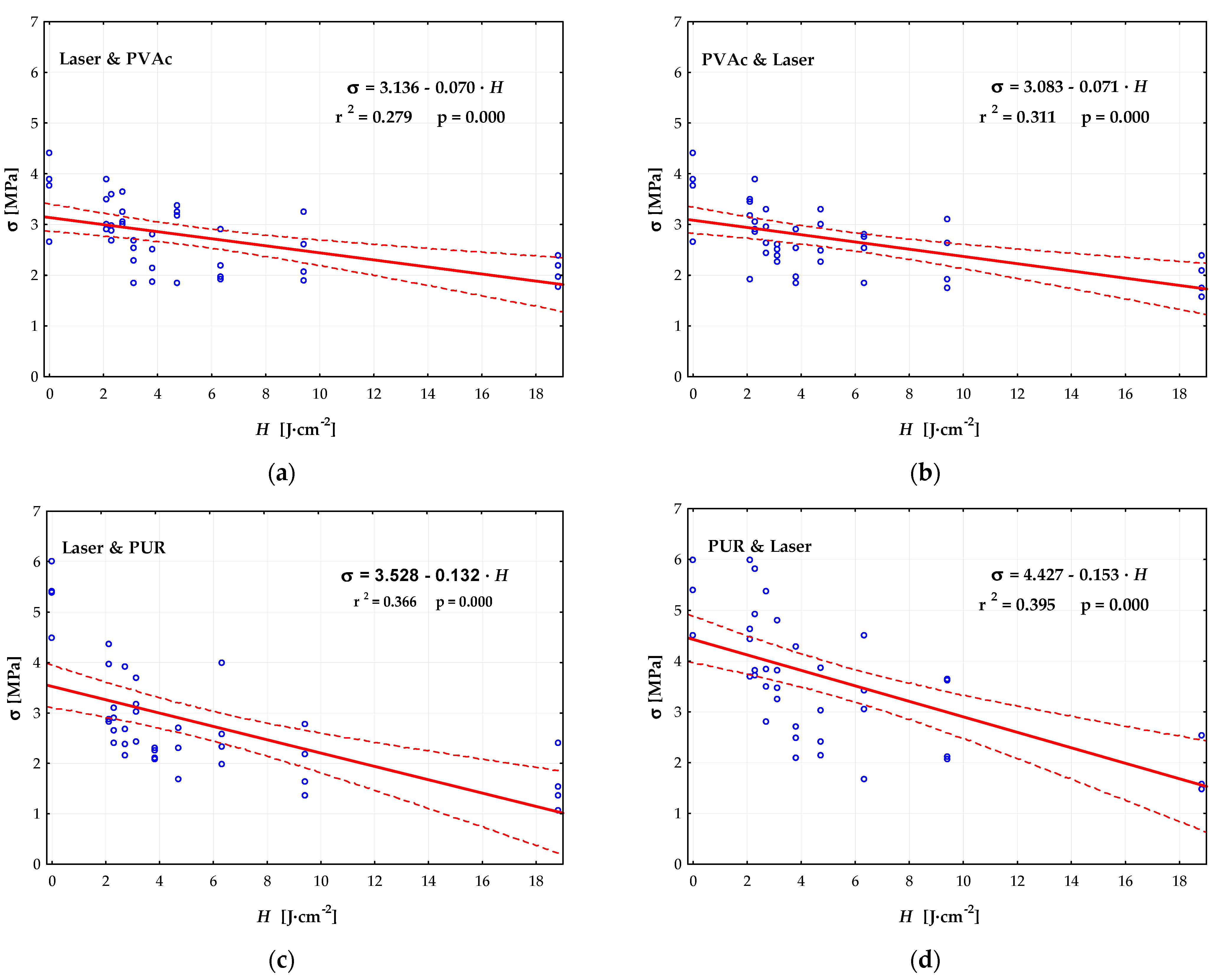
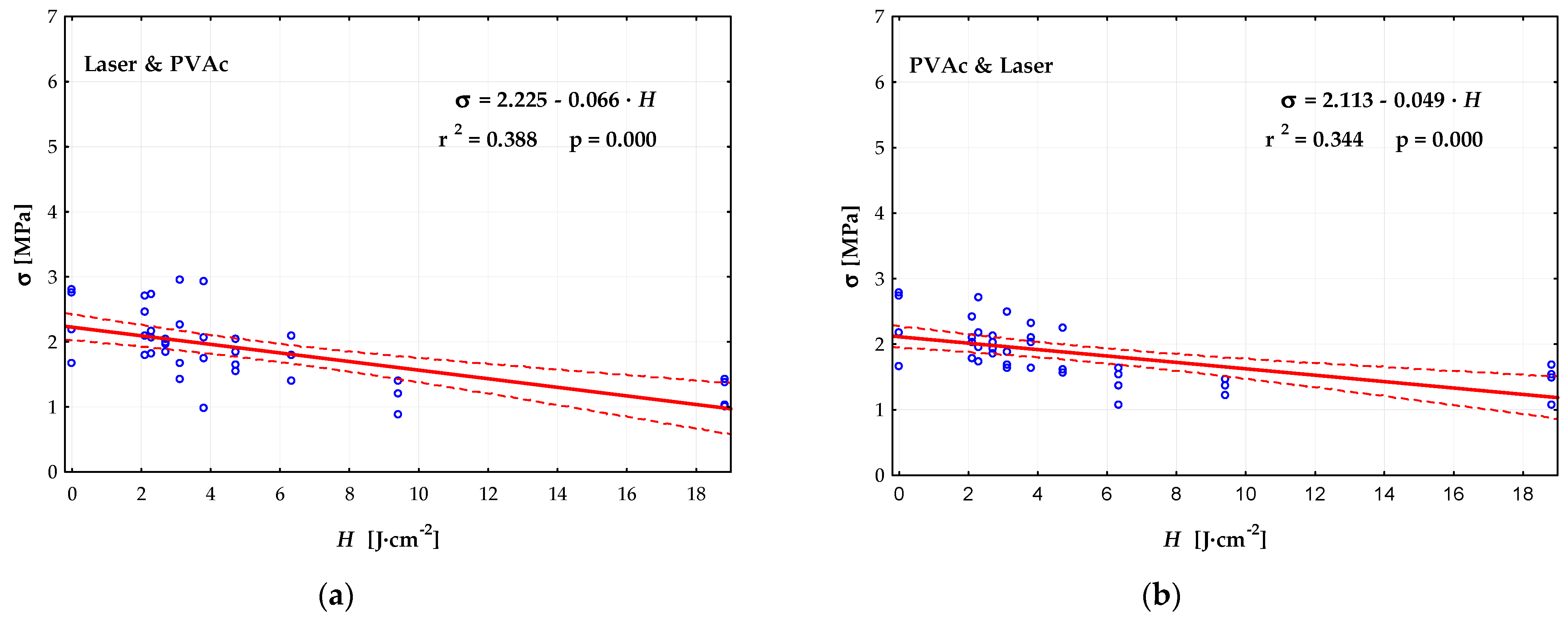
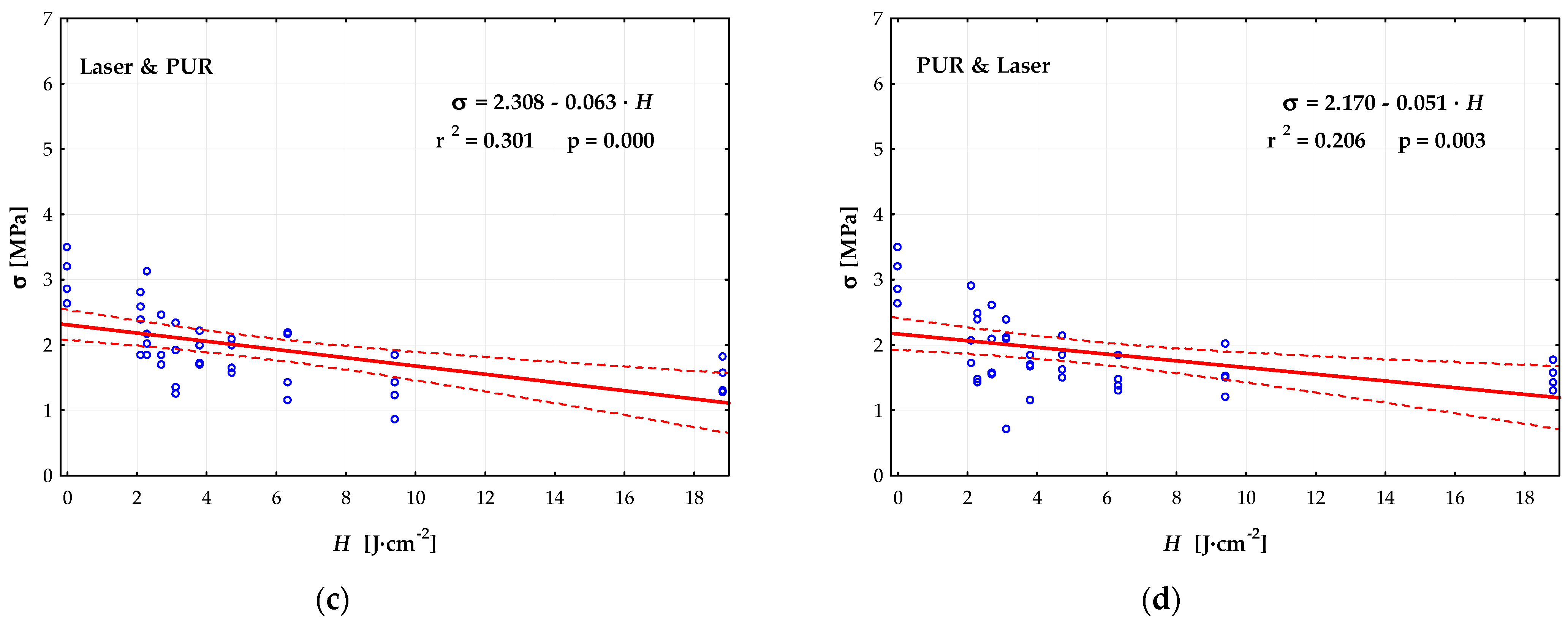
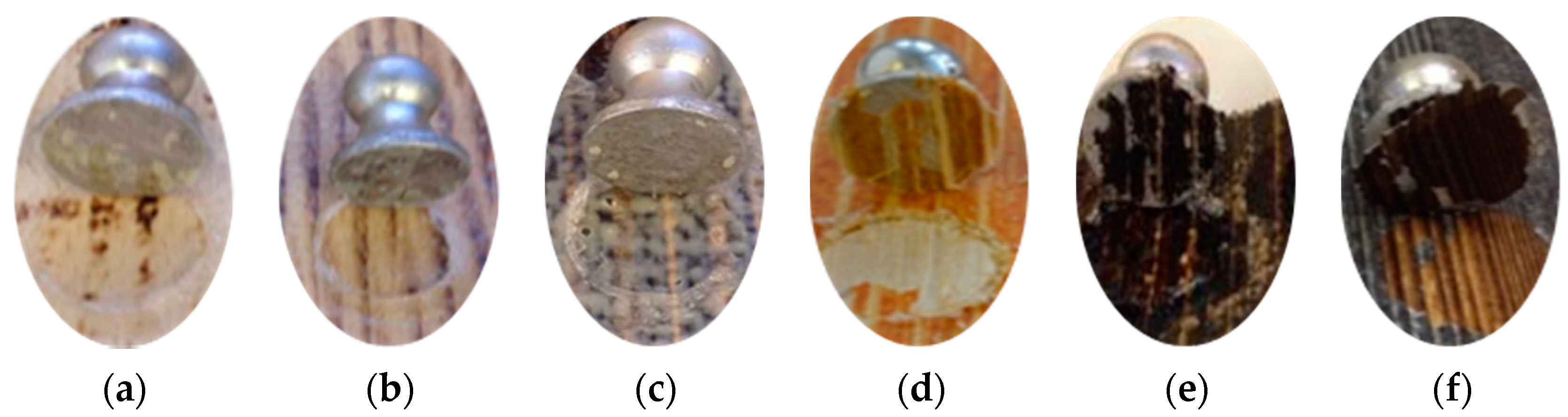
3.2. Adhesion Strength
3.3. Mold Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Acda, M.N.; Devera, E.E.; Cabangon, R.J.; Ramos, H.J. Effects of plasma modification on adhesion properties of wood. Int. J. Adhes. Adhes. 2011, 32, 70–75. [Google Scholar] [CrossRef]
- Petrič, M. Surface Modification of Wood. Rev. Adhes. Adhes. 2013, 1, 216–247. [Google Scholar] [CrossRef]
- Gurau, L.; Petru, A.; Varodi, A.; Timar, M.C. The Influence of CO2 Laser beam power output and scanning speed on surface roughness and colour changes of beech (Fagus sylvatica). BioResources 2017, 12, 7395–7412. [Google Scholar] [CrossRef]
- Nath, S.; Waugh, D.G.; Ormondroyd, G.A.; Spear, M.J.; Pitman, A.J.; Sahoo, S.; Curling, S.F.; Mason, P. CO2 laser interactions with wood tissues during single pulse laser-incision. Opt. Laser Technol. 2020, 126, 106069. [Google Scholar] [CrossRef]
- Petutschnigg, A.; Stöckler, M.; Steinwendner, F.; Schnepps, J.; Gütler, H.; Blinzer, J.; Holzer, H.; Schnabel, T. Laser Treatment of Wood Surfaces for Ski Cores: An Experimental Parameter Study. Adv. Mater. Sci. Eng. 2013, 2013, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings 2020, 10, 77. [Google Scholar] [CrossRef] [Green Version]
- Iždinský, J.; Reinprecht, L.; Sedliačik, J.; Kúdela, J.; Kučerová, V. Bonding of Selected Hardwoods with PVAc Adhesive. Appl. Sci. 2020, 11, 67. [Google Scholar] [CrossRef]
- Slabejová, G.; Langová, N.; Deáková, V. Influence of silicone resin modification on veneer tensile strength and deformation. Acta Fac. Xylologiae Zvolen 2017, 59, 41–47. [Google Scholar] [CrossRef]
- Gaff, M.; Razaei, F.; Sikora, A.; Hysek, Š.; Sedlecký, M.; DiTommaso, G.; Corleto, R.; Kamboj, G.; Sethy, A.; Vališ, M.; et al. Interactions of monitored factors upon tensile glue shear strength on laser cut wood. Compos. Struct. 2020, 234, 111679. [Google Scholar] [CrossRef]
- Prayitno, T.A.; Widyorini, R.; Lukmandaru, G. The adhesion properties of wood preserved with natural preservatives. Wood Res. 2016, 61, 197–204. [Google Scholar]
