Effect of a Combination of Moderate-Temperature Heat Treatment and Subsequent Wax Impregnation on Wood Hygroscopicity, Dimensional Stability, and Mechanical Properties

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Heat Treatment and Wax Impregnation
2.3. Mass Loss and Weight Percentage Gain
2.4. Moisture Adsorption and Liquid Water Uptake
2.5. Dimensional Stability Measuring
2.6. Mechanical Property Testing Bending Strength and Modulus of Elasticity
2.7. Statistical Analysis
3. Results and Discussion
3.1. Mass Loss, Weight Percentage Gain, and Moisture Content of Conditioned Wood
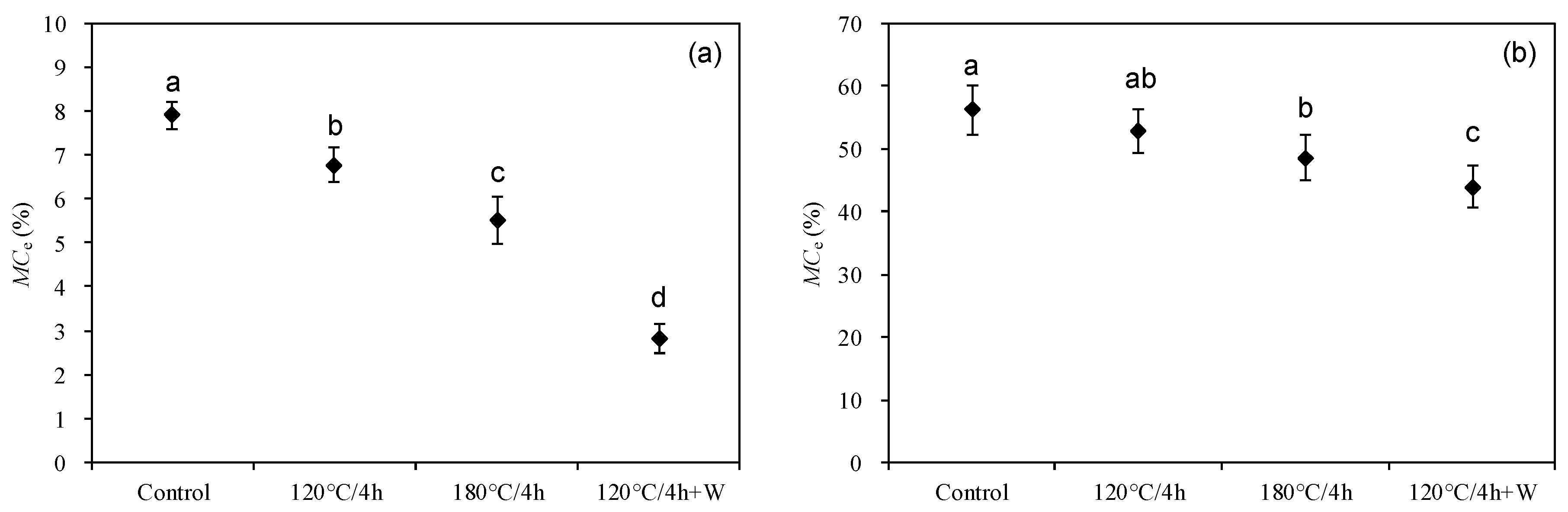
3.2. Moisture Adsorption and Liquid Water Uptake
3.3. Effect of Heat Treatment and Wax Impregnation on Swelling of Wood
3.4. Effect of Heat Treatment and Wax Impregnation on Bending Strength and Bending Stiffness
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rowell, R.M.; Ibach, R.E.; McSweeny, J.; Nilsson, T. Understanding decay resistance, dimensional stability and strength changes in heat-treated and acetylated wood. Wood Mater. Sci. Eng. 2009, 4, 14–22. [Google Scholar] [CrossRef]
- Lee, S.H.; Ashaari, Z.; Lum, W.C.; Ang, A.F.; Halip, J.A.; Halis, R. Chemical, physico-mechanical properties and biological durability of rubberwood particleboards after post heat-treatment in palm oil. Holzforschung 2018, 72, 159–167. [Google Scholar] [CrossRef]
- Jalaludin, Z.; Hill, C.A.S.; Xie, Y.; Samsi, H.W.; Husain, H.; Awang, K.; Curling, S. Analysis of the water vapour sorption isotherms of thermally modified acacia and sesendok. Wood Mater. Sci. Eng. 2010, 5, 194–203. [Google Scholar] [CrossRef]
- Li, T.; Cheng, D.; Avramidis, S.; Wålinder, M.E.; Zhou, D.-G. Response of hygroscopicity to heat treatment and its relation to durability of thermally modified wood. Constr. Build. Mater. 2017, 144, 671–676. [Google Scholar] [CrossRef]
- Kučerová, V.; Lagaňa, R.; Výbohová, E.; Hýrošová, T. The Effect of Chemical Changes during Heat Treatment on the Color and Mechanical Properties of Fir Wood. Bioresour 2016, 11, 9079–9094. [Google Scholar] [CrossRef]
- Hosseinaei, O.; Wang, S.; Enayati, A.A.; Rials, T.G. Effects of hemicellulose extraction on properties of wood flour and wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 686–694. [Google Scholar] [CrossRef]
- Sun, S.; Zhao, Z.; Umemura, K. Further exploration of sucrose-citric acid adhesive: Synthesis and application on plywood. Polymers 2019, 11, 1875. [Google Scholar] [CrossRef] [Green Version]
- Ringman, R.; Pilgård, A.; Brischke, C.; Richter, K. Mode of action of brown rot decay resistance in modified wood: A review. Holzforschung 2014, 68, 239–246. [Google Scholar] [CrossRef]
