Effect of Different Hardwood Species and Lay-Up Schemes on the Mechanical Properties of Plywood



Abstract
:1. Introduction
2. Materials and Methods
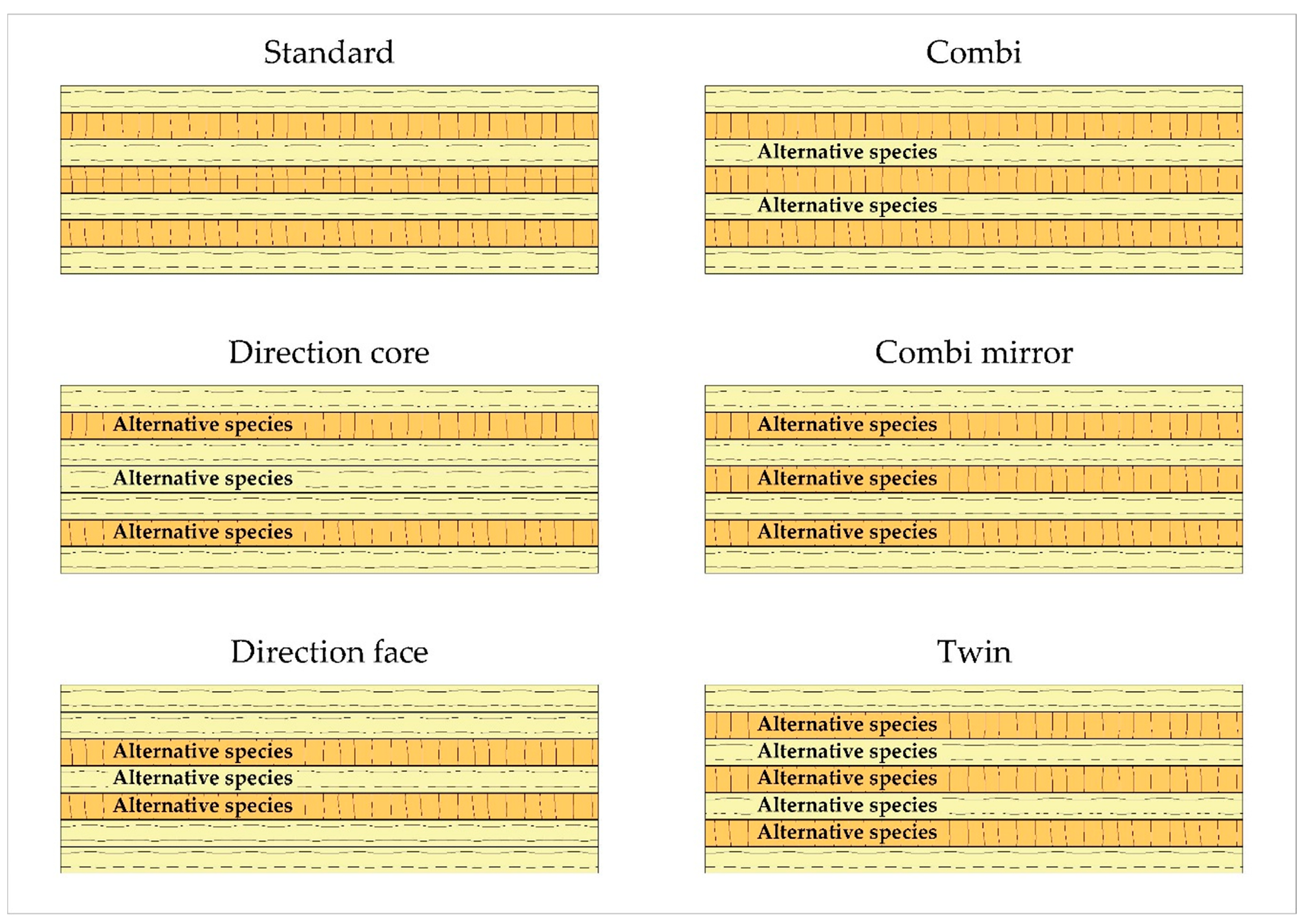