- Jablonský, M.; Šmatko, L.; Botková, M.; Tiňo, R.; Šima, J. Modification of wood wettability (European Beech) by diffuse coplanar surface barrier discharge plasma. Cellul. Chem. Technol. 2014, 50, 41–48. [Google Scholar]
- Žigon, J.; Petrič, M.; Dahle, S. Dielectric barrier discharge (DBD) plasma pretreatment of lignocellulosic materials in air at atmospheric pressure for their improved wettability: A literature review. Holzforschung 2018, 72, 979–991. [Google Scholar] [CrossRef]
- Reinprecht, L.; Tiňo, R.; Šomšák, M. The Impact of Fungicides, Plasma, UV-Additives and Weathering on the Adhesion Strength of Acrylic and Alkyd Coatings to the Norway Spruce Wood. Coatings 2020, 10, 1111. [Google Scholar] [CrossRef]
- Wascher, R.; Bittner, F.; Avramidis, G.; Bellmann, M.; Endres, H.-J.; Militz, H.; Viöl, W. Use of computed tomography to determine penetration paths and the distribution of melamine resin in thermally-modified beech veneers after plasma treatment. Compos. Part A Appl. Sci. Manuf. 2020, 132, 105821. [Google Scholar] [CrossRef]
- Barcikowski, S.; Koch, G.; Odermatt, J. Characterisation and modification of the heat affected zone during laser material processing of wood and wood composites. Holz Roh. Werkst. 2006, 64, 94–103. [Google Scholar] [CrossRef]
- Islam, N.; Ando, K.; Yamauchi, H.; Kobayashi, Y.; Hattori, N. Passive impregnation of liquid in impermeable lumber incised by laser. J. Wood Sci. 2007, 53, 436–441. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F.; Reinprecht, L. The impact of UV radiation on the change of colour and composition of the surface of lime wood treated with a CO2 laser. J. Photochem. Photobiol. A Chem. 2016, 322, 60–66. [Google Scholar] [CrossRef]
- Vidholdová, Z.; Reinprecht, L.; Igaz, R. The Impact of Laser Surface Modification of Beech Wood on its Color and Occurrence of Molds. BioResources 2017, 12, 4177–4186. [Google Scholar] [CrossRef] [Green Version]
- Chernykh, M.; Kargashina, E.; Stollmann, V. The use of wood veneer for laser engraving production. Acta Fac. Xylologiae Zvolen 2018, 60, 121–127. [Google Scholar] [CrossRef]
- Mertens, N.; Wolkenhauer, A.; Leck, M.; Viöl, W. UV laser ablation and plasma treatment of wooden surfaces—A comparing investigation. Laser Phys. Lett. 2006, 3, 380–384. [Google Scholar] [CrossRef]