- Himmel, S.; Mai, C. Water vapour sorption of wood modified by acetylation and formalization—analysed by a sorption kinetics model and thermodynamic considerations. Holzforschung 2016, 70, 203–213. [Google Scholar] [CrossRef]
- Joffre, T.; Segerholm, K.; Persson, C.; Bardage, S.; Hendriks, C.L.L.; Isaksson, P. Characterization of interfacial stress transfer ability in acetylation-treated wood fibre composites using X-ray microtomography. Ind. Crop. Prod. 2017, 95, 43–49. [Google Scholar] [CrossRef]
- Broda, M.; Mazela, B. Application of methyltrimethoxysilane to increase dimensional stability of waterlogged wood. J. Cult. Herit. 2017, 25, 149–156. [Google Scholar] [CrossRef]
- De Cademartori, P.H.G.; Dos Santos, P.S.B.; Serrano, L.; Labidi, J.; Gatto, D.A. Effect of thermal treatment on physicochemical properties of Gympie messmate wood. Ind. Crop. Prod. 2013, 45, 360–366. [Google Scholar] [CrossRef]
- Altgen, M.; Hofmann, T.; Militz, H. Wood moisture content during the thermal modification process affects the improvement in hygroscopicity of Scots pine sapwood. Wood Sci. Technol. 2016, 50, 1181–1195. [Google Scholar] [CrossRef]
- Hosseinpourpia, R.; Adamopoulos, S.; Holstein, N.; Mai, C. Dynamic vapour sorption and water-related properties of thermally modified Scots pine (Pinus sylvestris L.) wood pre-treated with proton acid. Polym. Degrad. Stab. 2017, 138, 161–168. [Google Scholar] [CrossRef]
- Candelier, K.; Thévenon, M.-F.; Pétrissans, A.; Dumarcay, S.; Gérardin, P.; Pétrissans, A. Control of wood thermal treatment and its effects on decay resistance: A review. Ann. For. Sci. 2016, 73, 571–583. [Google Scholar] [CrossRef] [Green Version]
- Norimoto, M.; Gril, J. Structure and Properties of Chemically Treated Woods. In Recent Research on Wood and Wood-Based Materials; Elsevier: Amsterdam, The Netherlands, 1993; Volume 38, pp. 135–154. [Google Scholar] [CrossRef]
- Mattos, B.D.; Lourençon, T.V.; Serrano, L.; Labidi, J.; Gatto, D.A.; Serrano, L. Chemical modification of fast-growing eucalyptus wood. Wood Sci. Technol. 2015, 49, 273–288. [Google Scholar] [CrossRef]
- Humar, M.; Kržišnik, D.; Lesar, B.; Thaler, N.; Ugovšek, A.; Zupančič, K.; Žlahtič, M. Thermal modification of wax-impregnated wood to enhance its physical, mechanical, and biological properties. Holzforschung 2017, 71, 57–64. [Google Scholar] [CrossRef]
- Wang, W.; Zhu, Y.; Cao, J.; Guo, X. Thermal modification of Southern pine combined with wax emulsion preimpregnation: Effect on hydrophobicity and dimensional stability. Holzforschung 2015, 69, 405–413. [Google Scholar] [CrossRef]