2.1. Wood Species and Plywood Lay-Up Schemes
2.2. Plywood Processing
2.3. Analysis Methods
2.3.1. Veneer Crosswise Tensile Strength
2.3.2. Density
2.3.3. Plywood Bond Strength
2.3.4. Plywood Bending Properties
2.3.5. Data Analysis
3. Results
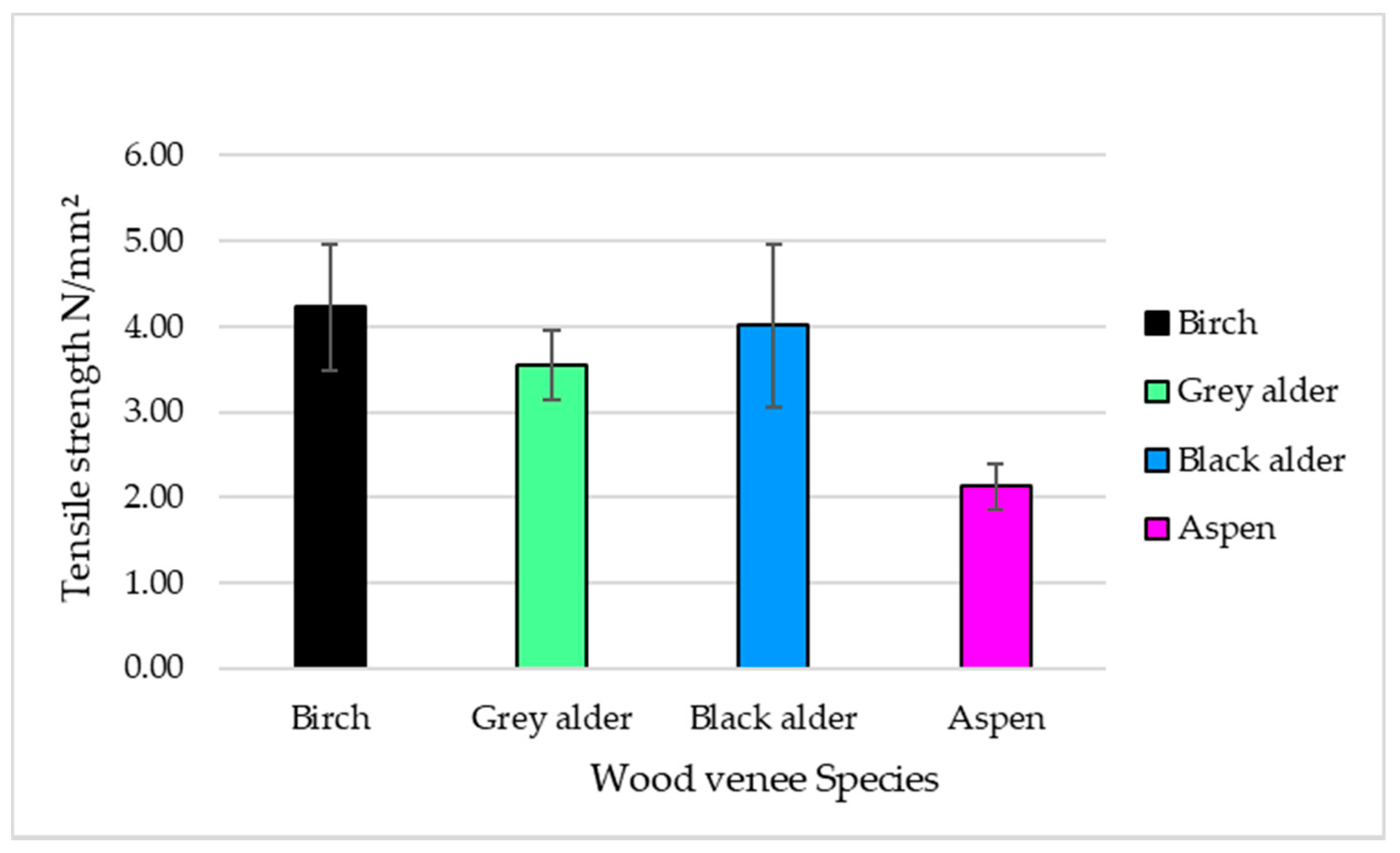
3.1. Veneer Crosswise Tensile Strength
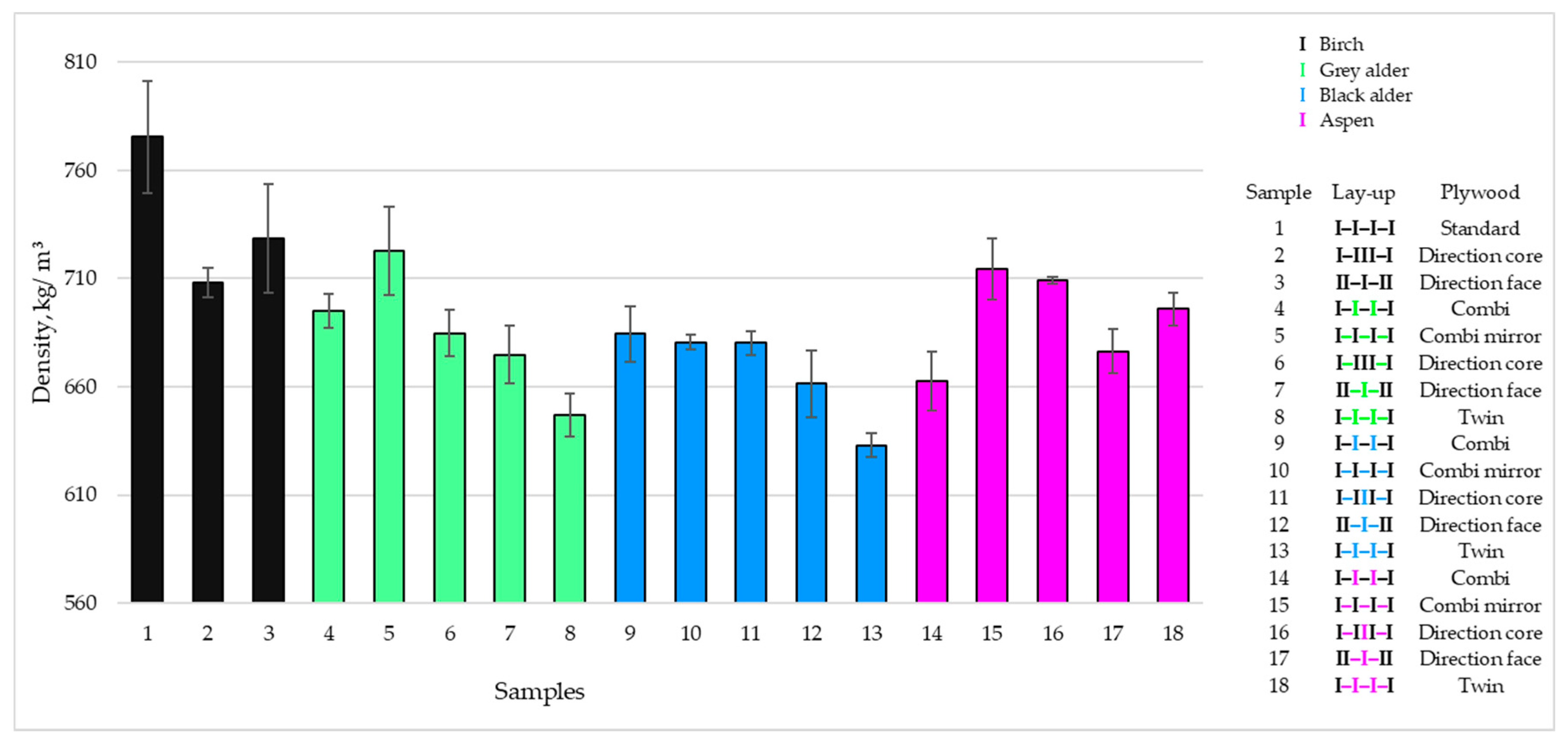
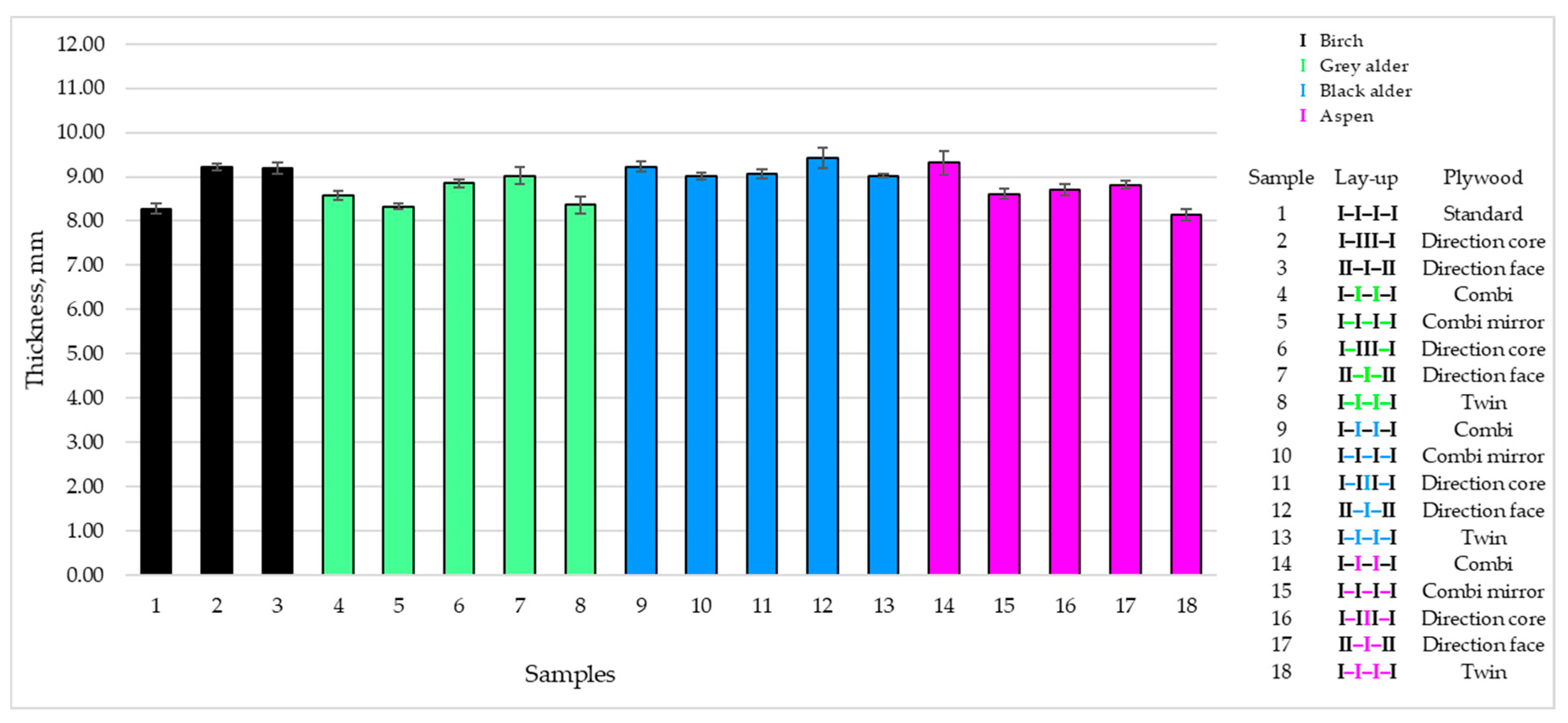