- Novák, I.; Chodák, I.; Sedliačik, J.; Vanko, V.; Matyašovský, J.; Šivová, M. Pre-treatment of beech wood by cold plasma. SGGW For. Wood Technol. 2013, 83, 288–291. [Google Scholar]
- Král, P.; Ráhel’, J.; Stupavská, M.; Šrajer, J.; Klímek, P.; Mishra, P.K.; Wimmer, R. XPS depth profile of plasma-activated surface of beech wood (Fagus sylvatica) and its impact on polyvinyl acetate tensile shear bond strength. Wood Sci. Technol. 2015, 49, 319–330. [Google Scholar] [CrossRef]
- Reinprecht, L. Transport of preservatives into wood. In Better Wood Products through Science; IUFRO Division 5: Nancy, France, 1992; p. 453. [Google Scholar]
- Aligizaki, E.M.; Melessanaki, K.; Pournou, A. The use of lasers for the removal of shellac from wood. e-Preserv. Sci. 2008, 5, 36–40. [Google Scholar]
- Wang, Y.; Ando, K.; Hattori, N. Changes in the anatomy of surface and liquid uptake of wood after laser incising. Wood Sci. Technol. 2012, 47, 447–455. [Google Scholar] [CrossRef]
- Fukuta, S.; Nomura, M.; Ikeda, T.; Yoshizawa, M.; Yamasaki, M.; Sasaki, Y. UV laser machining of wood. Holz Roh. Werkst. 2016, 74, 261–267. [Google Scholar] [CrossRef]
- Martínez-Conde, A.; Krenke, T.; Frybort, S.; Müller, U. Review: Comparative analysis of CO2 laser and conventional sawing for cutting of lumber and wood-based materials. Wood Sci. Technol. 2017, 51, 943–966. [Google Scholar] [CrossRef]
- Kúdela, J.; Reinprecht, L.; Vidholdová, Z.; Andrejko, M. Surface properties of beech wood modified by a CO2 laser. Acta Fac. Xylologia Zvolen 2019, 61, 5–18. [Google Scholar] [CrossRef]
- Jiang, T.; Yang, C.; Yu, Y.; Doumbia, B.S.; Liu, J.; Ma, Y. Prediction and Analysis of Surface Quality of Northeast China Ash Wood during Water-Jet Assisted CO2 Laser Cutting. J. Renew. Mater. 2021, 9, 119–128. [Google Scholar] [CrossRef]
- Yung, K.C.; Choy, H.S.; Xiao, T.; Cai, Z. UV laser cutting of beech plywood. Int. J. Adv. Manuf. Technol. 2021, 112, 925–947. [Google Scholar] [CrossRef]
- Kačík, F.; Kubovský, I. Chemical changes of beech wood due to CO2 laser irradiation. J. Photochem. Photobiol. A Chem. 2011, 222, 105–110. [Google Scholar] [CrossRef]
