The Effect of Contact-Drying on Physical Properties of European Beech (Fagus sylvatica L.)

Abstract
:1. Introduction
2. Material and Methods
3. Results and Discussion
4. Conclusions
- -
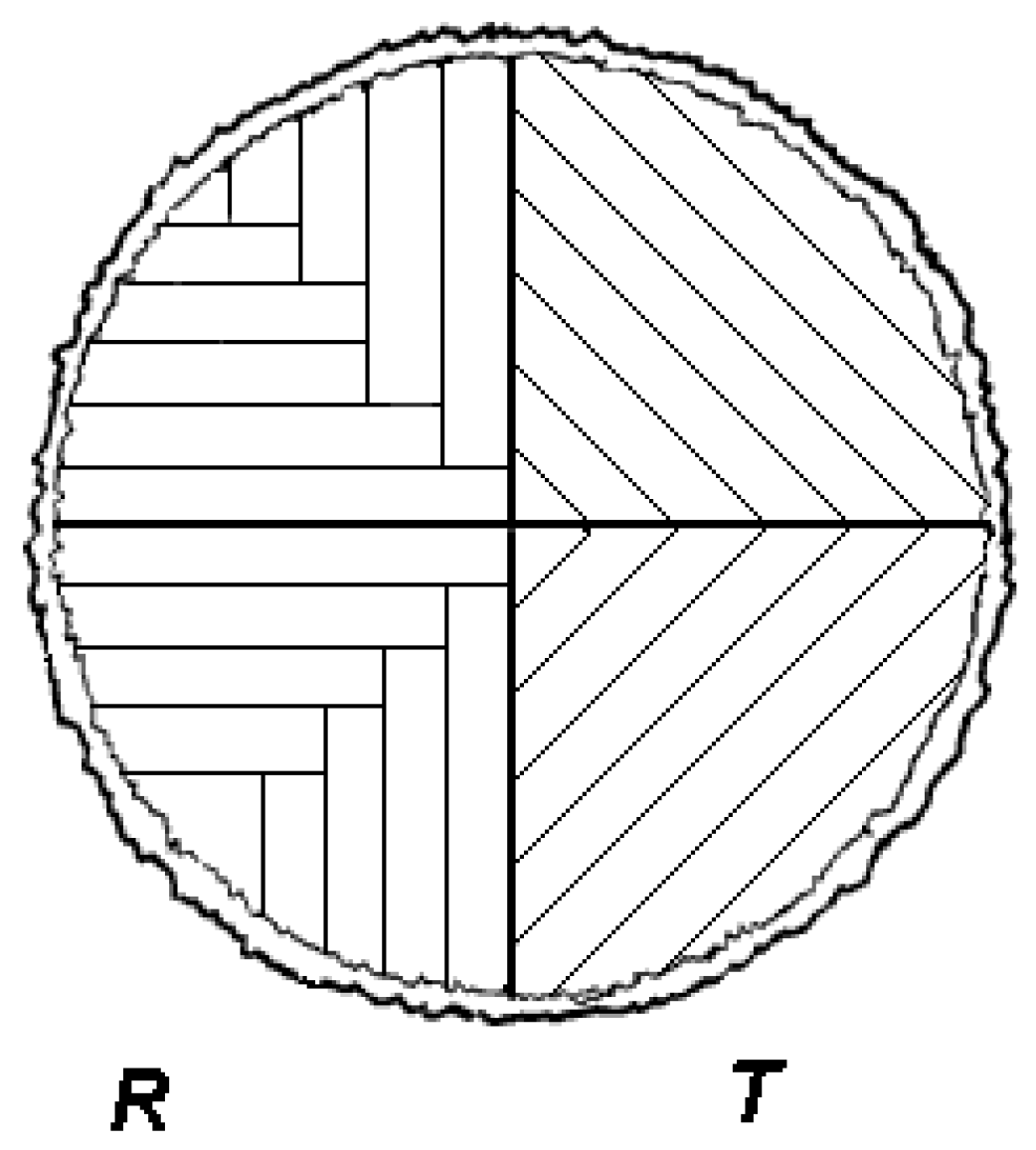
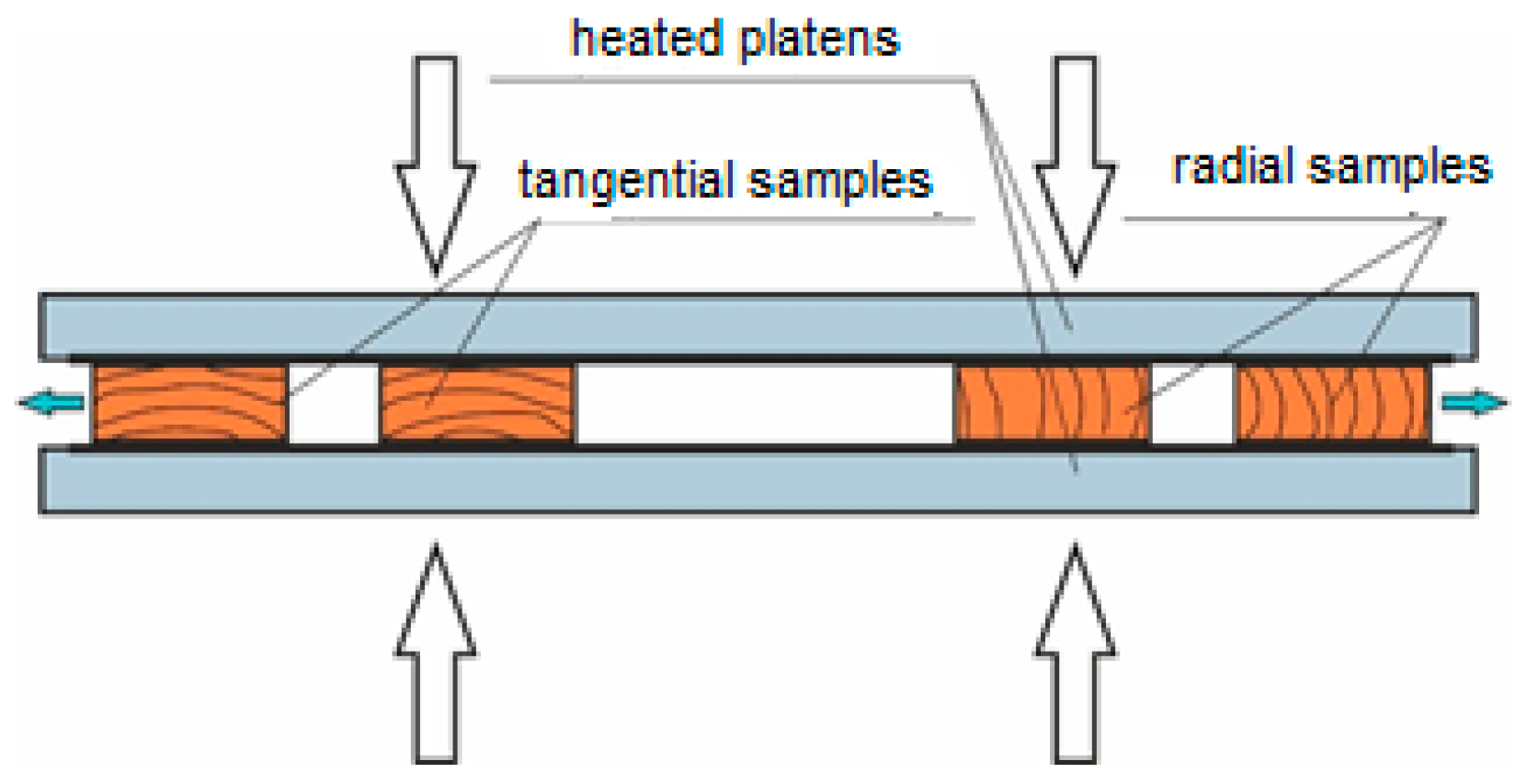