3.2. Density
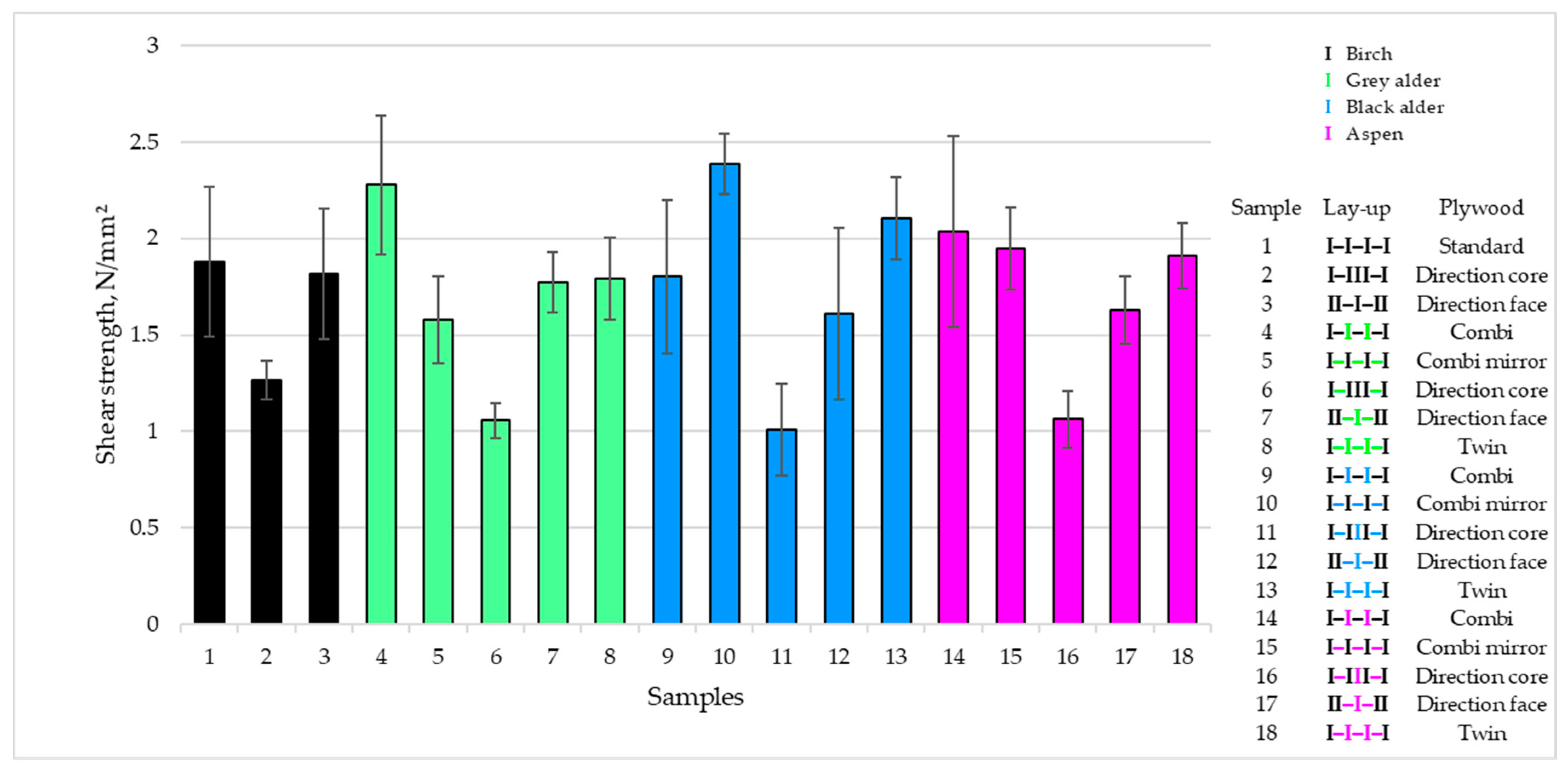
3.3. Bonding Quality
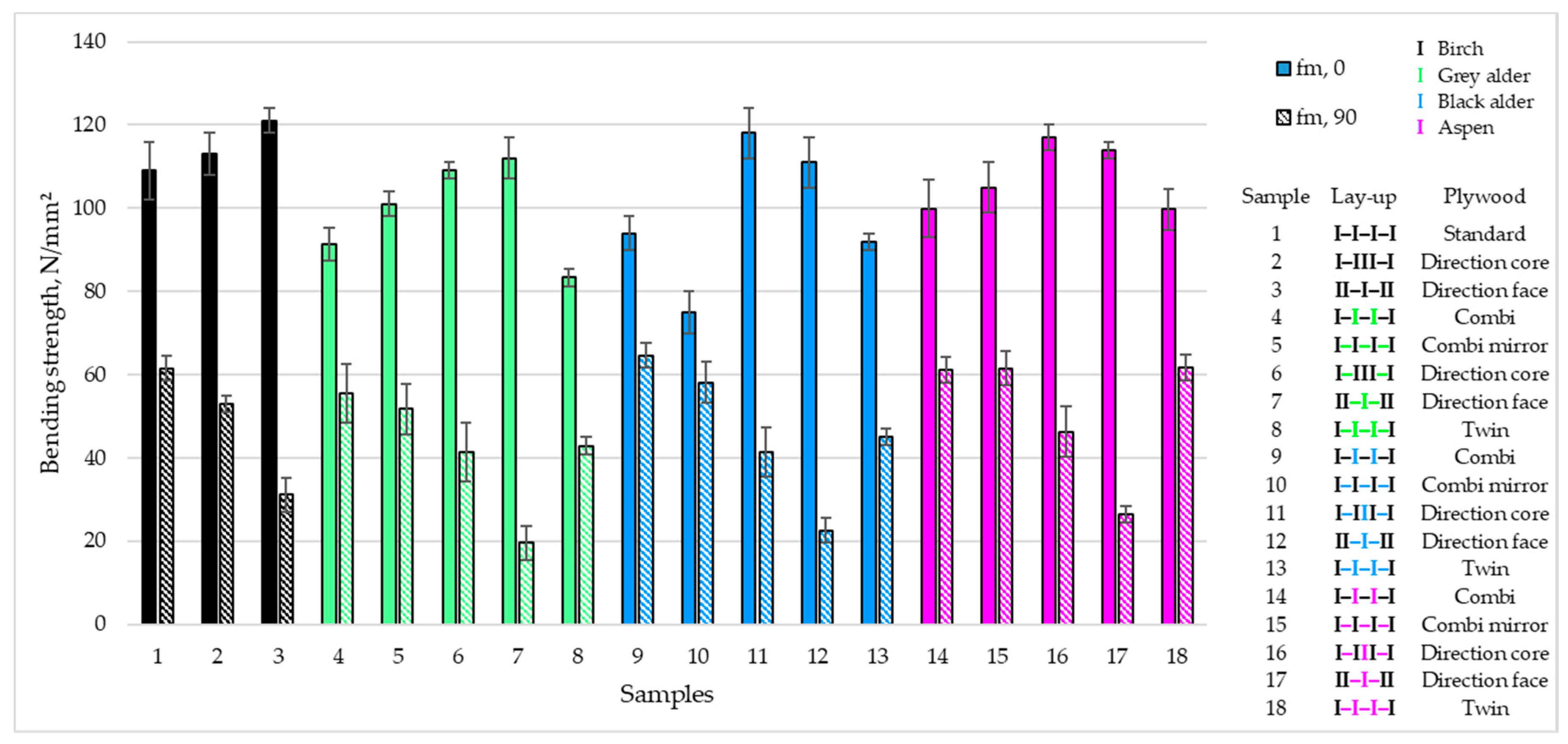
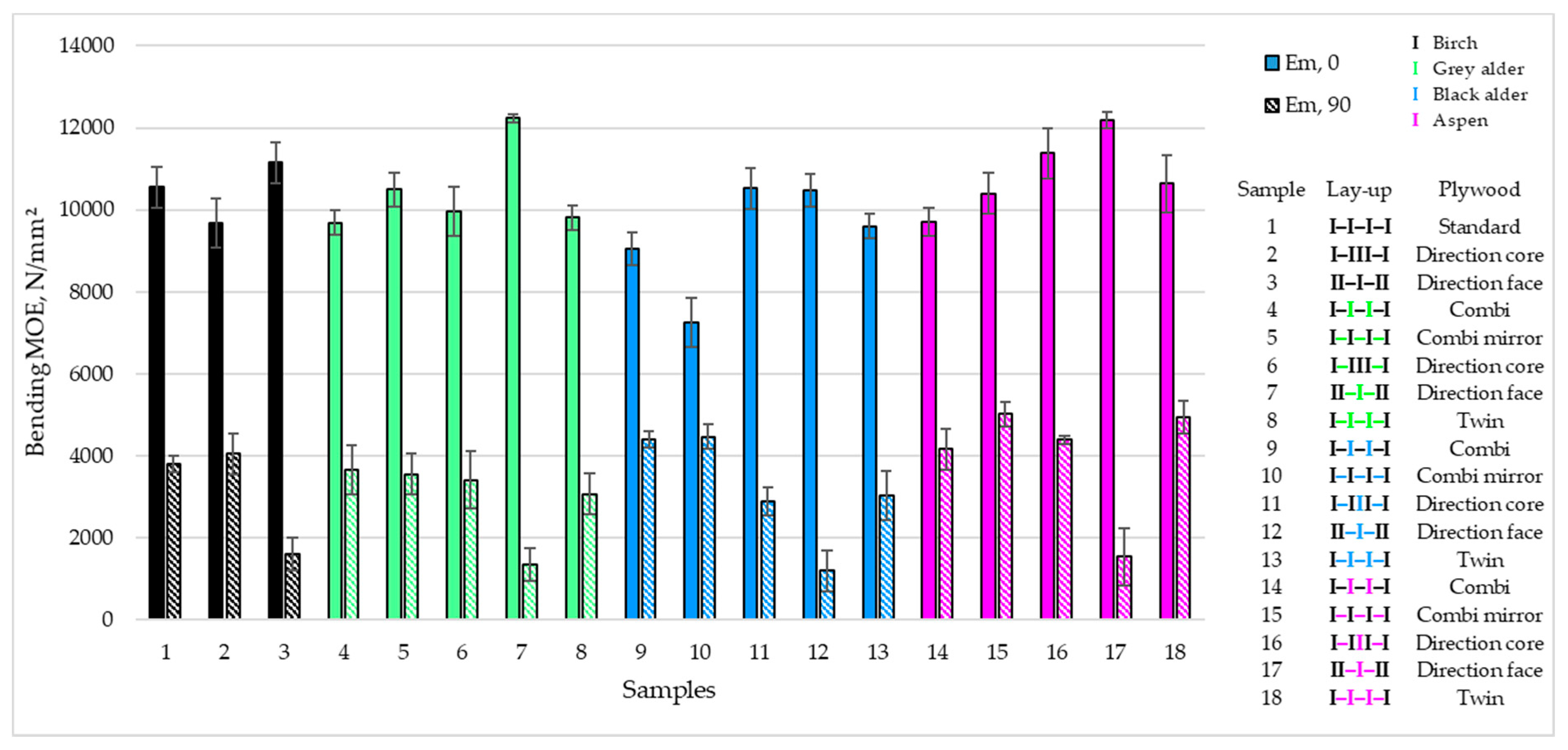
3.4. Bending Properties
4. Discussion
5. Conclusions
- The test results showed that birch, gray alder and black alder veneers had similar tensile strength values, whereas aspen veneer had significantly lower tensile strength.