- Panzner, M.; Wiedemann, G.; Henneberg, K.; Fischer, R.; Wittke, T.; Dietsch, R. Experimental investigation of the laser ablation process on wood surfaces. Appl. Surf. Sci. 1998, 127, 787–792. [Google Scholar] [CrossRef]
- Dolan, J.A. Characterization of Laser Modified Surfaces for Wood Adhesion. Master’s Thesis, Macromolecular Science and Engineering, Faculty of Virginia Polytechnic Institute, Blacksburg, VA, USA, 2014; 100p. [Google Scholar]
- Aniszewska, M.; Maciak, A.; Zychowicz, W.; Zowczak, W.; Mühlke, T.; Christoph, B.; Lamrini, S.; Sujecki, S. Infrared Laser Application to Wood Cutting. Materials 2020, 13, 5222. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Xu, W.; Wang, X.; Wang, C. Modeling and predicting of the color changes of wood surface during CO2 laser modification. J. Clean. Prod. 2018, 183, 818–823. [Google Scholar] [CrossRef]
- Açık, C.; Tutuş, A. The effect of traditional and laser cutting on surface roughness of wood materials used in furniture industry. Wood Ind. Eng. 2020, 2, 45–50. [Google Scholar]
- Dolan, J.A.; Sathitsuksanoh, N.; Renneckar, S.; Rodriguez, K.; Simmons, B.A.; Frazier, C.E. Biocomposite adhesion without added resin: Understanding the chemistry of the direct conversion of wood into adhesives. RSC Adv. 2015, 5, 67267–67276. [Google Scholar] [CrossRef]
- Ozdemir, M.; Sadikoglu, H. A new and emerging technology: Laser-induced surface modification of polymers. Trends Food Sci. Technol. 1998, 9, 159–167. [Google Scholar] [CrossRef]
- Ülker, O. Wood adhesives and bonding theory. In Adhesives–Application and Properties, 1st ed.; Rudawska, A., Ed.; IntechOpen: London, UK, 2016; pp. 271–288. [Google Scholar]
- Reinprecht, L. Wood Deterioration, Protection and Maintenance; John Wiley & Sons, Ltd.: Chichester, UK, 2016; 357p. [Google Scholar]
- Imken, A.A.; Brischke, C.; Kögel, S.; Krause, K.C.; Mai, C. Resistance of different wood-based materials against mould fungi: A comparison of methods. Holz Roh. Werkst. 2020, 78, 661–671. [Google Scholar] [CrossRef]
- Jeřábková, E.; Tesařová, D.; Polášková, H. Resistance of various materials and coatings used in wood constructions to growth of microorganisms. Wood Res. 2018, 63, 993–1002. [Google Scholar]
- Vidholdová, Z.; Slabejová, G. Environmental valuation of selected transparent wood coatings from the view of fungal resistance. SGGW For. Wood Technol. 2018, 103, 164–168. [Google Scholar]