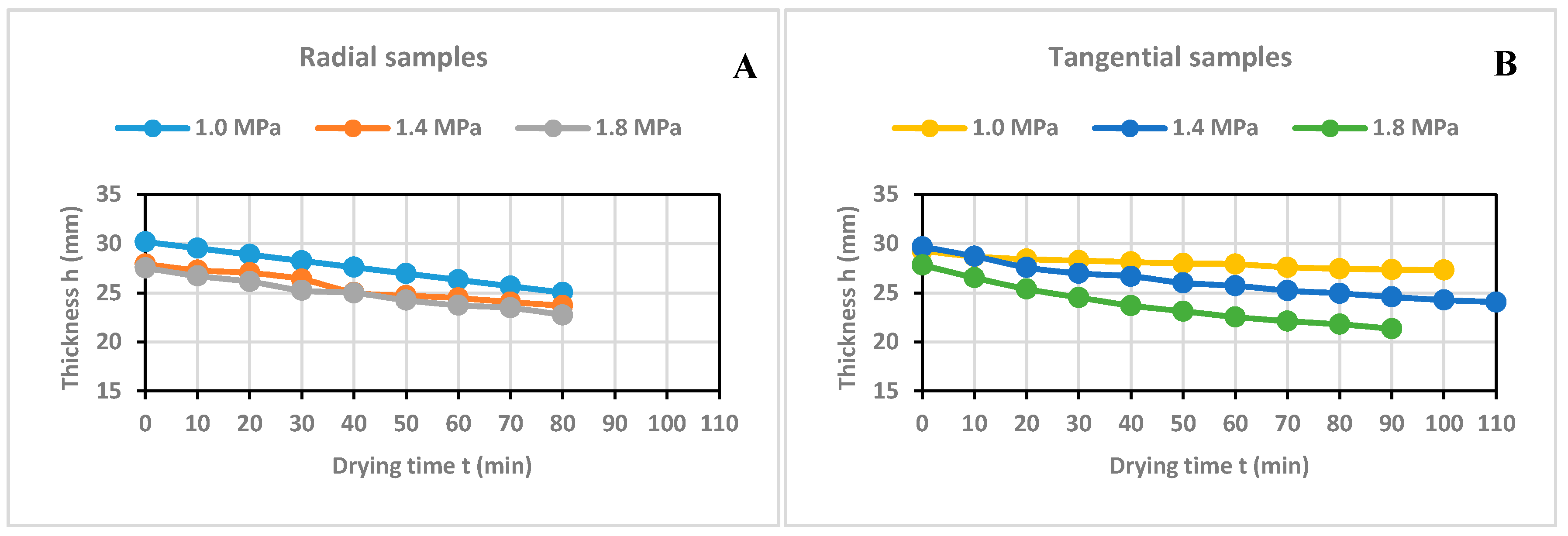
- The research proved that the pressure of the heating plates has no remarkable effect on the contact-drying time. The radial samples are dried faster than tangential ones, with a maximum difference of 30 min.