- It was found that the birch veneers had the lowest glue consumption, 152 g/m2, and aspen had the highest glue consumption, 179 g/m2. Plywood density was found to increase when lower density wood (mainly aspen) was used in the plywood, due to the higher glue consumption and higher compression of the lower density wood veneers when under the same pressure as birch wood.
- Birch and black alder combination plywood, with the combi mirror lay-up scheme, was found to have the highest glued joint shear strength (2.39 N/mm2), because of the similar densities of birch and black alder, and the slightly higher glue consumption of the black alder veneers. The lay-up scheme of direction core had the lowest shear strength values.
- Birch plywood panels showed the highest average bending strength (114.3 N/mm2) in parallel to wood grain direction. Interestingly, the second highest bending strength (107.1 N/mm2) was achieved with aspen plywood, due to the highest glue consumption and the densification effect of the low-density aspen layers during the plywood making process, which increases the strength and stiffness of the aspen plywood samples.
- This study’s results showed that the best alternative combination to birch plywood, based on the bending properties, could be the direction core with a combination of alder and birch wood (sample 11). Overall, the best plywood combination could be twin or combi, with the combination of alder and birch wood (samples 9 and 13).
- Overall, it was shown that the hardwood species used in this study have slightly lower strength properties, but with the proper lay-up scheme, these wood species could be successfully used by the veneer-based industry.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Eesti Statistika Kvartalikiri. 2/18. Quarterly Bulletin of Statistics Estonia—Statistics Estonia. Available online: https://www.stat.ee/publication-2018_quarterly-bulletin-of-statistics-estonia-2-18 (accessed on 10 May 2020).
- Valgepea, M.; Raudsaar, M.; Siimon, K.L. Yearbook Forest 2018; Keskkonnaagentuur: Tallinn, Finland, 2019. [Google Scholar]
- Dubois, H.; Verkasalo, E.; Claessens, H. Potential of Birch (Betula pendula Roth and B. pubescens Ehrh.) for Forestry and Forest-Based Industry Sector within the Changing Climatic and Socio-Economic Context of Western Europe. Forests 2020, 11, 336. [Google Scholar] [CrossRef] [Green Version]
- Kärki, T.; Maltamo, M.; Eerikäinen, K. Diameter distribution, stem volume and stem quality models for grey alder (Alnus incana) in eastern Finland. New For. 2000, 20, 65–86. [Google Scholar] [CrossRef]
- Olsson, A.-M.; Bjurhager, I.; Gerber, L.; Sundberg, B.; Salmen, L. Ultra-structural organisation of cell wall polymers in normal and tension wood of aspen revealed by polarisation FTIR microspectroscopy. Planta 2011, 233, 1277–1286. [Google Scholar] [CrossRef] [PubMed]
- Wilson, B.F.; Gartner, B.L. Lean in red alder (Alnus rubra): Growth stress, tension wood, and righting response. Can. J. For. Res. 1996, 26, 1951–1956. [Google Scholar] [CrossRef]
- Kallakas, H.; Ayansola, G.S.; Tumanov, T.; Goljandin, D.; Poltimäe, T.; Krumme, A.; Kers, J. Influence of Birch False Heartwood on the physical and mechanical properties of wood-plastic composites. BioResources 2019, 14, 3554–3566. [Google Scholar]
- Dupleix, A.; Denaud, L.E.; Bleron, L.; Marchal, R.; Hughes, M. The effect of log heating temperature on the peeling process and veneer quality: Beech, birch, and spruce case studies. Eur. J. Wood Wood Prod. 2013, 71, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Rohumaa, A.; Hunt, C.G.; Frihart, C.R.; Saranpää, P.; Ohlmeyer, M.; Hughes, M. The influence of felling season and log-soaking temperature on the wetting and phenol formaldehyde adhesive bonding characteristics of birch veneer. Holzforschung 2014, 68, 965–970. [Google Scholar] [CrossRef]