- Frihart, C.R. Wood adhesion and adhesives. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; Rowell, R.M., Ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2013; pp. 255–319. [Google Scholar]
- Greń, I.; Gąszczak, A.; Guzik, U.; Bartelmus, G.; Łabużek, S. A comparative study of biodegradation of vinyl acetate by environmental strains. Ann. Microbiol. 2011, 61, 257–265. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Howard, G.T. Biodegradation of polyurethane: A review. Int. Biodeterior. Biodegrad. 2002, 49, 245–252. [Google Scholar] [CrossRef]
- EN ISO Paints and Varnishes. Pull-Off Test for Adhesion; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- EN Paints and Varnishes. Laboratory Method for Testing the Efficacy of Film Preservatives in a Coating against Fungi; European Committee for Standardization: Brussels, Belgium, 2014. [Google Scholar]
- Camino, G.; Lomakin, S. Intumescent materials. In Fire Retardant Materials, 1st ed.; Horrocks, A.R., Price, D., Price, D., Eds.; Woodhead Publishing Ltd.: Cambridge, UK, 2001; pp. 318–336. [Google Scholar]
- Dasari, A.; Yu, Z.-Z.; Cai, G.-P.; Mai, Y.-W. Recent developments in the fire retardancy of polymeric materials. Prog. Polym. Sci. 2013, 38, 1357–1387. [Google Scholar] [CrossRef]
- Rodriguez-Vazquez, M.; Liauw, C.M.; Allen, N.S.; Edge, M.; Fontan, E. Degradation and stabilisation of poly(ethylene-stat-vinyl acetate): 1-Spectroscopic and rheological examination of thermal and thermo-oxidative degradation mechanisms. Polym. Degrad. Stab. 2006, 91, 154–164. [Google Scholar] [CrossRef]
- Rimez, B.; Rahier, H.; Van Assche, G.; Artoos, T.; Biesemans, M.; Van Mele, B. The thermal degradation of poly(vinyl acetate) and poly(ethylene-co-vinyl acetate), Part I: Experimental study of the degradation mechanism. Polym. Degrad. Stab. 2008, 93, 800–810. [Google Scholar] [CrossRef] [Green Version]
- Richter, K.; Pizzi, A.; Despres, A. Thermal stability of structural one-component polyurethane adhesives for wood—structure-property relationship. J. Appl. Polym. Sci. 2006, 102, 5698–5707. [Google Scholar] [CrossRef]