- -
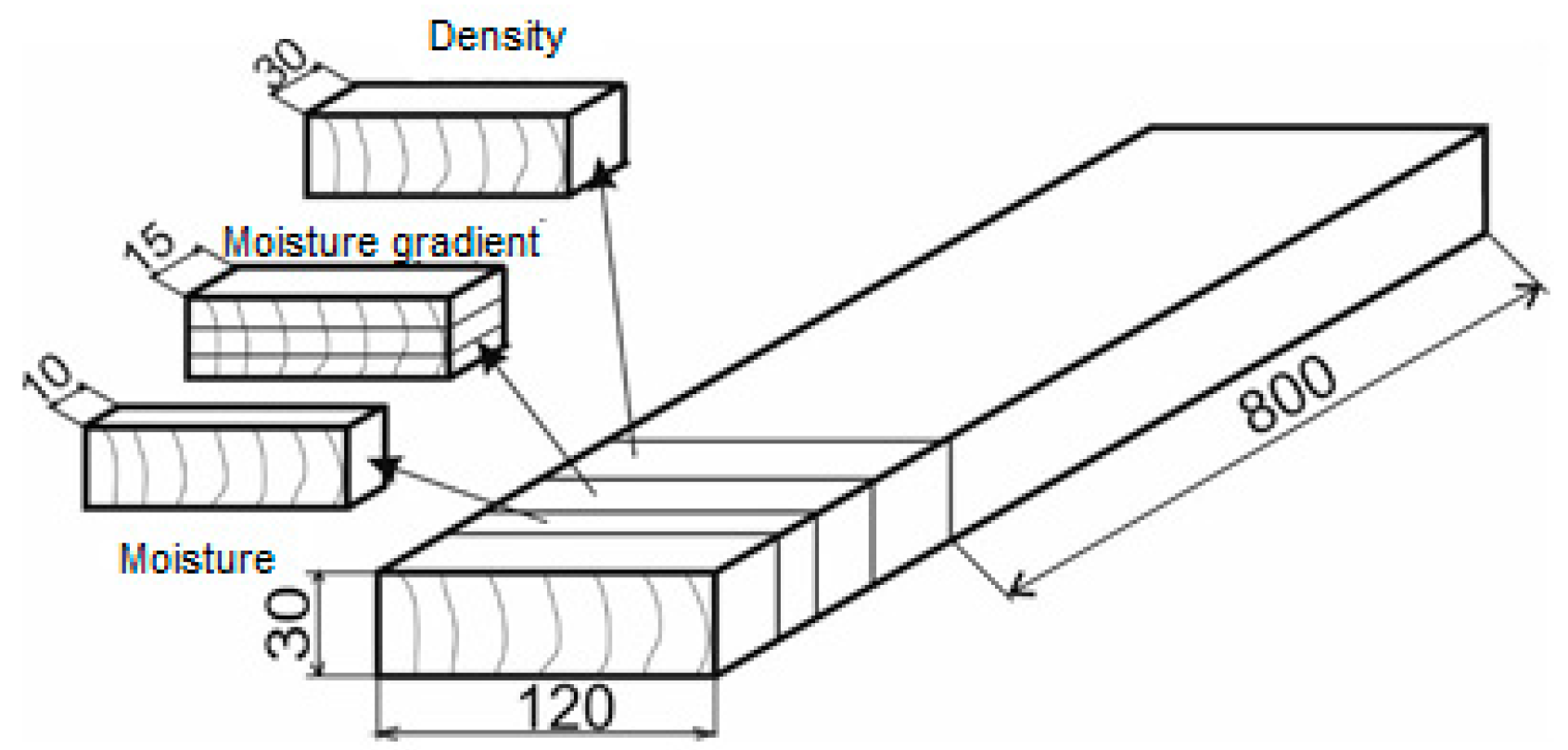
- The measured values of the moisture gradients were high, the need for subsequent air conditioning of the samples was confirmed.
- -
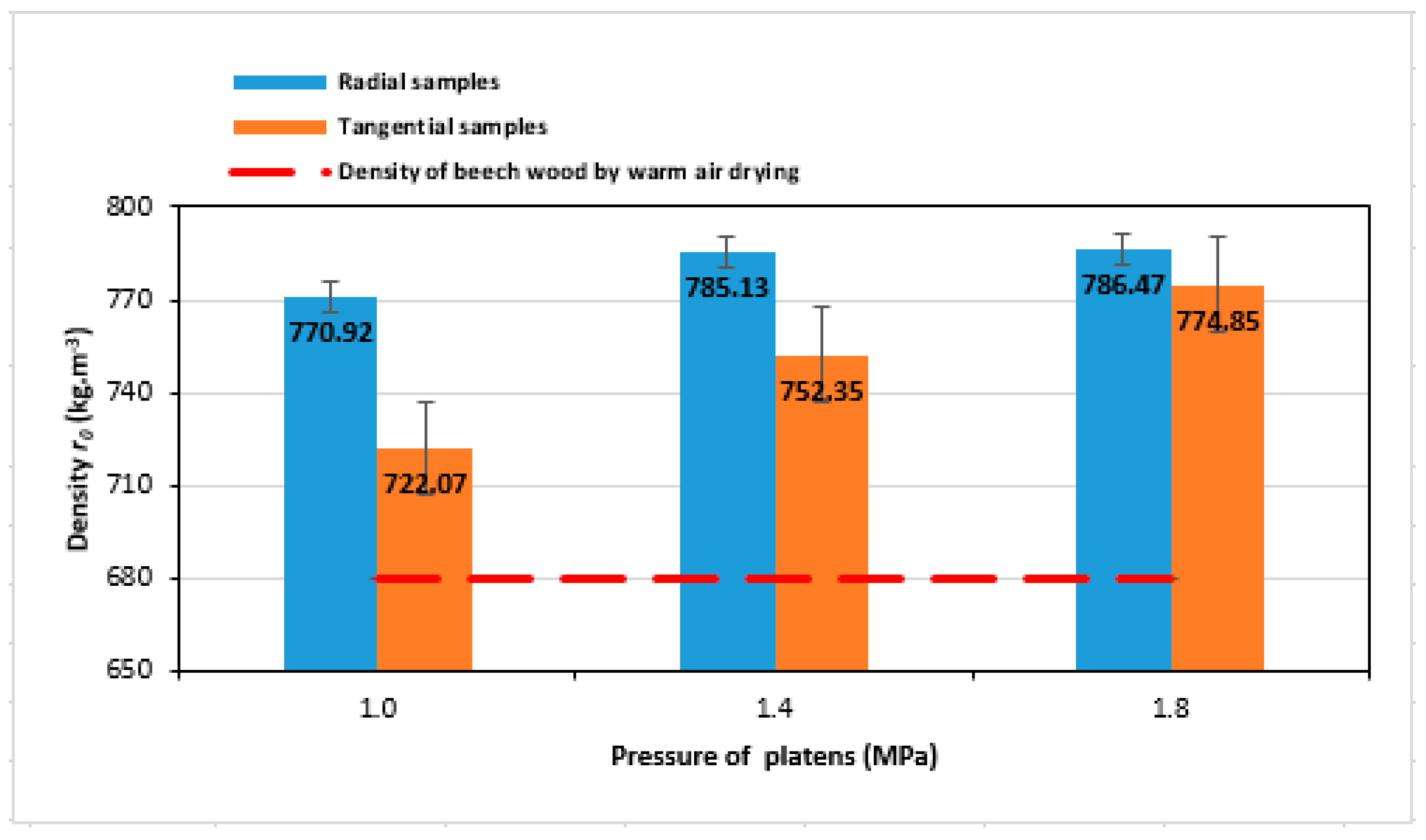
- An increase in density of the radial and tangential samples from 40 up to 100 kg·m−3 was discovered in comparison to the warm-air-drying. The density of the samples increased remarkably during contact-drying. The pressure of the heating plates had a substantial effect. The difference in the average density was more than 22 kg·m−3 between the pressure of 1.0 MPa