- Yamamoto, A.; Rohumaa, A.; Kontturi, E.; Hughes, M.; Vuorinen, T. Chemical characteristics of squeezable sap of hydrothermally treated silver birch logs (Betula pendula): Effect of treatment time and the quality of the soaking water in pilot scale experiment. Wood Sci. Technol. 2015, 49, 289–302. [Google Scholar] [CrossRef]
- Yamamoto, A.; Rohumaa, A.; Kontturi, E.; Hughes, M.; Vuorinen, T. The Effect of Hydrothermal Treatment on the Color Stability and Chemical Properties of Birch Veneer Surfaces. BioResources 2015, 10. [Google Scholar] [CrossRef]
- Yamamoto, A.; Rohumaa, A.; Kontturi, E.; Hughes, M.; Vuorinen, T. The chemical characteristics of squeezable sap from silver birch (Betula pendula) logs hydrothermally treated at 70 °C: The effect of treatment time on the concentration of water extracts. Wood Sci. Technol. 2015, 49, 1295–1306. [Google Scholar] [CrossRef]
- Rohumaa, A.; Viguier, J.; Girardon, S.; Krebs, M.; Denaud, L. Lathe check development and properties: Effect of log soaking temperature, compression rate, cutting radius and cutting speed during peeling process of European beech (Fagus sylvatica L.) veneer. Eur. J. Wood Wood Prod. 2018, 76, 1653–1661. [Google Scholar] [CrossRef] [Green Version]
- Rohumaa, A.; Antikainen, T.; Hunt, C.G.; Frihart, C.R.; Hughes, M. The influence of log soaking temperature on surface quality and integrity performance of birch (Betula pendula Roth) veneer. Wood Sci. Technol. 2016, 50, 463–474. [Google Scholar] [CrossRef]
- Rohumaa, A.; Hunt, C.G.; Hughes, M.; Frihart, C.R.; Logren, J. The influence of lathe check depth and orientation on the bond quality of phenol-formaldehyde—Bonded birch plywood. Holzforschung 2013, 67, 779–786. [Google Scholar] [CrossRef]
- Rohumaa, A.; Yamamoto, A.; Hunt, C.G.; Frihart, C.R.; Hughes, M.; Kers, J. Effect of log soaking and the temperature of peeling on the properties of Rotary-cut birch (Betula pendula Roth) veneer bonded with phenol-formaldehyde adhesive. BioResources 2016, 11, 5829–5838. [Google Scholar] [CrossRef] [Green Version]
- Pot, G.; Denaud, L.E.; Collet, R. Numerical study of the influence of veneer lathe checks on the elastic mechanical properties of laminated veneer lumber (LVL) made of beech. Holzforschung 2015, 69, 337–345. [Google Scholar] [CrossRef]
- Lipinskis, I.; Spulle, U. Research on mechanical properties of birch plywood with special veneer lay-up schemes. Drewno 2011, 185, 109–118. [Google Scholar]
- Popovska, V.J.; Iliev, B.; Zlateski, G. Utjecaj položaja furnira u strukturi furnirskih ploča na njihovu vlačnu čvrstoću. Drv. Ind. 2017, 68, 153–161. [Google Scholar]
- Spulle, U.; Tuherm, H.; Mioncinskis, U.; Kulins, L. Mechanical Characteristics of the Hardwoods. Latvijas Valsts koksnes ķīmijas Institūts, 2009. Available online: https://agris.fao.org/agris-search/search.do?recordID=LV2011000067 (accessed on 1 January 2020).
- Silver Birch|The Wood Database—Lumber Identification (Hardwood). 2019. Available online: https://www.wood-database.com/silver-birch/ (accessed on 15 April 2019).
- European Alder|The Wood Database—Lumber Identification (Hardwood). Available online: https://www.wood-database.com/european-alder/ (accessed on 17 April 2020).
- The Timber Measurement Council Regulations for Measuring of Roundwood Recommended by the Timber Measurement Council. Available online: http://ny.sdc.se/admin/PDF/pdffiler_VMUVMK/M%C3%A4tningsinstruktioner/M%C3%A4tningsinstruktioner%20f%C3%B6r%20rundvirkessortiment%20VMR%201-99%2C%20engelska.pdf (accessed on 17 April 2019).
- Stalnaker, J.J.; Harris, E.C. Wood Structure and Properties. In Structural Design in Wood; Springer: Boston, MA, USA, 1997; pp. 11–31. [Google Scholar]
- Sepp, B. Improvement of the Adhesive Joint of the Birch Veneer from False Heartwood. Master’s Thesis, Tallinn University of Technology, Tallinn, Estonia, 2015. [Google Scholar]
- Seborg, R.M.; Millett, M.A.; Stamm, A.J. Heat-Stabilized Compressed Wood (Staypak); Forest Products Laboratory, Forest Service, U.S. Department of Agriculture: Madison, WI, USA, 1956.