- Golling, F.E.; Pires, R.; Hecking, A.; Weikard, J.; Richter, F.; Danielmeier, K.; Dijkstra, D. Polyurethanes for coatings and adhesives—Chemistry and applications. Polym. Int. 2019, 68, 848–855. [Google Scholar] [CrossRef]
- Hamed, S.A.M.; Mansour, M.M.A. Comparative study on micromorphological changes in wood due to soft-rot fungi and surface mold. Sci. Cult. 2018, 4, 35–41. [Google Scholar] [CrossRef]
- Reinprecht, L.; Vidholdová, Z.; Iždinský, J. Bacterial and mold resistance of selected tropical wood species. BioResources 2020, 15, 5198–5209. [Google Scholar] [CrossRef]
- Kumar, A.; Ryparová, P.; Škapin, A.S.; Humar, M.; Pavlič, M.; Tywoniak, J.; Hajek, P.; Žigon, J.; Petrič, M. Influence of surface modification of wood with octadecyltrichlorosilane on its dimensional stability and resistance against Coniophora puteana and molds. Cellulose 2016, 23, 3249–3263. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Synthetic Polymer | Polyvinyl Acetate PVAc | Polyurethane PUR |
|---|---|---|
| Adhesive | TechnoBond D3 P | Neopur 1791 and Adiflex 935 |
| Density (kg·m−3) | 1080 | 1550 |
| Weight solids (%) | 51 ± 2 | 100 |
| Colour after curing | transparent | light-white |
| pH value | 3 ± 0.4 | - |
| Spread rate (g·m−2) | 120–200 | 200–400 |
| Open time (min) | 15 | 90–130 |
| Pressing time at 20 °C (h) | 0.3 | 5 |
| Sample | Ref. | A | B | C | D | E | F | G | H | I |
|---|---|---|---|---|---|---|---|---|---|---|
| Scanning speed v (cm·s−1) | - | 18 | 16 | 14 | 12 | 10 | 8 | 6 | 4 | 2 |
| Irradiation dose H (J·cm−2) | 0 | 2.1 | 2.3 | 2.7 | 3.1 | 3.8 | 4.7 | 6.3 | 9.4 | 18.8 |
| Irradiation Dose H (J·cm−2) | Ref. 0 | A 2.1 | B 2.3 | C 2.7 | D 3.1 | E 3.8 | F 4.7 | G 6.3 | H 9.4 | I 18.8 |
|---|---|---|---|---|---|---|---|---|---|---|
| Beech | Adhesion strength—σ (MPa) | |||||||||
| Laser and PVAc | 3.69 (0.73) | 3.33 (0.46) | 3.04 (0.39) | 3.24 (0.29) | 2.34 (0.36) | 2.33 (0.41) | 2.91 (0.71) | 2.25 (0.45) | 2.46 (0.62) | 2.09 (0.27) |
| PVAc and Laser | 3.69 (0.73) | 3.01 (0.74) | 3.18 (0.49) | 2.84 (0.38) | 2.45 (0.15) | 2.32 (0.50) | 2.77 (0.47) | 2.49 (0.44) | 2.35 (0.63) | 1.95 (0.36) |
| Laser and PUR | 5.33 (0.61) | 3.52 (0.78) | 2.77 (0.30) | 2.79 (0.79) | 3.08 (0.51) | 2.19 (0.11) | 2.25 (0.42) | 2.73 (0.88) | 2.00 (0.63) | 1.59 (0.57) |