and 1.8 MPa. The density values were significantly higher in the case of the radial than in the tangential samples after contact-drying. The maximum difference was measured at a pressure of 1.0 MPa, where the difference in average density was 48.85 kg·m−3.
- -
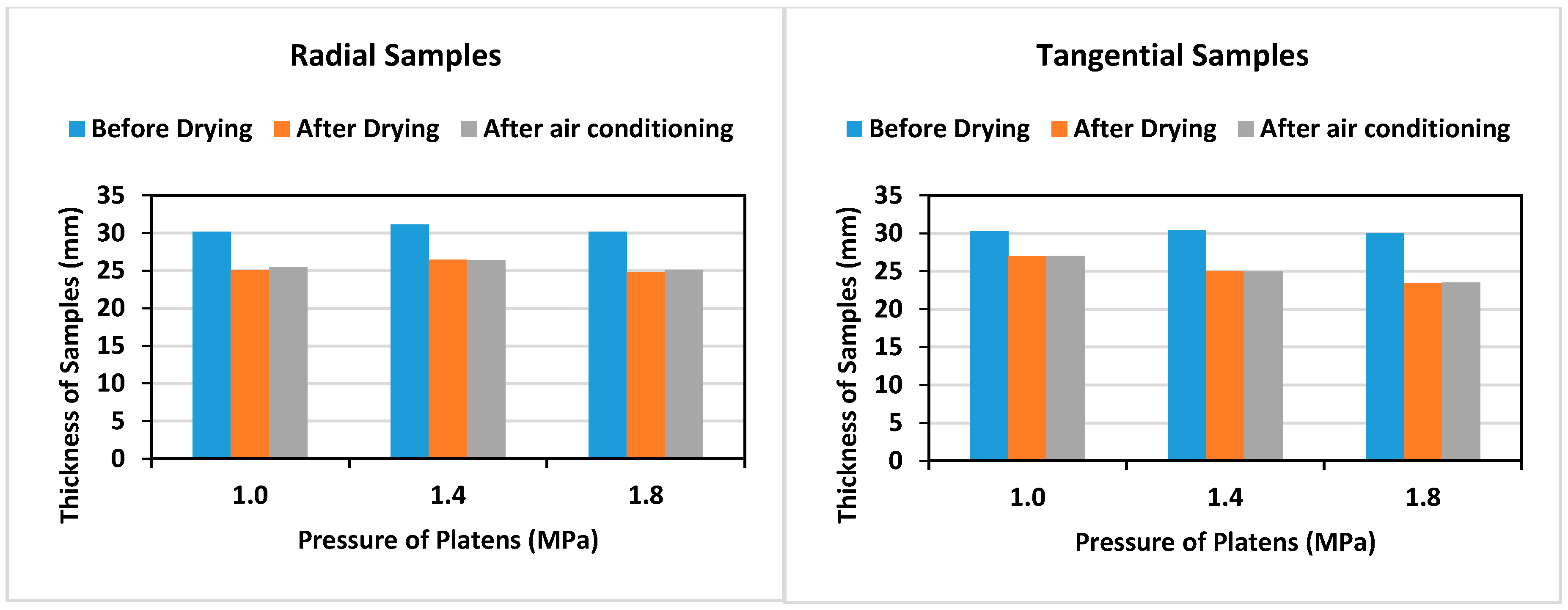
- The pressure of the heating plates affected the process and the resulting change in the thickness of the samples. The difference in the thickness change was larger in the case of the tangential samples. There was no change in the thickness of the samples after air conditioning.