- Rautkari, L.; Kutnar, A.; Hughes, M.; Kamke, F.A. Wood Surface Densification Using Different Methods. In Proceedings of the 11th World Conference on Timber Engineering, Trentino, Italy, 20–24 June 2015; pp. 3121–3125. [Google Scholar]
- Ruponen, J.; Rautkari, L.; Belt, T.; Hughes, M. Factors influencing properties of parallel laminated binderless bonded plywood manufactured from rotary cut birch ( Betula pendula L.). Int. Wood Prod. J. 2014, 5, 11–17. [Google Scholar] [CrossRef]
- Cristescu, C.; Sandberg, D.; Ekevad, M.; Karlsson, O. Influence of pressing parameters on mechanical and physical properties of self-bonded laminated beech boards. Wood Mater. Sci. Eng. 2015, 10, 205–214. [Google Scholar] [CrossRef]
- Bekhta, P.; Proszyk, S.; Krystofiak, T.; Sedliacik, J.; Novak, I.; Mamonova, M. Effects of short-term thermomechanical densification on the structure and properties of wood veneers. Wood Mater. Sci. Eng. 2017, 12, 40–54. [Google Scholar] [CrossRef]
- Kurowska, A.; Borysiuk, P.; Mamiński, M.; Zbieć, M. Veneer Densification as a Tool for Shortening of Plywood Pressing Time Stlačivanje furnira kao metoda skraćenja vremena prešanja furnirskih ploča. Drv. Ind. 2010, 61, 193–196. [Google Scholar]
- Rohumaa, A.; Hunt, C.G.; Frihart, C.R.; Kers, J.; Denaud, L.; Hughes, M. The Impact of Log Heating on Veneer Quality and Plywood Performance. In Proceedings of the International Scientific Conference on Hardwood Processing (ISCHP2017), Lahti, Finland, 25–28 September 2017; pp. 184–190. [Google Scholar]
- Sogutlu, C. Determination of the Effect of Surface Roughness on the Bonding Strength of Wooden Materials. BioResources 2017, 12. [Google Scholar] [CrossRef]
- EVS-EN 314-2:1999—Eesti Standardikeskus. Available online: https://www.evs.ee/et/evs-en-314-2-1999. (accessed on 5 May 2020).
- Bourreau, D.; Aimene, Y.; Beauchêne, J.; Thibaut, B. Feasibility of glued laminated timber beams with tropical hardwoods. Eur. J. Wood Wood Prod. 2013, 71, 653–662. [Google Scholar] [CrossRef] [Green Version]
- Kurt, R. Effect of glue line thickness on shear strength of wood-to-wood joints. Wood Res. 2006, 51, 59–66. [Google Scholar]
- Li, R.; Guo, X.; Ekevad, M.; Marklund, B.; Cao, P. Investigation of glueline shear strength of pine wood bonded with PVAc by response surface methodology. BioResources 2015, 10, 3831–3838. [Google Scholar] [CrossRef] [Green Version]
- Follrich, J.; Vay, O.; Veigel, S.; Müller, U. Bond strength of end-grain joints and its dependence on surface roughness and adhesive spread. J. Wood Sci. 2010, 56, 429–434. [Google Scholar] [CrossRef]
- Bekhta, P.; Proszyk, S.; Krystofiak, T.; Mamonova, M.; Pinkowski, G.; Lis, B. Effect of thermomechanical densification on surface roughness of wood veneers. Wood Mater. Sci. Eng. 2014, 9, 233–245. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Key | Wood Species |
|---|---|
| I | Birch (Betula pendula Roth) |
| I | Grey alder (Alnus incana) |
| I | Black alder (Alnus glutinosa) |
| I | Aspen (Populus tremula) |
| Sample | Lay-Up (Direction of Veneers) | Plywood | Face | Core |
|---|---|---|---|---|
| 1 | I–I–I–I | Standard 1 | Birch | Birch |
| 2 | I–III–I | Direction core 2 | Birch | Birch |
| 3 | II–I–II | Direction face 3 | Birch | Birch |
| 4 | I–I–I–I | Combi 4 | Birch | Birch and Grey alder |
| 5 | I–I–I–I | Combi mirror 5 | Birch | Birch and Grey alder |
| 6 | I–III–I | Direction core 2 | Birch | Birch and Grey alder |
| 7 | II–I–II | Direction face 3 | Birch | Birch and Grey alder |
| 8 | I–I–I–I | Twin 6 | Birch | Grey alder |
| 9 | I–I–I–I | Combi 4 | Birch | Birch and Black alder |
| 10 | I–I–I–I | Combi mirror 5 | Birch | Birch and Black alder |
| 11 | I–III–I | Direction core 2 | Birch | Birch and Black alder |
| 12 | II–I–II | Direction face 3 | Birch | Birch and Black alder |
| 13 | I–I–I–I | Twin 6 | Birch | Black alder |
| 14 | I–I–I–I | Combi 4 | Birch | Birch and Aspen |
| 15 | I–I–I–I | Combi mirror 5 | Birch | Birch and Aspen |
| 16 | I–III–I | Direction core 2 | Birch | Birch and Aspen |
| 17 | II–I–II | Direction face 3 | Birch | Birch and Aspen |
| 18 | I–I–I–I | Twin 6 | Birch | Aspen |
| Species | PF Glue Consumption, g/m2 |
|---|---|
| Birch | 152 |
| Grey alder | 161 |
| Black alder | 160 |
| Aspen | 179 |
| Average | 160 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kallakas, H.; Rohumaa, A.; Vahermets, H.; Kers, J. Effect of Different Hardwood Species and Lay-Up Schemes on the Mechanical Properties of Plywood. Forests 2020, 11, 649. https://doi.org/10.3390/f11060649
Kallakas H, Rohumaa A, Vahermets H, Kers J. Effect of Different Hardwood Species and Lay-Up Schemes on the Mechanical Properties of Plywood. Forests. 2020; 11(6):649. https://doi.org/10.3390/f11060649
Chicago/Turabian StyleKallakas, Heikko, Anti Rohumaa, Harti Vahermets, and Jaan Kers. 2020. "Effect of Different Hardwood Species and Lay-Up Schemes on the Mechanical Properties of Plywood" Forests 11, no. 6: 649. https://doi.org/10.3390/f11060649