| PUR and Laser | 5.33 (0.61) | 4.69 (0.95) | 4.57 (0.99) | 3.89 (1.08) | 3.84 (0.69) | 2.90 (0.97) | 2.87 (0.77) | 3.17 (1.17) | 2.87 (0.90) | 2.03 (0.59) |
| Irradiation Dose H (J·cm−2) | Ref. 0 | A 2.1 | B 2.3 | C 2.7 | D 3.1 | E 3.8 | F 4.7 | G 6.3 | H 9.4 | I 18.8 |
|---|---|---|---|---|---|---|---|---|---|---|
| Spruce | Adhesion strength—σ (MPa) | |||||||||
| Laser and PVAc | 2.35 (0.53) | 2.27 (0.41) | 2.20 (0.39) | 1.97 (0.08) | 2.08 (0.69) | 1.93 (0.81) | 1.78 (0.22) | 1.78 (0.28) | 1.18 (0.21) | 1.22 (0.22) |
| PVAc and Laser | 2.35 (0.53) | 2.09 (0.26) | 2.15 (0.42) | 1.99 (0.12) | 1.93 (0.40) | 2.02 (0.29) | 1.75 (0.34) | 1.41 (0.25) | 1.38 (0.12) | 1.45 (0.26) |
| Laser and PUR | 3.05 (0.38) | 2.41 (0.41) | 2.29 (0.58) | 1.93 (0.37) | 1.72 (0.51) | 1.91 (0.24) | 1.84 (0.25) | 1.74 (0.52) | 1.34 (0.40) | 1.50 (0.25) |
| PUR and Laser | 3.05 (0.38) | 2.20 (0.50) | 1.95 (0.57) | 1.97 (0.50) | 1.83 (0.76) | 1.59 (0.30) | 1.79 (0.28) | 1.51 (0.23) | 1.57 (0.33) | 1.53 (0.21) |
| Irradiation Dose H (J·cm−2) | Ref. 0 | A 2.1 | B 2.3 | C 2.7 | D 3.1 | E 3.8 | F 4.7 | G 6.3 | H 9.4 | I 18.8 | MGA = f(H) r2; p-Value |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Beech | Aspergillus niger—MGA (0–4) | ||||||||||
| Laser and PVAc | 2.67 | 2.67 | 2.67 | 2.33 | 2.33 | 2.00 | 1.67 | 1.67 | 2.00 | 2.33 | MGA = 2.334 − 0.019 · H r2 = 0.070; p = 0.158 |
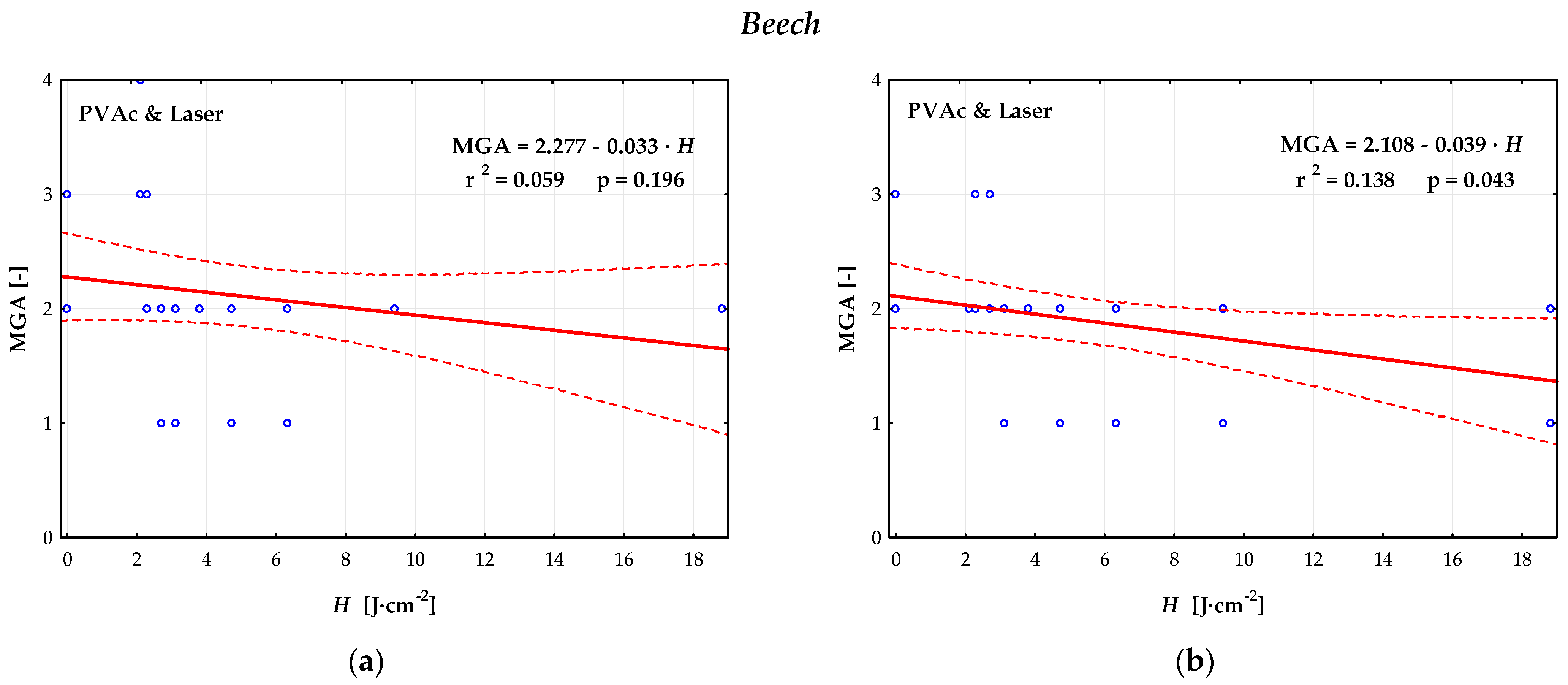
| PVAc and Laser | 2.67 | 3.33 | 2.67 | 1.67 | 1.67 | 2.00 | 1.67 | 1.33 | 2.00 | 2.00 | MGA = 2.277 − 0.033 · H r2 = 0.059; p = 0.196 |
| Laser and PUR | 0.67 | 0.00 | 1.00 | 1.00 | 1.00 | 0.67 | 1.00 | 0.33 | 0.00 | 0.00 | MGA = 0.825 − 0.049 · H r2 = 0.252; p = 0.005 |
| PUR and Laser | 0.67 | 1.33 | 1.00 | 1.00 | 0.33 | 0.33 | 0.33 | 0.67 | 0.67 | 0.33 | MGA = 0.810 − 0.027 · H r2 = 0.066; p = 0.170 |
| Beech | Penicillium purpurogenum—MGA (0–4) | ||||||||||
| Laser and PVAc | 2.33 | 2.33 | 2.67 | 2.33 | 2.33 | 2.00 | 1.33 | 1.67 | 1.67 | 2.00 | MGA = 2.224 − 0.030 · H r2 = 0.030; p = 0.360 |
| PVAc and Laser | 2.33 | 2.00 | 2.33 | 2.33 | 1.67 | 2.00 | 1.67 | 1.67 | 1.33 | 1.66 | MGA = 2.108 − 0.039 · H r2 = 0.138; p = 0.043 |
| Laser and PUR | 0.67 | 1.00 | 1.00 | 0.67 | 1.00 | 0.67 | 0.67 | 0.00 | 0.00 | 0.33 | MGA = 0.817 − 0.041 · H r2 = 0.182; p = 0.019 |