- -
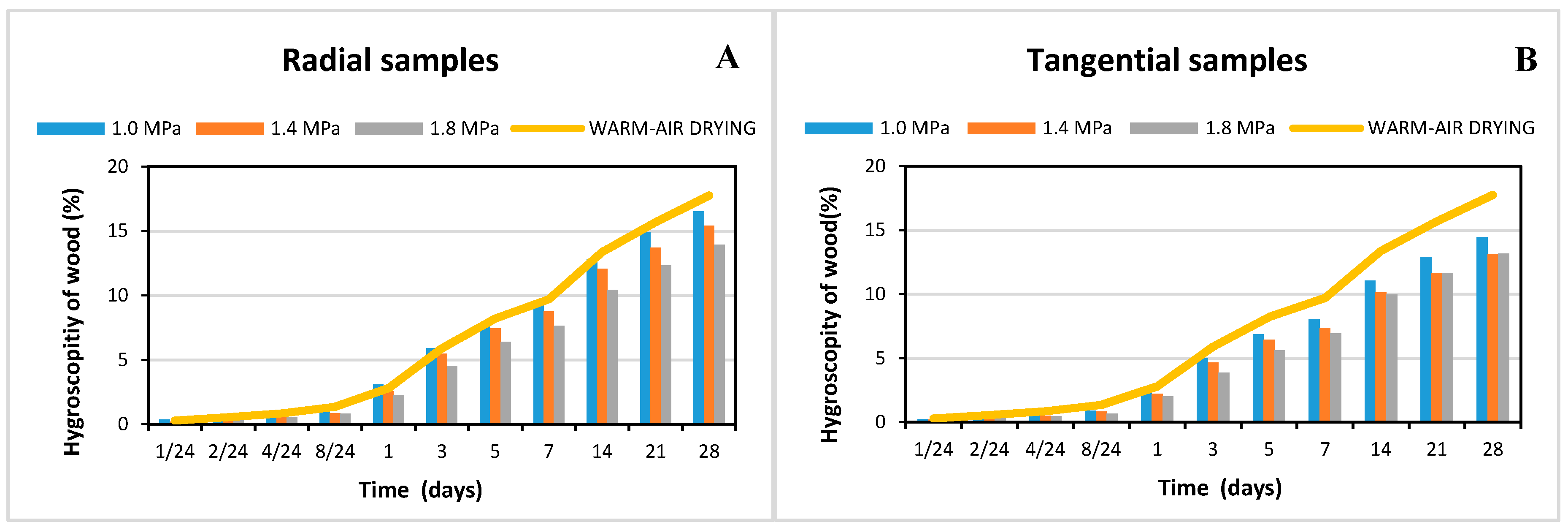
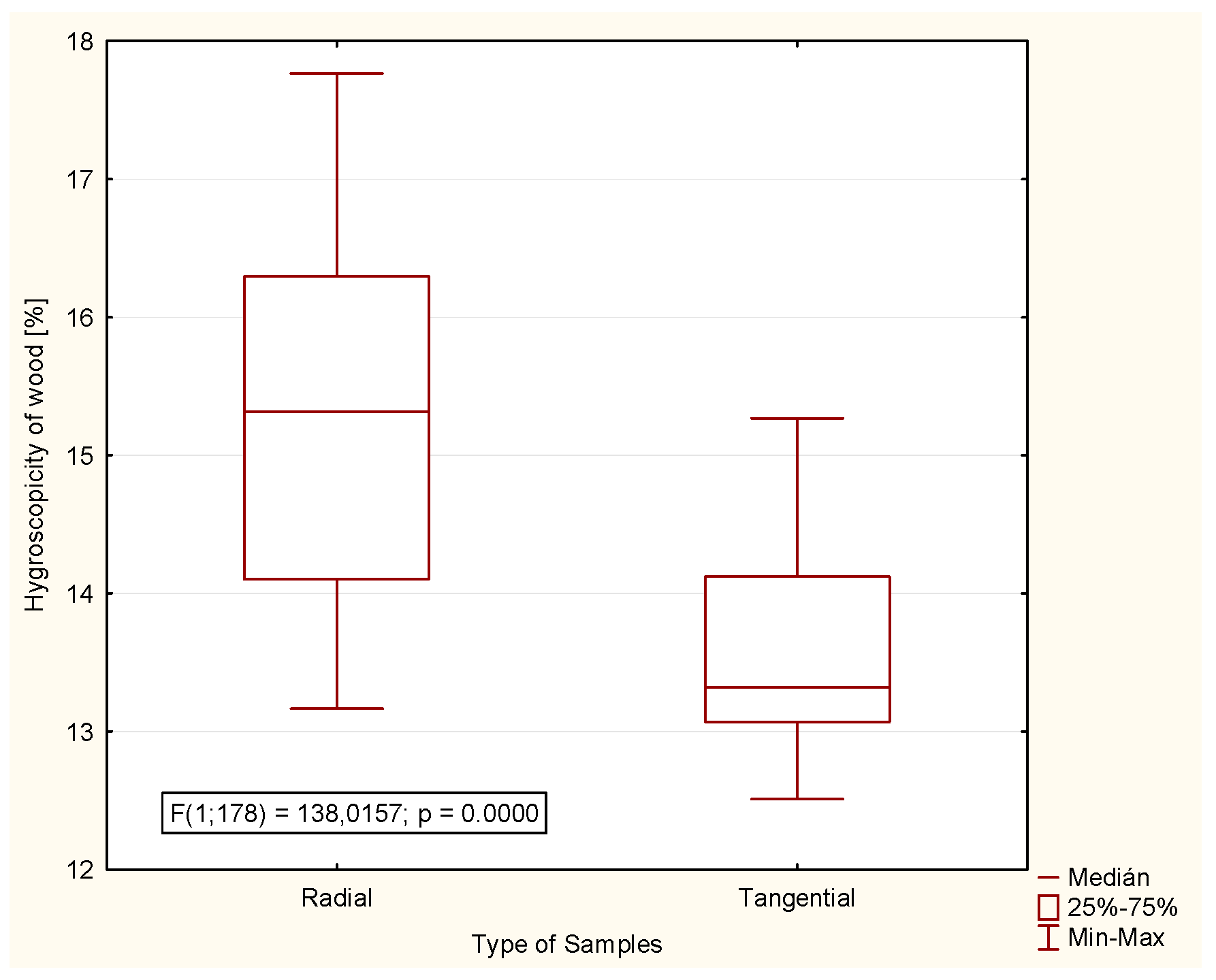
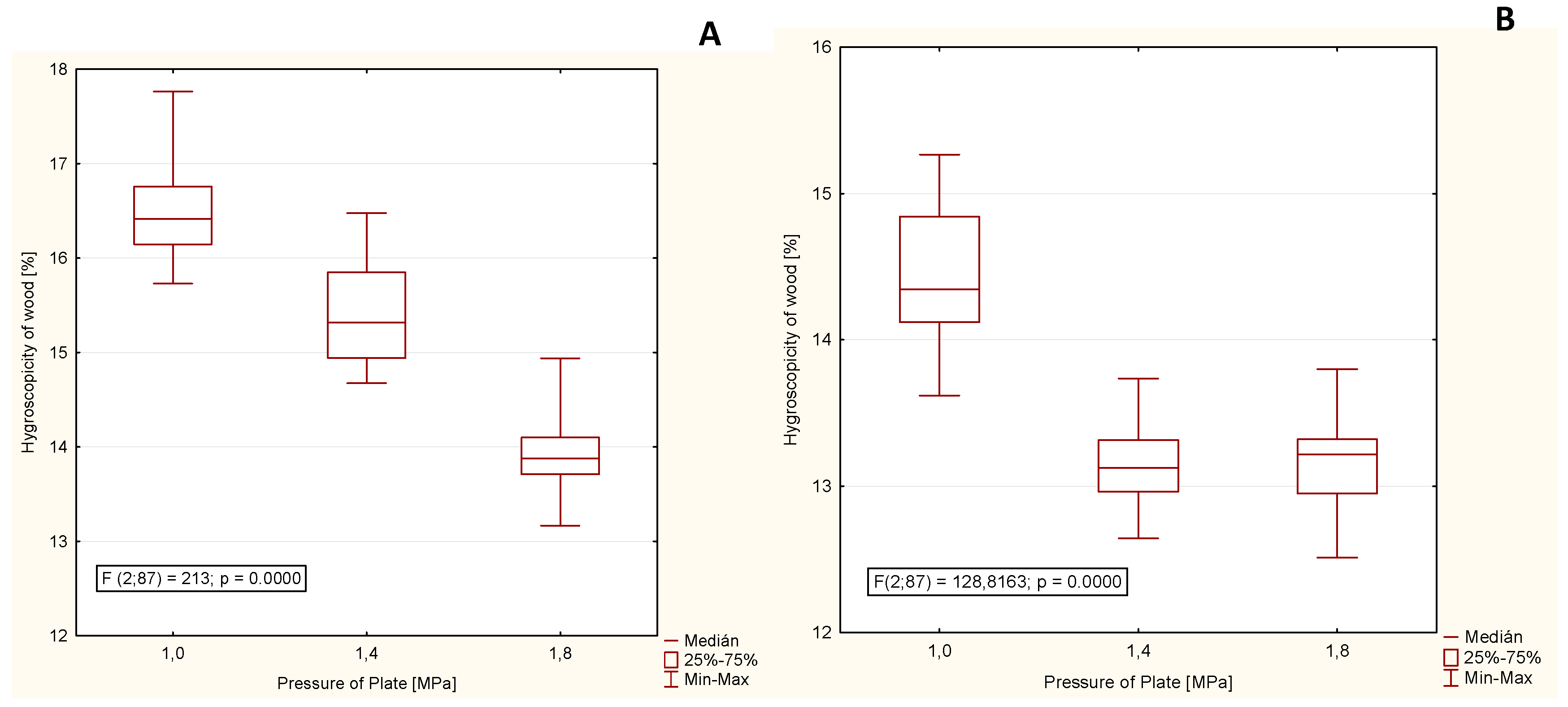
- Wood hygroscopicity was changed by contact-drying by 21.24% on average compared to warm-air-drying. The average hygroscopicity of wood reduced by about 9% in the case of the tangential and by almost 16% in the case of the radial samples affected by contact-drying. The effect of heating plate pressure was remarkable in the case of the radial samples. Moreover, it was confirmed that the values of hygroscopicity of wood decrease when the pressure increases.