- Hidayat, W.; Qi, Y.; Jiang, J.H.; Febrianto, F.; Kim, N.H. Effect of mechanical restraint on drying defects reduction in heat-treated okan wood. BioResources 2017, 12, 7452–7465. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, J.; Wang, S. Effects of resin and wax on the water uptake behavior of wood strands. Wood Fiber Sci. 2007, 39, 271–278. [Google Scholar] [CrossRef]
- Schultz, T.P.; Nicholas, D.D.; Ingram, L.L. Laboratory and outdoor water repellency and dimensional stability of southern pine sapwood treated with a waterborne water repellent made from resin acids. Holzforschung 2007, 61, 317–322. [Google Scholar] [CrossRef]
- Scholz, G.; Militz, H.; Gascón-Garrido, P.; Ibiza-Palacios, M.; Oliver-Villanueva, J.-V.; Peters, B.; Fitzgerald, C. Improved termite resistance of wood by wax impregnation. Int. Biodeterior. Biodegrad. 2010, 64, 688–693. [Google Scholar] [CrossRef]
- Wang, J.; Zhong, H.; Ma, E.; Cao, J. Properties of wood treated with compound systems of paraffin wax emulsion and copper azole. Eur. J. Wood Wood Prod. 2016, 76, 315–323. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Pougioula, G. Mechanical behaviour of pine wood chemically modified with a homologous series of linear chain carboxylic acid anhydrides. Bioresour. Technol. 2010, 101, 6147–6150. [Google Scholar] [CrossRef]
- Xie, Y.; Fu, Q.; Wang, Q.; Xiao, Z.; Militz, H. Effects of chemical modification on the mechanical properties of wood. Eur. J. Wood Wood Prod. 2013, 71, 401–416. [Google Scholar] [CrossRef]
- Scholz, G.; Krause, A.; Militz, H. Exploratory study on the impregnation of Scots pine sapwood (Pinus sylvestris L.) and European beech (Fagus sylvatica L.) with different hot melting waxes. Wood Sci. Technol. 2010, 44, 379–388. [Google Scholar] [CrossRef] [Green Version]
- Möttönen, V.; Bütün, Y.; Heräjärvi, H.; Marttila, J.; Kaksonen, H. Effect of combined compression and thermal modification on mechanical performance of aspen and birch wood. Pro. Ligno. 2015, 11, 310–317. [Google Scholar]
- Li, Y.; Li, X.; Huang, Q.; Wu, Y.; Li, X.; Chen, Z. Impregnation with Microcrystalline Wax to Improve Rosewood Dimensional Stability and Surface Hardness. BioResources 2015, 10, 5994–6000. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Chen, C.; Cao, J.; Zhu, Y. Improved properties of thermally modified wood (TMW) by combined treatment with disodium octoborate tetrahydrate (DOT) and wax emulsion (WE). Holzforschung 2018, 72, 243–250. [Google Scholar] [CrossRef]
- Wang, W.; Ran, Y.; Wang, J. Improved performance of thermally modified wood via impregnation with carnauba wax/organoclay emulsion. Constr. Build. Mater. 2020, 247, 118586. [Google Scholar] [CrossRef]
- Standardization Administration of China. Method for determination of the moisture content of wood. In GB/T 1931 (2009); Standardization Administration of China: Beijing, China, 2009. [Google Scholar]