| PUR and Laser | 0.67 | 1.00 | 1.00 | 0.67 | 0.67 | 1.00 | 1.33 | 1.00 | 1.00 | 0.67 | MGA = 0.927 − 0.005 · H r2 = 0.004; p = 0.733 |
| Irradiation Dose H (J·cm−2) | Ref. 0 | A 2.1 | B 2.3 | C 2.7 | D 3.1 | E 3.8 | F 4.7 | G 6.3 | H 9.4 | I 18.8 | MGA = f(H) r2; p-Value |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Spruce | Aspergillus niger—MGA (0–4) | ||||||||||
| Laser and PVAc | 2.33 | 2.00 | 2.67 | 2.33 | 2.33 | 2.00 | 1.67 | 1.33 | 1.67 | 1.67 | MGA = 2.334 − 0.019 · H r2 = 0.157; p = 0.030 |
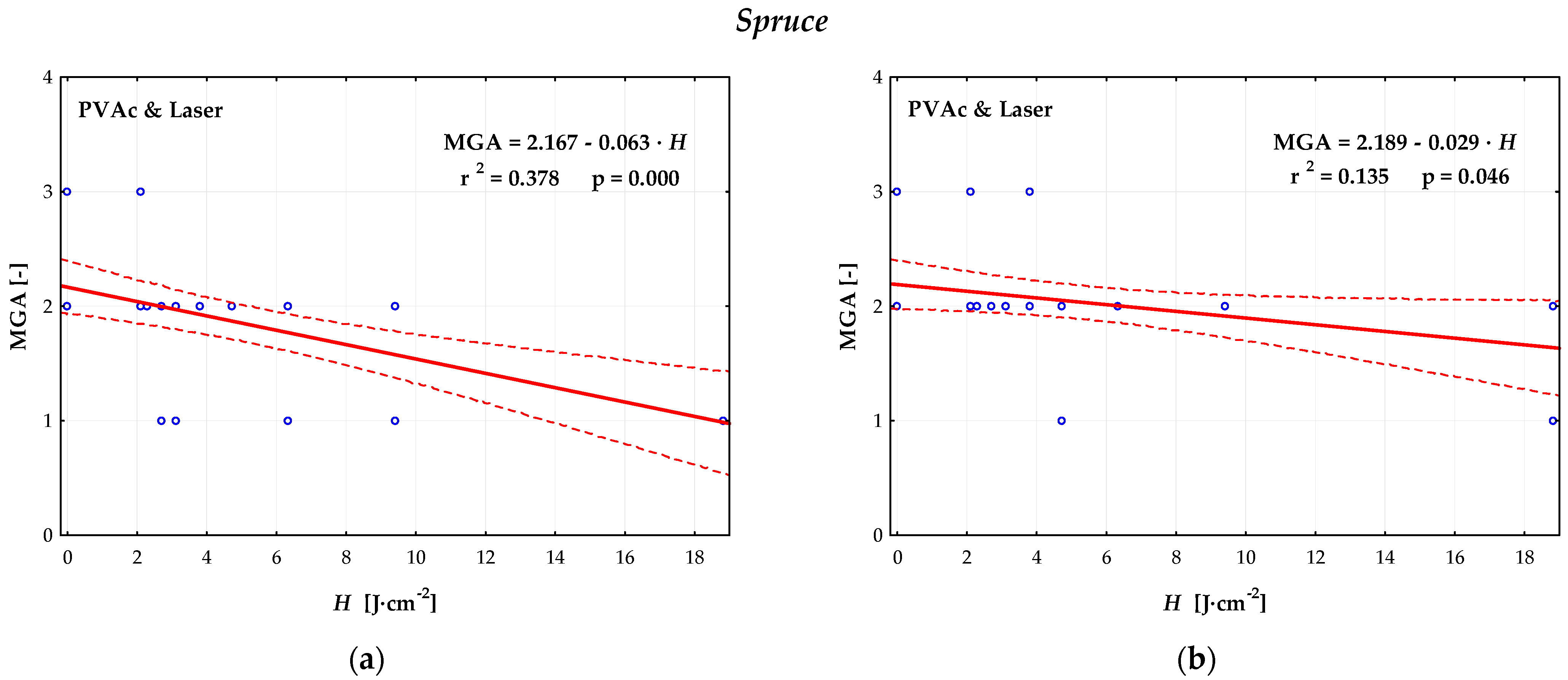
| PVAc and Laser | 2.33 | 2.67 | 2.00 | 1.67 | 1.67 | 2.00 | 2.00 | 1.67 | 1.67 | 1.00 | MGA = 2.167 − 0.063 · H r2 = 0.378; p = 0.000 |
| Laser and PUR | 0.67 | 1.00 | 0.67 | 0.33 | 0.67 | 0.67 | 0.67 | 0.33 | 0.33 | 0.00 | MGA = 0.754 − 0.042 · H r2 = 0.182; p = 0.019 |
| PUR and Laser | 0.67 | 0.67 | 0.67 | 1.00 | 0.67 | 0.33 | 0.33 | 0.67 | 0.67 | 0.67 | MGA = 0.637 − 0.001 · H r2 = 0.000; p = 0.973 |
| Spruce | Penicillium purpurogenum—MGA (0–4) | ||||||||||
| Laser and PVAc | 2.33 | 2.67 | 2.67 | 2.00 | 2.33 | 2.00 | 1.67 | 1.67 | 2.33 | 2.00 | MGA = 2.277 − 0.021 · H r2 = 0.041; p = 0.281 |
| PVAc and Laser | 2.33 | 2.33 | 2.00 | 2.00 | 2.00 | 2.33 | 1.67 | 2.00 | 2.00 | 1.67 | MGA = 2.189 − 0.029 · H r2 = 0.135; p = 0.046 |
| Laser and PUR | 0.33 | 0.67 | 1.00 | 1.00 | 0.33 | 1.00 | 1.00 | 0.33 | 0.67 | 0.67 | MGA = 0.708 − 0.002 · H r2 = 0.000; p = 0.927 |
| PUR and Laser | 0.67 | 0.67 | 0.67 | 0.67 | 0.33 | 0.33 | 0.33 | 1.00 | 0.67 | 1.00 | MGA = 0.506 − 0.024 · H r2 = 0.065; p = 0.175 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reinprecht, L.; Vidholdová, Z. The Impact of a CO2 Laser on the Adhesion and Mold Resistance of a Synthetic Polymer Layer on a Wood Surface. Forests 2021, 12, 242. https://doi.org/10.3390/f12020242
Reinprecht L, Vidholdová Z. The Impact of a CO2 Laser on the Adhesion and Mold Resistance of a Synthetic Polymer Layer on a Wood Surface. Forests. 2021; 12(2):242. https://doi.org/10.3390/f12020242
Chicago/Turabian StyleReinprecht, Ladislav, and Zuzana Vidholdová. 2021. "The Impact of a CO2 Laser on the Adhesion and Mold Resistance of a Synthetic Polymer Layer on a Wood Surface" Forests 12, no. 2: 242. https://doi.org/10.3390/f12020242