- -
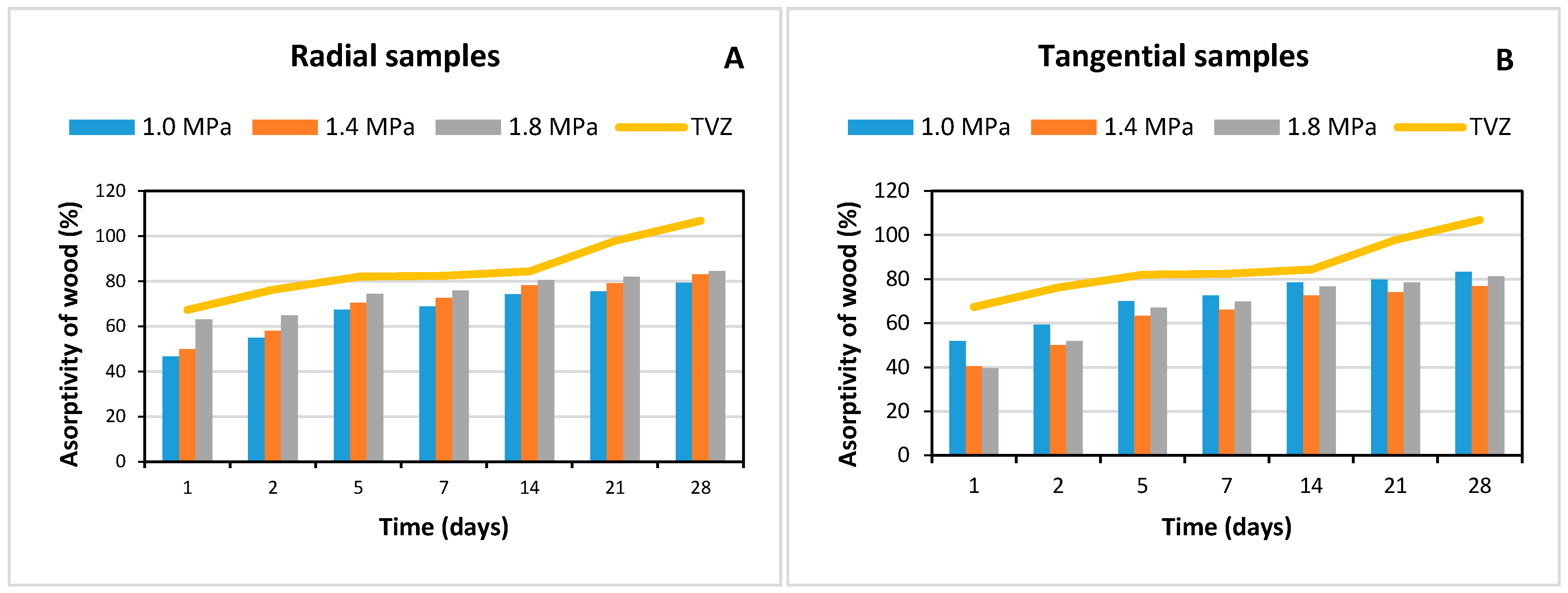
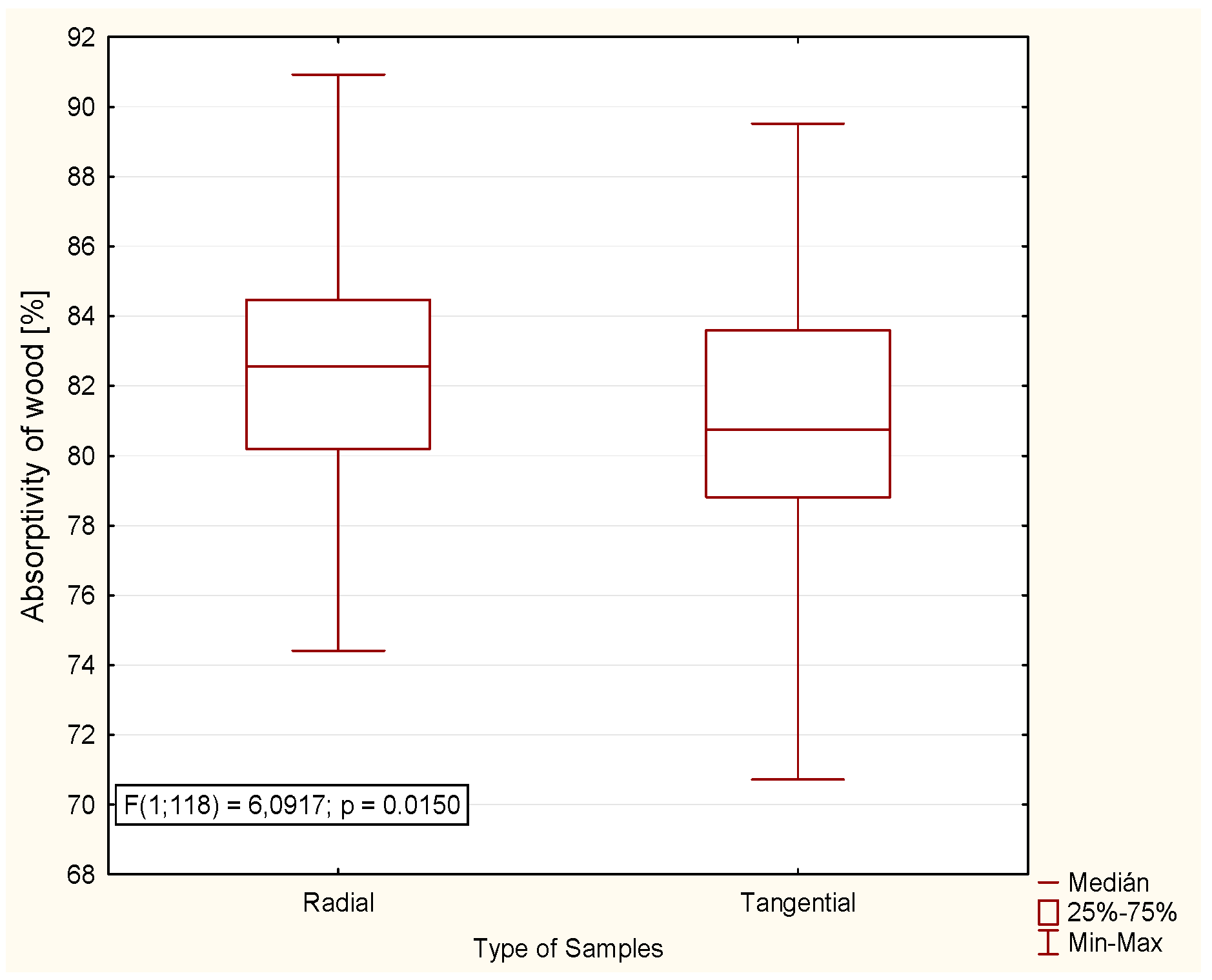
- The values of the wood absorptivity of the samples dried using the contact method were lower by almost 24.81% than in the case of the samples dried using the warm-air method.