- Candelier, K.; Dumarcay, S.; Pétrissans, A.; Gérardin, P.; Pétrissans, M. Comparison of mechanical properties of heat treated beech wood cured under nitrogen or vacuum. Polym. Degrad. Stab. 2013, 98, 1762–1765. [Google Scholar] [CrossRef]
- Standardization Administration of China. Method of testing in bending strength of wood. In GB/T 1936.1 (2009); Standardization Administration of China: Beijing, China, 2009. [Google Scholar]
- Surini, T.; Charrier, F.; Malvestio, J.; Charrier, B.; Moubarik, A.; Castera, P.; Grelier, S. Physical properties and termite durability of maritime pine pinus pinaster ait. heat-treated under vacuum pressure. Wood Sci. Technol. 2012, 46, 487–501. [Google Scholar] [CrossRef]
- Kocaefe, D.; Poncsak, S.; Boluk, Y. Effect of thermal treatment on the chemical composition and mechanical properties of birch and aspen. BioResources 2008, 3, 517–537. [Google Scholar]
- Shi, J.L.; Kocaefe, D.; Zhang, J. Mechanical behaviour of Québec wood species heat-treated using ThermoWood process. Holz Roh Werkst. 2007, 65, 255–259. [Google Scholar] [CrossRef]
- Rasdianah, D.; Zaidon, A.; Hidayah, A.; Lee, S.H. Effects of superheated steam treatment on the physical and mechanical properties of light red meranti and kedondong wood. J. Trop. For. Sci. 2018, 30, 384–392. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Treatment | Process | Temperature (°C) | Time (h) | Pressure (kPa) |
|---|---|---|---|---|
| HT | Preheating | 100 | 1 | 13.4 |
| HT | 120/180 | 4 | 13.4 | |
| Cooling | 100 | 1 | 13.4 | |
| WI | Impregnation | 90 | 48 | 101.3 |
| Cooling | 30 | 1 | 101.3 |
| Treatment | ML (%) | WPG (%) | MCe (%) | |
|---|---|---|---|---|
| Adsorption | Liquid Water Uptake | |||
| Control | - | - | 7.91 (0.31) | 56.19 (3.87) |
| 120/4HT | 0.96 (0.27) | 6.77 (0.40) | 52.77 (3.52) | |
| 180/4HT | 2.62 (0.44) | 5.52 (0.53) | 48.55 (3.58) | |
| 120/4HT + WI | 8.82 (1.01) | 2.82 (0.34) | 43.95 (3.34) | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Liu, H.-H. Effect of a Combination of Moderate-Temperature Heat Treatment and Subsequent Wax Impregnation on Wood Hygroscopicity, Dimensional Stability, and Mechanical Properties. Forests 2020, 11, 920. https://doi.org/10.3390/f11090920
Yang L, Liu H-H. Effect of a Combination of Moderate-Temperature Heat Treatment and Subsequent Wax Impregnation on Wood Hygroscopicity, Dimensional Stability, and Mechanical Properties. Forests. 2020; 11(9):920. https://doi.org/10.3390/f11090920
Chicago/Turabian StyleYang, Lin, and Hong-Hai Liu. 2020. "Effect of a Combination of Moderate-Temperature Heat Treatment and Subsequent Wax Impregnation on Wood Hygroscopicity, Dimensional Stability, and Mechanical Properties" Forests 11, no. 9: 920. https://doi.org/10.3390/f11090920