- -
- Absorptivity of wood increased due to the contact-drying and in the case of the radial samples by more than 6%. The values of wood absorptivity reduced in the tangential samples at a compression pressure of 1.8 MPa by almost 2.5% and at 1.4 MPa by almost 8%.
Author Contributions
Funding
Conflicts of Interest
References
- Furst, C.; Seifert, T.; Makeschin, F. Do site factors affect the wood quality of European beech (Fagus sylvatica L.) Results from a pre-study on red heartwood. Forst Holz 2006, 61, 464–468. [Google Scholar]
- Ross, R.J. Wood Handbook: Wood as an Engineering Material, Centennial Edition; U.S. Dept. of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; p. 508. [Google Scholar]
- Simpson, T.W. Maintaining lumber quality in press drying by manipulating sawing patterns. Wood Fiber Sci. 2007, 16, 411–426. [Google Scholar]
- Bond, B.H.; Espinoza, O. A Decade of Improved Lumber Drying Technology. Curr. For. Rep. 2016, 2, 106–118. [Google Scholar] [CrossRef]
- Klement, I.; Trebula, P.; Dekrét, A. Influence of the Temperature and Moisture Fields in Hornbeam Wood on Its Physical and Chemical Alterations; Scientific Study; Technical University in Zvolen: Zvolen, Slovakia, 2001; p. 59. ISBN 80-228-1122-X. [Google Scholar]
- Hou, J.; Yi, S.; Zhou, Y.; Pan, B. Moisture state variety in poplar lumber with moisture content above fibre saturation point during hot-press drying. J. Wood Sci. 2018, 64, 730–737. [Google Scholar] [CrossRef] [Green Version]
- Hittemeier, M.E.; Comstock, G.L.; Hann, R.A. Press drying nine species of wood. For. Prod. J. 1968, 18, 91–96. [Google Scholar]
- Stoker, D.L.; Pearson, R.G.; Kretschmann, D.E.; Tang, Y.; Simpson, B. Effect of press-drying on static bending properties of plantation-grown No. 2 loblolly pine lumbe. For. Prod. J. 2007, 57, 70. [Google Scholar]
- Ouertani, S.; Koubaa, A.; Azzouz, S.; Hassini, L.; Dhib, K.B.; Belghith, A. Vacuum contact drying kinetics of Jack pine wood and its influence on mechanical properties: Industrial applications. Heat Mass Transf. 2014, 51, 1029–1039. [Google Scholar] [CrossRef]
- Zhou, F.; Gao, X.; Fu, Z.; Zhou, Y. Drying kinetics of poplar lumber during periodic hot-press drying. Dry. Technol. 2018, 36, 1767–1780. [Google Scholar] [CrossRef]
- Chen, P.Y.S.; Biltonen, F.E. Effect of Prefreezing on Press-Drying of Black Walnut Heartwood. For. Prod. J. 1979, 29, 48–51. [Google Scholar]
- Jung, S.H.; Lee, H.N.; Yeo, H. Press-drying of Plantation Softwood Lumber. J. Korean Wood Sci. Technol. 1993, 21, 61–66. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Samples | Pressure of Plates (MPa) | Moisture Content w (%) | Drying Time (min) Contact-Drying | Moisture Gradient Δw (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Initial | Final | Before Drying | After Drying | ||||||||
| Mean | Standard Deviation | Mean | Standard Deviation | Mean | Standard Deviation | Mean | Standard Deviation | Mean | Standard Deviation | ||
| R | 1.0 | 77.48 | 1.126 | 3.95 | 0.23 | 80 | 0.935 | 4.54 | 0.572 | 4.00 | 0.245 |
| 1.4 | 80.27 | 0.948 | 6.08 | 0.44 | 80 | 1.085 | 1.39 | 0.205 | 8.46 | 0.286 | |
| 1.8 | 69.5 | 1.046 | 5.52 | 0.78 | 80 | 1.507 | 2.37 | 0.408 | 8.58 | 0.392 | |
| T | 1.0 | 71.87 | 0.549 | 5.78 | 0.326 | 100 | 1.21 | 1.88 | 0.245 | 8.98 | 0.318 |
| 1.4 | 54.14 | 0.816 | 5.37 | 0.849 | 110 | 0.973 | 1.93 | 0.327 | 9.84 | 0.572 | |
| 1.8 | 55.54 | 1.14 | 4.87 | 0.489 | 90 | 1.195 | 5.69 | 0.980 | 3.19 | 0.351 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klement, I.; Vilkovský, P.; Vilkovská, T. The Effect of Contact-Drying on Physical Properties of European Beech (Fagus sylvatica L.). Forests 2020, 11, 890. https://doi.org/10.3390/f11080890
Klement I, Vilkovský P, Vilkovská T. The Effect of Contact-Drying on Physical Properties of European Beech (Fagus sylvatica L.). Forests. 2020; 11(8):890. https://doi.org/10.3390/f11080890
Chicago/Turabian StyleKlement, Ivan, Peter Vilkovský, and Tatiana Vilkovská. 2020. "The Effect of Contact-Drying on Physical Properties of European Beech (Fagus sylvatica L.)" Forests 11, no. 8: 890. https://doi.org/10.3390/f11080890